
how safety valve works in stock
As soon as mankind was able to boil water to create steam, the necessity of the safety device became evident. As long as 2000 years ago, the Chinese were using cauldrons with hinged lids to allow (relatively) safer production of steam. At the beginning of the 14th century, chemists used conical plugs and later, compressed springs to act as safety devices on pressurised vessels.
Early in the 19th century, boiler explosions on ships and locomotives frequently resulted from faulty safety devices, which led to the development of the first safety relief valves.
In 1848, Charles Retchie invented the accumulation chamber, which increases the compression surface within the safety valve allowing it to open rapidly within a narrow overpressure margin.
Today, most steam users are compelled by local health and safety regulations to ensure that their plant and processes incorporate safety devices and precautions, which ensure that dangerous conditions are prevented.
The principle type of device used to prevent overpressure in plant is the safety or safety relief valve. The safety valve operates by releasing a volume of fluid from within the plant when a predetermined maximum pressure is reached, thereby reducing the excess pressure in a safe manner. As the safety valve may be the only remaining device to prevent catastrophic failure under overpressure conditions, it is important that any such device is capable of operating at all times and under all possible conditions.
Safety valves should be installed wherever the maximum allowable working pressure (MAWP) of a system or pressure-containing vessel is likely to be exceeded. In steam systems, safety valves are typically used for boiler overpressure protection and other applications such as downstream of pressure reducing controls. Although their primary role is for safety, safety valves are also used in process operations to prevent product damage due to excess pressure. Pressure excess can be generated in a number of different situations, including:
The terms ‘safety valve’ and ‘safety relief valve’ are generic terms to describe many varieties of pressure relief devices that are designed to prevent excessive internal fluid pressure build-up. A wide range of different valves is available for many different applications and performance criteria.
In most national standards, specific definitions are given for the terms associated with safety and safety relief valves. There are several notable differences between the terminology used in the USA and Europe. One of the most important differences is that a valve referred to as a ‘safety valve’ in Europe is referred to as a ‘safety relief valve’ or ‘pressure relief valve’ in the USA. In addition, the term ‘safety valve’ in the USA generally refers specifically to the full-lift type of safety valve used in Europe.
Pressure relief valve- A spring-loaded pressure relief valve which is designed to open to relieve excess pressure and to reclose and prevent the further flow of fluid after normal conditions have been restored. It is characterised by a rapid-opening ‘pop’ action or by opening in a manner generally proportional to the increase in pressure over the opening pressure. It may be used for either compressible or incompressible fluids, depending on design, adjustment, or application.
Safety valves are primarily used with compressible gases and in particular for steam and air services. However, they can also be used for process type applications where they may be needed to protect the plant or to prevent spoilage of the product being processed.
Relief valve - A pressure relief device actuated by inlet static pressure having a gradual lift generally proportional to the increase in pressure over opening pressure.
Relief valves are commonly used in liquid systems, especially for lower capacities and thermal expansion duty. They can also be used on pumped systems as pressure overspill devices.
Safety relief valve - A pressure relief valve characterised by rapid opening or pop action, or by opening in proportion to the increase in pressure over the opening pressure, depending on the application, and which may be used either for liquid or compressible fluid.
In general, the safety relief valve will perform as a safety valve when used in a compressible gas system, but it will open in proportion to the overpressure when used in liquid systems, as would a relief valve.
Safety valve- A valve which automatically, without the assistance of any energy other than that of the fluid concerned, discharges a quantity of the fluid so as to prevent a predetermined safe pressure being exceeded, and which is designed to re-close and prevent further flow of fluid after normal pressure conditions of service have been restored.
Years ago, it was not uncommon to read news about tragic boiler explosions, sometimes resulting in mass destruction. Today, boilers are equipped with important safety devises to help protect against these types of catastrophes. Let’s take a look at the most critical of these devices: the safety valve.
The safety valve is one of the most important safety devices in a steam system. Safety valves provide a measure of security for plant operators and equipment from over pressure conditions. The main function of a safety valve is to relieve pressure. It is located on the boiler steam drum, and will automatically open when the pressure of the inlet side of the valve increases past the preset pressure. All boilers are required by ASME code to have at least one safety valve, dependent upon the maximum flow capacity (MFC) of the boiler. The total capacity of the safety valve at the set point must exceed the steam control valve’s MFC if the steam valve were to fail to open. In most cases, two safety valves per boiler are required, and a third may be needed if they do not exceed the MFC.
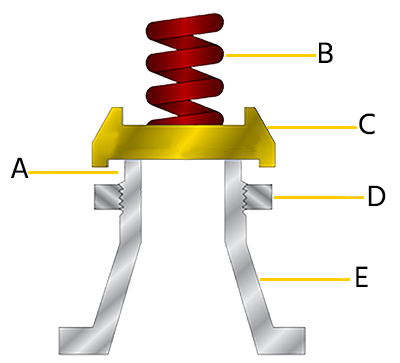
There are three main parts to the safety valve: nozzle, disc, and spring. Pressurized steam enters the valve through the nozzle and is then threaded to the boiler. The disc is the lid to the nozzle, which opens or closes depending on the pressure coming from the boiler. The spring is the pressure controller.
As a boiler starts to over pressure, the nozzle will start to receive a higher pressure coming from the inlet side of the valve, and will start to sound like it is simmering. When the pressure becomes higher than the predetermined pressure of the spring, the disc will start to lift and release the steam, creating a “pop” sound. After it has released and the steam and pressure drops below the set pressure of the valve, the spring will close the disc. Once the safety valve has popped, it is important to check the valve to make sure it is not damaged and is working properly.
A safety valve is usually referred to as the last line of safety defense. Without safety valves, the boiler can exceed it’s maximum allowable working pressure (MAWP) and not only damage equipment, but also injure or kill plant operators that are close by. Many variables can cause a safety valve on a boiler to lift, such as a compressed air or electrical power failure to control instrumentation, or an imbalance of feedwater rate caused by an inadvertently shut or open isolation valve.
Once a safety valve has lifted, it is important to do a complete boiler inspection and confirm that there are no other boiler servicing issues. A safety valve should only do its job once; safety valves should not lift continuously. Lastly, it is important to have the safety valves fully repaired, cleaned and recertified with a National Board valve repair (VR) stamp as required by local code or jurisdiction. Safety valves are a critical component in a steam system, and must be maintained.
All of Nationwide Boiler’s rental boilers include on to two safety valves depending on the size; one set at design pressure and the other set slightly higher than design. By request, we can reset the safeties to a lower pressure if the application requires it. In addition, the valves are thoroughly checked after every rental and before going out to a new customer, and they are replaced and re-certified as needed.
One of the most critical automatic safety devices in a pressure system is the pressure safety valve. The primary purpose of a pressure safety valve is the protection of life, property and environment during an over-pressure event in a pressurized vessel or equipment. An over-pressure event refers to any condition which would cause pressure in a vessel or system to increase beyond the specified design pressure or maximum allowable working pressure. A pressure safety valve is designed to open and relieve excess pressure from vessels or equipment and to re-close and prevent the further release of fluid after normal conditions have been restored.
It is important to ensure that the pressure safety valve is capable to operate at all times and under all circumstances. A safety valve is not a process valve or pressure regulator and should not be misused as such.
Each of the above listed events may occur individually or simultaneously. Every cause of over-pressure will create a different mass or volume flow to be discharged. For e.g. small mass flow for thermal expansion and large mass flow in case of a chemical reaction. It is the process engineers responsibility to determine the most worst case scenario for the sizing and selection of a suitable pressure safety device.
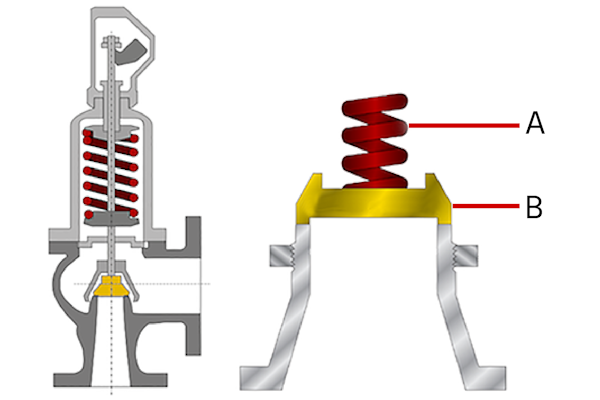
In a Spring loaded Pressure Safety Valve the closing force or spring force is applied by a helical spring which is compressed by an adjusting screw. The spring force is transferred via the spindle onto the disc. The disc seals against the nozzle as long as the spring force is larger than the force created by the pressure at the inlet of the valve. Figure 2 shows all the steps in working of Spring Loaded Pressure Safety Valves.
In an upset situation a safety valve will open at a predetermined set pressure. The spring force Fs is acting in closing direction and Fp, the force created by the pressure at the inlet of the safety valve, is acting in opening direction. At set pressure the forces Fs and Fp are balanced. There is no resulting force to keep the disc down on the seat. The safety valve will visibly or audibly start to leak (initial audible discharge).
As the pressure inside the system increases, the force Fp increase above the set pressure and the additional spring force required to further compress the spring is overcome. The valve will open rapidly with a “pop”, in most cases to its full lift.
In most applications a properly sized safety valve will decrease the pressure in the vessel when discharging. The pressure in the vessel will decrease at any subsequent point, but not later than the end of the upset situation. A decreasing pressure in the vessel will lower the force Fp. At set pressure however the flow is still acting on the enlarged disc area, which will keep the valve open. A further reduction in pressure is required until the spring force Fs is again greater than Fp and the safety valve begins to close. At the so called reseating pressure the disc will touch the nozzle again and the safety valve closes.
Pilot Operated Safety Valve is controlled by process medium. To achieve this, the system pressure is applied to the pilot valve (= control component for the main valve) via the pressure pickup. The pilot valve then uses the dome above the main valve piston to control the opening and closing of the main valve. Figure 4 shows all the steps in working of Pilot Operated Pressure Safety Valves.
During normal operation, the system pressure is picked up at the main valve inlet and routed to the dome. Since the dome area is larger than the area of the main valve seat, the closing force is greater than the opening force. This keeps the main valve tightly closed.
At set pressure, the pilot valve actuates. The medium is no longer routed to the dome. This prevents a further rise in dome pressure. Also, the dome is vented. As a result, the closing force ceases as a precondition for the system over-pressure to push the main valve open. Depending on the design of the pilot valve, this opening is either rapid and complete (Pop Action) or gradual and partial following system pressure (Modulate Action).
If system pressure drops to closing pressure, the pilot valve actuates and again routes the medium to the dome. The pressure in the dome builds up and the main valve closes either rapid and complete (Pop Action) or gradual and partial following system pressure (Modulate Action).
“Pressure Safety Valve” and “Pressure Relief Valve” are commonly used terms to identify pressure relief devices on a vessel or equipment. Although freely used interchangeably, these terms differ in the following aspect:
Pressure safety valve is the term used to describe relief device on a compressible fluid or gas filled vessel. For such a valve the opening is sudden. When the set pressure of the valve is reached, the valve opens almost fully.
Pressure relief valve is the term used to describe relief device on a liquid filled vessel. For such a valve the opening is proportional to increase in the vessel pressure. Hence the opening of valve is not sudden, but gradual if the pressure is increased gradually.

As per API RP 520- These devices are actuated by inlet static pressure and designed to open during emergency or abnormal conditions to prevent a rise of internal fluid pressure in excess of a specified design value. The device also may be designed to prevent excessive internal vacuum. The device may be a pressure relief valve, a non-reclosing pressure relief device, or a vacuum relief valve. These can be classified into below categories.
Relief valves are basically a type of spring-loaded pressure relief valve actuated by static pressure upstream of valve and characterized by gradual opening or closing, generally proportional to the increase and decrease in pressure. It is normally used for incompressible fluid (liquids).
In relief valves the springs were set to a certain pressure as per design requirement, it is called the set pressure. The springs hold down the disc at that pressure. The pressure of the line will always be acting on the disk. Whenever the pressure of line increases beyond set pressure the disc overcomes the spring force and begins to lift.
However, this will compress the spring and the spring force will increase; this means the line pressure would have to rise more for any further disc lift. For this reason, some over pressure allowance usually 10% is provided.
“Safety valve over pressure is the increase of pressure over its set pressure, expressed as a percentage of the set pressure. Pop-acting relief valves do not immediately open completely to100% lift and usually sufficient overpressure is needed for full lift.”
Safety valves are basically a type of spring-loaded pressure relief valve actuated by static pressure upstream of valve and characterized by rapid opening or closing. It is normally used for compressible fluid (gases).
The working of a safety valve is same as the relief valve as described above. See Fig-4a,which shows the disc held in closed position by the spring. When line pressure increases beyond set pressure the disc overcomes the spring load and begins to lift allowing fluid to flow out. As the spring moves upward and compress there will be a increase in spring force. In order to achieve further lift the disc will need some assistance. This is provided by the design of the secondary chamber which is called huddling chamber.
Now, as the disc begin to lift fluid enters the huddling chamber exposing a larger area to the gas or vapor pressure. This causes an incremental change in force, sometimes called the expansive force, which over compensates for the increase in downward spring force and allows the valve to open at a rapid rate. This effect allows the valve to achieve maximum lift.
Because of the larger disk area A2 exposed to the system pressure after the valve achieves lift, the valve will not close until system pressure has been reduced to some level below the set pressure.
This is a type of spring-loaded pressure relief valve that may be used either as a safety valve or a relief valve depending upon application. As the name suggests it is characterized by both rapid opening or gradual opening. Safety relief valve can be classified into below categories.
A conventional pressure relief valve is a spring-loaded pressure relief valve whose operational characteristics are directly affected by changes in the back pressure.
In these the spring housing can be vented either to the discharge side of valve or atmosphere. As you can see in the Fig-5A, when the spring housing is vented to the discharge side of the valve the required force to open disk is
Thus, the superimposed backpressure acts with the vessel pressure to overcome the spring force, and the opening pressure will be less than expected. In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see FIG-5A, the effect of built-up backpressure can be determined by considering Equation 9.2.1and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
Therefore, if the backpressure is greater than the overpressure, the valve will tend to close, reducing the flow. This can lead to instability within the system and can result in flutter or chatter of the valve.
In general, if conventional safety valves are used in applications, where there is an excessive built-up backpressure, they will not perform as expected. According to the API 520 Recommended Practice Guidelines:
A conventional pressure relief valve should typically not be used when the built-up backpressure is greater than 10% of the set pressure at 10% overpressure. A higher maximum allowable built-up backpressure may be used for overpressure greater than 10%.
A balanced pressure relief valve is a spring-loaded pressure relief valve that incorporates a bellows or other means for minimizing the effect of back pressure on the operational characteristics of the valve.
Balance pressure relief valve uses a bellow to neutralize the effect of back pressure. Here the top of the disc holder area that is exposed to the back pressure is made equal to the bottom area that is exposed to the back pressure by adding a bellow. The surface area covered by the bellow at top is equal to the surface area covered by the nozzle inside diameter from bottom. This effectively make the super imposed back pressure exposed to the same area at top and bottom of the disc holder, cancelling each other.
The bellows vent allows air to flow freely in and out of bellows when it expands and contracts. All balanced valves will have a vented bonnet to provide a release port in case any down stream media that might leak past the bellows.
In addition to reducing the effects of backpressure, the bellows also serve to isolate the spindle guide and the spring from the process fluid, this is important when the fluid is corrosive. Since balanced pressure relief valves are typically more expensive than their unbalanced counterparts, they are commonly only used where high-pressure manifolds are unavoidable, or in critical applications where a very precise set pressure or blowdown is required.
A pilot operated pressure relief valve is a pressure relief valve in which the major relieving device or main valve is combined with and controlled by a self-actuated auxiliary pressure relief valve (pilot).
This type of safety valve uses the flowing medium itself, through a pilot valve, to apply the closing force on the safety valve disc. The pilot valve is itself a small safety valve.
Piston type valve consists of a main valve, a piston type disc, an external pilot valve. Here the inlet pressure is directed through a tube to a small safety valve and then the same pressure acts upon the top area of piston. As you can see in fig the area at top of the piston is greater than the area at bottom of the piston. So for the same inlet pressure the net resultant pressure from above will be higher and this will hold the piston firmly on seat.
When the inlet pressure rises the net resultant pressure from above also rises and the tight shutoff is continually maintained. But When the pressure rises above the set pressure the pilot valve pops open releasing the fluid pressure above the piston. With much less fluid pressure acting on the upper surface of the piston, the inlet pressure generates a net upwards force and the piston will leave its seat. This causes the main valve to pop open, allowing the process fluid to be discharged.
When the inlet pressure reduces below set pressure, the pilot valve recloses and the pressure above piston rises gradually until the net resultant force from above increases and the piston reseats.
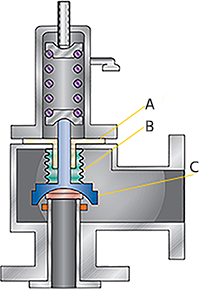
These types are used in low pressure applications or vacuum pressure application. The working is same as piston type but instead of piston a diaphragm is used. The volume above the diaphragm is called dome. As can be seen in fig the pressure above the diaphragm is more than the pressure from below due to larger exposed area at top. And this makes the diaphragm seal the inlet properly. When the inlet pressure rises above the set pressure, the pilot valve opens and this eventually reduces the pressure in the dome. This makes the inlet pressure from bottom of diaphragm higher than above and the diaphragm moves up releasing fluid and relieving pressure.
A power actuated pressure relief valve is a pressure relief valve in which the major relieving device is combined with and controlled by a device requiring an external source of energy.
These valves are generally controlled by electrical signal resulting from high system pressure or manually from control room. The electrical signal initiates the relief action by activating the valve actuator, either electrically (electronically relief valve) or pneumatically.
Temperature and pressure relief valves are designed to prevent the temperature/pressure inside the vessel from rising beyond a specified limit. The valve incorporates two primary controlling elements, a spring and a thermal probe. These are generally used in vessel or tanks containing hot fluid.

A downhole safety valve refers to a component on an oil and gas well, which acts as a failsafe to prevent the uncontrolled release of reservoir fluids in the event of a worst-case-scenario surface disaster. It is almost always installed as a vital component on the completion.
These valves are commonly uni-directional flapper valves which open downwards such that the flow of wellbore fluids tries to push it shut, while pressure from the surface pushes it open. This means that when closed, it will isolate the reservoir fluids from the surface.
Most downhole safety valves are controlled hydraulically from the surface, meaning they are opened using a hydraulic connection linked directly to a well control panel. When hydraulic pressure is applied down a control line, the hydraulic pressure forces a sleeve within the valve to slide downwards. This movement compresses a large spring and pushes the flapper downwards to open the valve. When hydraulic pressure is removed, the spring pushes the sleeve back up and causes the flapper to shut. In this way, it is failsafe and will isolate the wellbore in the event of a loss of the wellhead. The full designation for a typical valve is "tubing retrievable, surface controlled, subsurface safety valve", abbreviated to TR-SCSSV.
The location of the downhole safety valve within the completion is a precisely determined parameter intended to optimise safety. There are arguments against it either being too high or too low in the well and so the final depth is a compromise of all factors. MMS regulations state that the valve must be placed no less than 30 m (100 ft) below the mudline.
The further down the well the DHSV is located, the greater the potential inventory of hydrocarbons above it when closed. This means that in the event of loss of containment at surface, there is more fluid to be spilled causing environmental damage, or in the worst case, more fuel for a fire. Therefore, placing the valve higher limits this hazard.
Another reason relates to the hydraulic control line. Hydraulic pressure is required to keep the valve open as part of the failsafe design. However, if the valve is too far down the well, then the weight of the hydraulic fluid alone may apply sufficient pressure to keep the valve open, even with the loss of surface pressurisation.
As part of the role of the DHSV to isolate the surface from wellbore fluids, it is necessary for the valve to be positioned away from the well where it could potentially come to harm. This implies that it must be placed subsurface in all circumstances, i.e. in offshore wells, not above the seabed. There is also the risk of cratering in the event of a catastrophic loss of the topside facility. The valve is specifically placed below the maximum depth where cratering is expected to be a risk.
If there is a risk of methane hydrate (clathrate) plugs forming as the pressure changes through the valve due to Joule–Thomson cooling, then this is a reason to keep it low, where the rock is warmer than an appropriately-calculated temperature.
Most downhole safety valves installed as part of the completion design are classed as "tubing retrievable". This means that they are installed as a component of the completion string and run in during completion. Retrieving the valve, should it malfunction, requires a workover. The full name for this most common type of downhole safety valve is a Tubing Retrievable Surface Controlled Sub-Surface Valve, shortened in completion diagrams to TRSCSSV.
If a tubing retrievable valve fails, rather than go to the expense of a workover, a "wireline retrievable" valve may be used instead. This type of valve can fit inside the production tubing and is deployed on wireline after the old valve has been straddled open.
The importance of DHSVs is undisputed. Graphic images of oil wells in Kuwait on fire after the First Gulf War after their wellheads were removed, demonstrate the perils of not using the components (at the time, they were deemed unnecessary because they were onshore wells). It is, however, not a direct legal requirement in many places. In the United Kingdom, no law mandates the use of DHSVs. However, the 1974 Health & Safety at Work Act requires that measures are taken to ensure that the uncontrolled release of wellbore fluids is prevented even in the worst case. The brilliance of the act is that it does not issue prescriptive guideline for how to achieve the goal of health and safety, but merely sets out the requirement that the goal be achieved. It is up to the oil companies to decide how to achieve it and DHSVs are an important component of that decision. As such, although not a legal requirement, it is company policy for many operators in the UKCS.
While the DHSV isolates the production tubing, a loss of integrity could allow wellbore fluid to bypass the valve and escape to surface through the annulus. For wells using gas lift, it may be a requirement to install a safety valve in the "A" annulus of the well to ensure that the surface is protected from a loss of annulus containment. However, these valves are not as common and they are not necessarily installed at the same position in the well, meaning it is possible that fluids could snake their way around the valves to surface.



 8613371530291
8613371530291