
boiler safety valve requirements manufacturer

Cast-iron boilers may be used in steam heating or hot water heating applications within the scope and service restrictions of ASME BPV Code Section IV. ASME BPV Code Section IV service restrictions limit steam boilers to pressures not exceeding 15 psi and hot water boilers to pressures not exceeding 160 psi and/or temperatures not exceeding 250°F.
One Piece – a single casting with no assembly joints. Another term used to describe this design is monobloc. This type of cast-iron boiler is usually small in size.
Sectional boilers are typically assembled with tapered connections called push nipples or elastomeric-type gaskets between the sections to seal the water-containing chambers. Another type of assembly uses external headers to connect the water containing chambers.
Cast-iron boilers can be found in almost any application where heating boilers are used. They are popular replacements for large welded steel boilers which may have been installed as the building was being constructed. Cast-iron sectional boilers can usually be installed in existing boiler rooms by moving the individual sections through doors or window openings. A very large boiler can be assembled in this manner without modifications to the building structure.
There will be two pieces of information missing from a cast-iron boiler nameplate: a National Board registration number and the year built. Cast-iron boilers are not registered with the National Board, and ASME BPV Code Section IV makes no provisions for a year of construction to appear on the nameplate. Since most inspection forms ask for a year of construction, the inspector will have to estimate. If the boiler is original to the building, the age of the building would directly correspond to the age of the boiler. If the boiler is a replacement, the inspector will have to question the owner to determine its age.
Cast-iron boilers may be used in steam heating or hot water heating applications within the scope and service restrictions of ASME BPV CodeSection IV. ASME BPV CodeSection IV service restrictions limit steam boilers to pressures not exceeding 15 psi and hot water boilers to pressures not exceeding 160 psi and/or temperatures not exceeding 250°F.
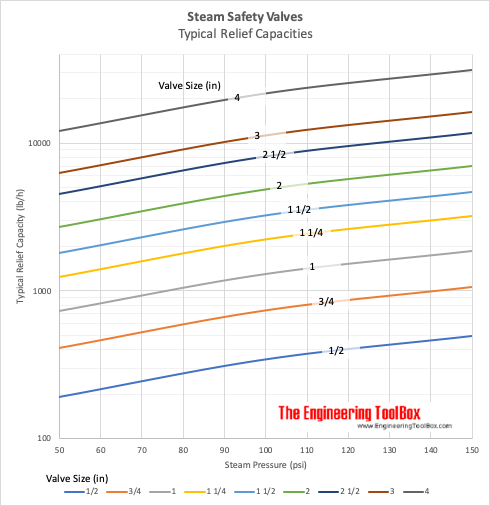
Steam boilers must have at least one safety valve with a set pressure not to exceed 15 psi. The safety valve inlet must not be smaller than NPS 1/2 nor larger than NPS 4-1/2.
Hot-water boilers must have at least one safety relief valve with a set pressure at or below the maximum allowable working pressure (MAWP) marked on the boiler. The safety relief valve inlet must not be smaller than NPS 3/4 nor larger than NPS 4-1/2. The minimum relieving capacity of safety or safety relief valves must equal or exceed the maximum output of the boiler. Cast-iron boilers constructed since 1943 will have information on the nameplate indicating the minimum required safety or safety relief valve capacity. Cast-iron boilers constructed prior to 1943 may not have that information. In those circumstances, the inspector must estimate the maximum output of the boiler. Gas or oil burners generally have a rating plate or label containing the Btu output of the burner. A generally applied guideline for older boilers is to use 80% of the maximum burner output as the maximum boiler output. Boilers fired with solid fuel such as coal or wood will be extremely difficult to estimate, since there is no way for the inspector to calculate the cast-iron boiler heating surface. In those cases, the inspector should request the boiler owner/user perform an accumulation test in accordance with HG-512(a), or a maximum burned fuel evaluation in accordance with HG-512(b) and Appendix B. These procedures should only be used if the safety or safety relief valve capacity is in doubt.
two pressure controls (if the boiler is automatically fired); one is considered the operating control and the other is considered the high-limit control (Note: some jurisdictions require the high-limit control be equipped with a manual reset switch) (HG-605);
an automatic low-water fuel cutoff – if the boiler is automatically fired (Note: some jurisdictions require an additional low-water fuel cutoff with a manual reset switch) (HG-606).
two temperature controls (if the boiler is automatically fired); one is considered the operating control and the other is considered the high-limit control (Note: some jurisdictions require the high limit control be equipped with a manual reset switch) (HG-613);
an automatic low-water fuel cutoff – if the boiler is automatically fired and has a heat input greater than 400,000 Btu/hr (Note: some jurisdictions require an additional low water fuel cutoff with a manual reset switch)(HG-614)
Clearances on the front, rear, sides, and top of all cast-iron boilers for operation, maintenance, and inspection shall meet jurisdictional requirements. If no jurisdictional requirements exist, then the boiler manufacturer"s requirements shall be met.
All cast-iron boilers should be installed on foundations or supports suitable for the weight of the boiler and its contents. The foundation or support must also be unaffected by the heat of the operating boiler.
Although most jurisdictions do not require inspection of the piping associated with an ASME BPV CodeSection IV boiler, there are some installation requirements in ASME BPV Code Section IV the inspector should review. Please see HG-703 and HG-705.
Steam boilers must have at least one safety valve with a set pressure not to exceed 15 psi. The safety valve inlet must not be smaller than NPS 1/2 nor larger than NPS 4-1/2.
Cast-iron boilers typically have a few inherent problems. The inspector should always look for water leaks at the connecting joints of sectional boilers. The inspector should request the removal of the sheet metal casing any time there is evidence of leakage and the leakage cannot be traced to an external source.
The most common problem associated with cast-iron boilers is cracking due to overheating or thermal shock. Overheating occurs when the boiler is allowed to operate with low-water conditions or poor circulation caused by sludge concentrated in the lower water passages of the boiler. Thermal shock can occur when a boiler is overheated and cold water is added in an attempt to raise the water level. Under those circumstances, cracking is usually the least that can happen. The worst that can happen is an explosion which shatters the cast-iron boiler into many pieces and cause destruction and injury.
Sectional cast-iron boilers use long rods, threaded on both ends, called draw bolts. It is not unusual for these draw bolts to appear loose when the boiler is cold. When the boiler is operating, the heat will cause the boiler to expand which tightens the draw bolts. A loose draw bolt on a hot boiler should be investigated by a competent cast-iron boiler service/repair company.
Cast-iron boilers typically have a few inherent problems. The inspector should always look for water leaks at the connecting joints of sectional boilers. The inspector should request the removal of the sheet metal casing any time there is evidence of leakage and the leakage cannot be traced to an external source.
Upon entering the boiler room, the inspector should perform a general assessment of the boiler, piping, controls, fuel system, and combustion air supply. The inspector should then:
compare the safety or safety relief valve nameplate data (set pressure and relieving capacity) with the boiler nameplate to ensure the safety or safety relief valve is adequate for this installation;
check the thermometer reading on hot water boilers (if there is a reason to question the accuracy of the thermometer, it should be replaced or recalibrated);
check the water gage glass to ensure it provides a clear indication of the water level in a steam boiler. (Please see the National Board Inspector Guide for Water Level Controls and Devices);
look for evidence of overheating (this may be difficult to detect on a cast-iron boiler; warped external sheet metal casings with scorched paint is usually a reliable indicator);
inspect the fuel-burning apparatus as required by the jurisdiction (for example, some jurisdictions mandate compliance with ASME Standard CSD-1, Controls & Safety Devices for Automatically Fired Boilers).
Internal inspections of cast-iron boilers can prove to be difficult or almost impossible. Threaded plugs on the cast iron boiler could be removed, but the inspector will see very little past the immediate vicinity of the opening on many cast iron boiler designs. In addition, the threaded plugs are sometimes heavily corroded which virtually "welds" them to the cast iron. Removal of threaded plugs in this condition may damage the cast iron irreparably. Some boilers may have valves installed in the lowest threaded openings of the boiler to facilitate draining and/or flushing of the boiler. If valves are present, the inspector can ask for them to be opened briefly to observe the condition of the water. If no water is present when the valves are opened, this could be an indication the lowest portion of the boiler is filled with sludge. The inspector is advised to follow the jurisdiction"s requirements for internal inspections of cast-iron boilers.
Threaded plugs in the piping connecting a water gage glass, water column, and low-water fuel cutoff to a steam boiler must be removed to allow inspection of the piping to ensure there is no blockage.

Boiler explosions have been responsible for widespread damage to companies throughout the years, and that’s why today’s boilers are equipped with safety valves and/or relief valves. Boiler safety valves are designed to prevent excess pressure, which is usually responsible for those devastating explosions. That said, to ensure that boiler safety valves are working properly and providing adequate protection, they must meet regulatory specifications and require ongoing maintenance and periodic testing. Without these precautions, malfunctioning safety valves may fail, resulting in potentially disastrous consequences.
Boiler safety valves are activated by upstream pressure. If the pressure exceeds a defined threshold, the valve activates and automatically releases pressure. Typically used for gas or vapor service, boiler safety valves pop fully open once a pressure threshold is reached and remain open until the boiler pressure reaches a pre-defined, safe lower pressure.
Boiler relief valves serve the same purpose – automatically lowering boiler pressure – but they function a bit differently than safety valves. A relief valve doesn’t open fully when pressure exceeds a defined threshold; instead, it opens gradually when the pressure threshold is exceeded and closes gradually until the lower, safe threshold is reached. Boiler relief valves are typically used for liquid service.
There are also devices known as “safety relief valves” which have the characteristics of both types discussed above. Safety relief valves can be used for either liquid or gas or vapor service.
Nameplates must be fastened securely and permanently to the safety valve and remain readable throughout the lifespan of the valve, so durability is key.
The National Board of Boiler and Pressure Vessel Inspectors offers guidance and recommendations on boiler and pressure vessel safety rules and regulations. However, most individual states set forth their own rules and regulations, and while they may be similar across states, it’s important to ensure that your boiler safety valves meet all state and local regulatory requirements.
The National Board published NB-131, Recommended Boiler and Pressure Vessel Safety Legislation, and NB-132, Recommended Administrative Boiler and Pressure Vessel Safety Rules and Regulationsin order to provide guidance and encourage the development of crucial safety laws in jurisdictions that currently have no laws in place for the “proper construction, installation, inspection, operation, maintenance, alterations, and repairs” necessary to protect workers and the public from dangerous boiler and pressure vessel explosions that may occur without these safeguards in place.
The documents are meant to be used as a guide for developing local laws and regulations and also may be used to update a jurisdiction’s existing requirements. As such, they’re intended to be modifiable to meet any jurisdiction’s local conditions.
The American Society of Mechanical Engineers (ASME) governs the code that establishes guidelines and requirements for safety valves. Note that it’s up to plant personnel to familiarize themselves with the requirements and understand which parts of the code apply to specific parts of the plant’s steam systems.
High steam capacity requirements, physical or economic constraints may make the use of a single safety valve impossible. In these cases, using multiple safety valves on the same system is considered an acceptable practice, provided that proper sizing and installation requirements are met – including an appropriately sized vent pipe that accounts for the total steam venting capacity of all valves when open at the same time.
The lowest rating (MAWP or maximum allowable working pressure) should always be used among all safety devices within a system, including boilers, pressure vessels, and equipment piping systems, to determine the safety valve set pressure.
Avoid isolating safety valves from the system, such as by installing intervening shut-off valves located between the steam component or system and the inlet.
Contact the valve supplier immediately for any safety valve with a broken wire seal, as this indicates that the valve is unsafe for use. Safety valves are sealed and certified in order to prevent tampering that can prevent proper function.
Avoid attaching vent discharge piping directly to a safety valve, which may place unnecessary weight and additional stress on the valve, altering the set pressure.

(1) Boiler safety valves and safety relief valves must be as indicated in PG-67 through PG-73 of section I of the ASME Boiler and Pressure Vessel Code (incorporated by reference; see 46 CFR 52.01-1) except as noted otherwise in this section.
(3) On river steam vessels whose boilers are connected in batteries without means of isolating one boiler from another, each battery of boilers shall be treated as a single boiler and equipped with not less than two safety valves of equal size.
(4) (Modifies PG-70.) The total rated relieving capacity of drum and superheater safety valves as certified by the valve manufacturer shall not be less than the maximum generating capacity of the boiler which shall be determined and certified by the boiler manufacturer. This capacity shall be in compliance with PG-70 of section I of the ASME Boiler and Pressure Vessel Code.
(5) In the event the maximum steam generating capacity of the boiler is increased by any means, the relieving capacity of the safety valves shall be checked by an inspector, and, if determined to be necessary, valves of increased relieving capacity shall be installed.
(6) (Modifies PG-67.) Drum safety valves shall be set to relieve at a pressure not in excess of that allowed by the Certificate of Inspection. Where for any reason this is lower than the pressure for which the boiler was originally designed and the revised safety valve capacity cannot be recomputed and certified by the valve manufacturer, one of the tests described in PG-70(3) of section I of the ASME Boiler and Pressure Vessel Code shall be conducted in the presence of the Inspector to insure that the relieving capacity is sufficient at the lower pressure.
(8) Lever or weighted safety valves now installed may be continued in use and may be repaired, but when renewals are necessary, lever or weighted safety valves shall not be used. All such replacements shall conform to the requirements of this section.
(1) (Modifies PG-68.) Superheater safety valves shall be as indicated in PG-68 of section I of the ASME Boiler and Pressure Vessel Code except as noted otherwise in this paragraph.
(2) The setting of the superheater safety valve shall not exceed the design pressure of the superheater outlet flange or the main steam piping beyond the superheater. To prevent damage to the superheater, the drum safety valve shall be set at a pressure not less than that of the superheater safety valve setting plus 5 pounds minimum plus approximately the normal load pressure drop through the superheater and associated piping, including the controlled desuperheater if fitted. See also § 52.01-95(b) (1).
(3) Drum pilot actuated superheater safety valves are permitted provided the setting of the pilot valve and superheater safety valve is such that the superheater safety valve will open before the drum safety valve.
(1) (Modifies PG-71.) Safety valves shall be installed as indicated in PG-71 of section I of the ASME Boiler and Pressure Vessel Code except as noted otherwise in this paragraph.
(2) The final setting of boiler safety valves shall be checked and adjusted under steam pressure and, if possible, while the boiler is on the line and the steam is at operating temperatures, in the presence of and to the satisfaction of a marine inspector who, upon acceptance, shall seal the valves. This regulation applies to both drum and superheater safety valves of all boilers.
(3) The safety valve body drains required by PG-71 of section I of the ASME Boiler and Pressure Vessel Code shall be run as directly as possible from the body of each boiler safety valve, or the drain from each boiler safety valve may be led to an independent header common only to boiler safety valve drains. No valves of any type shall be installed in the leakoff from drains or drain headers and they shall be led to suitable locations to avoid hazard to personnel.
(1) (Modifies PG-72.) The operation of safety valves shall be as indicated in PG-72 of section I of the ASME Boiler and Pressure Vessel Code except as noted in paragraph (d)(2) of this section.
(2) (Modifies PG-73.) The lifting device required by PG-73.1.3 of section I of the ASME Boiler and Pressure Vessel Code shall be fitted with suitable relieving gear so arranged that the controls may be operated from the fireroom or engineroom floor.

Years ago, it was not uncommon to read news about tragic boiler explosions, sometimes resulting in mass destruction. Today, boilers are equipped with important safety devises to help protect against these types of catastrophes. Let’s take a look at the most critical of these devices: the safety valve.
The safety valve is one of the most important safety devices in a steam system. Safety valves provide a measure of security for plant operators and equipment from over pressure conditions. The main function of a safety valve is to relieve pressure. It is located on the boiler steam drum, and will automatically open when the pressure of the inlet side of the valve increases past the preset pressure. All boilers are required by ASME code to have at least one safety valve, dependent upon the maximum flow capacity (MFC) of the boiler. The total capacity of the safety valve at the set point must exceed the steam control valve’s MFC if the steam valve were to fail to open. In most cases, two safety valves per boiler are required, and a third may be needed if they do not exceed the MFC.
There are three main parts to the safety valve: nozzle, disc, and spring. Pressurized steam enters the valve through the nozzle and is then threaded to the boiler. The disc is the lid to the nozzle, which opens or closes depending on the pressure coming from the boiler. The spring is the pressure controller.
As a boiler starts to over pressure, the nozzle will start to receive a higher pressure coming from the inlet side of the valve, and will start to sound like it is simmering. When the pressure becomes higher than the predetermined pressure of the spring, the disc will start to lift and release the steam, creating a “pop” sound. After it has released and the steam and pressure drops below the set pressure of the valve, the spring will close the disc. Once the safety valve has popped, it is important to check the valve to make sure it is not damaged and is working properly.
A safety valve is usually referred to as the last line of safety defense. Without safety valves, the boiler can exceed it’s maximum allowable working pressure (MAWP) and not only damage equipment, but also injure or kill plant operators that are close by. Many variables can cause a safety valve on a boiler to lift, such as a compressed air or electrical power failure to control instrumentation, or an imbalance of feedwater rate caused by an inadvertently shut or open isolation valve.
Once a safety valve has lifted, it is important to do a complete boiler inspection and confirm that there are no other boiler servicing issues. A safety valve should only do its job once; safety valves should not lift continuously. Lastly, it is important to have the safety valves fully repaired, cleaned and recertified with a National Board valve repair (VR) stamp as required by local code or jurisdiction. Safety valves are a critical component in a steam system, and must be maintained.
All of Nationwide Boiler’s rental boilers include on to two safety valves depending on the size; one set at design pressure and the other set slightly higher than design. By request, we can reset the safeties to a lower pressure if the application requires it. In addition, the valves are thoroughly checked after every rental and before going out to a new customer, and they are replaced and re-certified as needed.

The S100 Safety Shut Off valve is mainly used to avoid any damage to components as well as to avoid too high or too low pressure in the gas train. This could cause high financial losses and/or injured ...
130 Series Safety valves are also available as Relief valves. Relief valves, identified by the letter R after the type number, are devices with an operational function, ...
Parker"s cartridge safety relief valves (CSRV) are designed to offer the highest level of protection while maintaining easy serviceability. The CSRV was designed from the existing Parker ...
As soon as mankind was able to boil water to create steam, the necessity of the safety device became evident. As long as 2000 years ago, the Chinese were using cauldrons with hinged lids to allow (relatively) safer production of steam. At the beginning of the 14th century, chemists used conical plugs and later, compressed springs to act as safety devices on pressurised vessels.
Early in the 19th century, boiler explosions on ships and locomotives frequently resulted from faulty safety devices, which led to the development of the first safety relief valves.
In 1848, Charles Retchie invented the accumulation chamber, which increases the compression surface within the safety valve allowing it to open rapidly within a narrow overpressure margin.
Today, most steam users are compelled by local health and safety regulations to ensure that their plant and processes incorporate safety devices and precautions, which ensure that dangerous conditions are prevented.
The principle type of device used to prevent overpressure in plant is the safety or safety relief valve. The safety valve operates by releasing a volume of fluid from within the plant when a predetermined maximum pressure is reached, thereby reducing the excess pressure in a safe manner. As the safety valve may be the only remaining device to prevent catastrophic failure under overpressure conditions, it is important that any such device is capable of operating at all times and under all possible conditions.
Safety valves should be installed wherever the maximum allowable working pressure (MAWP) of a system or pressure-containing vessel is likely to be exceeded. In steam systems, safety valves are typically used for boiler overpressure protection and other applications such as downstream of pressure reducing controls. Although their primary role is for safety, safety valves are also used in process operations to prevent product damage due to excess pressure. Pressure excess can be generated in a number of different situations, including:
The terms ‘safety valve’ and ‘safety relief valve’ are generic terms to describe many varieties of pressure relief devices that are designed to prevent excessive internal fluid pressure build-up. A wide range of different valves is available for many different applications and performance criteria.
In most national standards, specific definitions are given for the terms associated with safety and safety relief valves. There are several notable differences between the terminology used in the USA and Europe. One of the most important differences is that a valve referred to as a ‘safety valve’ in Europe is referred to as a ‘safety relief valve’ or ‘pressure relief valve’ in the USA. In addition, the term ‘safety valve’ in the USA generally refers specifically to the full-lift type of safety valve used in Europe.
Pressure relief valve- A spring-loaded pressure relief valve which is designed to open to relieve excess pressure and to reclose and prevent the further flow of fluid after normal conditions have been restored. It is characterised by a rapid-opening ‘pop’ action or by opening in a manner generally proportional to the increase in pressure over the opening pressure. It may be used for either compressible or incompressible fluids, depending on design, adjustment, or application.
Safety valves are primarily used with compressible gases and in particular for steam and air services. However, they can also be used for process type applications where they may be needed to protect the plant or to prevent spoilage of the product being processed.
Relief valve - A pressure relief device actuated by inlet static pressure having a gradual lift generally proportional to the increase in pressure over opening pressure.
Relief valves are commonly used in liquid systems, especially for lower capacities and thermal expansion duty. They can also be used on pumped systems as pressure overspill devices.
Safety relief valve - A pressure relief valve characterised by rapid opening or pop action, or by opening in proportion to the increase in pressure over the opening pressure, depending on the application, and which may be used either for liquid or compressible fluid.
In general, the safety relief valve will perform as a safety valve when used in a compressible gas system, but it will open in proportion to the overpressure when used in liquid systems, as would a relief valve.
Safety valve- A valve which automatically, without the assistance of any energy other than that of the fluid concerned, discharges a quantity of the fluid so as to prevent a predetermined safe pressure being exceeded, and which is designed to re-close and prevent further flow of fluid after normal pressure conditions of service have been restored.

(f) When operating conditions are changed, or additional boiler heating surface is installed, the valve capacity shall be increased, if necessary, to meet the new conditions and be in accordance with HG-400.l (e). The additional valves required, on account of changed conditions, may be installed on the outlet piping provided there is no intervening valve.
(a) Each hot water heating or supply boiler shall have at least one officially rated safety relief valve, of the automatic reseating type, identified with the V or HV Symbol, and set to relieve at or below the maximum allowable working pressure of the boiler.
(b) Hot water heating or supply boilers limited to a water temperature not in excess of 210°F (99°C) may have, in lieu of the valve(s) specified in (a) above, one or more officially rated temperature and pressure safety relief valves of the automatic reseating type identified with the HV symbol, and set to relieve at or below the maximum allowable working pressure of the boiler.
(c) When more than one safety relief valve is used on either hot water heating or hot water supply boilers, the additional valves shall be officially rated and may have a set pressure within a range not to exceed 6 psi (40 kPa) above the maximum allowable working pressure of the boiler up to and including 60 psi (400 kPa), and 5% for those having a maximum allowable working pressure exceeding 60 psi (400 kPa).
(d) No safety relief valve shall be smaller than NPS ¾ (DN 20) nor larger than NPS 4 (DN 100) except that boilers having a heat input not greater than 15,000 Btu/hr (4.4 kW) may be equipped with a rated safety relief valve of NPS ½ (DN 15).
(e) The required steam relieving capacity, in pounds per hour (kg/h), of the pressure relieving device or devices on a boiler shall be the greater of that determined by dividing the maximum output in Btu at the boiler nozzle obtained by the firing of any fuel for which the unit is installed by 1,000, or shall be determined on the basis of pounds (kg) of steam generated per hour per square foot (m2) of boiler heating surface as given in Table HG-400.1. For cast iron boilers constructed to the requirements of Part HC, the minimum valve capacity shall be determined by the maximum output method. In many cases a greater relieving capacity of valves will have to be provided than the minimum specified by these rules. In every case, the requirements of HG-400.2 (g) shall be met.
(f) When operating conditions are changed, or additional boiler heating surface is installed, the valve capacity shall be increased, if necessary, to meet the new conditions and shall be in accordance with HG-400,2(g). The additional valves required, on account of changed conditions, may be installed on the outlet piping provided there is no intervening valve.
(g) Safety relief valve capacity for each boiler with a single safety relief valve shall be such that, with the fuel burning equipment installed and operated at maximum capacity, the pressure cannot rise more than 10% above the maximum allowable working pressure. When more than one safety relief valve is used, the overpressure shall be limited to 10% above the set pressure of the highest set valve allowed by HG-400.2 (c).
(a)Steam to Hot Water Supply. When a hot water supply is heated indirectly by steam in a coil or pipe within the service limitations set forth in HG-101, the pressure of the steam used shall not exceed the safe working pressure of the hot water tank, and a safety relief valve at least NPS 1 (DN 25),set to relieve at or below the maximum allowable working pressure of the tank, shall be applied on the tank.
(b) High Temperature Water to Water Heat Exchanger.1 When high temperature water is circulated through the coils or tubes of a heat exchanger to warm water for space heating or hot water supply, within the service limitations set forth in HG-101, the heat exchanger shall be equipped with one or more officially rated safety relief valves that are identified with the V or HV Symbol, set to relieve at or below the maximum allowable working pressure of the heat exchanger, and of sufficient rated capacity to prevent the heat exchanger pressure from rising more than 10% above the maximum allowable working pressure of the vessel.
(c) High Temperature Water to Steam Heat Exchanger.1When high temperature water is circulated through the coils or tubes of a heat exchanger to generate low pressure steam, within the service limitations set forth in HG-101, the heat exchanger shall be equipped with one or more officially rated safety valves that are identified with the V or HV Symbol, set to relieve at a pressure not to exceed 15 psi (100 kPa), and of sufficient rated capacity to prevent the heat exchanger pressure from rising more than 5 psi (35 kPa) above the maximum allowable working pressure of the vessel. For heat exchangers requiring steam pressures greater than 15 psi (100 kPa), refer to Section I or Section VIII, Division 1.
(a) The inlet opening shall have an inside diameter approximately equal to, or greater than, the seat diameter. In no case shall the maximum opening through any part of the valve be less than ¼ in. (6 mm) in diameter or its equivalent area.
(c) O-rings or other packing devices when used on the stems of safety relief valves shall be so arranged as not to affect their operation or capacity.
(d) The design shall incorporate guiding arrangements necessary to insure consistent operation and tightness. Excessive lengths of guiding surfaces should be avoided. Bottom guided designs are not permitted on safety relief valves.
(f) Safety valves shall be spring loaded. The spring shall be designed so that the full lift spring compression shall be no greater than 80% of the nominal solid deflection. The permanent set of the spring (defined as the difference between the free height and height measured 10 min after the spring has been compressed solid three additional times after presetting at room temperature) shall not exceed 0.5% of the free height.
(g) There shall be a lifting device and a mechanical connection between the lifting device and the disk capable of lifting the disk from the seat a distance of at least 1/16 in. (1.5 mm) with no pressure on the boiler.
(h) A body drain below seat level shall be provided by the Manufacturer for all safety valves and safety relief valves, except that the body drain may be omitted when the valve seat is above the bottom of the inside diameter of the discharge piping. For valves exceeding NPS 2½ (DN 65) the drain hole or holes shall be tapped not less than NPS 3/8 (DN 10). For valves NPS 2½ (DN 65) or smaller, the drain hole shall not be less than ¼ in. (6 mm) in diameter. Body drain connections shall not be plugged during or after field installation. In safety relief valves of the diaphragm type, the space above the diaphragm shall be vented to prevent a buildup of pressure above the diaphragm. Safety relief valves of the diaphragm type shall be so designed that failure or deterioration of the diaphragm material will not impair the ability of the valve to relieve at the rated capacity.
(k) The set pressure tolerances, plus or minus, of safety valves shall not exceed 2 psi (15 kPa), and for safety relief valves shall not exceed 3 psi (20 kPa) for pressures up to and including 60 psig (400 kPa) and 5% for pressures above 60 psig (400 kPa).
(l) Safety valves shall be arranged so that they cannot be reset to relieve at a higher pressure than the maximum allowable working pressure of the boiler.
(e) Material for valve bodies and bonnets or their corresponding metallic pressure containing parts shall be listed in Section II,except that in cases where a manufacturer desires to make use of materials other than those listed in Section II, he shall establish and maintain specifications requiring equivalent control of chemical and physical properties and quality.
(a) A Manufacturer shall demonstrate to the satisfaction of an ASME designee that his manufacturing, production, and testing facilities and quality control procedures will insure close agreement between the performance of random production samples and the performance of those valves submitted for capacity certification.
(c) A Manufacturer may be granted permission to apply, the HV Code Symbol to production pressure relief valves capacity certified in accordance with HG-402.3 provided the following tests are successfully completed. This permission shall expire on the sixth anniversary of the date it is initially granted. The permission may be extended for 6 year periods if the following tests are successfully repeated within the 6 month period before expiration.
(1) Two sample production pressure relief valves of a size and capacity within the capability of an ASME accepted laboratory shall be selected by an ASME designee.
(2) Operational and capacity tests shall be conducted in the presence of an ASME designee at an ASME accepted laboratory. The valve Manufacturer shall be notified of the time of the test and may have representatives present to witness the test.
(3) Should any valve fail to relieve at or above its certified capacity or should it fail to meet performance requirements of this Section, the test shall be repeated at the rate of two replacement valves, selected in accordance with HG-401.3(c)(1), for each valve that failed.
(4) Failure of any of the replacement valves to meet the capacity or the performance requirements of this Section shall be cause for revocation within 60 days of the authorization to use the Code Symbol on that particular type of valve. During this period, the Manufacturer shall demonstrate the cause of such deficiency and the action taken to guard against future occurrence, and the requirements of HG-401.3(c) above shall apply.
(d) Safety valves shall be sealed in a manner to prevent the valve from being taken apart without breaking the seal. Safety relief valves shall be set and sealed so that they cannot be reset without breaking the seal.
(a) Every safety valve shall be tested to demonstrate its popping point, blowdown, and tightness. Every safety relief valve shall be tested to demonstrate its opening point and tightness. Safety valves shall be tested on steam or air and safety relief valves on water, steam, or air. When the blowdown is nonadjustable, the blowdown test may be performed on a sampling basis.
(c) Testing time on safety valves shall be sufficient, depending on size and design, to insure that test results are repeatable and representative of field performance.
HG-401.5 Design Requirements. At the time of the submission of valves for capacity certification, or testing in accordance with this Section, the ASME Designee has the authority to review the design for conformity with the requirements of this Section, and to reject or require modification of designs that do not conform, prior to capacity testing.
HG-402.1 Valve Markings. Each safety or safety-relief valve shall be plainly marked with the required data by the Manufacturer in such a way that the markings will not be obliterated in service. The markings shall be stamped, etched, impressed, or cast on the valve or on a nameplate, which shall be securely fastened to the valve.
(6) year built or, alternatively, a coding may be marked on the valves such that the valve Manufacturer can identify the year the valve was assembled and tested, and
HG-402.2 Authorization to Use ASME Stamp.Each safety valve to which the Code Symbol (Fig. HG-402) is to be applied shall be produced by a Manufacturer and/or Assembler who is in possession of a valid Certificate of Authorization. (See HG-540.) For all valves to be stamped with the HV Symbol, a Certified Individual (CI) shall provide oversight to ensure that the use of the “HV" Code symbol on a safety valve or safety relief valve is in accordance with this Section and that the use of the “HV" Code symbol is documented on a Certificate of Conformance Form, HV-1.
(1) verify that each item to which the Code Symbol is applied meets all applicable requirements of this Section and has a current capacity certification for the “HV" symbol
(2) The Manufacturer"s written quality control program shall include requirements for completion of Certificates of Conformance forms and retention by the Manufacturer for a minimum of 5 years.
HG-402.3 Determination of Capacity to Be Stamped on Valves. The Manufacturer of the valves that are to be stamped with the Code symbol shall submit valves for testing to a place where adequate equipment and personnel are available to conduct pressure and relieving-capacity tests which shall be made in the presence of and certified by an authorized observer. The place, personnel, and authorized observer shall be approved by the Boiler and Pressure Vessel Committee. The valves shall be tested in one of the following three methods.
(a) Coefficient Method. Tests shall be made to determine the lift, popping, and blowdown pressures, and the capacity of at least three valves each of three representative sizes (a total of nine valves). Each valve of a given size shall be set at a different pressure. However, safety valves for steam boilers shall have all nine valves set at 15 psig (100 kPa). A coefficient shall be established for each test as follows:

Safety valves are an arrangement or mechanism to release a substance from the concerned system in the event of pressure or temperature exceeding a particular preset limit. The systems in the context may be boilers, steam boilers, pressure vessels or other related systems. As per the mechanical arrangement, this one get fitted into the bigger picture (part of the bigger arrangement) called as PSV or PRV that is pressure safety or pressure relief valves.
This type of safety mechanism was largely implemented to counter the problem of accidental explosion of steam boilers. Initiated in the working of a steam digester, there were many methodologies that were then accommodated during the phase of the industrial revolution. And since then this safety mechanism has come a long way and now accommodates various other aspects.
These aspects like applications, performance criteria, ranges, nation based standards (countries like United States, European Union, Japan, South Korea provide different standards) etc. manage to differentiate or categorize this safety valve segment. So, there can be many different ways in which these safety valves get differentiated but a common range of bifurcation is as follows:
The American Society of Mechanical Engineers (ASME) I tap is a type of safety valve which opens with respect to 3% and 4% of pressure (ASME code for pressure vessel applications) while ASME VIII valve opens at 10% over pressure and closes at 7%. Lift safety valves get further classified as low-lift and full lift. The flow control valves regulate the pressure or flow of a fluid whereas a balanced valve is used to minimize the effects induced by pressure on operating characteristics of the valve in context.
A power operated valve is a type of pressure relief valve is which an external power source is also used to relieve the pressure. A proportional-relief valve gets opened in a relatively stable manner as compared to increasing pressure. There are 2 types of direct-loaded safety valves, first being diaphragms and second: bellows. diaphragms are valves which spring for the protection of effects of the liquid membrane while bellows provide an arrangement where the parts of rotating elements and sources get protected from the effects of the liquid via bellows.
In a master valve, the operation and even the initiation is controlled by the fluid which gets discharged via a pilot valve. Now coming to the bigger picture, the pressure safety valves based segment gets classified as follows:
So all in all, pressure safety valves, pressure relief valves, relief valves, pilot-operated relief valves, low pressure safety valves, vacuum pressure safety valves etc. complete the range of safety measures in boilers and related devices.
Safety valves have different discharge capacities. These capacities are based on the geometrical area of the body seat upstream and downstream of the valve. Flow diameter is the minimum geometrical diameter upstream and downstream of the body seat.
The nominal size designation refers to the inlet orifice diameter. A safety Valve"s theoretical flowing capacity is the mass flow through an orifice with the same cross-sectional area as the valve"s flow area. This capacity does not account for the flow losses caused by the valve. The actual capacity is measured, and the certified flow capacity is the actual flow capacity reduced by 10%.
A safety valve"s discharge capacity is dependent on the set pressure and position in a system. Once the set pressure is calculated, the discharge capacity must be determined. Safety valves may be oversized or undersized depending on the flow throughput and/or the valve"s set pressure.
The actual discharge capacity of a safety valve depends on the type of discharge system used. In liquid service, safety valves are generally automatic and direct-pressure actuated.
A safety valve is used to protect against overpressure in a fluid system. Its design allows for a lift in the disc, indicating that the valve is about to open. When the inlet pressure rises above the set pressure, the guide moves to the open position, and media flows to the outlet via the pilot tube. Once the inlet pressure falls below the set pressure, the main valve closes and prevents overpressure. There are five criteria for selecting a safety valve.
The first and most basic requirement of a safety valve is its ability to safely control the flow of gas. Hence, the valve must be able to control the flow of gas and water. The valve should be able to withstand the high pressures of the system. This is because the gas or steam coming from the boiler will be condensed and fill the pipe. The steam will then wet the safety valve seat.
The other major requirement for safety valves is their ability to prevent pressure buildup. They prevent overpressure conditions by allowing liquid or gas to escape. Safety valves are used in many different applications. Gas and steam lines, for example, can prevent catastrophic damage to the plant. They are also known as safety relief valves. During an emergency, a safety valve will open automatically and discharge gas or liquid pressure from a pressurized system, preventing it from reaching dangerous levels.
The discharge capacity of a safety valve is based on its orifice area, set pressure, and position in the system. A safety valve"s discharge capacity should be calculated based on the maximum flow through its inlet and outlet orifice areas. Its nominal size is often determined by manufacturer specifications.
Its discharge capacity is the maximum flow through the valve that it can relieve, based on the maximum flow through each individual flow path or combined flow path. The discharge pressure of the safety valve should be more than the operating pressure of the system. As a thumb rule, the relief pressure should be 10% above the working pressure of the system.
It is important to choose the discharge capacity of a safety valve based on the inlet and output piping sizes. Ideally, the discharge capacity should be equal to or greater than the maximum output of the system. A safety valve should also be installed vertically and into a clean fitting. While installing a valve, it is important to use a proper wrench for installation. The discharge piping should slope downward to drain any condensate.
The discharge capacity of a safety valve is measured in a few different ways. The first is the test pressure. This gauge pressure is the pressure at which the valve opens, while the second is the pressure at which it re-closes. Both are measured in a test stand under controlled conditions. A safety valve with a test pressure of 10,000 psi is rated at 10,000 psi (as per ASME PTC25.3).
The discharge capacity of a safety valve should be large enough to dissipate a large volume of pressure. A small valve may be adequate for a smaller system, but a larger one could cause an explosion. In a large-scale manufacturing plant, safety valves are critical for the safety of personnel and equipment. Choosing the right valve size for a particular system is essential to its efficiency.
Before you use a safety valve, you need to know its discharge capacity. Here are some steps you need to follow to calculate the discharge capacity of a safety valve.
To check the discharge capacity of a safety valve, the safety valve should be installed in the appropriate location. Its inlet and outlet pipework should be thoroughly cleaned before installation. It is important to avoid excessive use of PTFE tape and to ensure that the installation is solid. The safety valve should not be exposed to vibration or undue stress. When mounting a safety valve, it should be installed vertically and with the test lever at the top. The inlet connection of the safety valve should be attached to the vessel or pipeline with the shortest length of pipe. It must not be interrupted by any isolation valve. The pressure loss at the inlet of a safety valve should not exceed 3% of the set pressure.
The sizing of a safety valve depends on the amount of fluid it is required to control. The rated discharge capacity is a function of the safety valve"s orifice area, set pressure, and position in the system. Using the manufacturer"s specifications for orifice area and nominal size of the valve, the capacity of a safety valve can be determined. The discharge flow can be calculated using the maximum flow through the valve or the combined flows of several paths. When sizing a safety valve, it"s necessary to consider both its theoretical and actual discharge capacity. Ideally, the discharge capacity will be equal to the minimum area.
To determine the correct set pressure for a safety valve, consider the following criteria. It must be less than the MAAP of the system. Set pressure of 5% greater than the MAAP will result in an overpressure of 10%. If the set pressure is higher than the MAAP, the safety valve will not close. The MAAP must never exceed the set pressure. A set pressure that is too high will result in a poor shutoff after discharge. Depending on the type of valve, a backpressure variation of 10% to 15% of the set pressure cannot be handled by a conventional valve.

Steam boilers first came into light in the 17th century, wherein boilers were kettle-type that functioned by placing water above a firebox to generate steam. As the years progressed, the design and construction of steam boilers were enhanced and upgraded as they were used in industries and ships or locomotives. However, it also resulted in boiler explosions at an alarming rate that took place frequently, causing loss of lives and production. It led to the increasing need for safety measures to be taken while manufacturing a steam boiler. After years of work, safety valves were invented and installed in steam boilers in order to protect life and property during industrial process operations.
The first-ever safety valve was invented in 1707 by Denis Papin and was installed in his steam digester that seemed to be as a pressure cooker rather than a steam boiler. Safety valves in the early years were manufactured with great caution. After a hazardous explosion, Richard Trevithick started installing a pair of safety valves in the boilers by 1806. These safety valves were not adjustable, released high pressure, and would continuously leak the waste steam. With the passing years, engineers began to invent safety valves of different types that were highly efficient in safeguarding the process plant and the lives of operating staff. Presently, safety valves are essential in every steam boiler by most countries and organizations including ISO 4126, ASME, API, and various others. Most of the safety valves are manufactured with stainless steel, used in a boiler system for various industries such as pharmaceutical, food processing, chemicals, and many more.
Safety valves are generally located on the steam drum of the boiler and open automatically when the inlet-side pressure of the valves exceeds the predetermined pressure. There are three main components of a safety valve: disc, nozzle, and spring. The total capacity of the safety valve must be more than the maximum flow capacity (MFC) of the safety valve in case steam valves fail to open. Most steam boilers connect two safety valves in it, but it may require a third safety valve if it does not exceed the MFC.
There are several types of safety valves that perform differently. In countries like India and America, spring-loaded safety valves are used extensively along with torsion bar safety valves. Let us have a look at different safety valves in detail.
Spring-loaded safety valves, also known as pressure relief valves, are the most commonly used safety valves in most countries. It is designed in a way to compel the load of the steam to press the disc against the inlet pressure. Different boilers require different safety valves depending on the type of fluid.
Pilot operated pressure relief valves consist of the main valve and pilot assy. In the case of spring-loaded pressure relief valves, it uses the force of the spring for the inlet pressure. However, in pilot-operated pressure relief valves, the reseating and reliving of pressure is performed by the pilot assy. Although there is a lack of adjusting facility, pilot-operated pressure relief valves have variations in a larger size suitable for high-pressure conditions.
The pressure vessel is set at very low pressure in the design pressure of dead-weight pressure relief valves. Such safety valves release pressure by adjusting the disc weight. These characteristics are also found in vacuum relief valves that extract the pressure as the pressure vessel falls into negative pressure.
The overpressure in boilers results in the nozzle receiving higher pressure from the inlet of the valves that begins to make boiling or simmering sounds. When the pressure exceeds the predetermined spring pressure, the disc starts lifting and releasing the steam with a popping sound. Once the steam is released, leading to a drop in steam and pressure, the spring closes the disc. It is vital to frequently check the steam valves to ensure it is undamaged and functions efficiently.
Boiler relief, however, functions in a slightly different manner than safety valves by opening gradually as the pressure increases rather than opening fully as in safety valves. Similar to its way of opening, boiler relief closes gradually after the pressure limit is reduced and is mostly used for liquid vapor.
Since its formation in 1983, Rakhoh Boilers strives to enhance and improve the safety of the boiler operations by manufacturing and installing boiler safety valves of the highest quality that ensure the safety of the process plants and prevent any fatal accidents or injuries to the staff working and operating the plant.

A deaerator requires a source of heat in the form of steam to heat the feedwater to saturation and to remove dissolved gases. For many deaerators, this source of steam is high-pressure steam reduced to the desired deaerator operating pressure by a steam pressure control valve.
In the event of a steam pressure control valve failure, an excess flow of steam will be provided to the deaerator, causing the deaerator pressure to rise. In the worst conceivable case, the maximum excess steam flow may be considered to be the steam flow which the pressure reducing valve can pass with the usual supply pressure on its upstream side and deaerator design pressure on its downstream side. This assumes that the valve has failed in the wide open position and that the deaerator load is zero (i.e., the deaerator has a zero steam demand).
The wide open capacity of pressure control valves can be obtained with the valve manufacturer"s assistance or can be calculated from data in the form of maximum flow coefficients for the valve(s) installed in the system.
In some plants, this HP condensate is drained to a receiver where its pressure and temperature is reduced to atmospheric conditions (0 gauge pressure, 212°F or less). Pumps are then used to transfer the "flashed" condensate to the deaerator. Under these conditions, the HP condensate does not present a risk of overpressurizing the deaerator. However, in many situations where it is desired to conserve heat, HP process condensates may be returned directly to the deaerator. In these cases, the excess heat in the condensate must be absorbed by colder streams (e.g., makeup water and cool condensates) entering the deaerator if the deaerator pressure is to be controlled at a steady level. Heat not absorbed goes into elevating the operating temperature and pressure within the deaerator. If the condensate can produce a positive amount of flash steam when reduced to the deaerator design pressure, that amount of flash steam should be included in the safety valve capacity requirement.
Safety valve capacity required to protect against overpressure due to excessive continuous blowoff may be determined by calculating the amount of flash steam produced when the maximum blowoff flow is flashed to a pressure equal to the design pressure of the deaerator and that amount of flash steam should be included in the safety valve capacity requirement. The maximum blowoff flow to be considered is a function of boiler pressure, the number, size, and setting of the blowoff valves as well as the blowoff line size.
In some installations, the steam supply to the deaerator may consist of steam turbine exhaust, augmented with reduced high-pressure steam (described above). If the maximum turbine exhaust pressure exceeds the deaerator design pressure, safety valves must be provided to protect the deaerator; otherwise, relief or safety valves will be needed to protect the turbine. Since the worst case for excessive turbine exhaust flow would occur at zero deaerator load, the safety valve capacity needed to protect against overpressure due to a turbine exhaust is equal to the throttle flow of all turbine(s) connected to the deaerator steam line. Maximum throttle flow information can be obtained from the turbine manufacturer.
If the pressure of any feedstream to the deaerator exceeds, or may exceed, deaerator design pressure, adequate relieving capacity must be provided to protect the unit against overpressure from that source. Consideration should be given to the shutoff heads of feedpumps and water supply pressures as well as to the steam sources described above. Usually, the safety valves required for liquid relief alone would be considerably smaller in size than those required for steam relief.
Usually, the deaerator manufacturer will not provide full capacity safety valves with his equipment. When specified to be within this scope of supply, the deaerator manufacturer can size and supply the required safety valves only when the user or plant designer has supplied all needed details related to sources of overpressure in his system. In the absence of complete information, the deaerator supplier may furnish relief valves in accordance with the HEI Standards For Deaerators. The safety valve number and sizes recommended by the HEI standards are determined on an arbitrary basis and are intended to protect the deaerator against overpressure due to minor sources of overpressure, such as the introduction of excess amounts of HP condensate. However, the HEI-recommended safety valve sizes should be considered as minimums and to ensure a compliant installation, their adequacy for any application should be verified.
The ASME Code requires that sufficient relief valve capacity be provided to prevent the pressure inside the deaerator and storage tank from rising more than 10% or 3 psi, whichever is greater, above the maximum allowable working pressure of the vessels when a single safety valve or relieving device is utilized. When multiple safety valves are utilized, the set pressures of the individual devices may be staggered as permitted in paragraph UG-134 of the code. Safety valves on deaerators are normally set to relieve at maximum allowable working pressure of the vessels.
Safety valves for use on ASME Code vessels must meet the manufacturing and certification requirements set by the Code and outlined in Paragraphs UG-125 through UG-136 of ASME Section VIII, Division 1.
The ASME Code requires that safety valves intended for relieving steam be connected to the steam space of the pressure vessel when the source of overpressure is internal to the vessel. For this reason, it is common to connect the safety valves to protect against overpressure due to excessive flashing returns directly on the deaerator. If the source of overpressure is external to the pressure vessel, the ASME Code does not require the safety valves to be installed directly on the vessel. It is for this reason that the full capacity safety valves, whether provided by the purchaser or the deaerator manufacturer, are not normally located on the deaerator but on the piping connecting the deaerator to the source. In this way, the deaerator is protected and the risk of internal damage due to steam flows in excess of design is minimized.
The reaction-type safety valves normally used are characterized by "pop" action where the valve is rapidly pushed to the wide open position shortly after set pressure is exceeded. The safety valve remains open until such a time that vessel pressure has been reduced to a value approximately 5% below the set pressure of the safety valve. This difference between set pressure and reseating (closing) pressure is termed blowdown.
Due to these operating characteristics, it is important to consider the potential effects of safety valve operation on the deaerator. Consider a deaerator operating at a controlled pressure of 10 psig but designed for 50 psi maximum allowable working pressure with a safety valve set at 50 psi. If for some reason, the deaerator is supplied with more heat input than can be absorbed at 10 psig by the incoming water, the deaerator pressure will begin to rise. The deaerator will heat the incoming water to the saturation temperature corresponding to each new (higher) operating pressure and this water will be held in the storage vessel. If the excess steam condition persists, the pressure in the deaerator will continue to rise toward the safety valve setpoint. Just prior to actuation of the safety valve, 50 psi in this example, the deaerator will be delivering water at 298° to the storage tank.
At the set pressure, the safety valve opens and soon reaches full open position; the deaerator is delivering water heated to 298° to 302° to the storage vessel all while the safety valve is blowing. As the source of overpressure begins to diminish, the safety valve remains open until the pressure in the deaerator decreases to approximately 45 psig. During the time period when the deaerator pressure is decreasing toward the control point (10 psi), the hot stored water is cooling to saturation temperature by flashing and steam is flowing from the storage tank to the deaerator through the equalizers. If possible, water flow rates should b



 8613371530291
8613371530291