
burst safety valve factory
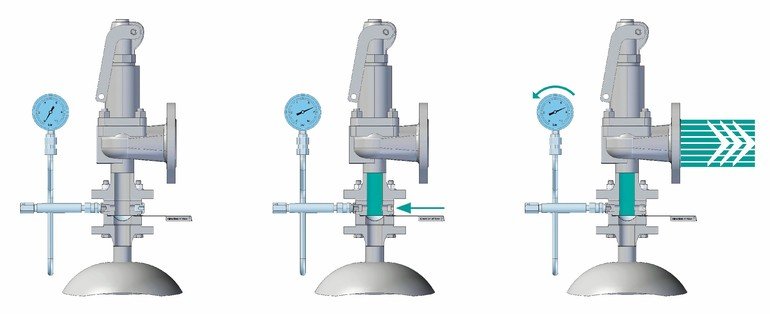
Normally, safety valves have to be removed in order to test whether they are functioning correctly. This is time-consuming and expensive. However, in combination with REMBE® rupture discs, you can test your safety valves without moving them anywhere. To do this, the space between the rupture disc and the valve stroke is pressurised.
As KUB® has a back pressure resistance of 135 %, the rupture disc remains undamaged while the safety valve is being inspected. If in-house regulations nonetheless require the safety valve to be removed for inspection, the rupture disc can be left in position in a separate flange connection in order to close the opening while this work is being performed.
In-situ test: The space between the rupture disc and the safety valve is pressurised in order to test whether the safety valve is functioning correctly.
Changes in the law and ever stricter environmental regulations are forcing plant owners to reduce their emission levels. This also applies to pressure relief devices such as safety valves. To avoid having to use far more expensive valves – which are often difficult to retrofit – it is a good idea to install a rupture disc upstream of the safety valve.
The first step towards fulfilling the regulations was to try and find better safety valves, which were simple to build into the design of new valves. However, substantial investments were necessary to upgrade the older designs of existing plants with newer ones – not an economical choice in the majority of cases. Even with new plants, there was a significant increase in safety valve costs in the endeavour to meet the lower emission levels required for certification and permits, to be allowed to start up a plant or continue operating it.
Although the capabilities of safety valves were expanded considerably, they were still not able to comply with the requirements envisaged for future zero targets. In fact, it was believed that they never would do and so an alternative solution was needed.
Rupture discs have been around for decades but have always been seen as a second-choice alternative for overpressure compared to safety valves – the poor relation of the safety valve industry, as it were, a title they do not deserve. This lack of understanding of rupture discs continues to this day. Discs are a “problem”: they open and let the pressure out, when in fact that is exactly what they are designed to do. Many operators remain blissfully unaware that when the disc performs correctly, this is not the problem but the solution.
So how do rupture discs help safety valves perform better in use? Well, when it comes to isolation, they partner safety valves and deliver the superior performance needed to realise zero emissions which a stand-alone safety valve cannot provide. Although safety valves can achieve good performance levels on their own, one hundred percent isolation and better operational stability require the use of rupture discs. For several years now, rupture discs have been regularly installed upstream of safety valves. Operators are starting to appreciate that a properly engineered rupture disc will help lower their operating costs and increase plant uptime. The belief that this arrangement adds more cost to a project has been proven to be false; in fact, the opposite is true and the costs actually come down.
Let us take a typical installation where the safety valve faces a process condition with a high concentration of corrosive materials, elevated temperatures and an operating pressure close to the valve’s set pressure. The safety valve’s limits are put to the test, leading to poor performance below the expected levels for operational stability and leakproofness. High maintenance costs are incurred to keep the valve as close as possible to the original specs, along with increased downtime for routine valve servicing and/or repairs and higher manpower costs to handle the work.
The solution suggested by safety valve manufacturers is a valve with a higher specification, more exotic materials with higher capex costs and more expensive spares for maintaining the valves. In an average petrochemical plant with several hundred safety valves, this capex translates into a dramatic increase in valve inventory costs.
Rupture discs fitted upstream of the safety valve, in a material that will isolate and withstand the process conditions, let the plant owner install lower grade materials in the valve while still meeting all the design requirements, though with a significant reduction in the safety valve capex.
The costs for the rupture disc and holder are negligible compared to the capex for an exotic or higher-specification safety valve. If account is also taken of the lower expenditure on maintenance, the disc and holder are free of charge. In fact, this is a win-win path with more production uptime, less emissions, greater safety, lower overall maintenance costs and reduced inventory.
Yet, we still see safety valves with an upstream rupture disc failing, needing maintenance and stopping production or causing safety issues. So what went wrong? Remember that a safety valve also has an outlet. In many cases, this outlet is not a separate line to discharge but is manifolded together with other parts of the plant, allowing process gases or vapour to enter it and provoke safety valve failures. This is something easily eliminated by a downstream rupture disc, which prevents any process gases from entering the safety valve on the outlet side. The rupture disc will also block any back pressure attempting to enter the safety valve and eliminate such concerns during valve selection.
With burst sensors installed both upstream and downstream, rupture discs can be monitored and connected back to the control room for system reporting across the plant, so that operators know instantly which valves and discs are in a green or red state.
The rupture disc manufacturer can collaborate with design and process engineers to select the discs giving the best possible safety and isolation performance. Unfortunately, this is still a rarity and is a factor in the rupture disc being blamed for poor performance when all it is actually doing is what it was designed to do, namely be the most important safety device in the plant – the only fail-safe device that always opens when faced with an overpressure situation.
Rembe was approached by a refinery to help overcome serious issues with its safety valves due to process conditions attacking the metal structure. The requirement was to enable the plant to be operated for three years without having to remove the safety valves for servicing and recertification except in an emergency. When the safety valves were removed during a scheduled shutdown, several of them were found to have broken or cracked springs while others were corroded to failure point. Bellows were corroded and broken. Several safety valves were so badly affected that the disc and nozzle were corroded solidly together and the valve was unable to open. This raised major safety concerns that the plant could no longer meet its three-year maintenance-free plan and it was decided to return to the old test method of regular safety valve removal and replacement.
An analysis carried out in conjunction with Rembe showed that aggressive process gases were present both upstream and downstream of the valves, and that isolation with rupture discs in a suitable material would offer the best protection. What’s more, the user would stand a more realistic chance of meeting the three-year target, with the ultimate goal of extending this to five years.
In addition, the use of KUB V rupture discs allows for in-situ lift testing of the safety valves on site during the three-year period, to ensure that they are still operational. As a further benefit, the costs are lower because the Rembe rupture discs can be removed, inspected and reused, and are still in serviceable condition.

... -start valve with Series MX2 air treatment units without the need for additional connection interfaces. The soft-start valve is positioned upstream of the safety valves, ...
Two hands safety valve, which allows a safety use of two hands pneumatic controls (for example two push-button 3/2 N.C. to a certain distance) excluding false signals in case of push-button ...
The SI2 safety valve prevents the allowed operating pressure from being exceeded by more than 10%. If, after opening, the adjusted response pressure falls ...
... stainless steel full-lift clean service safety valve designed to AD Merkblatt A2 and TRD 421 standards and suitable for pure steam, vapour and inert gases.
Insert style flow control valves are comprised of a precision orifice in parallel with a check valve, combined into a single component. Each is designed for easy installation into metal housings using ...
Press-in style flow control valves are comprised of a precision flow orifice in parallel with a check valve, combined into a single component. Each part is designed for easy installation into plastic ...
If you have been searching for a safety release valve that you can use to reduce short-term pressure surges successfully and diminish the effects of gas leaks, this is the product for you. With a pe of ...
... have been type tested as well. These pressure regulators have safety valves which will slam shut in the event of emergencies, such as the gas reaching too high a pressure level. The valve ...
This product has hydraulically actuated class A gas safety valves to EN 161 used for automatic shut-off. It shuts off when unstimulated for gas and air, or even biologically produced methane. It has AISi ...
The S 104 Safety Shut Off valve is mainly used to avoid any damage to components as well as to avoid too high or too low pressure in the gas train. This could cause high financial losses and/or injured ...
The S50 Safety Shut Off valve is mainly used to avoid any damage to components as well as to avoid too high or too low pressure in the gas train. This could cause high financial losses and/or injured ...
The S100 Safety Shut Off valve is mainly used to avoid any damage to components as well as to avoid too high or too low pressure in the gas train. This could cause high financial losses and/or injured ...
... Pressure Safety Valve + Rupture Disk is protected and may be utilized autonomously as essential security gadgets or in conjunction. There are 3 possible combinations. The first combinations ...
Excavator pipe-rupture valves prevent uncontrolled cylinder movement in the event that a pipe or hose bursts. The ESV valve fulfills all of the requirements of the ISO 8643 and EN 474-5 standards for ...
Material: Body- CF8M; Valve Seat- CF8M Métal Seat, PTFE Soft Seat available Orifice Size: fc"(15mm), 3/4M(20mm), l"(25mm), l1/4,’(32mm)I ltë”(40mm), ...
The Safety valves from ATOS are designed to guarantee protection for application on various devices, especially those that monitor spool position. They are also recommended for hydraulic ...

Safety valve model ZV is a high lift safety valve with stainless steel seat, valve body and internals suitable for use on steam, air and water. ZV is a pressure relief valve actuated by rapid opening or pop-action.
The safety valve is normally set at a pressure which is 10% above the working pressure of the system. This is referred to as the set pressure, at which the oozing of the steam starts.When the system pressure reaches blow off pressure the safety valve opens to its full lift to discharge full capacity. The valve closes at reset pressure.

RUPTURE DISKS AND SAFETY VALVES HAVE THEIR OWN STRENGTHS AND WEAKNESSES. HOWEVER, USING A RUPTURE DISK WITH A SAFETY VALVE WILL ELIMINATE IMPORTANT OPERATIONAL CONCERNS AND PROVIDE BOTH CAPITAL AND MAINTENANCE COST SAVINGS.
A spring loaded, metal to metal safety relief valve begins to leak the closer to the operating pressure it approaches. This is called “simmer” and is part of the valve design. A rupture disk positioned upstream of the safety valve ensures a leak-tight seal, eliminating the leaking during the simmer.
The valve will also tend to leak if used in a corrosive environment, which will eventually damage the sealing surface of the valve. To solve this problem, a rupture disk used with a safety valve will protect the valve by creating a barrier between the valve and the process.
In addition, fugitive emissions are an ongoing concern and in many countries there are regulations in place for the monitoring of these gas emissions. Adding a rupture disk with a safety valve provides a superior process seal reducing fugitive emissions.
Using a rupture disk with a safety valve will allow you to perform on-site testing without removing the valve. Some companies still require the removal of the safety valve for off-site testing and servicing. The cost of adding a rupture disk is much less expensive than the loss of production time that will occur when removing or re-assembling the safety valve.
The rupture disk acts as a barrier protecting the safety valve against corrosion and protection of the process. It also protects against operating conditions which affect the function of the safety valve. All of these factors will protect the safety valve from a corrosive environment and extend the life of the safety valve. It’s also worth noting that it’s much less expensive to replace a rupture disk than a safety valve.
Safety valves used in a corrosive environment require to be lined or made from expensive materials that are resistant to corrosion. If a safety valve is combined with a rupture disk, it would be the rupture disk that would be in contact with the medium and would need to be made from anti-corrosive material. This would substantially reduce costs, as a safety valve with the wetted parts made from exotic alloys is much more expensive than a rupture disk made from exotic alloys.

Pressure relief valves are more reliable for over-pressure protection when properly sized & properly operated vs. devices with rupture discs, sometimes called rupture disc tees. Pressure relief valves are more versatile and can be used for many services. The primary purpose of a pressure relief valve is to relieve excess pressure, reseat and prevent further flow of fluid after normal conditions have been restored. A secondary purpose of a pressure relief valve is to minimize damage to other system components through operation of the pressure relief valve itself.
MGM offers ¼” stainless steel pressure relief valves with relief pressures from 50 – 1,800 psig. All of MGM’s pressure relief valves are 100% leak and function tested prior to shipment. Please click

Standard rupture discs are available from stock in burst pressures as listed in the chart below. All pressures through 20,000 psi are shaded. These discs are 316 stainless steel (except for 1,000 psi which are inconel) and may be used with any of the safety heads shown. Note that these rupture discs are supplied with a range of plus 6% and minus 3% of specified burst pressure. Samples of each batch are then tested and typically the actual average burst pressure is stamped on an accompanying metal tag. There is a +/- 5% burst tolerance applied after the burst pressure has been established. Factors influencing rupture disc life include corrosion, metal fatigue, and cyclic effects. Periodic replacement is recommended to prevent premature failure.

Taylor Valve Technology® is a manufacturer leader in high-quality industrial valves. We deliver safety relief, high-pressure relief, and back pressure relief valves. Our wide array of choke and control valves and pilot-operated valve products are second to none. Products are designed for demanding industrial needs, meeting quality API and ASME Code requirements. High-demand oil & gas industry, chemical plants, power generators, and the processing industry depend on our valves for consistency and durability. Get effective flow control of liquid, steam, and gas. Valves ship from the Taylor Valve Technology, Inc. United States facility. Delivering worldwide, you can depend on quick turnaround times.

As with the single safety relief valve installations employing a rupture bursting disc, the double safety valve combinations may also be protected by installing this useful device directly before the inlet connection of the pressure relief valves. The bursting disc prevents the operating medium from having contact with the PRV’s inlet and so avoids contamination or corrosion of the safety valves.
The inlet and outlet diameters for the pressure relief valves are from DN 10 (3/8’’inch) to DN100 (4’’ inch). The performance ratings for flow – pressure drop – and many more information you will find by using our selection software ValveCalc and our operation instructions.
The set pressure ranges for the safety relief valves begin at 4 bar and have a maximum level at 63 bar. The lowest working temperature is at -60 C° (- 76 F°) and the highest operating temperature is 180 C° (356 F°).
For the manufacture of safety relief valves and for the pressure relief valve combinations we offer housing bodies from a range of various materials. These include carbon steel (CS), stainless steel (SS), low temperature steel (LTCS). The choice of valve bodies offered may be of a welded tube fabrication type, a casting or a forging.
The connections include all flange types, welded joints and threaded connections. The pressure relief valve stem sealing system employs neoprene or PTFE seals.

Allied Valve is the industry leader in valve sales, service, and distribution. Driven by three key principles – safety, reliability, and quality – Allied Valve is a leading supplier of pressure relief valves, control valves, rupture discs, conservation vents, flame arresters, blanket gas regulators, back pressure valves, actuation, and valve services in the upper Midwest. Helping your business meet tight production schedules and reduce downtime with 24/7/365 services delivered on-time, on-site, and in-person, Allied Valve is your trusted partner to keep your business running seamlessly.
Our factory-trained, OEM-certified technicians deliver time-tested solutions that reduce downtime and costs while maintaining the integrity of your safety program. With locations in IA, IL, IN, MN, ND, OH, and WI, our 100+ certified service technicians are at your service. We operate five Consolidated Green Tag Centers, two authorized Kunkle Assemblers plants, and five Masoneilan™ Authorized Repair Center (MARC™), dedicated to providing quality products.



 8613371530291
8613371530291