
drill string safety valve manufacturer

TIW is the original designer and manufacturer of ball type Safety and Kelly valves. Our strict adherence to API specifications as well as our own quality requirements ensures TIW valves are the highest quality valves in the market.
TIW Class I & Class II Kelly Valves may be utilized as a Drill Stem Safety Valve or as an Upper or Lower Kelly Cock and is designed to hold pressure from both directions.
TIW Kelly Valve Design and Quality System are certified by API.TIW Safety and Kelly Valves are also offered for H2S service, meeting all NACE standards. Standard Pressure rating is 10,000 PSI Test with higher pressure ratings available.

Sub-drill exclusively represents Global Manufacturing Inc, an industry leading and world renowned US based manufacturer of Drill Stem Valves and Associated Products.
Global Manufacturingspecialise in the design and manufacture of a complete range of Drill Stem Valves, developed and engineered using FEA to be the highest quality and most reliable valve on the market.
Precision machined from the highest quality materials, Global Valves are competitively priced and reliable - designed to last the pace offshore in all types of well and operating conditions, including 20k designs for the next generation of drilling.
Sub-drill are the approved service facility for Global Manufacturing USA; we inspect, repair and test all types of Top Drive, IBOP’s, Full Open Safety, Kelly, Gray Type and Drop-In Check Valves to OEM standards. Sub-drill provides in-house inspection, repair, refurbishment and pressure testing facilities to the latest industry standards at its Aberdeen Westhill facility.
In addition to our in-house inspection, repair and test facilities, Sub-drill provide the means to test valves offshore using our compact portable Sub-drill DSV™.

Kelly valves are used as a safety valve in drilling rigs. The use of the kelly valve enables an interruption of the flow inside the drill string. Depending on the conditions, we supply our kelly valves with different overall lengths, external and internal diameters as well as thread types. Manufacturing is done according to API specifications 7-1 and in compliance with IS0 9001:2015. Certification (Type Approval) by ABS and DNV is possible.

The IBOP, also called Gray Valve or BVR, is a back pressure valve used in the drill string to prevent the well from flowing uncontrollably up the drill string. It is generally used in 2 ways:
Below the rig floor without a plug when connected in the drill-string. It can be left in the drill string as long as necessary to re-establish control of the well-pressure balance.
The RDCV, also called Dart Valve or a Back-Pressure Valve, controls backflow through the drill pipe during a kick or when tripping pipe into the hole against pressure. Check-valve compatibility should be checked with Kelly Cock free passage.
M&M’s Top Drive Safety Valve Bottom Load™ lower valves have an extended pin nose profile that matches the mating ID profile of M&M’s Top Drive Safety Valve Bottom Load™ upper valves. These valve systems have the all-important, rig downtime saving, Bottom Load™ feature. When the time comes for scheduled routine maintenance, the lower valve only needs to be removed to allow quick and easy access to the upper valve’s internal components.
Along with its innovative design features and our CANISTER GUARD® technology, the Top Drive Safety Valve Bottom Load™ system allows for the quickest possible inspection and/or redress procedure. Since its inception over 20 years ago, M&M’s Top Drive Safety Valve Bottom Load™ system has saved countless hours of rig downtime.

In 2006, Forum purchased the Baker SPD product line. Forum continues to manufacture the products formerly known as Baker SPD under the SPD name and offers a complete line of float valves, repair kits, and puller assemblies for a wide range of drilling situations and operating conditions. We are the premier provider of “Certified” drill pipe float valves that includes high- and low-pressure testing, serialization, and full material traceability, providing improved reliability and failure prevention.
High-performance drill pipe float valves are essential for consistent fluid control throughout drilling. Also known as non-return valves, this type of downhole safety valve prevents undesirable fluids from backing up into the drill string any time your crew is modifying connections.
Kelly Valve/Drill Pipe Safety Valve is a full opening valve that provides positive pressure control of the fluids in the drill string. These valves can be used as a drill pipe safety valve or upper kelly valve to control blowout pressures, or as a lower kelly valve to prevent loss of drilling fluid when the kelly is disconnected.
The valve seals in both directions with metal to metal seals. Available in 10,000 psi working pressure as standard, 15,000 psi working pressure is available in certain sizes upon request. The valve uses a hexagon socket on the operating stem and has positive stops in the open and closed positions.

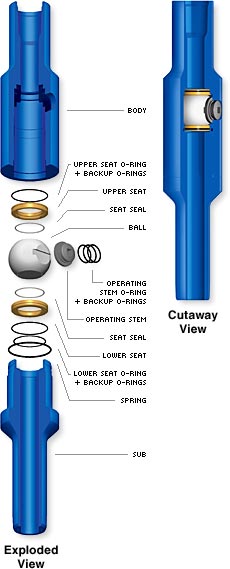
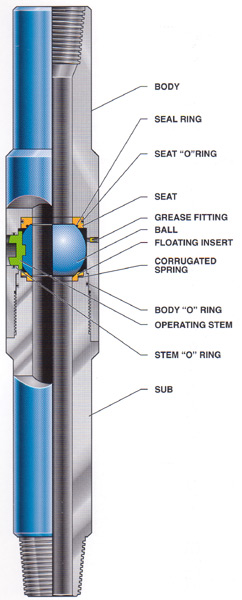
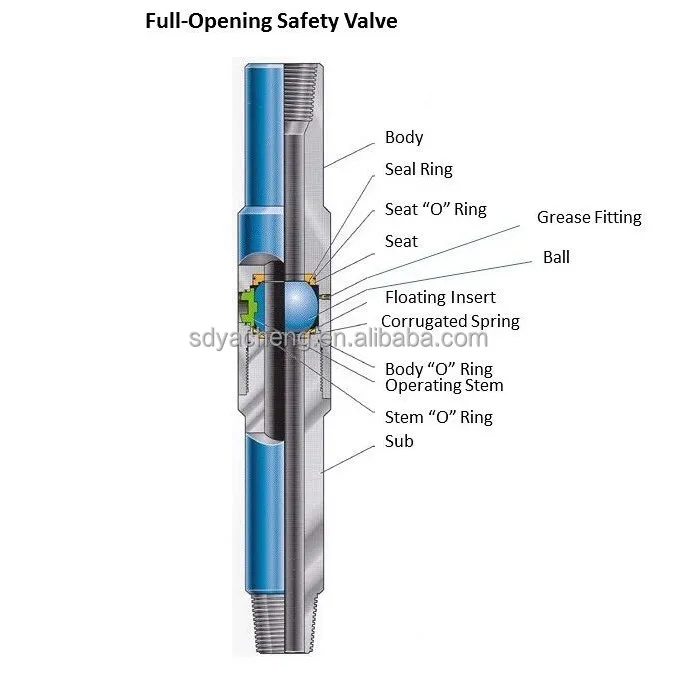
Full Opening Safety Valve (short for FOSV) is a ball type safety valve used to stop flow through the drill string when the drill string is being withdrawn from the well.
TIANHE FOSV is dual body full-opening safety valve, so it does not interfere with the running of tools such as core barrels or survey instruments. It is designed to be stabbed into the top joint of drill pipe or tubing string at the rig floor and closed quickly in case a well kicks.
The ball-type design permits the valve to be compact, easy to handle, and yet have great strength. Standard test pressure is 10,000PSI, but higher pressure ratings are available.

Searching for tools to control the flow of your piping system? Explore one of the largest featured collections of products and discover a range of wholesale drill pipe safety valve on Alibaba.com. When you search for drill pipe safety valve and related items, you will be able to find many types of drill pipe safety valve varying in size, shape, use, and quality, all at prices in which are highly reasonable!
There are many uses of valves - mainly controlling the flow of fluids and pressure. Some examples include regulating water for irrigation, industrial uses for controlling processes, and residential piping systems. Magnetic valves like those using the solenoid, are often used in a range of industrial processes. Whereas backflow preventers are often used in residential and commercial buildings to ensure the safety and hygiene of the water supplies. Whether you are designing a regulation system for irrigation or merely looking for a new replacement, you will be able to find whatever type of drill pipe safety valve that you need. Our products vary from check valves to pressure reducing valves, ball valves, butterfly valves, thermostatic mixing valves, and a lot more.

Producers Supply Company ensures that a dedicated employee will be able to answer the phone 24-hours a day, seven days a week. This is not only to provide a level of customer service that allows us to separate ourselves from other distributors but also to answer any question that you may have. Whether you are looking for valves, chemicals, or hoses, we are ready to be your on-call supplier. We are partnering with the best manufacturers like Keystone Energy Tools, to offer you the best products to ensure your employees’ safety and assist in making your next project go as smoothly as possible. Call or visit us today and see how quickly we will become your trusted partner and preferred supplier.

We encourage you to discuss your needs with our team. We can walk you through our extensive selection of float, gate and relief valves, in addition to the many other products we provide.
The Top Drive Valve Bottom Load™ lower valves have a mating OD profile that matches the ID profile of M&M’s Top Drive Valve Bottom Load™ upper valves. These valves have the all-important rig downtime saving Bottom Load™ feature and also include all of the other CANISTER GUARD® features such as LITE-TORC™,SURE-STOP™ and CHECK-SEAL™.
Since its inception, M&M’s Top Drive Valve Bottom Load™ system has saved countless hours of rig downtime. When the time comes for scheduled routine maintenance, the lower valve only needs to be removed to allow quick and easy access to the upper valves internal components. M&M’s modular Canister Guard® system allows for the quickest possible inspection or redress thanks to its innovative design features.

As a rental company we inspect, clean and test the valves every time they are returned to us from a rig. Before the next job, we need to make sure that the valve is in optimal condition. Just a few words about the valve before we start ...
The valve is placed in the top of drill string, right below the top drive. When abnormal situations occur and the pressure limit is exceeded, the driller can close the valve to stabilize the pressure and avert a potential kick.
The device is named after the kelly drive, which was turning the drill string. As a side note, the "Dictionary of Petroleum Exploration, Drilling and Production" states that the kelly was named after Michael J. Kelly, a Chicago baseball player from the 1880s. He was known for his base running and long slides.
They even made a song about the baseball player called "Slide Kelly, Slide!". As you probably know, "sliding" is what you do when you pass the kelly through the kelly bushing when you drill.
When we receive the valve in the yard we first high pressure clean it. Then we start disassembling it, while inspecting and cleaning each part by hand. We typically look for things like:
All the internal parts are visually inspected and measured. We also replace all seals with a complete new seal-kit before re-assembling. If, for instance, the valve is going to be used in a Sour Gas Well, we insert gaskets that are resistant to H2S (Hydrogen Sulphide).
After that, we perform functional test and leak tests (a kind of pressure test) according to its class. The class is specified in the data book that comes with the valve:
These valves are only tested upstream. That means you test it in the closed position from below (the pin-end) to verify that it holds pressure. The valve is tested at a low pressure (250 PSI) and at the maximum working pressure.
Class 2 valves are tested with the same procedures as class 1 valves, but both upstream and downstream. First by testing low pressure and working pressure upstream, and then testing downstream in the same manner.
*In some HPHT (High Pressure, High Temperature) wells valves are also placed in the part of the string that is down hole. The challenge here is that you can"t access the valve while down hole. This is usually solved by placing a valve in each stand, so the driller can operate the valve while tripping out.
After the leak test, the valve is dried with air and preserved (with light oil) to avoid corrosion while lying on stock in the yard or on the rig. That"s it! Now you know how a kelly-valve is maintained and serviced.



 8613371530291
8613371530291