
boiler safety valve types free sample
Boiler explosions have been responsible for widespread damage to companies throughout the years, and that’s why today’s boilers are equipped with safety valves and/or relief valves. Boiler safety valves are designed to prevent excess pressure, which is usually responsible for those devastating explosions. That said, to ensure that boiler safety valves are working properly and providing adequate protection, they must meet regulatory specifications and require ongoing maintenance and periodic testing. Without these precautions, malfunctioning safety valves may fail, resulting in potentially disastrous consequences.
Boiler safety valves are activated by upstream pressure. If the pressure exceeds a defined threshold, the valve activates and automatically releases pressure. Typically used for gas or vapor service, boiler safety valves pop fully open once a pressure threshold is reached and remain open until the boiler pressure reaches a pre-defined, safe lower pressure.
Boiler relief valves serve the same purpose – automatically lowering boiler pressure – but they function a bit differently than safety valves. A relief valve doesn’t open fully when pressure exceeds a defined threshold; instead, it opens gradually when the pressure threshold is exceeded and closes gradually until the lower, safe threshold is reached. Boiler relief valves are typically used for liquid service.
There are also devices known as “safety relief valves” which have the characteristics of both types discussed above. Safety relief valves can be used for either liquid or gas or vapor service.
Nameplates must be fastened securely and permanently to the safety valve and remain readable throughout the lifespan of the valve, so durability is key.
The National Board of Boiler and Pressure Vessel Inspectors offers guidance and recommendations on boiler and pressure vessel safety rules and regulations. However, most individual states set forth their own rules and regulations, and while they may be similar across states, it’s important to ensure that your boiler safety valves meet all state and local regulatory requirements.
The National Board published NB-131, Recommended Boiler and Pressure Vessel Safety Legislation, and NB-132, Recommended Administrative Boiler and Pressure Vessel Safety Rules and Regulationsin order to provide guidance and encourage the development of crucial safety laws in jurisdictions that currently have no laws in place for the “proper construction, installation, inspection, operation, maintenance, alterations, and repairs” necessary to protect workers and the public from dangerous boiler and pressure vessel explosions that may occur without these safeguards in place.
The American Society of Mechanical Engineers (ASME) governs the code that establishes guidelines and requirements for safety valves. Note that it’s up to plant personnel to familiarize themselves with the requirements and understand which parts of the code apply to specific parts of the plant’s steam systems.
High steam capacity requirements, physical or economic constraints may make the use of a single safety valve impossible. In these cases, using multiple safety valves on the same system is considered an acceptable practice, provided that proper sizing and installation requirements are met – including an appropriately sized vent pipe that accounts for the total steam venting capacity of all valves when open at the same time.
The lowest rating (MAWP or maximum allowable working pressure) should always be used among all safety devices within a system, including boilers, pressure vessels, and equipment piping systems, to determine the safety valve set pressure.
Avoid isolating safety valves from the system, such as by installing intervening shut-off valves located between the steam component or system and the inlet.
Contact the valve supplier immediately for any safety valve with a broken wire seal, as this indicates that the valve is unsafe for use. Safety valves are sealed and certified in order to prevent tampering that can prevent proper function.
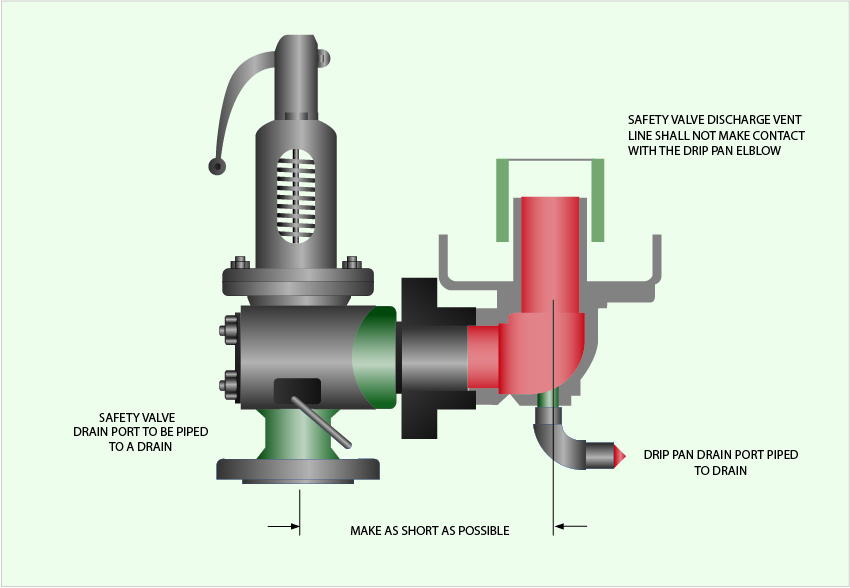
Avoid attaching vent discharge piping directly to a safety valve, which may place unnecessary weight and additional stress on the valve, altering the set pressure.

In order to ensure that the maximum allowable accumulation pressure of any system or apparatus protected by a safety valve is never exceeded, careful consideration of the safety valve’s position in the system has to be made. As there is such a wide range of applications, there is no absolute rule as to where the valve should be positioned and therefore, every application needs to be treated separately.
A common steam application for a safety valve is to protect process equipment supplied from a pressure reducing station. Two possible arrangements are shown in Figure 9.3.3.
The safety valve can be fitted within the pressure reducing station itself, that is, before the downstream stop valve, as in Figure 9.3.3 (a), or further downstream, nearer the apparatus as in Figure 9.3.3 (b). Fitting the safety valve before the downstream stop valve has the following advantages:
• The safety valve can be tested in-line by shutting down the downstream stop valve without the chance of downstream apparatus being over pressurised, should the safety valve fail under test.
• When setting the PRV under no-load conditions, the operation of the safety valve can be observed, as this condition is most likely to cause ‘simmer’. If this should occur, the PRV pressure can be adjusted to below the safety valve reseat pressure.
Indeed, a separate safety valve may have to be fitted on the inlet to each downstream piece of apparatus, when the PRV supplies several such pieces of apparatus.
• If supplying one piece of apparatus, which has a MAWP pressure less than the PRV supply pressure, the apparatus must be fitted with a safety valve, preferably close-coupled to its steam inlet connection.
• If a PRV is supplying more than one apparatus and the MAWP of any item is less than the PRV supply pressure, either the PRV station must be fitted with a safety valve set at the lowest possible MAWP of the connected apparatus, or each item of affected apparatus must be fitted with a safety valve.
• The safety valve must be located so that the pressure cannot accumulate in the apparatus viaanother route, for example, from a separate steam line or a bypass line.
It could be argued that every installation deserves special consideration when it comes to safety, but the following applications and situations are a little unusual and worth considering:
• Fire - Any pressure vessel should be protected from overpressure in the event of fire. Although a safety valve mounted for operational protection may also offer protection under fire conditions,such cases require special consideration, which is beyond the scope of this text.
• Exothermic applications - These must be fitted with a safety valve close-coupled to the apparatus steam inlet or the body direct. No alternative applies.
• Safety valves used as warning devices - Sometimes, safety valves are fitted to systems as warning devices. They are not required to relieve fault loads but to warn of pressures increasing above normal working pressures for operational reasons only. In these instances, safety valves are set at the warning pressure and only need to be of minimum size. If there is any danger of systems fitted with such a safety valve exceeding their maximum allowable working pressure, they must be protected by additional safety valves in the usual way.
In order to illustrate the importance of the positioning of a safety valve, consider an automatic pump trap (see Block 14) used to remove condensate from a heating vessel. The automatic pump trap (APT), incorporates a mechanical type pump, which uses the motive force of steam to pump the condensate through the return system. The position of the safety valve will depend on the MAWP of the APT and its required motive inlet pressure.
This arrangement is suitable if the pump-trap motive pressure is less than 1.6 bar g (safety valve set pressure of 2 bar g less 0.3 bar blowdown and a 0.1 bar shut-off margin). Since the MAWP of both the APT and the vessel are greater than the safety valve set pressure, a single safety valve would provide suitable protection for the system.
Here, two separate PRV stations are used each with its own safety valve. If the APT internals failed and steam at 4 bar g passed through the APT and into the vessel, safety valve ‘A’ would relieve this pressure and protect the vessel. Safety valve ‘B’ would not lift as the pressure in the APT is still acceptable and below its set pressure.
It should be noted that safety valve ‘A’ is positioned on the downstream side of the temperature control valve; this is done for both safety and operational reasons:
Operation - There is less chance of safety valve ‘A’ simmering during operation in this position,as the pressure is typically lower after the control valve than before it.
Also, note that if the MAWP of the pump-trap were greater than the pressure upstream of PRV ‘A’, it would be permissible to omit safety valve ‘B’ from the system, but safety valve ‘A’ must be sized to take into account the total fault flow through PRV ‘B’ as well as through PRV ‘A’.
A pharmaceutical factory has twelve jacketed pans on the same production floor, all rated with the same MAWP. Where would the safety valve be positioned?
One solution would be to install a safety valve on the inlet to each pan (Figure 9.3.6). In this instance, each safety valve would have to be sized to pass the entire load, in case the PRV failed open whilst the other eleven pans were shut down.
If additional apparatus with a lower MAWP than the pans (for example, a shell and tube heat exchanger) were to be included in the system, it would be necessary to fit an additional safety valve. This safety valve would be set to an appropriate lower set pressure and sized to pass the fault flow through the temperature control valve (see Figure 9.3.8).

There is a wide range of safety valves available to meet the many different applications and performance criteria demanded by different industries. Furthermore, national standards define many varying types of safety valve.
The ASME standard I and ASME standard VIII for boiler and pressure vessel applications and the ASME/ANSI PTC 25.3 standard for safety valves and relief valves provide the following definition. These standards set performance characteristics as well as defining the different types of safety valves that are used:
ASME I valve - A safety relief valve conforming to the requirements of Section I of the ASME pressure vessel code for boiler applications which will open within 3% overpressure and close within 4%. It will usually feature two blowdown rings, and is identified by a National Board ‘V’ stamp.
ASME VIII valve- A safety relief valve conforming to the requirements of Section VIII of the ASME pressure vessel code for pressure vessel applications which will open within 10% overpressure and close within 7%. Identified by a National Board ‘UV’ stamp.
Full bore safety valve - A safety valve having no protrusions in the bore, and wherein the valve lifts to an extent sufficient for the minimum area at any section, at or below the seat, to become the controlling orifice.
Conventional safety relief valve -The spring housing is vented to the discharge side, hence operational characteristics are directly affected by changes in the backpressure to the valve.
Balanced safety relief valve -A balanced valve incorporates a means of minimising the effect of backpressure on the operational characteristics of the valve.
Pilot operated pressure relief valve -The major relieving device is combined with, and is controlled by, a self-actuated auxiliary pressure relief device.
Power-actuated safety relief valve - A pressure relief valve in which the major pressure relieving device is combined with, and controlled by, a device requiring an external source of energy.
Standard safety valve - A valve which, following opening, reaches the degree of lift necessary for the mass flowrate to be discharged within a pressure rise of not more than 10%. (The valve is characterised by a pop type action and is sometimes known as high lift).
Full lift (Vollhub) safety valve -A safety valve which, after commencement of lift, opens rapidly within a 5% pressure rise up to the full lift as limited by the design. The amount of lift up to the rapid opening (proportional range) shall not be more than 20%.
Direct loaded safety valve -A safety valve in which the opening force underneath the valve disc is opposed by a closing force such as a spring or a weight.
Proportional safety valve - A safety valve which opens more or less steadily in relation to the increase in pressure. Sudden opening within a 10% lift range will not occur without pressure increase. Following opening within a pressure of not more than 10%, these safety valves achieve the lift necessary for the mass flow to be discharged.
Diaphragm safety valve -A direct loaded safety valve wherein linear moving and rotating elements and springs are protected against the effects of the fluid by a diaphragm
Bellows safety valve - A direct loaded safety valve wherein sliding and (partially or fully) rotating elements and springs are protected against the effects of the fluids by a bellows. The bellows may be of such a design that it compensates for influences of backpressure.
Controlled safety valve - Consists of a main valve and a control device. It also includes direct acting safety valves with supplementary loading in which, until the set pressure is reached, an additional force increases the closing force.
Safety valve - A safety valve which automatically, without the assistance of any energy other than that of the fluid concerned, discharges a quantity of the fluid so as to prevent a predetermined safe pressure being exceeded, and which is designed to re-close and prevent further flow of fluid after normal pressure conditions of service have been restored. Note; the valve can be characterised either by pop action (rapid opening) or by opening in proportion (not necessarily linear) to the increase in pressure over the set pressure.
Direct loaded safety valve -A safety valve in which the loading due to the fluid pressure underneath the valve disc is opposed only by a direct mechanical loading device such as a weight, lever and weight, or a spring.
Assisted safety valve -A safety valve which by means of a powered assistance mechanism, may additionally be lifted at a pressure lower than the set pressure and will, even in the event of a failure of the assistance mechanism, comply with all the requirements for safety valves given in the standard.
Supplementary loaded safety valve - A safety valve that has, until the pressure at the inlet to the safety valve reaches the set pressure, an additional force, which increases the sealing force.
Note; this additional force (supplementary load), which may be provided by means of an extraneous power source, is reliably released when the pressure at the inlet of the safety valve reaches the set pressure. The amount of supplementary loading is so arranged that if such supplementary loading is not released, the safety valve will attain its certified discharge capacity at a pressure not greater than 1.1 times the maximum allowable pressure of the equipment to be protected.
Pilot operated safety valve -A safety valve, the operation of which is initiated and controlled by the fluid discharged from a pilot valve, which is itself, a direct loaded safety valve subject to the requirement of the standard.
The common characteristic shared between the definitions of conventional safety valves in the different standards, is that their operational characteristics are affected by any backpressure in the discharge system. It is important to note that the total backpressure is generated from two components; superimposed backpressure and the built-up backpressure:
Subsequently, in a conventional safety valve, only the superimposed backpressure will affect the opening characteristic and set value, but the combined backpressure will alter the blowdown characteristic and re-seat value.
The ASME/ANSI standard makes the further classification that conventional valves have a spring housing that is vented to the discharge side of the valve. If the spring housing is vented to the atmosphere, any superimposed backpressure will still affect the operational characteristics. Thiscan be seen from Figure 9.2.1, which shows schematic diagrams of valves whose spring housings are vented to the discharge side of the valve and to the atmosphere.
By considering the forces acting on the disc (with area AD), it can be seen that the required opening force (equivalent to the product of inlet pressure (PV) and the nozzle area (AN)) is the sum of the spring force (FS) and the force due to the backpressure (PB) acting on the top and bottom of the disc. In the case of a spring housing vented to the discharge side of the valve (an ASME conventional safety relief valve, see Figure 9.2.1 (a)), the required opening force is:
In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see Figure 9.2.1 (a), the effect of built-up backpressure can be determined by considering Equation 9.2.1 and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see Figure 9.2.1 (a), the effect of built-up backpressure can be determined by considering Equation 9.2.1 and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
Balanced safety valves are those that incorporate a means of eliminating the effects of backpressure. There are two basic designs that can be used to achieve this:
Although there are several variations of the piston valve, they generally consist of a piston type disc whose movement is constrained by a vented guide. The area of the top face of the piston, AP, and the nozzle seat area, AN, are designed to be equal. This means that the effective area of both the top and bottom surfaces of the disc exposed to the backpressure are equal, and therefore any additional forces are balanced. In addition, the spring bonnet is vented such that the top face of the piston is subjected to atmospheric pressure, as shown in Figure 9.2.2.
The bellows arrangement prevents backpressure acting on the upper side of the disc within the area of the bellows. The disc area extending beyond the bellows and the opposing disc area are equal, and so the forces acting on the disc are balanced, and the backpressure has little effect on the valve opening pressure.
Bellows failure is an important concern when using a bellows balanced safety valve, as this may affect the set pressure and capacity of the valve. It is important, therefore, that there is some mechanism for detecting any uncharacteristic fluid flow through the bellows vents. In addition, some bellows balanced safety valves include an auxiliary piston that is used to overcome the effects of backpressure in the case of bellows failure. This type of safety valve is usually only used on critical applications in the oil and petrochemical industries.
Since balanced pressure relief valves are typically more expensive than their unbalanced counterparts, they are commonly only used where high pressure manifolds are unavoidable, or in critical applications where a very precise set pressure or blowdown is required.
This type of safety valve uses the flowing medium itself, through a pilot valve, to apply the closing force on the safety valve disc. The pilot valve is itself a small safety valve.
The diaphragm type is typically only available for low pressure applications and it produces a proportional type action, characteristic of relief valves used in liquid systems. They are therefore of little use in steam systems, consequently, they will not be considered in this text.
The piston type valve consists of a main valve, which uses a piston shaped closing device (or obturator), and an external pilot valve. Figure 9.2.4 shows a diagram of a typical piston type, pilot operated safety valve.
The piston and seating arrangement incorporated in the main valve is designed so that the bottom area of the piston, exposed to the inlet fluid, is less than the area of the top of the piston. As both ends of the piston are exposed to the fluid at the same pressure, this means that under normal system operating conditions, the closing force, resulting from the larger top area, is greater than the inlet force. The resultant downward force therefore holds the piston firmly on its seat.
If the inlet pressure were to rise, the net closing force on the piston also increases, ensuring that a tight shut-off is continually maintained. However, when the inlet pressure reaches the set pressure, the pilot valve will pop open to release the fluid pressure above the piston. With much less fluid pressure acting on the upper surface of the piston, the inlet pressure generates a net upwards force and the piston will leave its seat. This causes the main valve to pop open, allowing the process fluid to be discharged.
When the inlet pressure has been sufficiently reduced, the pilot valve will reclose, preventing the further release of fluid from the top of the piston, thereby re-establishing the net downward force, and causing the piston to reseat.
Pilot operated safety valves offer good overpressure and blowdown performance (a blowdown of 2% is attainable). For this reason, they are used where a narrow margin is required between the set pressure and the system operating pressure. Pilot operated valves are also available in much larger sizes, making them the preferred type of safety valve for larger capacities.
One of the main concerns with pilot operated safety valves is that the small bore, pilot connecting pipes are susceptible to blockage by foreign matter, or due to the collection of condensate in these pipes. This can lead to the failure of the valve, either in the open or closed position, depending on where the blockage occurs.
The terms full lift, high lift and low lift refer to the amount of travel the disc undergoes as it moves from its closed position to the position required to produce the certified discharge capacity, and how this affects the discharge capacity of the valve.
A full lift safety valve is one in which the disc lifts sufficiently, so that the curtain area no longer influences the discharge area. The discharge area, and therefore the capacity of the valve are subsequently determined by the bore area. This occurs when the disc lifts a distance of at least a quarter of the bore diameter. A full lift conventional safety valve is often the best choice for general steam applications.
The disc of a high lift safety valve lifts a distance of at least 1/12th of the bore diameter. This means that the curtain area, and ultimately the position of the disc, determines the discharge area. The discharge capacities of high lift valves tend to be significantly lower than those of full lift valves, and for a given discharge capacity, it is usually possible to select a full lift valve that has a nominal size several times smaller than a corresponding high lift valve, which usually incurs cost advantages.Furthermore, high lift valves tend to be used on compressible fluids where their action is more proportional.
In low lift valves, the disc only lifts a distance of 1/24th of the bore diameter. The discharge area is determined entirely by the position of the disc, and since the disc only lifts a small amount, the capacities tend to be much lower than those of full or high lift valves.
Except when safety valves are discharging, the only parts that are wetted by the process fluid are the inlet tract (nozzle) and the disc. Since safety valves operate infrequently under normal conditions, all other components can be manufactured from standard materials for most applications. There are however several exceptions, in which case, special materials have to be used, these include:
Cast steel -Commonly used on higher pressure valves (up to 40 bar g). Process type valves are usually made from a cast steel body with an austenitic full nozzle type construction.
For all safety valves, it is important that moving parts, particularly the spindle and guides are made from materials that will not easily degrade or corrode. As seats and discs are constantly in contact with the process fluid, they must be able to resist the effects of erosion and corrosion.
The spring is a critical element of the safety valve and must provide reliable performance within the required parameters. Standard safety valves will typically use carbon steel for moderate temperatures. Tungsten steel is used for higher temperature, non-corrosive applications, and stainless steel is used for corrosive or clean steam duty. For sour gas and high temperature applications, often special materials such as monel, hastelloy and ‘inconel’ are used.
Standard safety valves are generally fitted with an easing lever, which enables the valve to be lifted manually in order to ensure that it is operational at pressures in excess of 75% of set pressure. This is usually done as part of routine safety checks, or during maintenance to prevent seizing. The fitting of a lever is usually a requirement of national standards and insurance companies for steam and hot water applications. For example, the ASME Boiler and Pressure Vessel Code states that pressure relief valves must be fitted with a lever if they are to be used on air, water over 60°C, and steam.
A test gag (Figure 9.2.7) may be used to prevent the valve from opening at the set pressure during hydraulic testing when commissioning a system. Once tested, the gag screw is removed and replaced with a short blanking plug before the valve is placed in service.
The amount of fluid depends on the particular design of safety valve. If emission of this fluid into the atmosphere is acceptable, the spring housing may be vented to the atmosphere – an open bonnet. This is usually advantageous when the safety valve is used on high temperature fluids or for boiler applications as, otherwise, high temperatures can relax the spring, altering the set pressure of the valve. However, using an open bonnet exposes the valve spring and internals to environmental conditions, which can lead to damage and corrosion of the spring.
When the fluid must be completely contained by the safety valve (and the discharge system), it is necessary to use a closed bonnet, which is not vented to the atmosphere. This type of spring enclosure is almost universally used for small screwed valves and, it is becoming increasingly common on many valve ranges since, particularly on steam, discharge of the fluid could be hazardous to personnel.
Some safety valves, most commonly those used for water applications, incorporate a flexible diaphragm or bellows to isolate the safety valve spring and upper chamber from the process fluid, (see Figure 9.2.9).

Stainless Steel Safety Relief Valve is a safety mechanism deployed in applications to prevent them from bursting under pressure. Suraj Metal Corporationis a leading manufacturer and supplier of the different types such as the Brass Safety Valveand others in various sizes and dimensions. The valves are fitted with the pipelines in a way that when the pressure goes above the threshold level, the Stainless Steel Air Safety Valveopens up and relieves the system of pressure.
This is important to prevent the pipes from being damaged or bursting under high pressure. The Stainless Steel Safety Exhaust Ball Valveis used in the exhaust systems where the temperature plays major role. When the temperature exceeds certain point, it increases pressure and the safety valve opens and balances the pressure in the system. The spring loaded boiler safety valveis used in boilers and heat exchanger systems where steam and hot water are circulated through pipes. There are different gas safety valvetypes and each of these differ in their purpose and functions. Please feel free to contact us for more information on the different types of air compressor pressure relief valveand others with pricing.
We Keep Bulk Stock of CF8 stainless steel Pressure Safety Valve at our stockyard, contact us for Free Sample & stock list, View Brass Safety Valve Dimension chart
find Stainless Steel Safety Exhaust Ball Valve Dimensions, price list, size chart here, Buy ASTM A351 CF8M 316 temperature safety valve at best price in India

As a design engineer responsible for developing and specifying boilers, dryers, furnaces, heaters, ovens and other industrial heating equipment, you face a daunting labyrinth of standards and industry regulations. Regulatory bodies sound a bit like alphabet soup, with acronyms like UL, FM, CSA, UR, AGA, ASME, ANSI, IRI, CE and NFPA tossed about. This article will help explain a common task for many thermal processing equipment specifiers: meeting the requirements of key codes — including Underwriters Laboratories (UL), Factory Mutual Insurers (FM) and the National Fire Protection Association (NFPA) — for safety valve equipment used in process heating applications.
Key to designing safety into your fuel train configurations are familiar technologies such as safety shutoff valves and vent valves as well as visual-indication mechanisms and proof-of-closure switches.
Your design skills come into play with how you take advantage of the wide range of products available. You can mix and match solenoid and safety shutoff valves — within designs from catalytic reactors to multi-zone furnaces — to create easily installed, cost-effective solutions that comply with all necessary standards. (See table.)
Make sure, however, that you start with a good grasp of valve element fundamentals. For example, examining a proof-of-closure (POC) switch underlines how reliably modern valves can ensure combustion safety. The POC unit provides an electrical contact interlocked with the controller safety circuit. In a typical design, the switch is located at the bottom of the valve, positioned to trace the stroke of the valve disc. When the disc seal reaches the fully closed position, it triggers the mechanism to push down on the contact, closing it and triggering the unit’s visual indicator to show open or closed status. As a result, the operator can act with full confidence in situations where it is critical that a safety valve be safely closed.
To provide ease of installation, many users prefer valves with modular capabilities. For example, to reduce mounting complexity, you can choose modular gas safety shut-off valves — combining a solenoid valve with an electrohydraulic motorized valve for a compact double-valve footprint, a slow-open feature and high flow rates. An accompanying actuator can provide on/off or high/low/off firing rates as well as visual indication and proof of closure for compliance with most industry standards.
Also, you may want to look for valves that include useful features such as pipe taps, which can facilitate accurate pressure readings and leakage testing.
Knowing your valve choices — and how they meet given codes and standards — can reduce the time required for design and production while facilitating compliance. This results in safer, more efficient and cost-effective heating process installations.

The primary purpose of a safety valve is to protect life, property and the environment. Safety valves are designed to open and release excess pressure from vessels or equipment and then close again.
The function of safety valves differs depending on the load or main type of the valve. The main types of safety valves are spring-loaded, weight-loaded and controlled safety valves.
Regardless of the type or load, safety valves are set to a specific set pressure at which the medium is discharged in a controlled manner, thus preventing overpressure of the equipment. In dependence of several parameters such as the contained medium, the set pressure is individual for each safety application.
This article is all about valves, and the various types of valves and fittings available. Valves are mechanical or electro-mechanical devices that are used to control the movement of liquids, gases, powders, etc. through pipes or tubes, or from tanks or other containers. In most instances, valves rely on some form of mechanical barrier—a plate, a ball, a diaphragm, for example—that can be inserted and removed from the flow stream of the material passing by. Some valves are designed as on-off varieties, while others allow very fine control of the passage of media.
Material selection plays an important role in specifying valves to ensure the compatibility of the wetted parts of the valve with the fluid or powder passing through it. Sizing is determined by the pipe or tubing diameter, flow rate, and the width between flanges for pipeline valves being installed as replacements.
Aerosol Valves are used for dispensing the contents of aerosol cans. They consist of two primary components, the housing and the stem. Key specifications include the intended application, actuator type, output type, valve size, and materials of construction. Media dispensed can be a consideration as well. Aerosol valves dispense liquids, creams and ointments, gases, cleaning agents, and any other product that is packaged in an aerosol can.
Air Logic Valves are mechanical or electro-mechanical devices used to regulate the flow of air in pneumatic systems and can be used in place of electrical control in instances such as hazardous atmospheres or where electrical control is impractical. Key specifications include actuator type, number of ports, materials of construction, switching speed, port thread size, pressure ratings, and input voltage. Air logic valves are applied to pneumatic systems as e-stops, pilot valves, one-shot valves, etc.
Balancing Valves are used to control fluid flow by dividing flow evenly in multiple flow branches. Key specifications include the number of ports, port connections, valve size, and materials of construction. Balancing valves are used primarily in HVAC applications and fluid power systems. For example, they can be used in commercial heating/cooling systems to adjust water temperatures under varying loading conditions. They can also be used to provide a counterbalancing force for double acting cylinders.
Ball Valves are quarter-turn valves incorporating ported spheres that swivel in the pipe stream to either block, or allow, flow. Special designs are available which enable a degree of flow regulation. Key specifications include the number of ports, port configuration, port connections, valve size, and the materials that make up the valve body, its seat, seal, and stem packing. Ball valves are used practically anywhere a fluid flow must be shut off, from a compressed-air line to a high-pressure,hydraulic system. Ball valves can provide low head-loss characteristics as the port can exactly match the pipe diameter. Ball valves also tend to seal better than butterfly valves, but they can be costlier to purchase and maintain. Typically they are actuated with a lever which provides a visual indication of the valve status.
Blind Valves, or line blind valves, are mechanical devices used to stop flow through a pipeline. They are used primarily by the oil and gas industries as a means of isolating sections of a pipeline. Thes valves are also known as Piping Blinds. Key specifications include valve type, actuator type, port connections, valve size, as well as the material of the valve body, its seat, seal, and lining. Blind valves are common on ships and offshore platforms. They provide a visible, immediate indication as to whether a pipe is open or closed and are used to isolate portions of a pipeline to allow maintenance.
Butterfly Valves are quarter-turn valves which employ center-mounted circular flaps that swing into, and out of, the flow stream. Key specifications include port connection, valve size, and the materials that make up the valve body, its seat, seal, disc, and stem packing. Butterfly valves are used in wastewater plants, power plants, and process plants for shut-off and for regulating and isolating service and are especially popular in very large diameter pipelines. Generally smaller and cheaper than a ball valve of the same capacity, butterfly valves can be difficult to operate against high pressure and flow. They are also more leak-prone than ball valves and subject to higher head losses.
Cartridge Valves are used to control flow in hydraulic and pneumatic fluid power systems. Their cartridge design allows them to be plugged into common manifolds and thus save weight and cost over discrete valve mounting. Key specifications include the intended application, valve type, actuator type, number of ports, valve size, and the materials of the valve body, its seat, seal, lining, and stem packing. Cartridge valves can be used in any of the common fluid power applications for which ordinary hydraulic or pneumatic valves serve, including check, directional control, flow control, logic, pressure control, motor control, etc.
Casing Valves are used exclusively by the oil and gas industry to provide access to well casings. Key specifications include the intended application, actuator type, port connections, valve size, and materials of construction.
Check Valves permit fluid to flow through them in one direction only. Lift-type check valves are similarly constructed as globe valves and use a ball or piston, often backed by a spring that opens under a specified pressure but closes as the pressure decreases, thus preventing backflow. These valves are often suited for high-pressure applications. A variant is the stop check valve which doubles as a shut-off valve.
Swing check valves employ hinged gates, disc wafers, or wafers that are often spring-actuated to close against ports as pressure diminishes. These devices can be effective in low-pressure applications. A tilting disc check valve varies the theme somewhat by hinging the gate slightly inward to reduce the pressure required for opening. Butterfly or double door check valves use two half-circle gates or wafers that are hinged at the centerline of the valve port and open downstream in the direction of flow.
Rubber check valves are also available and include designs such as the flap and duckbill varieties. Check valves are used on gas lines, for air service, and with pumps—anywhere that fluid needs to move in a single direction. They can be miniaturized, manufactured in plastic, and may incorporate many special features such as metal seats.
Christmas Tree Valves are mechanical devices used for controlling the flow of media coming from wells or other systems. Key specifications include the intended application, number of ports, as well as the pressure and temperature ratings. Christmas tree valves are used primarily in the oil and gas well application and are typically mounted to the head of the well for shutoff or controlling the flow of the media. They are usually custom fabricated.
Cock Valves are used for draining tanks and the like and often incorporate a threaded means for opening and closing. They are also used as low-pressure shut-offs where they typically use a quarter-turn lever. Key specifications include valve type, port connections, valve size, and materials of construction. Cock valves are used in a range of product applications, including radiators, heaters, tanks, boilers, laboratory glassware, air systems, tanks, drums, etc.
Diaphragm Valves employ flexible membranes to close off flow in pipes. Like pinch valves, the diaphragm completely seals off the actuating means from the process fluid, a benefit for valves in sanitary service. Key specifications include port configuration, port connections, valve size, media, and seal material. Diaphragm valves are used mostly in the pharmaceutical, cosmetics, food, and semiconductor industries. Sometimes control valves that are actuated with pneumatic diaphragms are incorrectly called “diaphragm valves.” The reader is cautioned to make this distinction.
Disc Valves are mechanical devices used to control flow through a pipe. A disc valve consists of a round flat plate mounted to the end of a stem that enters the pipe at 45 degrees to the pipe longitudinal axis. Rotating the stem through a half circle opens or closes the pipe. Disc valves are almost exclusively found in food processing applications. Key specifications include valve type, actuator type, port connections, valve size, and the materials of construction. Disc valves are used in food, pharmaceutical, and dairy industries to for shut-off service of liquid, powder, or food slurries where sanitation is critical.
Double Block and Bleed Valves are mechanical or electro-mechanical devices consisting of dual inline blocker valves and single bleeder valves in common valve bodies and used for isolating fluid lines from upstream pressure. Key specifications include the intended application, actuator type, port connection type, flow coefficient, media, pressure rating, as well as the features. Double block and bleed valves are used primarily in process control applications for the purpose of shutting off the upstream pressure and bleeding off the fluid and/or pressure of the system. They may be manually operated or controlled by an electro-mechanical actuator. Media may include, water, chemicals, gases, oil, steam, or other similar fluids.
Engine Valves are used in engines to seal between combustion chambers and either the intake or exhaust systems. Key specifications include the intended application, head and stem diameter, and the material. Opening and closing of engine valves are controlled by a series of cams and springs. They are available in several materials and types depending on the application which may include automobiles, trucks, motorcycles, etc. with special designs available for racing applications.
Faucet Valves are used for controlling fluid flow into basins or sinks and typically lack outlet connections, though some are equipped with threads for connecting hose, often called a hose bibb or spigot. Key specifications include valve type, actuator type, port connections, valve size, and the material that make up the valve body, which includes its seat, seal, lining, and stem packing. Mounting type is another consideration.
Faucet valves are used in laboratories, on drums, as hose bibbs, and can be made of inexpensive materials that can be discarded once a container"s contents are emptied.
Float Valves are mechanical devices which use hollow spheres or other shapes mounted on levers or tracks which open and close fluid inlets. A float valve is used primarily for maintaining fluid in a tank at a specific level. Key specifications include the intended application, port connections, valve size, float size, and the materials that make up the valve body, its seal and float. Float valves are used in bathroom toilets to replenish the water level after a flush and in many tank-level control systems.
Gate Valves are used mainly for blocking fluid flow and are less likely to be employed for flow regulation. A gate valve uses a plate-like barrier that can be lowered into the flow stream to stop the flow. Its operation is similar to that of a globe valve except the gate provides less flow restriction than with a globe-valve plug when the valve is in the fully opened position. Key specifications include port configuration, port connections, valve size, and the materials that make up the valve body, its seat, seal, lining, and stem packing. Gate valves can use wedge-shaped plugs or parallel plates. Plugs usually seal both the up and downstream sides of the valve while plates usually only seal on the upstream face. Wedges can take on a variety of design alternatives that reduce or accommodate wear of the sealing surfaces. Although the advantage of gate valves is their reduced head loss when open compared to globe valves, they are not useful for throttling and may not produce the positive shut-off that globe valves provide. Gate valves are used in wastewater plants, power plants, and process plants for shut-off and for isolating service.
Gate valves are usually designated as rising-stem and non-rising stem designs. The advantage of rising-stem valves is that they permit easy visualization as to whether a valve is open or closed. The advantage of the Non-Rising Stem, or NRS valves, is that the stem is protected from exposure to corrosive or other environmental conditions by the valve bonnet. Neither design has much impact on the actual valve function.
Globe Valves, named for their spherically shaped valve bodies that were at one time common, are also named for their use of a globe-shaped disc that constricts flow by closing against a restricting orifice. The disc is opened and closed with a handwheel on manually operated valves and with an actuator and sliding shaft on automatic valves. Key specifications include valve type, port configuration, port connections, valve size, and the materials that make up the valve body, such as its seat, seal, lining, and stem packing. Globe valves are used for shut-off and regulating, and are used in wastewater plants, food processing facilities, and process plants, for example. The most common variety is the Z-style valve, so-called because of the path which the fluid follows through the valve body. These two right-angle turns that the fluid must make through the valve account for the design’s relatively high head losses. A less restrictive design is the Y-style valve, which orients the valve stem at 45° to the valve body. Another style is the angle valve, which turns the flow 90°.
The shape of the disc can be varied to produce a valve that goes to full-flow quickly, or, by using a more tapered plug design, produce a valve that can precisely regulate flow.
Globe valves can seal against the fluid flow or with it, depending on the requirements of the installation (i.e. fail closed vs. fail opened) and the choice plays a major role is sizing an actuator. Like gate valves, globe valves can be rising-stem or NRS varieties.
Hydraulic Valves are mechanical or electro-mechanical devices used to control fluid flow in hydraulic fluid power systems. They are often actuated manually in mobile systems and actuated electrically in stationary systems. Key specifications include valve type, actuator type, port connections, number of ports, port configuration, materials of construction, and pressure ratings. Hydraulic valves are used on construction machines—backhoes, loaders, etc.—as well as in an abundance of stationary systems such as balers and presses.
Needle Valves are used to meter fluid flow through tubing or ports. Flow is regulated by inserting or withdrawing a tapered stem into or out of a similarly tapered orifice, creating a very precise way of adjusting fluid flow through the orifice. Key specifications include valve type, port connections, valve size, and the materials that make up the valve body, which includes its seat, seal, lining, and stem packing. Needle valves are used in vacuum systems and for metering systems where precise flow regulation is required. Because of the high number of turns required to close a needle valve, they are not ideally suited for use in shut- off service applications.
Pinch Valves are mechanical devices used to control fluid and dry-product flow through pipes. A pinch valve uses a flexible tube that serves as a conduit, which can be squeezed shut through the use of air or fluid pressure against its outer surface. It can be actuated mechanically as well. Key specifications include valve size and the material used in the tube. In a pinch valve, the tube itself is the only material in contact with the product in the pipe. Pinch valves are used for flow regulating and shut-off of food slurries, dry products, sand, gravel, and the like.
Piston Valves are mechanical devices used to control fluid flow through a pipe. A piston valve uses a cylindrical plug to close off flow through the valve and is typically used for isolation service. Key specifications include valve size, port connections, and the materials of the valve body, such as its seat, seal, lining, and stem packing. Piston valves are used for isolation service in steam, condensate, and other liquid systems.
Plug Valves are quarter-turn valves used to control fluid flow through a pipe. A plug valve constricts flow similarly to a ball valve, using a ported plug rather than a ported ball that swivels in the flow stream to constrict or allow flow. Key specifications include valve type, port configuration, port connections, valve size, and the materials that make up the valve body, as well as its seat, seal, lining, and stem packing. Plug valves are used for shut-off and are used as control valves for the chemical process industries,processing plants and wastewater treatment facilities, for example. A distinction is made between lubricated plug valves, which inject a lubricant between the plug and valve body to act as a sealant, and unlubricated types, which instead rely on a polymeric sleeve for sealing and friction relief.
Poppet Valves are mechanical or electro-mechanical devices used to control air flow to pneumatic cylinders. The term “poppet” also describes a kind of check valve. Engine valves are also sometimes called poppet valves. Key specifications include valve type, valve size, materials of construction, flow coefficient, and pressure ratings. Poppet valves are used in pneumatic systems and can be controlled with pilot air or electrically with a solenoid.
Relief Valves protect pressurized systems such as boilers or piping from over-pressure conditions, usually by way of a spring-loaded diaphragm. They can relieve internal pressure as well as external pressure caused by vacuum formation within a tank, for example. Key specifications include valve type, port connections, valve size, pressure rating, intended application, and the materials of construction.
Relief valvesare used on pneumatic compressors, on gas lines, and in cryogenic systems — in short, anyplace where over-or under-pressure conditions can occur. Pressure and vacuum relief valves operate automatically but can have a manual means of actuation for testing. Atmospheric relief valves are used on condensers. A surge control valve is a kind of relief valve intended to reduce damage to hydraulic systems from a phenomenon known as a hydraulic surge.
Rotary Valves are sometimes called rotary airlocks and are used mainly for dispensing powders and other dry, flowable products. Hopper valves are closely related, used to dispense dry products from hoppers and similar dry-storage containers.
Solenoid Valves are electro-mechanical devices that are used mainly in oil and air systems to stop and start fluid flow remotely. They depend on electro-mechanical solenoids for direct or piloted operation. They are not generally used for proportional flow control. Key specifications include valve type, number of ports, port configuration, port connections, valve size, materials of construction, pressure ratings, and input voltage. Solenoid valves are used to actuate hydraulic jacks, control the hydraulic cylinders on trucks, and control the flow of water, oil, or solvents through piping systems. They are used extensively in pneumatic systems as well. A solenoid latching valve is designed to lock an air valve into position without requiring that power be maintained at the solenoid.
With some exceptions (for instance, aircraft fuel valves or refrigeration valves) valves are not industry specific; they can be used across a wide range of industries, including chemical processing, food and beverage, gas transmission, mining, oil and gas, and power generation.
Some are dedicated to fluid power applications, including solenoid, poppet, hydraulic, cartridge, and air logic valves. Others are for general pipeline applications or smaller-scale fluid systems and include plug, piston, pinch, globe, gate, disc, diaphragm, butterfly, and ball valves. Then there are valves designed to activate automatically in certain events including relief valves and check valves.
Some valves are so common that they are grouped by function, for example, boiler feedwater and blowdown control valves, faucet valves, float valves, double block and bleed valves, HVAC zone valves, or floor drain checkvalves. Some valves are so specialized that they may have only one or two applications, such as rotary solenoid valvesused in excavators, or inverted vent check valves used in sewage systems and on ships.
As for pipeline valves, many can be thought of as suited either to blocking or throttling. A ball valve is better suited for on-off applications than it is for regulating flow. The same goes for gate and piston valves. For flow regulating, globe and butterfly valves are preferred choices, with globe valves being especially common. Ball valves can be designed so that friction loss through an open valve is no greater than what would be encountered in a like diameter pipe (also making them piggablein some cases). Other valve types usually introduce some loss in the valve owing to the need to place the components of the valve, actuating shafts, etc. directly in the stream and/or the need to redirect the direction of fluid flow.
Pipeline valve sizes usually correspond to flange dimension for various standard pipe sizes and pressures, i.e., 150 psi, 300 psi, etc. ANSI B16.10 lists face-to-face dimensions for ferrous flanged and welded end valves in steam, hydraulic, and high-temperature service.
Most pipeline valves are available with manual levers or handwheels which can be adapted to gear type actuators in larger sizes and fitted with electric or electro-pneumatic actuators for automatic control. Valves fitted with such actuators are sometimes called control or flow control valves in that with automatic actuation they can be integrated into control loops used for process automation. The phrase “control valve” is sometimes used to describe the valves used in hydraulic and pneumatic fluid power systems to actuate a ram, for example. Any valve can be a control valve, that is to say.
Any valves fitted with automatic actuators could be considered control valves, as they presumably would be tied in with remote process controllers. The same valve without the actuators would still be a globe valve, gate valve, etc. albeit one with manual control via handwheel or lever. Many control valves retain some form of manual control by which the valve can be opened and closed. Some valves are considered control valves if they have mechanical means of sensing flow rate, pressure, etc. and can adjust the valve through pilots, for example. In the smaller sizes, solenoid valves function as control valves. Many manufacturers will provide integrated valve and actuator combinations, for example, motorized ball valves.
Valve material can play an important role in valve selection especially when it comes to handling aggressive fluids, abrasive slurries, food products, and so on. Material concerns address not only the wetted parts but can extend to the materials of the valve body too. For instance, valves used for food processing need to resist caustic washdown chemicals and usually demand stainless steel even for exterior parts that do not contact the product. Some valves are lined to improve their resistance to corrosive fluids, etc. Check valves are sometimes lined with PTFE for improved operation and wear resistance. Valves are available in the smaller sizes in a host of plastics and find use in many laboratory applications. Ball valves, for example, are available in brass,stainless steel, polypropylene, and other plastics. So-called sanitary valves are fitted with quick disconnect flanges so that they can be removed from the pipeline easily for internal sanitizing, and are especially popular in the ball, butterfly, and plug designs. The valves themselves often have features which enable quick disassembly and reassembly. Two popular valve styles which use no contacting metal parts in the fluid are the diaphragm and the pinch valves. Instead, actuators work on flexible, usually rubber, elements which open and close the valve passages, and eliminate the need to insert metal parts into the fluid stream and the packings, that go along with them.
Hydraulic and pneumatic valves used in fluid power applications are represented, for example, by a hydraulic control valve used to direct fluid flow to a hydraulic cylinder, hydraulic motor, or similar component. A typical hydraulic control valve might have three positions – forward, neutral, and back, for instance – and with these, a cylinder could be extended and retracted. Often the valves have some degree of flow control to vary the speed at which the controlled device moves. A popular name for some hydraulic and pneumatic valves is spool valves, owing to a spool-like member that shifts inside the valve body to open and close ports. Another kind is a hydraulic diverter valve, so named because it allows an operator to switch between systems that are not used simultaneously, reducing the number of discrete components needed for any given system. A solenoid actuated air valve uses a solenoid to open a small pilot valve that in turn opens (or closes) the valve output ports. Air valves such as this are used in automated machinery of all kinds to operate cylinders, rotary devices, and end-of-arm tooling, for example. Air is also used in hazardous locations to operate full-size valves in a fail-safe manner, such as pneumatic tank shutoff valves employed on tank farms.
In selecting pipeline valves, an important consideration is whether the valve will be used for start-stop operations or for throttling. Water hammer—i.e., a surge in pressure or change in momentum caused when a moving fluid suddenly stops or changes direction—which may result from such operations can cause damage to the valves and equipment involved. Choosing a valve design which minimizes water hammer can mitigate the level of damage suffered by the system and its components, and reduce the risk of complete failure.
Another important consideration is the nature of the fluid that will flow through the valve. Fluids that contain particulates can have abrasive effects on valves whose mechanisms are exposed to the fluid, a butterfly valve, for instance. And for these fluids, a ball valve is a better choice owing to the uninterrupted path it presents to the fluid. Corrosive fluids such as chlorine add further complications to materials selection.
Actuation is another topic that may or may not be of concern. A simple ball valve in a small laboratory or in a residential setting may need nothing more than a quarter-turn lever. A large gate valve in a process pipeline may need electric or pneumatic actuation and all the electronics associated with controlling it.
Valve actuation depends on the valve type. Ball valves, for instance, are usually opened and closed with a lever because the ball turns only a quarter revolution between the two positions. A globe valve will often employ a handwheel which works on a lead screw to raise and lower the globe valve plug out of and into the orifice. In large valves, a reduction gear may augment the handwheel to provide the operator some mechanical advantage when opening or closing the valve. Pipeline valves generally fall into one of these two types.
An important consideration when replacing a valve is the face-to-face distance between flanges, which can be clearly seen in the image above. Generally, a valve needs to fit in the space between fixed pipes so this dimension can be critical if modifications to existing piping are undesirable and are to be avoided. Some manufacturers will offer their valves as direct dimensional replacements for valves of other types.
In their larger sizes, valves typically adhere to the standardized ASME flanges for their connections. In smaller sizes, the connections can vary from sanitary (Tri-clamp type) to compression type.
Ports and ways refer to the number of passages into the valve, and for most pipeline valves there are two. Ball valves are routinely available with three or more ports and use a ball that has an “L” shaped passage.
Hydraulic valves are generally controlled automatically on stationary industrial machinery and manually on mobile machines. Cartridge designs are available for either venue. Hydraulic valves are often mounted in common manifolds or ganged together as valve stacks to simplify plumbing and reduce space requirements. Some hydraulic valves are designed as monoblocks, meaning the multiple valve body is cast as a single unit.
Air logic valves represent the analogous version of hydraulic valves which use air as the fluid (instead of oil) and are as ubiquitous in factory/manufacturing operations as hydraulic valves are in mobile systems. Many of the same considerations for hydraulic valves are paralleled in the world of air logic valves.
Cv relates to flow through the valve body and represents the number of gallons of water per minute at 60oF that can pass through the valve with a 1 psi pressure drop across the valve. It is a common method of comparing valve performance.
Valve sizes in both inches and millimeters generally correspond to the size of the pipes they work with. Flanges, etc. are usually sized based on the valve size.
Valves are often rated according to ANSI classes of 150 psi, 300 psi, etc., corresponding to standard pipeline ratings. Domestic ball valves can be rated as high as 600 psi.
True union refers to the connections on a valve body which allows it to be inserted in a pipeline without moving the pipes apart. This is common for small ball valves where the pipe connections are often threaded. Single union valves have this connection on only one side. Compression fittings also apply mainly to small valves used with tubing of copper, plastic, etc. Flanges are common port connections in larger valves. Connections can be brazed in many smaller valves used for water service. Plastic valves can have socket co



 8613371530291
8613371530291