
api safety valve quotation
Safety valves from the API product group meet all the requirements of API 526 such as standardized capacity, nominal diameter, and center to face dimensions which offers 100% compatibility. Because of their robust construction, they are especially suitable for being constructed from special materials such as Duplex, Monel, and Hastelloy.

The product group Compact Performance includes threaded and flanged safety valves with compact dimensions for economical protection of small and midsized capacites. Due to its many orifice diameters, seals, and connections this product group offers a very wide area of application.
"I have been purchasing flanges from API International for a few years now and most recently check valves, expansion joints etc. They always have exceptional quality of their products and a wide selection. Between their two warehouses, they have what I need in stock 99.9% of the time and ship within a day of receiving the purchase order. RIck Runckel and his team have been top notch to us with customer service, handling our orders, quoting products, and anything else we may need. Highly recommend them as a supplier!"
"API is by far one of our best and most reliable suppliers. The quality of the products we purchase is excellent and the pricing is very competitive. I have been buying from them for well over 20 years and have had the opportunity to get to know many of the people there. Always a pleasure to work with!"
"I have zero complaints about their service. I would list API in the top three of our vendors with exceptional customer service. In a time when most companies have forgot how to spell customer service, let alone give any customer service, API is a pleasure to deal with. The main reason the customer service is so good is that I don’t have to think about dealing with API. I never have to follow up. I never have to give something with API a second thought, answers and quotes are fast and right."

Hydraulic Surface Safety Valve - SSV is designed to quick closure due to a pipe leak or burst, equipment malfunction, fire, or similar emergency. The Surface safety valve (ssv) is normally closed, pressure needs to be applied to the actuator to compress the spring and open the valve.
The pressure needed to keep the valve open can be provided with a simple hand pump which, in an emergency, is bled off on the rig floor. However, a more sophisticated system called an emergency shut down (ESD) is recommended because it allows the actuator to be activated remotely.
We designs and manufactures hydraulic actuator and slab gate valve, assembled safety valve with consideration of optimal safety and economic. The available safety valve sizes from 1-13/16" through to 7-1/16",of pressure rating from 2000psi to 15000psi.
1) Fitted with a valve-opening indicator2) Designed with the relief valve3) Designed with the plane thrust bearing structure4) Designed with the meal-to-meal sealing structure5) Fitting with the valve stem sealed by using some special material made lip-shaped packing6) Made of high wear-resising& corrosion-resising materials, both the valve core and bean are durable7) Designed and manufactured strictly in accordance with API Spec 6A ,ANSI and NACE MR-0175 standards.

The specification and purchase of valves in general can be a very complicated task depending on the time available that the instrumentation engineer has in a project and his own experience in developing this task. It starts with the fact that academic training, at least in Brazil, has very few courses aimed at industrial instrumentation and goes through the fact that each valve is, in essence, an engineering solution dedicated to an exclusive application. The probability of using a valve that has been specified and purchased incorrectly in another application is very low.
The need for use, selection, sizing, specification and, lastly, the purchase of valves usually arise within a multidisciplinary project; where several other very important instruments and equipments are allocating human resources that may even be working on parallel and independent projects and almost always with very lean HH. The result of this combination of factors is little time to sizing and specify a valve, be it for control or safety. This leads many engineers not to question why they adopt some requirements, especially when it is clear in the standard of the final customer that you have to follow it. When it comes to adopting API STD 526 in relation to the specification of safety valves, it is not very different.
Petrobras, which is one of the biggest motivating companies for the development of engineering in Brazil, has defined in its instrumentation standard N-1882D - Criteria for Elaboration of Instrumentation Projects; that safety valves must, among several requirements:Have the discharge orifices according to API STD 526;
API STD 526 requires the same above mentioned, so it´s clear that N-1882 was elaborated using as a basis, the API STD 526 guidelines and the adoption of this constructive standard proves to be practical since it meets at least four items of the N-1882D. This generated a culture within Brazilian engineering to adopt API STD 526 as a requirement in the design of the safety valve at least as a recommended practice.
The purpose of this short article is to present what the API 526 is about; why we must adopt and use this standard and also, because we must not follow blindly the requirements and guidelines of this standard. By reading this article you will be able to answer the following questions:What is the scope of API STD 526?
API STD 526 is a standard with the objective of guiding engineers, manufacturers, end users and buyers in the selection, specification, manufacturing standardization and purchase of safety valves. These valves can be operated by spring with or without balancing bellows (conventional or self-operated); or operated by a pilot valve (pilot-operated).
All valves according to API STD 526 must have inlet and outlet flanged connections in accordance with ASME B16.5. The pressure and temperature limits are defined in tables 3 to 16 for spring-operated valves and in tables 17 to 30 for pilot-operated valves. It is worth noting that, even though the flanges are in accordance with ASME B16.5; we must not adopt the pressure x temperature limits of this standard, because these limits are higher than those defined by API STD 526.
It refers to the possibility of exchanging the safety valve of one manufacturer for another without compromising the protection of the equipment or requiring greater interference in the equipment or pipeline. This is possible for a few reasons.
The first one is the standardization of the discharge orifice areas, which defines maximum flow capacity values very close even for different manufacturers. The orifices are designated by letters that start in "D" and go up to "T". If one manufacturer “A” presents as a protection solution for an equipment, a safety valve 1D2 (one inch for inlet connection, orifice D and two inches for outlet connection) and manufacturer “B” presents another valve 1D2; we can say that “A” and “B” have interchangeable solutions.
Another reason that allows interchangeability is that API STD 526 also defines the distance from the face of the input flange to the center of the output flange; the distance between the face of the outlet flange and the center of the inlet flange and the connection patterns of the inlet and outlet flanges including the diameters and pressure classes themselves. In this way, it is possible to replace one valve with another with practically zero impacts on the piping and on existing equipment. Example: To replace a 1D2 valve from manufacturer A with a 1D2 valve from manufacturer B, there is no need to change flanges or pipe rearrangements.
Interchangeability also brings the benefit to the end user not being dependent on a single supplier that could, for different reasons, stop its commercial operations in a country, complicating or stopping the supply of valves or spare parts.
It is worth noting that, different manufacturers supplying interchangeable valves for the same application; may have different maximum certified discharge flow rates. The discharge orifice area calculations for API STD 526 valves are according to API STD 520 Part 1, but these are preliminary calculations that use recommended discharge coefficient (Kd) in the equations described in the items 5.6 to 5.10 of API STD 520 Part 1 as a starting point for making calculations possible. Each manufacturer has its certified discharge coefficient. Fortunately, most manufacturers have a certified discharge coefficient lower than that determined by the standard, which results in an area larger than the effective one defined by API STD 526. However, as not all manufacturers are; it is prudent then, when purchasing the valve, the instrumentation engineer requires the sizing report with the value of the maximum discharge flow certified from the manufacturer that is selling the solution.
API STD 526 defines the materials that must be used in the main parts of the safety valve such as body, bonnet, spring, flange and nozzle depending on the temperature and pressure that the valve is subjected at the opening moment.
Materials that are normally used in the manufacture of valves of all types such as carbon steel ASME SA-216 Gr. WCB and stainless steel ASME SA-351 Gr. CF8M are placed as minimum requirements for safety valves to be used in certain parts of the valve like body and the bonnet. This guarantees valves with similar performance, weight, mechanical strength and corrosion resistance from different manufacturers.
The requirements above does not restrain any supplier from adopte another material to produce his valve, that for many reasons, may be economically more attractive, since, it has higher pressure x temperature limits than those materials standardized by API STD 526. After all, the Instrumentation Engineer has to evaluate any material used regarding chemical compatibility with the process fluid.
API STD 526 also establishes that valves manufactured in accordance with this standard, must also comply with API STD 527. This last standard deals with the seat lekage while the valve is closed; or in other words; while the pressure scenario in the vessel or pipe is normal. All valves from all suppliers that will be involved in a purchasing process will have the same performance related to the seat leakage.
Although API STD 526 standardizes important parts of the valve, it does not defines all parts. It is still possible to find opportunities for innovation to deliver to the user, the best cost-benefit solution without neglecting the pressurized system protection that is so important.
The scope of the standard makes it clear that API STD 526 is a standard that should be used to purchase a safety and/or relief valve and defines minimum criteria to be met in order to be successful.
By standardizing all these criteria and requiring all suppliers of safety valves to produce a large amount of valves in accordance with API STD 526, a favorable scenario for bidding is created, cause the solutions become very similar. This way, the manufacturers will compete to get the lowest price.
It also facilitates the analysis of the engineer who always spends a good HH with the technical advice of the valve supply proposals. With a wide standardization, the time and cost necessary to evaluate, adjust and approve technical solutions is reduced. The standard itself presents in its appendix A, a data sheet containing the minimum information that must be specified in order to allow a technical and commercial consultation to manufacturers for the supply of spring and pilot operated safety valves. Annex B shows the minimum information that must appear on the nameplate.
Standardization allows the manufacture and strategic stock of nozzles, flanges, bonnets, bellows, caps and other components. In this way, it´s possible to assemble, test and ship the safety valve in the shortest possible time. It is not always necessary to cast parts or make more complicated adjustments that are not foreseen in the standard.
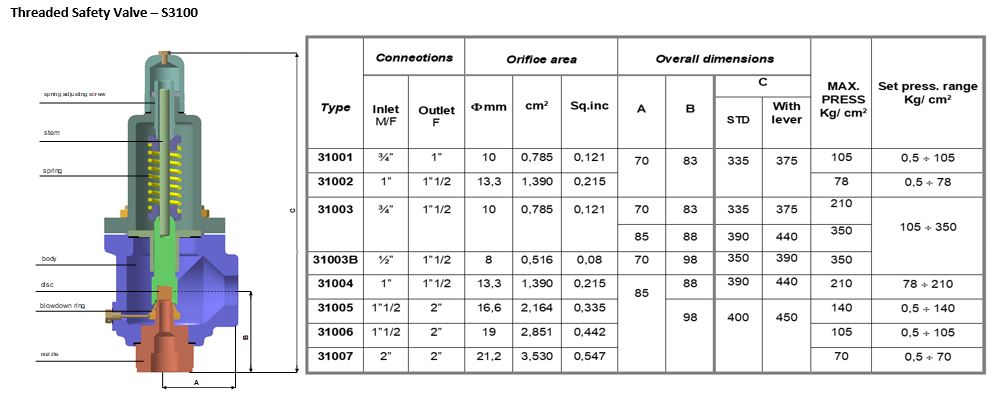
For small equipments such as pump sealing systems, pump recycles, air tanks for control valves, pig receivers and launchers, among others, that have a small volume of fluid to be relieved to normalize their pressure; using compact small valves is advantageous as they are easier to install. Usually threaded with ¾ ”NPT inlet and 1” NPT outlet, they are cheaper and have a discharge orifices with areas smallers than the D equivalent of API STD 526, which avoids making use of a oversized valve just to meet a construction standard. Oversized pressure safety valve can lead the valve to chattering, as the flow may be too small to be able to open the safety valve at once and the disc will again hit the inlet nozzle seat repeatedly, damaging the assembly and compromising the tightness or worse, compromising performance expected at the time of opening.
With simple design and with fewer parts, the safety valves for thermal relief (or compact), allows a good cost reduction. Since others legal requirements such as the National Board flow certificate and / or the ASME authorization certificate for the manufacturing site be part of the supply documentation; there is no greater cause for concern for the end user.
If the user still wants to replace an existing safety valve that does not comply with API STD 526, with another one according to API STD 526, he will have to evaluate whether the installation follows the recommendations of API RP 520 Pt 2. This evaluation that already has a cost, can lead to the conclusion that the pipes and connections need to be replaced and / or rearranged which would mean even more costs.
If costs is always an important factor in the projects; we can also verify that a valve according to API STD 526 does not always present the best cost benefit for the customer.
There are some good reasons for large companies to adopt API STD 526, if not as a requirement, at least as a recommended practice. All the criteria to be followed and the advantages presented, make API STD 526 kind of a guide to acquire a safety valve with the best cost benefit. It should not be forgotten, however, that the ultimate purpose of a safety valve is to open to guarantee the relief of a system that is in a pressurization scenario and to close when the situation is normalized. The construction according to API STD 526 does not replace the correct sizing and the need for ASME authorization certificates for the factory and the National Board certificate regarding the flow capacity of the tested model for the manufactured site.

**Update to this article, June 7, 2022 : If you found this article helpful, here is a link to another article I recently found that does a nice job explaining the topic: ENGINEERS BEWARE: API vs ASME Relief Valve Orifice Size – Petro Chem Engineering (petrochemengg.com)
NOTE: this article is written to an audience that is familiar with PSVs, PSV sizing, and API and ASME standards at a basic level. I initially wrote this article in early 2017, and due to some great input and questions made significant revisions to increase clarity in mid-2018. I hope it is helpful to you, please send me a message with any comments/questions!
If you"ve ever sized/selected a Pressure Safety-Relief Valve (PSV) using vendor sizing programs or good-old hand calculations, you"ve probably run into a very strange anomaly: Why does a PSV orifice size change between American Petroleum Institute (API) and American Society of Mechanical Engineers (ASME) data sets? What is an "effective" orifice area? How do I know which standard to use when selecting a PSV?
Usually, this issue is one of curiosity and doesn"t affect the end result of what valve is chosen. Common practice is to default to API sizing equations and parameters, and only use ASME data sets for situations outside of the API letter-designations. But what if I told you that approach is likely causing you to oversize about 10% of your PSVs and their respective piping systems?
Most of the time simply using API data sets is fine. And I should note that this is a conservative approach, so you won’t make a mistake doing this. But did you know that PSVs are certified to ASME capacities, not API? And did you know those ASME capacities are nearly always higher than the API ones? I’m guessing you don’t, because there are very few resources available that speak to this topic. I’ve found it common for engineers to understand API 520 quite well, but have a very limited working knowledge of how the ASME BPVC comes into play.
Too often, we leave that third part out of the process, and simply calculate relief loads and select valves using API techniques, without ever checking our selection against certified ASME data. Proper application of these standards is the first key point of this article:
Initial sizing and valve selection is done using API equations, and final valve selection and certification is done using ASME-certified coefficients and capacities.
When sizing a PSV, the sizing equations are always API 520. When a PSV is certified, it is always certified to ASME BPVC (whether one “selects” ASME certification or not!) It"s important to remember that the ASME BPVC is the "code", the standard to which we must design. API 520/526 are "recommended practices" which were developed to give engineers a tool to meet the ASME requirements. Another way to look at it: ASME BPVC sets the goal, API 520/526 provide the instructions, and ASME has the final say.
The BPVC is an enormous code, and not reviewed in detail here. On the subject of PSVs, it basically says that a PSV must be capable of relieving the required load, and it must be tested in a specific manner to be certified to do so. If a valve is tested per the specific directions in the BPVC, it will be ASME certified and receive an ASME UV stamp.
The first thing API does is attempt to standardize physical PSV sizes and design, and it does so in API RP 526, which is targeted at PSV manufacturers. API provides pre-defined valve sizes, with letter designations D through T (API 526). It also defines other details directed toward valve manufacturers (such as temperature ratings). All of this is intended as minimum design standards, and manufacturers are free to exceed these parameters as they wish.
The second thing API does is provide standardized equations and parameters to use when trying to figure out just what size of a PSV one needs for a particular scenario. The equations account for design parameters that ASME doesn"t speak to, such as specific fluid properties, backpressures, critical flow, two-phase flow, and many other aspects of fluid dynamics that will affect the ability of a particular valve to relieve a required load.
API sizing equations are by nature theoretical, standardized, and use default or "dummy" values for several sizing parameters that may or may not reflect the actual values for any specific valve.
API RP 520 very clearly talks about this, and emphasizes that the intended use of its equations is to determine a preliminary valve size, which should be verified with actual data. API intends PSV sizing to be a two-step process, but we are often unaware of this because we (gasp) don’t read the full standard, and/or rely solely on vendor sizing software that hides the iteration from us. See API 520, part 1, section 5.2 for further explanation.
When valves are built, they are built to the API RP 526 standard, however, as one might imagine, when valves are actually tested and certified, the results don’t match up identically to the theoretical values that were calculated. This is where API and ASME intersect; we switch from calculations (API) which were used as a basis to design the valve, to actual empirical data (ASME) to certify the valve. When a valve manufacturer gets the UV code stamp that certifies the valve orifice size and capacity, it is based on actual test results, not API sizing standards. And ASME (which came first) does not have tiered letter designations. The typical D, E, F, etc. sizes we refer to are strictly an API tool, and ASME’s capacity certifications are completely independent of them!
3. A third-party Engineer (you), trying to select a PSV, runs a sizing calculation using API 520 equations on ABC Valve Company"s sizing software, gets a result that requires 4.66in2 to relieve the load, and is now thoroughly confused on what size valve to select.
If one selects the API data set on the sizing software in this example, it will automatically eliminate N-orifice valves as an option, and bump the user up to a P-orifice. However, if one simply selects the ASME data set, the N-orifice valve magically reappears as an option. How can this be? Will the N-orifice work or not?
The short answer is yes, it is certified to an actual area of 4.90in2. So the “N” orifice for this specific PSV will work, and is certified to do so, in this application. Remember: use API to get you close, and ASME to confirm the final answer.
Digest that for a moment. If you’ve sized and purchased more than a dozen PSVs, chances are you have inadvertently selected a PSV a full size larger than you needed to, in a situation much like our example, simply because you chose a PSV based on its API “rating” rather than its real, certified, stamped ASME rating. If that was a small valve, impact was probably nil. But what if this happened on a valve that resulted in selecting a 8x10 PSV when you could have used a 6x8?
If you’re like me, that answer isn’t very satisfying. Why on earth is this so confusing? How can you simply hit a button on the sizing program and a different size of valve is suddenly acceptable? The key lies how the main coefficient of discharge, Kd, is handled, and how capacities are determined.
There are several K values used in API calculations, all of which have generic values defined in API 520 that can be used for preliminary sizing. These are the numbers used in initial sizing calculations to get us close, then (if we do this correctly) replaced with the actual/tested/empirical/ASME values when we get a certified valve. Remember, anytime you hear “certified” or “stamped”, think ASME.
Let’s take the numbers from the example above, which came from an attempt to size a valve for liquid relief. API says to use a value of Kd=0.65 for liquid relief. If one uses the API data set on the vendor software, then the calculation stops here, and you get a required area of 4.66in2. When you select a valve, you’re comparing that to the API effective (actual) area of an N orifice, which is 4.34 in2, which is obviously too small and you’d logically step up to a P orifice. However….
Remember that the API N-orifice area is just the benchmark, a minimum requirement, and may or may not (most likely not) reflect the actual area of a real-life PSV. Once a valve is selected, all of those K values and capacities should be replaced with actual ASME-certified K values, also determined by testing, that are specific to each valve model, and the calculations performed again.
Normally, ASME-certified K-values are smaller than the API dummy values, driving up the required orifice area. So valve manufacturers have to over-design their valves to make up for it, resulting in ASME-certified areas and capacities that typically exceed the benchmark API ones. The end result of all this?
It (almost) all boils down to one sneaky little sentence in the ASME BPVC which mandates a 10% safety factor on the empirically-determined Kd that “de-rates” the valve (see ASME BPVC Section VIII, UG-131.e.2). This tidbit seems to be a little-known fact that is key to proper PSV sizing and selection, because as engineers we often pile safety factors upon each other and oversize our equipment. I cannot highlight this enough:
I mentioned above that ASME K values are nearly always lower than API values, due to this 10% de-rating. The PSV in our example scenario has a determined Kd of 0.73, which is adjusted down by 10% for a final AMSE Kd of 0.66, slightly higher than the dummy API value (that just means that this particular valve proved it could do about 11% better than the minimum theoretical flow calculated by API when it was tested). So, for our valve in question, the Required ASME area is slightly less than the API area. This is atypical, but not unheard of, and again points to the importance of checking the ASME ratings of any valve you select, and comparing against the API benchmarks.
When you choose to use the ASME data on a specific valve, it’s not just the Kd sizing factor that changes; the actual orifice area and therefore the capacity of the valve also adjusts to empirical, certified values. You can generally expect both values to increase over the API values.
Why is this? Simply that any given real-world valve is usually over-designed so that it will meet and exceed the required minimum capacity of its corresponding API size. What a simple concept, but so often overlooked by engineers!
Back to our example scenario: even though the ASME Kd, and hence required area, adjustment had a negligible effect, the actual ASME orifice area, and hence capacity, is significantly higher than the listed API area and capacity for an N-orifice. Below is a summary:API N Orifice: 4.340 in2
*Note: this is data from a real case; the specific PSV make/model is omitted. Did you catch the result? The actual, certified capacity of this valve is nearly 13% higher than the generic N-orifice valve, and that includes its 10% safety factor!
With this adjusted orifice area, we can compare to the ASME certified area (which is always going to be larger than the API area), and we have our final answer for the valve size. Often this will not result in a different choice of valve, but sometimes, as in the example case, it will allow us to use a valve with an API letter designation that did not appear large enough based on its API effective area. This can save time and money for our plants by preventing over-sizing valves, leading to smaller piping systems to support them. And remember, the ASME values are empirical and have a 10% safety factor built in, so we don’t need to worry about cutting the design too close; the conservatism is already built in to the method. We can choose the Brand X N-orifice valve and sleep well at night!
Avoid simply defaulting to the API data set for the final “rating” or data sheet when selecting a PSV. Use API sizing calculations as they are intended: for preliminary valve selection. Then switch to the ASME data set. This will often (but not always, remember, it"s valve-specific) result in two differences:
1. An actual orifice area that is greater than the standard API letter-designated orifice area. This is ok; it just means the PSV selected performs slightly better, or is slightly larger, than the minimum design conditions for its API letter designation.
2. A required orifice area that is greater than the one calculated by API. This is also ok, and is usually due to the 10% de-rating on Kd that ASME requires.

Specification for Pipeline Valves. API Specification 6D is an adoption of ISO 14313: 1999, Petroleum and Natural Gas Industries-Pipeline Transportation Systems-Pipeline Valves. This International Standard specifies requirements and gives recommendations for the design, manufacturing, testing and documentation of ball, check, gate and plug valves for application in pipeline systems.
Flanged Steel Pressure Relief Valves. The standard is a purchase specification for flanged steel pressure relief valves. Basic requirements are given for direct spring-loaded pressure relief valves and pilot-operated pressure relief valves as follows: orifice designation and area; valve size and pressure rating, inlet and outlet; materials; pressure-temperature limits; and center-to-face dimensions, inlet and outlet.
Seat Tightness of Pressure Relief Valves R(2002). Describes methods of determining the seat tightness of metal- and soft-seated pressure relief valves, including those of conventional, bellows, and pilot-operated designs.
Check Valves: Flanged, Lug, Wafer and Butt-welding. API Standard 594 covers design, material, face-to-face dimensions, pressure-temperature ratings, and examination, inspection, and test requirements for two types of check valves.
Valve Inspection and Testing. The standard covers inspection, supplementary examination, and pressure test requirements for both resilient-seated and metal-to-metal seated gate, globe, plug, ball, check, and butterfly valves. Pertains to inspection by the purchaser and to any supplementary examinations the purchaser may require at the valve manufacturer"s plant.
Metal Plug Valves - Flanged, Threaded and Welding Ends. A purchase specification that covers requirements for metal plug valves with flanged or butt-welding ends, and ductile iron plug valves with flanged ends, in sizes NPS 1 through NPS 24, which correspond to nominal pipe sizes in ASME B36.10M. Valve bodies conforming to ASME B16.34 may have flanged end and one butt-welding end. It also covers both lubricated and nonlubricated valves that have two-way coaxial ports, and includes requirements for valves fitted with internal body, plug, or port linings or applied hard facings on the body, body ports, plug, or plug port.
Compact Steel Gate Valves - Flanged, Threaded, Welding, and Extended-Body Ends. The standard covers threaded-end, socket-welding-end, butt-welding-end, and flanged-end compact carbon steel gate valves in sizes NPS4 and smaller.
Corrosion-Resistant, Bolted Bonnet Gate Valves - Flanged and Butt-Welding Ends. The standard covers corrosion-resistant bolted bonnet gate valves with flanged or butt-weld ends in sizes NPS 1/2 through 24, corresponding to nominal pipe sizes in ASME B36.10M, and Classes 150, 300, and, 600, as specified in ASME B16.34.
Fire Test for Soft-Seated Quarter Turn Valves. The standard covers the requirements for testing and evaluating the performance of straightway, soft-seated quarter-turn valves when the valves are exposed to certain fire conditions defined in this standard. The procedures described in this standard apply to all classes and sizes of such valves that are made of materials listed in ASME B16.34.
Butterfly Valves: Double Flanged, Lug- and Wafer-Type. The standard covers design, materials, face-to-face dimensions, pressure-temperature ratings, and examination, inspection, and test requirements for gray iron, ductile iron, bronze, steel, nickel-base alloy, or special alloy butterfly valves that provide tight shutoff in the closed position and are suitable for flow regulation.
Specification for Fire Test for Valves. The standard covers the requirements for testing and evaluating the performance of API Spec 6A and Spec 6D valves when exposed to specifically defined fire conditions.
Fire Test for Valve with Automatic Backseats. The standard covers the requirements for testing and evaluating the performance of API Spec 6A and Spec 6D valves with automatic backseats when exposed to specifically defined fire conditions.
Design of Continuous Flow Gas Lift Installations Using Injection Pressure Operated Valves. The standard sets guidelines for continuous flow gas lift installation designs using injection pressure operated valves.
Recommended Practice for Repair, Testing, and Setting Gas Lift Valves. The standard applies to repair, testing, and setting gas lift valves and reverse flow (check) valves.
Inspection Practices for Piping System Components. The standard covers the inspection of piping, tubing, valves (other than control valves) and fittings used in petroleum refineries.
Metal Ball Valves - Flanged and Butt-Welding Ends. The standard covers Class 150 and Class 300 metal ball valves that have either butt-welding or flanged ends and are for use in on-off service.

Providing you the best range of cast steel safety relief valves, open bonnet safety relief valve, stainless steel safety relief valve, flange end pressure relief valves, safety relief valve and pressure safety valve with effective & timely delivery.

SAFECON - Series SC- 5000 SAFETY / PRESSURE RELIEF VALVES are designed and manufactured in compliance with API 520 / ASME Section Vlll Division l for High performance application for use on vapor, gas and liquid for over pressure protection. This Conventional safety / pressure relief valves are versatile, safe & interchangeable.

Safety Relief ValvePioneers in the industry, we offer safety relief valve, pressure safety valve, thermal relief valve, sanitary safety valve, flange end safety relief valve and high pressure relief valve from India.

ASME section VIII “UV” stamp | PED “CE” mark | DOT, API | Marine IGC, ABS, BV, DNV-GL, LR | ISO 9001:2015 | Canadian CRN Approval (all provinces/territories)



 8613371530291
8613371530291