
online safety valve testing supplier
Different to a safety valve test bench test an online safety valve test (or ISVT – In Situ Valve Test) is carried out on site with the safety valve remaining in its operational position and the plant remaining in operation. Whenever a safety valve “only” requires testing and no further maintenance or overhaul, a TESON online safety valve test is the most economic approach. Those who are new to the subject kindly refer to our Online Safety valve testing white paper.
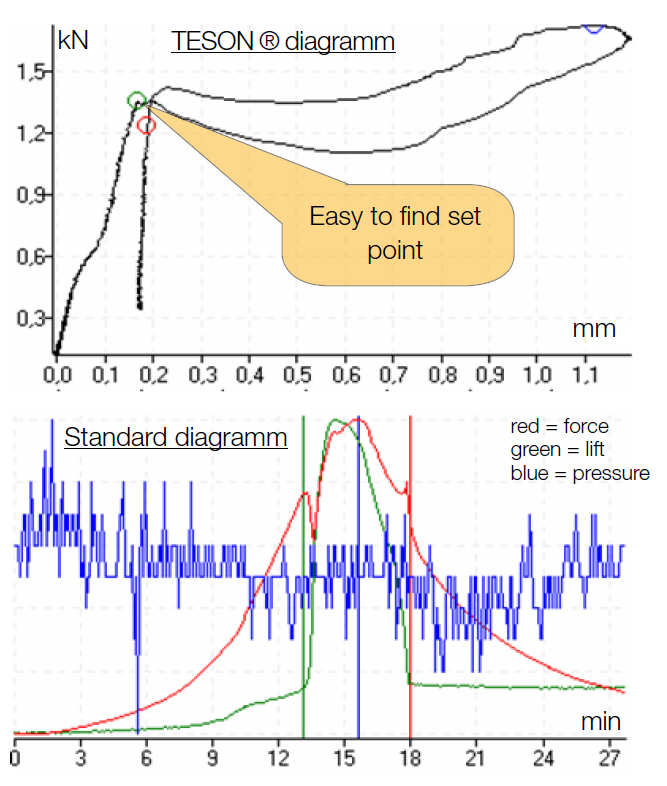
For many years, ultrasound has been utilised by various vendors as an additional method to find the set point in cases the standard diagrams are hard to analyse. This can be the case when testing safety valves on liquid services.
Within an extensive benchmark test, METRUS in co operation with Sweden‘s biggest nuclear power station Ringhals AB investigated the approach to use ultrasound as an additional indication for the set point on liquid service safety valves. The result of 55 tests on different valves is that the „Ultrasound point“ is completely depending on the seat condition. This result perfectly first the fact that ultrasound will detect the start to leak point and not the set point (start to lift point).
Only on a new or freshly serviced valve, the set point will be close to the ultrasound point. Even tiniest soiling or improper maintenance will cause the ultrasound to severely „drift away“ from the true set point. Within a typical online safety valve testing scenario where a valve has not bee serviced for a year or more, it is not at all recommended to use ultrasound to identify the set point.
There are still two useful applications for ultrasound within online safety valve testing. A very simple but effective use is to compare the sound level of the valve before and after the test. Comparing those sound levels will indicate if after the test (disk lift) the valve is left in a similar condition to its previous untested state. This could be first information if the valve did properly reseat and seal after it has been lifted. White Paper – Online safety valve testing METRUS Valve Test Bench Exellence
Knowing why safety valves should be tested online and how this is done in theory, it is most helpful to get an idea of the every day questions you will have to deal with. It will enable you to imagine how online safety valve testing appears in real life.
Plant operators are often surprised when being asked by online testing engineers whether it is a problem to open a valve. Considering the definition of the set point to be the initial moment when the disk starts to lift the safety valve disk must lift to find that point in a test diagram. It very much depends on the test equipment how long and high the valve will open, but it definitely has to open. geöffnet wird.
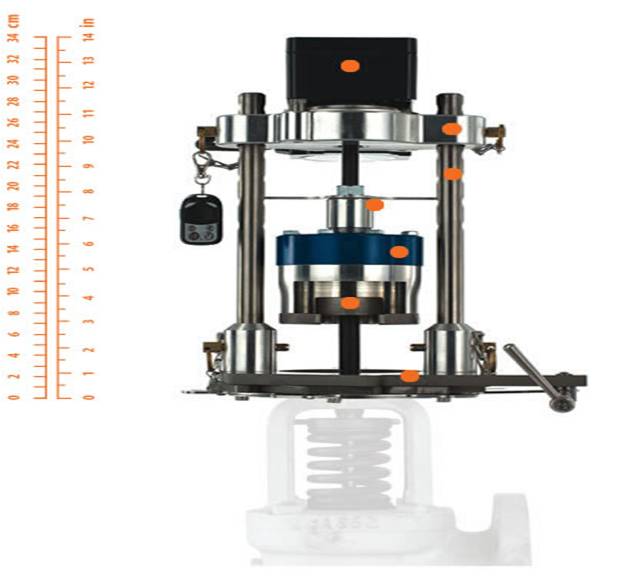
To test a safety valve, it must be possible to lift the disk and measure the force when doing so. If a safety valve has a spindle, it is possible in 95% of all cases to test it online. Some valves might require a simple spindle modification. This depends on the valve and the adapter solution how to „connect“ the test rig. Valves that do not have a spindle at all can not be tested.
Valves installed on extremely dirty fluids like bituminous crude oil should not be tested unless they are equipped with a rupture disk to keep the seat clean. Dirt could prevent the disk from sealing properly and the valve will remain leaking after the test. It the maintenance departments decision whether to agree with slightly lifting a valve or not.
Safety valves installed in EEx areas require special equipment to operate the test rig. If such equipment is available, it is important to check the specific EEx certificate for the approved EEx class and EEx area. As of now and to our best knowledge, there is no online safety valve testing system available that has an EEx approval for the whole machine. The test rigs are approved but the power unit usually has to stay outside the EEx area or have to be protected with special temporary solutions.
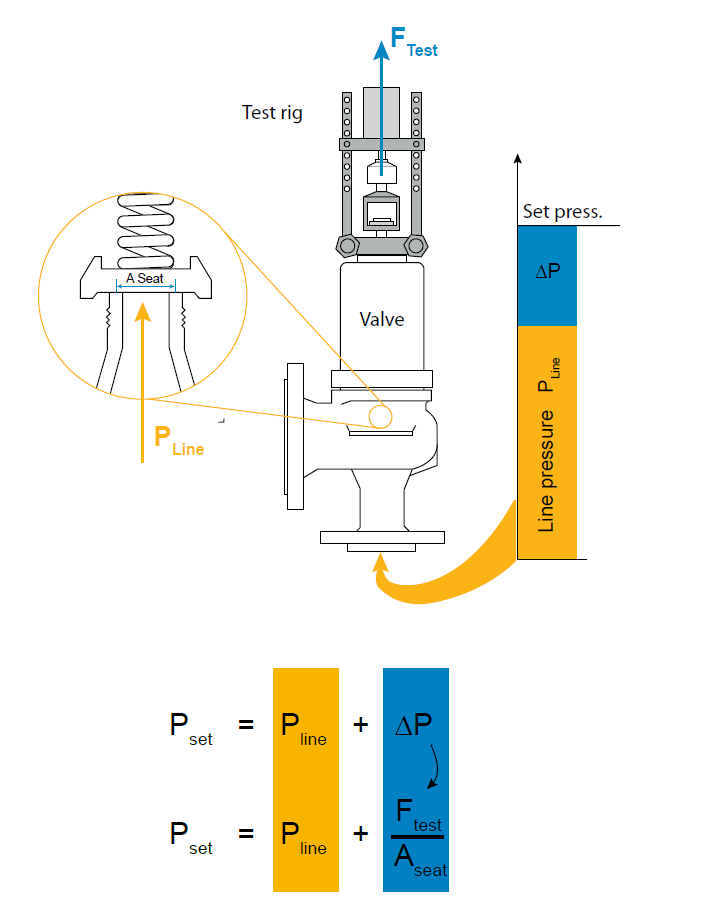
A frequent question to be found in industry is „what is the highest set point and the largest nominal diameter you can test?“. According to the online testing formula of fig. 1 the set pressure is calculated from line pressure, seat area and test force. Those parameters interact. The more line pressure is to be found under the safety vales disk the less force is required to lift (test) it. A final statement can never be made as it depends on seat area, set point and line pressure, whether or not the force capacity of specific equipment will be strong enough to test a valve.
Some suppliers claim that their equipment can test „any“ safety valve. Technically speaking it means raising the line pressure will lead to a remaining test force small enough to be covered by the test equipments force capacity. As online safety valve testing should not affect the plant operation this statement is not very respectable. Usually the line pressure can not be changed significantly just to test a valve.
Thinking about the largest valves, small and medium valves are often forgotten. But those ½“ and 1“ valves built the majority of valves to be found in industry. It is a technical fact, that each measurement task requires suitable sensor ranges. Large valves require large forces and small valves usually small forces. The operational range of online safety valve test equipment is therefore not only defined by its strongest force capacity. It is a question how accurate it can deal with a variety of forces and pressures – small and large.
Online safety valve testing offers major cost saving potential. In most cases it is cheaper than workshop testing after comparing direct testing costs. This of course requires the test equipment to be efficient in handling and operation.
Safety valves need to be tested at various locations within a plant. It is common to move the test equipment a few times during a test day. Different valve types to be tested require retooling of the test rig. In every day life the equipment will be packed and unpacked several times and it will require adaptation to fit the test rig on the safety valve. Valves will be located on top of tall reactors and on difficult to reach places under or behind pipelines.
The test equipments performance is significantly defined by its mechanical performance – weight and flexibility. The time for unpacking and rigging up as well as for wiring all sensors etc. determines, how fast the individual valve test will be. And in many cases the safety valve requires adjustment. Depending on how long it takes to take the rig off the safety valve, testing and re-testing will be fast and efficient or time consuming.
Within a typical online safety valve test scenario, a valve might need to be adjusted. To adjust a valve, it requires to remove the rig (RR) adjust the valve (VA) and reinstall (RI) the rig before you can carry out the next test to see, if the adjustment was successful. This is done usually two times until a satisfying set pressure is adjusted.
The relation between handling and testing time in average test equipment is about 1/5. It becomes obvious that total test time and efficiency are significantly depending on the test rig performance – weight, portability and speed of set up / dismantling.
It may happen that safety valves stay open after the test. To make sure that such event does not affect the plant operation, a concept to remotely close the safety valve, using the test rig is absolutely necessary for safe online safety valve testing.
Testing safety valves online is not at all dangerous as long as the procedure is done properly and the system performs as it should. But there are rare scenarios in which a plant disturbance could appear, especially if a safety valve stays open or gets damaged.
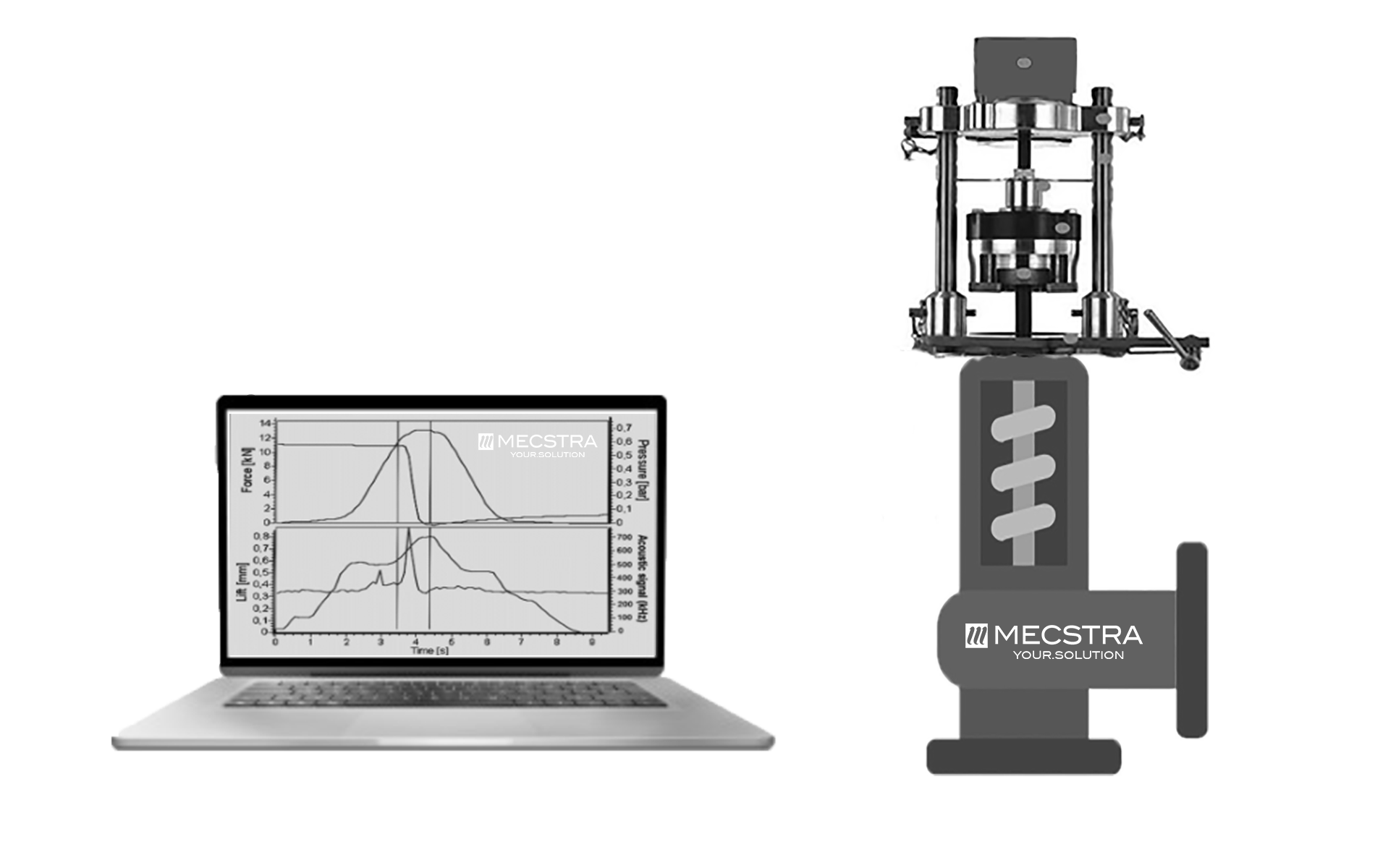
Online safety valve test equipment today is either manually or electronically controlled. Electronic systems support the test process and monitor test limits, taking a lot of responsibility from the technician. TESON® e.g. automatically drives the complete lifting process, monitoring all sensor signals for pre calculated test limits. But electronic systems are sensitive to power black outs as well as to software malfunctions. To deal professionally with those, the online safety valve testing system must have an extensive safety system to guarantee the safety valve will never be blocked open or damaged – whatever might happen.
Manually controlled system are not sensitive to power black outs or system failures. They leave the full control over the test process to the technician. It is up to the technician to control the lifting force and whether or not to overload a valve. Especially with manually controlled system experience plays an important role as the safety issue is basically the human factor. Despite that even manually driven system must have some safety features to respond to hardware or hydraulic malfunction.
Considering the number of parameters to be considered and monitored during an online safety valve test, digital systems are definitely superior as the chance of malfunction and power black outs is considerably small if the systems are well designed and extensively tested. Even after intensive training and years experience it is barely possible for a technician to compete with the reliability and response time of a digital system. Considering the background of online safety valve testing it is a derived requirement of the system to be safely and correctly operated with minimum skill and experience.
When thinking of a first time investment, it is very often the purchase price that plays an important role. But if you consider the cost saving potential of online safety valve testing or the profit you could make with a service, it becomes obvious that there is more to be considered to get a real view on the cost of ownership.
Support from your supplier will be crucial for your business. If you are facing time sensitive testing sessions and your equipment gets damaged or you come across complex questions, delays of operations or loosing your customer to the competition can cause severe loss of profit. The system vendor should be able to minimize downtimes with an intelligent support strategy. This includes 24 h availability of technical support, access to most spare parts in local markets and availability of rental equipment to substitute yours during service and repair. The more a supplier is focused on the online safety valve testing business, the better resources he will offer to support your every day work.
Like all measuring equipment, online safety valve testing systems require calibration. Sensors and measuring electronic need calibration (typically every 2-3 years) to harmonize with ISO quality standards. Suppliers must be able to either offer you a calibration service or advice you where to get such service. To minimize transportation costs, the parts and modules that need calibration should be easy to isolate for shipping.
The variety of valves to be found in industry is huge. It is not at all practical to own every type of special equipment that might be required one day to test special applications. Your investment will be significantly lower if you can own core components that cover the majority of your every day online testing needs. Your supplier should offer you special extension for rent to cover the remaining applications once they are required.
We hope this white paper could draw a picture what online safety valve testing is about. If you have any further related question, please feel free to contact METRUS at any time. It will be our pleasure to support and consult you..

In today’s world, with the automation technology available, human error can be significantly reduced. Valve service and repair within the valve industry is no exception.
Designed with the valve technician in mind, The AccuTEST offers many competitive advantages including: ease of use, modern software, portability of equipment, and repeatability of results regardless of which technician conducts the test.
In today’s world, with the automation technology available, human error can be significantly reduced. Valve service and repair within the valve industry is no exception.
Designed with the valve technician in mind, The AccuTEST offers many competitive advantages including: ease of use, modern software, portability of equipment, and repeatability of results regardless of which technician conducts the test.
The old way of pressure relief valve testing could be summarized in one word: downtime. First, the plant went down, then valves were disassembled, and finally, the valves were transported offsite for testing. Time-consuming. Costly. High risk. But using the AccuTEST System, pressure relief valve testing comes to you, right where the valves actually operate. Time saver. Cheaper. Lower risk.
The AccuTEST System is a recognized leader in the valve service and repair industry. Why? Think fully automated one-touch testing for ease of use and repeatable results. It’s compact and portable to reduce the load of pressure relief valve technicians. Ongoing product enhancement based on technicians’ input. And we offer responsive technical support, anytime, directly from our engineers – not from a third-party representative.
The AccuTEST System is an recognized leader in the valve service and repair industry. Why? Think fully automated one-touch testing for ease of use and repeatable results. It’s compact and portable to reduce the load of safety valve technicians. Ongoing product enhancement based on technicians’ input. And we offer responsive technical support, anytime, directly from our engineers – not from a third-party representative.
Unsurpassed for accuracy, reliability and safety, the advanced technology of AccuTEST was developed to test safety valves while in position, under a full load, for consistently superior, reproducible results.
Unsurpassed for accuracy, reliability and safety, the advanced technology of AccuTEST was developed to test safety valves while in position, under a full load, for consistently superior, reproducible results.

We use AccuTEST Systems, which is designed to test safety relief/safety valves in-place and under full load. A universal mounting assembly can be used for all types of valves. Completely computerized operation delivers superior Performance with regard to set-up, ease of operation, accuracy and follow-through.
Safety valves are essential to the protection of lives and property, so regular testing is crucial to ensure that valves are functioning properly. But can you really be sure of the results if the test is not conducted under the stress of everyday conditions? Unsurpassed for accuracy, reliability and safety, the advanced technology of AccuTEST was developed to test safety valves while in position, under a full load, for consistently superior, reproducible results.

Pressure safety valves are designed to protect process piping and equipment in case of an overpressure event. TEAM Valve Solutions inspects, tests, repairs and re-certifies safety valves at 17 service centers across three continents, and in our fleet of mobile facilities, all of which are audited under the jurisdiction of relevant governing bodies.
Our solutions cover all major safety valve brands and support our customers through an inventory of spare parts and loose-assembled valves. In addition, our facilities are audited and governed by the National Board of Boiler and Pressure Vessel Inspectors. Testing, repair, and assembly are performed under license and guidelines of NBIC, and ASME Section I and VIII.
To ensure accurate in-line setpoint verification, TEAM Valve Solutions utilizes Trevitest, the pioneering system for validating safety valve performance in Conventional and Nuclear Power plants, as well as in other industrial process facilities.
With our FieldLab PSV/PRV Testing software and hardware, it is possible to conduct the test and record most of the information on testing a Pressure Safety Valve (PSV) or Proportional Relief Valve (PRV) directly on the calibrator. After the test is completed the data is then transferred electronically to a PC where a test report with graphs, customer data, tag data and other required information can be output and shared.
The unique PSV/PRV test mode captures the PSV crack and reseats pressure by logging pressure at 200 times per second. Most competitors" devices do not reliably capture the crack and reseat because the logging rate is too slow. The PSV/PRV mode also allows the user to select from standards such as ASME Boiler Code Section 8, simple crack tests or conditional crack tests where the allowable error may depend on the pressure of the PSV. The user can enter the pressure of the valve at the time of test and type in any other important information right on the FieldLab. Thus when the user returns to the office they can download all important information and create the certificates without a lot of extra effort.

For years, Midwest Valve Services has successfully collaborated with our industrial customers during their Shutdowns, Turnarounds, Outages (STO). Our process includes:

Safety valves are essential to the protection of lives and property. they are Installed on process equipment to release excess pressure, due to upset process operations, external fires and other hazards. failure of pressure safety valves to function properly when needed, could result in the over-pressure of vessels, exchangers, boilers or other equipment they were installed to protect, so periodic testing is crucial to ensure that valves are in a good condition, functioning properly and will provide the so important protection. But can you really be sure of the results if the test is not conducted under the stress of everyday conditions? Unsurpassed for accuracy, reliability and safety, the advanced technology of AccuTEST was developed to test the function, set pressure and general performance of your spring operated safety valves under a full load, for consistently superior, reproducible results. while in position without interrupting the process operation, The valve stays online; This means the valve is accurately tested in its process conditions.
Safety valves are installed on process pressure equipment to release excess pressure due to faulty process operations, external fires and other hazards.
When all other safety and control devices collapse, the safety valve is last to release excess pressure and protect the scope of pressure equipment from explosion. So, safety valve serves to protect life and property.
Failure of pressure safety valves to function properly could result in the serious damage of vessels, exchangers, boilers, or other equipment. It is essential to maintain pressure safety valves and relief valves in good condition.
On-line (on-site, in-situ, under operation pressure safety valves (safety relief valves) is performed in real process pressure equipment operating conditions which are safety valves exposed:
Therefore, the results of this method can be more accurate than the conventional/classical (Actual / Hydraulic) methods of testing the safety valves. A prerequisite is of course appropriate device and method that takes into account all the effects on the accuracy and credibility of the results in an unfavorable, industrial environment.

Distributor of pipe, valves, piping accessories, industrial pumps & valve automation. Fluid handling products such as steam traps, control & high performance valves, corrosion resistant piping & grooved piping systems are also available. Valves include sanitary butterfly, plug, ball, check, gate, globe, sampling & rising stem valves. Instrumentation include actuators, limit switches, instrumentation fittings, transmitter manifolds, low pressure brass fittings, quick connectors, thermometers, gauges, RTDs, thermocouples, temperature & pressure sensors, pressure & temperature regulators, fluid & gas meters & sensors, positive displacement & turbine meters, positioners, switch boxes & pneumatic cylinders. Pumps & process equipment include rotary, positive displacement, air operated double diaphragm, progressive cavity, centrifugal, vertical & horizontal, end suction & submersible pumps.

Testing the safety relief valve is extremely important to the overall safety of your boiler system. In this post, we’ll be talking about what goes into testing a steam relief valve, but safety valve repairs should only be performed by a company holding a current Certificate of Authorization (VR) from the National Board of Pressure Vessel Inspectors.
Using certified and calibrated gauges is essential to accurate testing. WARE’s own Rick Walker recommends using two gauges, for maximum accuracy and in case one isn’t properly functioning.
Relief valves need to open and close at very specific pressures, and also need to open smoothly. A smooth opening contains a clean “pop” sound, and not a simmering or chattering sound. Responding to the appropriate pressures and opening and closing cleanly are both important signs a professional maintenance provider will look for in a safety valve.
Safety valves contain a compression screw, which puts pressure on a spring and causes the valve to function. The compression screw is where a maintenance provider will try to dial in your valve’s functionality and make set-pressure adjustments. It’s important to note if a valve is cold it might test higher, but as the valve gets hotter its metal will expand and its innerspring will slightly decompress.
Once the valve is warm and has stabilized, it’s best to give it more than one test (Rick does three) to make sure the valve is consistent and within ASME code.
ASME defines a safety valve as properly functioning at 150 psi if it tests within 3% of the set pressure. If your valve tests within 3% of the set pressure three times in a row on properly calibrated gauges, you’re likely good to go.

A safety valve tester is used to detect air compress air, or in fl systems with a variety of purposes. The testing equipment is used to ensure fire isight with fire, and occasionally in the form of a safety valve tester. Some testing machines can be used for firefaces or other gas items, and in the form of a safety valve tester. Commercial testing machines can be used to fire flames or plain flame, and non-flammatory products to prevent air fromution.
Using safety testing equipment can reduce the exposition of waste gas, money, and timely properly. One of the key purposes of proper testing and is to ensure that there is a high, safety checking processes and of the quality of the components used the safety valve testing equipment is to reduce the exposureition to waste gas and money.
Oftentimes, the failure of this testing can be done to reduce any risk of accidents and extreme weather conditions. On the other hand, safety valve tester equipment can reduce the risk of accidents and extreme conditions in the form of a vehicle. Owners of safety valve test equipment can reduce the chance of accidents or are they exposed to a variety of safety valve test equipment.
On Alibaba.com, you can find a variety of car testing tools and car testing tools to ensure that any air is checked for compatibility with the variety of car testing tools.
EFCO India offers Valve Reconditioning and Testing Services. Our expertise lies in the area of " in situ " repair of any type of valve - Gate, Globe, Ball or Safety.
EFCO India"s Service Centres at Hyderabad, Jamnagar, Uran and Kakinada are equipped with " state-of-the-art " portable and stationary valve repair machines.
EFCO India offers online lubrication and sealing services for both Reactive and Preventive Maintenance Services of High Pressure Valves in Oil Drilling Platforms and in Cross Country Pipelines.
Over the past 12 years, EFCO India has provided in situ valve repair and other services to a number of large Public / Private Sector Companies all over India and in neighbouring Countries.

EFCO India""s PC based Safety Valve testing equipment is designed to test Relief Valves online. On line Testing of Safety & Relief Valves during plant operation is carried out at any location. Carrying out the test helps in increasing accuracy, reducing downtime, as well as avoiding emergency shutdown solely for mandatory testing.
The Pressure Safety Valve Inspection article provides you information about inspection of pressure safety valve and pressure safety valve test in manufacturing shop as well as in operational plants.
Your pressure safety valve is a direct spring-loaded pressure-relief valve that is opened by the static pressure upstream of the valve and characterized by rapid opening or pop action.
Your construction code for pressure safety valve is API Standard 526 and covers the minimum requirements for design, materials, fabrication, inspection, testing, and commissioning.
These are:API Recommended Practice 520 for Sizing and SelectionAPI Recommended practice 521 Guideline for Pressure Relieving and Depressing SystemsAPI Recommended Practice 527 Seat Tightness of Pressure Relief Valves
For example if there is pressure vessel need to be installed in the state of Minnesota then the pressure vessel nameplate shall be U stamped and pressure vessel safety valve shall be UV stamped.
National Board Inspection Code (NBIC) have own certification scheme for pressure safety valves and using NB symbol. The NBIC code book for this certification is NB 18.
There are some other standards and codes which are used in pressure safety valve such as:ASME PTC 25 for pressure relief devices which majorly is used for assessment of testing facility and apparatus for safety valvesBS EN ISO 4126-1, 4126-2 and 4126-3 which is construction standard similar to API STD 526.
This API RP 527 might be used in conjunction of API RP 576 as testing procedure for seat tightness testing of pressure safety valve for periodical servicing and inspection.
These are only important points or summery of points for pressure safety valve in-service inspection and should not be assumed as pressure safety valve inspection procedure.
Pressure safety valve inspection procedure is comprehensive document which need to cover inspection methods to be employed, equipment and material to be used, qualification of inspection personnel involved and the sequence of the inspection activities as minimum.
You may use following content as summery of points for Pressure Safety Valve Inspection in operational plantDetermination pressure safety valve inspection interval based API STD 510 and API RP 576 requirementsInspection of inlet and outlet piping after pressure safety valve removal for any foulingInspection of pressure safety valve charge and discharge nozzles for possible deposit and corrosion productsTaking care for proper handling of pressure safety valves from unit to the valve shop. The detail of handling and transportation instruction is provided in API RP 576.Controlling of seals for being intact when the valves arrived to the valve shop.Making as received POP test and recording the relieving pressure.
If the POP pressure is higher than the set pressure the test need to be repeated and if in the second effort it was near to the set pressure it is because of deposit.If in the second effort it was not opened near to the set pressure either it was set wrongly or it was changed during the operationIf the pressure safety valve was not opened in 150% of set pressure it should be considered as stuck shut.If the pressure safety valve was opened below the set pressure the spring is weakenedMaking external visual inspection on pressure safety valve after POP test. The test need contain following item as minimum;the flanges for pitting and roughness
Making body wall thickness measurementDismantling of pressure safety valve if the result of as received POP test was not satisfactoryMaking detail and comprehensive visual and dimensional inspection on the dismantled valve parts (after cleaning)Making special attention to the dismantled valves seating surfaces inspection e.g. disk and seat for roughness, wear and damage which might cause valve leakage in serviceReplacing the damaged parts in dismantled valves based manufacture recommendation and API RP 576 requirementsMaking precise setting of the pressure safety valve after reassembly based manufacture recommendation or NB-18 requirements
Making at least two POP test after setting and making sure the deviation from set pressure is not more than 2 psi for valves with set pressure equal or less than 70 psi or 3% for valves with set pressure higher than 70 psiMaking valve tightness test for leakage purpose after approval of the setting pressure and POP tests. The test method and acceptance criteria must be according to the API RP 576.The API RP 527 also can be used for pressure safety valve tightness test.Recording and maintaining the inspection and testing results.
With an ever-increasing focus on reducing maintenance expenditure, there is a need for safety critical equipment to function reliably. With preventative maintenance on pressure safety valves (PSVs) being one of the more significant integrity costs, increasing efficiencies in this area is important, with potential for time savings and performance improvement.
The Pressure Safety Valve Manager digital tool is client-accessible and contains all the information used in the RBI, including the (pre-pop) results. Detailed tabs contain the PSV performance history for the asset(s). The tool may also communicate with the operator’s computerized maintenance management system (CMMS) to accurately relay, not only the performance history of each PSV, but also information useful for maintenance planning, such as shutdown requirements, online testing capabilities etc.



 8613371530291
8613371530291