
downhole safety valve animation in stock

Our downhole safety valves provide your testing operations with fail-safe sustained control downhole in the event of an emergency or to facilitate test procedures.

Safety valves are designed to automatically shut in the flow of a well in the event surface controls fail or surface equipment becomes damaged. They are classified according to the location from which they are controlled – surface or subsurface. In this article, subsurface safety valve types, operating systems, working principle, setting depth, and selection process are presented.
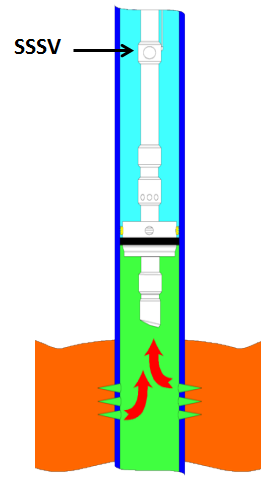
It is advisable, and in most cases mandatory, to have a secondary means of closure for all wells capable of natural flow to the surface. The installation on of a sub-surface safety valve (SSSV) will provide this emergency closure capability.
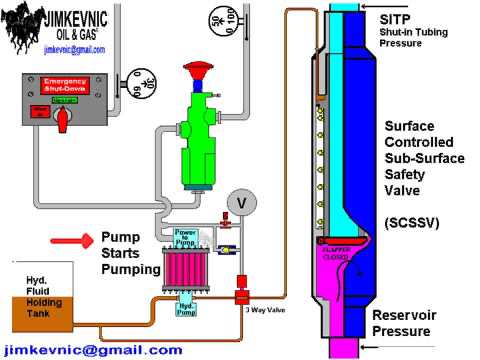
Operating systems may be either remotely operated on a fail-safe principle from surface (SCSSV) actuated from a control panel located on surface, or will be a subsurface controlled (SSCSV), designed to close automatically when a predetermined flow condition occurs in the well (actuated by the pressure differential/flow velocity across the valve).
In case of SCSSV, a 1/4″ inch stainless steel control line is attached to the outside of the tubing string and installed when the tubing is installed. Depending on the wellhead pressure, it may be necessary to keep as much as 4000 to 5000 psi on the control line to keep the valve open.
The differential type subsurface controlled subsurface safety valve senses pressure drop across a flow bean. There are several variations of the differential type SSCSV. Although they employ different sealing devices, such as a flapper or ball, they all are controlled with a flow bean and spring tension.
As shown in the following video, when hydraulic pressure is applied down a control line, the hydraulic pressure forces a sleeve within the valve to slide downwards. This movement compresses a large spring and pushes the flapper (in case of flapper type SCSSV) or the ball (in case of ball type SCSSV) downwards to open the valve. When hydraulic pressure is removed, the spring pushes the sleeve back up and causes the flapper (or the ball) to shut. In this way, it is failsafe and will isolate the wellbore in the event of a loss of the wellhead.
The location of the downhole safety valve within the completion is a precisely determined parameter intended to optimise safety. There are arguments against it either being too high or too low in the well and so the final depth is a compromise of all factors. MMS regulations state that the valve must be placed no less than 100′ below the mudline.
A downhole safety valve refers to a component on an oil and gas well, which acts as a failsafe to prevent the uncontrolled release of reservoir fluids in the event of a worst-case-scenario surface disaster. It is almost always installed as a vital component on the completion.
These valves are commonly uni-directional flapper valves which open downwards such that the flow of wellbore fluids tries to push it shut, while pressure from the surface pushes it open. This means that when closed, it will isolate the reservoir fluids from the surface.
Most downhole safety valves are controlled hydraulically from the surface, meaning they are opened using a hydraulic connection linked directly to a well control panel. When hydraulic pressure is applied down a control line, the hydraulic pressure forces a sleeve within the valve to slide downwards. This movement compresses a large spring and pushes the flapper downwards to open the valve. When hydraulic pressure is removed, the spring pushes the sleeve back up and causes the flapper to shut. In this way, it is failsafe and will isolate the wellbore in the event of a loss of the wellhead. The full designation for a typical valve is "tubing retrievable, surface controlled, subsurface safety valve", abbreviated to TR-SCSSV.
The location of the downhole safety valve within the completion is a precisely determined parameter intended to optimise safety. There are arguments against it either being too high or too low in the well and so the final depth is a compromise of all factors. MMS regulations state that the valve must be placed no less than 30 m (100 ft) below the mudline.
The further down the well the DHSV is located, the greater the potential inventory of hydrocarbons above it when closed. This means that in the event of loss of containment at surface, there is more fluid to be spilled causing environmental damage, or in the worst case, more fuel for a fire. Therefore, placing the valve higher limits this hazard.
Another reason relates to the hydraulic control line. Hydraulic pressure is required to keep the valve open as part of the failsafe design. However, if the valve is too far down the well, then the weight of the hydraulic fluid alone may apply sufficient pressure to keep the valve open, even with the loss of surface pressurisation.
As part of the role of the DHSV to isolate the surface from wellbore fluids, it is necessary for the valve to be positioned away from the well where it could potentially come to harm. This implies that it must be placed subsurface in all circumstances, i.e. in offshore wells, not above the seabed. There is also the risk of cratering in the event of a catastrophic loss of the topside facility. The valve is specifically placed below the maximum depth where cratering is expected to be a risk.
If there is a risk of methane hydrate (clathrate) plugs forming as the pressure changes through the valve due to Joule–Thomson cooling, then this is a reason to keep it low, where the rock is warmer than an appropriately-calculated temperature.
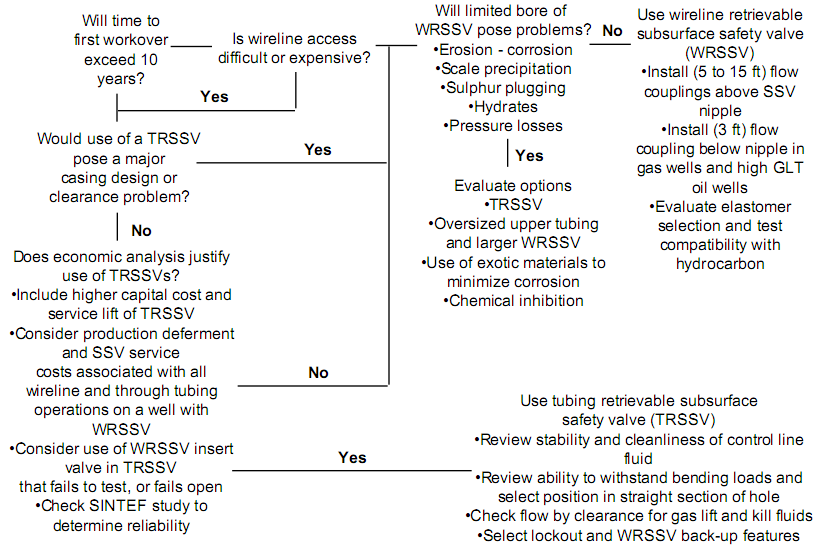
Most downhole safety valves installed as part of the completion design are classed as "tubing retrievable". This means that they are installed as a component of the completion string and run in during completion. Retrieving the valve, should it malfunction, requires a workover. The full name for this most common type of downhole safety valve is a Tubing Retrievable Surface Controlled Sub-Surface Valve, shortened in completion diagrams to TRSCSSV.
If a tubing retrievable valve fails, rather than go to the expense of a workover, a "wireline retrievable" valve may be used instead. This type of valve can fit inside the production tubing and is deployed on wireline after the old valve has been straddled open.
The importance of DHSVs is undisputed. Graphic images of oil wells in Kuwait on fire after the First Gulf War after their wellheads were removed, demonstrate the perils of not using the components (at the time, they were deemed unnecessary because they were onshore wells). It is, however, not a direct legal requirement in many places. In the United Kingdom, no law mandates the use of DHSVs. However, the 1974 Health & Safety at Work Act requires that measures are taken to ensure that the uncontrolled release of wellbore fluids is prevented even in the worst case. The brilliance of the act is that it does not issue prescriptive guideline for how to achieve the goal of health and safety, but merely sets out the requirement that the goal be achieved. It is up to the oil companies to decide how to achieve it and DHSVs are an important component of that decision. As such, although not a legal requirement, it is company policy for many operators in the UKCS.
While the DHSV isolates the production tubing, a loss of integrity could allow wellbore fluid to bypass the valve and escape to surface through the annulus. For wells using gas lift, it may be a requirement to install a safety valve in the "A" annulus of the well to ensure that the surface is protected from a loss of annulus containment. However, these valves are not as common and they are not necessarily installed at the same position in the well, meaning it is possible that fluids could snake their way around the valves to surface.

Baker Hughes’s portfolio of subsurface safety valves deliver reliable performance when it matters the most, providing emergency closure in the event that well control is lost. We offer a full range of valves to suit applications ranging from shallow- to deep-set, and the valves are available in surface- and subsurface-controlled, tubing-retrievable, and wireline-retrievable options. All Baker Hughes valves undergo stringent prototype testing and conform to standards and specifications such as API and ISO, as well as requirements requested for your unique situation.
The V-Series surface-controlled, wireline-retrievable subsurface safety valve from Baker Hughes gives you wide-ranging options to ensure safe well operations and control.
The V-Series valve’s modular design allows for flexibility and adaptability to both existing and new completions, letting you select the ideal wireline safety solution to optimize your operations. The V-series safety valves can be supplied with a Baker Hughes safety valve lock as a complete assembly, or as a subassembly with an adapter for any other manufacturer’s lock.
Once assembled to a wireline lock, the assembly can be installed in a safety valve nipple, which is connected to the surface emergency shut-down system via a hydraulic control line. A loss of control line pressure will close the valve and shut-in the well—minimizing the risks of a well control event.
Discover how the V-Series surface-controlled, wireline-retrievable subsurface safety valve can give you a reliable safety barrier when well control is lost.
Surface Controlled Subsurface Safety Valve failure data from 14 North Sea fields have been collected and failure rates for the various valve types and makes calculated. Failure rates have been compared to well data in order to identify critical well parameters and give guidance to operators when selecting valves for new fields.
Finally, models are developed for calculating well safety and production availabilities. Input to these models is failure rates, testing and maintenance routines, frequency of other well service operations etc.
Most people involved in production of oil and gas from high pressure reservoirs will probably agree that the Down Hole Safety Valve is one of the most important components for controlling blowout risk. In particular this is the case offshore where one platform may be producing from more than 30 wells. In such situations it is very important to be able to shut off the wells with a down hole device if a hazardous situation should arise on the platform.
In spite of this importance, there are still endless arguments regarding what kind of safety valve to use, e.g. from which manufacturer, flapper or ball valve, or maybe to install two valves in series. No clear cut criteria for selecting valves for various types of fields and uses exists. The study documented this paper was aiming at recommending such criteria, based on an investigation of past safety valve performance in North Sea fields. In this area only surface Controlled Subsurface-Safety Valves (SCSSV) are used, and the study is therefore restricted to this type of valves.
The selection criteria that were sought, should reflect both well safety and production availability. Disregarding one of these factors will inevitably result in suboptimal solutions.DATA COLLECTION
To obtain a reasonably correct picture of past SCSSV performance, all major operators in the North Sea area were contacted, and asked to participate in the study by releasing their data regarding valve failure statistics and field parameters. Fortunately, most operators were willing to release their data, provided the information was published in a pooled manner. The information necessary wasValve type, make and dimensions
Field data (e.g. reservoir type, pressure, temp., H2S and CO2 content, GOR, oil gravity) From the 10 operators supplying data from a total of 14 fields, it was possible to obtain a sufficient amount of data for the following valvesWire line Retrievable (WR) valves:–

Downhole Safety Valve is an integral part of Well Integrity Mangement System and acts as a failsafe equipment to prevent uncontrolled release of reservoir fluids. Periodic inspection and maintenance of downhole Safety Valve is essential under normal service conditions. Each Downhole Safety Valve should be tested and lubricated at specified regular intervals as recommended by ADNOCs Standard Operating Procedure and as dictated by field experience. Since it is a Critical Safety Equipment, preventive maintenance of Wireline Retrievable type downhole Safety Valve is being carried out annually which involves valve retrieval, leak/function test and redressing if required.
Current practice within ADNOC Onshore is to carry out redressing with third party for all Wireline Retrievable Safety Valve annually or in case they are observed to be passing (not meeting the maximum acceptable gas leak rate of 15 scf/min for gas and 400 cc/min for liquid) or do not pass function test carried out during 6 monthly and yearly Preventive Maintenance Schedule.
The cost incurred for third party redressing is substantial and can be optimized by evaluating the possibility of carrying out redressing in-house with available resources and using Original Equipment Manufacturer redress kit in situations where internal leak is not observed in the valve and valve can be redressed without the need to open tension spring and flow tube which requires extensive redressing setup available with third party.

Aberdeen-based oil and gas production technology business Pragma said it has developed an advanced downhole safety valve to create an improved well control solution for cable deployed Electric Submersible Pumps (ESPs) retrofitted to production wells.
The new valve will enable on and offshore installations to meet all safety regulations while improving the operational footprint at the wellsite during installation and retrieval by reducing time, cost, personnel and risk.
An API 14A qualified subsurface safety valve (SSSV) is a legal requirement for producing wells in many regions. These devices generally use a flapper style mechanism and are incorporated in the production tubing during completion. However, when an ESP is retrofitted to a well, its surface control lines run through the inside of the production tubing, obstructing the SSSVs and creating the requirement for an additional safety valve. A rig would usually be mobilized to deploy the valve and then the ESP in separate runs, however cable deployment now provides significant cost and efficiency savings.
Pragma said its ESP safety valve has been designed to complement this type of deployment. It is a compact device, integrated within the lower portion of the ESP assembly and is deployed and retrieved through the production tubing in the same run as the ESP. It is the only device on the market which offers wellbore closure below the ESP control lines, the developer said. By installing the valve between the ESP and ESP packer, the valve does not rely on the integrity of aged well completion components unlike alternative systems.
The valve’s functionality is based on a novel pressure differential, or lift actuated design, requiring no pressurized chambers, hydraulic control lines or electrical power, which safeguards reliability. The valve will fail-safe close when the ESP is switched off and can be opened and closed as many times as required. The technology can also be applied to alternative artificial lift systems including capillary strings, gas lift velocity strings, progressive cavity pump and jet pump systems. A high temperature version is also available.
Pragma Technology Manager, Matt Manning, said, “Like a demand valve, or pressure regulator between the tank and mouthpiece of deep-sea diving equipment, our valve uses the ESP’s lifting capability to open or close it in line with production. The unique design advantages of this technology, combined with its compact nature, not only provide greater safety and reliability assurances to the operator, but also lower installation, operation and retrieval costs. The technology has been developed in-house and we are conducting prototype testing, with field trials and API 14A certification planned later this year.
“As the oil and gas industry continues to evolve, it’s important the supply chain also adapts to deliver quality solutions to support cost reduction and production optimization. The ESP safety valve is just one example of how Pragma continues to pioneer advanced technologies to deliver safety and efficiency gains.”

Halliburton provides proven, high-performance tubing-retrievable and wireline-retrievable subsurface safety valves (SSSV) designed to reliably shut-in (fail safe) if a catastrophic event occurs, allowing operators to maintain safe operations.

Field-proven Weatherford safety valve technology guards against catastrophic loss of well control. The Optimax Ultra Deep-Set Safety Valve shuts in a well in the event of uncontrolled flow. This rod-piston, flapper-type valve has heavy-duty springs and metal-to-metal seals to enhance reliability for a fail-safe closure at pressures up to 10,000 psi (68 MPa). The Optimax ultra deep-set safety valve delivers V1-rated reliability to your operation. This valve can be set as deep as 12,000 ft (3,658 m) to provide fail-safe closure at pressures up to 10,000 psi (68 MPa).
Weatherford engineers every Optimax safety valve for durability and reliability. We combined the quality you expect with the functionality you need to shut in a well. Our Optimax portfolio of safety valves lead the industry in design simplicity and reliability.
The ultra deep-set safety valve overcomes the challenges of nitrogen-charged safety valves with a design that uses highly reliable, field-proven technology. With two rod pistons acting in opposite directions, the Optimax valve is tubing-pressure insensitive and does not rely on nitrogen-charged chambers, which can bleed off over time. Optimax valves require only low operating pressures, which reduce costs on subsea trees and umbilicals. Its simple design eliminates sleeves or plugs that can be inadvertently actuated.
Each valve is validated through a testing program that exceeds API 14A requirements. The result is high performance and reliability in deepwater applications in temperatures between 35°F and 350°F (2°C and 177°C).
The safety valve can be run with one or two control lines, for greater operational flexibility. The valve can be remotely exercised using pressure applied through the second control line to help shift the valve. For deep-set applications, the Optimax model WUDP-10 valve provides the option of using a wireline-retrievable insert safety valve that operates on the tubing-pressure insensitive system principle.
Baker Hughes has commercialized its Reconnect technology, the company announced at a news conference on 20 September at the SPE Annual Technical Conference and Exhibition in Florence, Italy. The system was developed by BJ Servicesas a technology to restore surface control to subsurface safety valves.
The system provides an alternative for re-establishing surface hydraulic control to surface-controlled subsurface safety valves (SCSSVs) that are inoperable due to compromised control lines or if the installation of a storm choke is undesirable, Mark Embrey, senior sales rep for Baker Hughes capillary services, explained at the news conference.
This technology is also a viable option for wells that were not completed with SCSSVs. It includes a wireline-retrievable safety valve, a through-tubing replacement control line that strings into the new valve assembly and a wellhead adapter. Installation requires a minimal crew and equipment suitable for almost any platform or wellsite, according to Baker Hughes.
SCSSVs are designed to stop flow in the event of a catastrophic failure. They are installed in the production tubing and are mandatory in most offshore wells and some land wells. Primary SCSSVs are held open by hydraulic pressure from a control line that runs through the annulus to the surface. If pressure in the control line is lost, such as during an emergency shutdown or if the line is cut, the valve will close and revert to its fail-safe closed position, stopping flow from the well.
Traditionally, a storm choke would be installed or a workover intervention would be performed to regain surface control. But the Reconnect system does not require a workover rig. Mr Embrey adds that the new system can be customized “to fit almost any wellhead and safety valve out there.”
In one GOM installation, a mature well developed a leak in the control line of its subsurface safety valve. Injecting sealants did not repair the leak. The operator considered installing a velocity valve, but the well was scheduled for a plug-and-abandonment operation for one zone and the perforation of a new zone. Adjusting and re-adjusting a velocity valve for the new zone was expected to be time-consuming and expensive because of the well’s remote location.
The operator installed the Reconnect system, which provided flexibility to vary the well’s production rate without the intervention required to pull the velocity valve and adjust the differential pressure settings. In addition, the operator could perform mandatory testing of the downhole safety valve without the added cost of a lift boat previously required due to the small platform’s limited crane capacity and deck space.



 8613371530291
8613371530291