
overhead crane wire rope inspection free sample
Maintain a record for each rope that includes the date of inspection, type of inspection, the name of the person who performed the inspection, and inspection results.
Use the "rag-and-visual" method to check for external damage. Grab the rope lightly and with a rag or cotton cloth, move the rag slowly along the wire. Broken wires will often "porcupine" (stick out) and these broken wires will snag on the rag. If the cloth catches, stop and visually assess the rope. It is also important to visually inspect the wire (without a rag). Some wire breaks will not porcupine.
Measure the rope diameter. Compare the rope diameter measurements with the original diameter. If the measurements are different, this change indicates external and/or internal rope damage.
Visually check for abrasions, corrosion, pitting, and lubrication inside the rope. Insert a marlin spike beneath two strands and rotate to lift strands and open rope.
Assess the condition of the rope at the section showing the most wear. Discard a wire rope if you find any of the following conditions:In running ropes (wound on drums or passed over sheaves), 6 or more broken wires in one rope lay length; 3 or more broken wires in one strand in one rope lay. (One rope lay is the distance necessary to complete one turn of the strand around the diameter of the rope.)
Corrosion from lack of lubrication and exposure to heat or moisture (e.g., wire rope shows signs of pitting). A fibre core rope will dry out and break at temperatures above 120°C (250°F).
Kinks from the improper installation of new rope, the sudden release of a load or knots made to shorten a rope. A kink cannot be removed without creating a weak section. Discarding kinked rope is best.

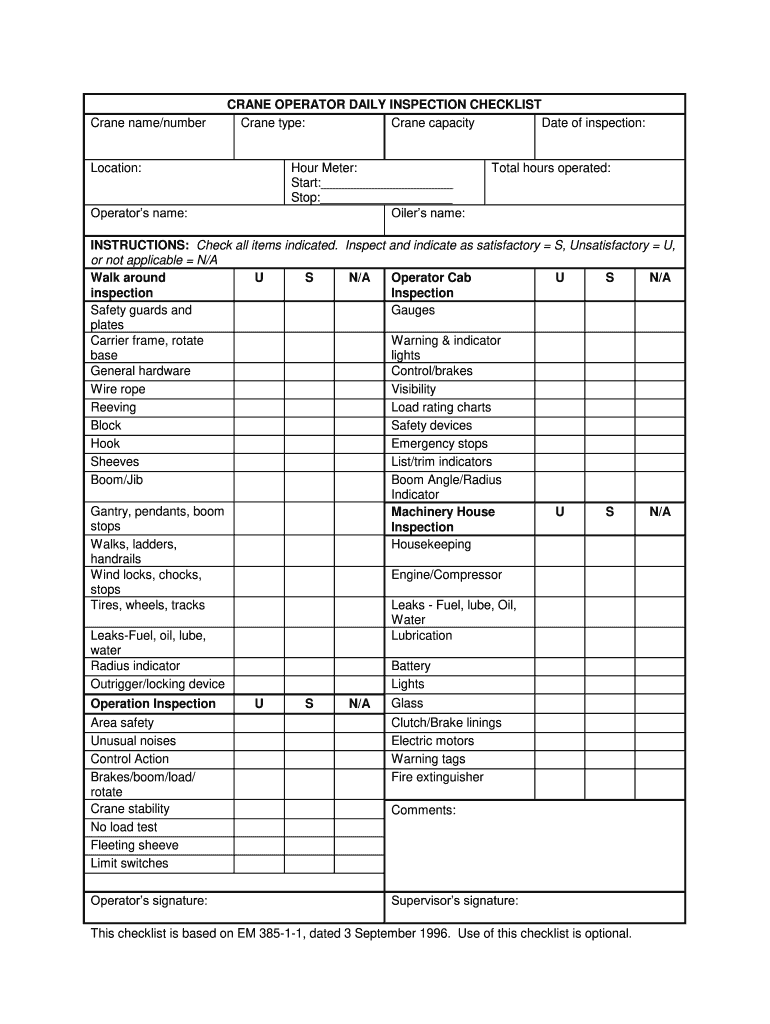
On any worksite that utilizes an overhead crane for handling materials, there should be a clear safety program in place. This includes using an overhead crane inspection sheet to ensure all is working as it should before allowing a worker to operate the system.
A preventative maintenance program featuring a daily inspection is important because operating cranes can be a dangerous occupation. Between 2011 and 2017, the Bureau of Labor Statistics (BLS) reports that the Census of Fatal Occupational Injuries (CFOI) found there were 297crane-related deaths on U.S worksites. In just over half these cases, the fatality was a result of equipment or an object striking a worker, whereas 91of these deaths were due to a falling object. If you want to know how you can tighten up your safety protocols relating to cranes on-site, keep reading. You will also find downloadable checklists to help with inspections and other crane safety information.
You should always reference the manufacturer’s operating and maintenance instructions to make sure you check all the essential elements of the crane that you use. This helps to maximize the safety of your crane, reducing incidents that could affect co-workers as well as passers-by in the runway. Doing this regularly means you spot potential problems before they develop. You also reduce maintenance downtime for the equipment.
Then, check the requirements of your local health and safety authority to ensure you stay compliant. For example, in the USA, the Occupational Safety and Health Administration (OSHA) requires the crane operator to perform frequent inspections on the system.
Make sure the below-the-hook (BTH) lifting device is compatible with the crane.Ensure the BTH device is capable of lifting the load.Verify the load does not exceed the capacity of the crane.Make sure that no wire is twisted on the bottom block.Check that wires are sitting in drum grooves and not pulled from bushings.Ensure controls are working and undamaged, and that there are no broken, loose, or damaged parts on the system.
Make sure the wire is unbroken with no damage or corrosion.Check that the diameter hasn’t decreased in size.Are the chain sprockets working correctly?Look at each chain of the load chain to see they are free of cracks, corrosion, and other damage.Ensure there are no wires pulled from strain reliefs.Check for wear at contact points.
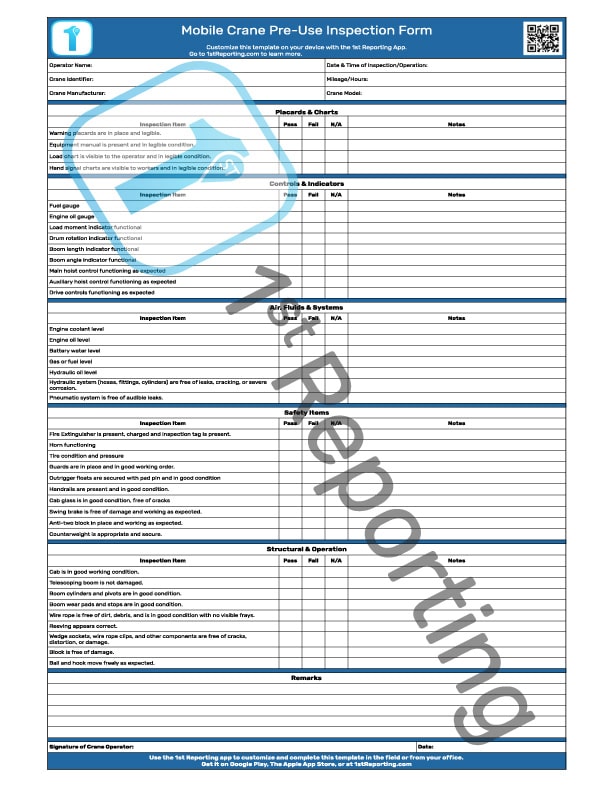
If you want to create your checklist, you can download this overhead crane inspection checklist template to make sure that your cranes are in good working order before you use them.
If you don’t want to fill in paper checklists all the time, you can create digital ones with an app like Capptions. Digital inspection forms enabled international vertical transport and logistics provider, Peinemann, to get rid of paper. Find out what they said about Capptions.
Some government bodies require that you inspect cranes annually. However, for increased safety, you should make your own checks throughout the year. Some checks should take place every time you use the crane, others you can undertake more infrequently. The inspection frequency breaks down as follows:
Even though checks take time during which the crane remains out of action, they can be very beneficial in the long run. Regular inspections spot issues that you can remedy before they cause a major issue and render the crane out of service. Unplanned downtime can cost your business tens of thousands of dollars, as well as slowing down your project. In addition, a safe and well-maintained crane helps prevent accidents and fatalities on site.
Frequent inspections are done visually, where the operator checks their equipment on a regular basis to note any irregularities or damage. These are operational checks. You should make sure the crane operator inspects the operating mechanisms of the crane every time they start a new shift. This includes looking at the trolley, hoists, and hook chains, as well as the hydraulic systems and other important aspects of the overhead crane system. You should look for broken wires as well as nicks and gouges. Make sure the push-button stations are in good working order.
If you have not used a crane for more than a month, but less than six months, you should carry out frequent inspections before you bring it back into service.
Periodic inspections are much more in-depthand thorough than frequent inspections. They involve the usual visual inspections as well as delving into the workings of the various working parts of the crane system and their deterioration.
This includes looking at the electrical wiring, wind, and load indicators. In addition, you should look at power sources, excessive wear to the gears and brake system, loose bolts, and damage to the locking devices and other components on the crane.
When there is a crane that you have not used in six months or longer, you must put all frequent and periodic inspections into action before considering it safe to use.
The first step to take when working with a crane near power lines is to inform the owners of the lines. You should do this in advance, giving the date, time, and nature of the work you are undertaking. They can choose to either de-energize the lines for the duration of the work or erect insulation barriers to prevent the crane from making contact with the lines.
Use cautionwhile working, going slower than usual, and watching out for uneven ground. Otherwise, you could cause the crane to move more than expected and strike a power line.
Appoint a signal person as a supervisor to watch loads if crane operators cannot see the lines from the cab. They should also give permission to other workers to touch the crane or load once they are satisfied it is safe.
The crane operator should undertake overhead crane safety checks for daily and weekly inspections. For periodic, in-depth inspections, you should task a fully-qualified engineer, trained inspector, or another competent person to ensure the safety of the system.
OSHA regulations require a full crane inspection every year. The manufacturer’s recommendations usually back this up. However, if your crane is in continuous use, it’s best to inspect it quarterly.
Creating an overhead crane inspection sheet allows you to perform all the necessary checks on your overhead cranes and keep them in good working order. This not only contributes to more efficient use and less unplanned daytime, but it keeps your site running safely, too.

Complete the form for instant access to your free copy of the ITI Wire Rope Inspection Form. This fillable PDF file can transform your inspection process and record keeping.
As discussed in the previous post, the Hoist Manufacturers Institute (HMI) of MHI recently presented the 45-minute webinar “Pre-op/Daily Hoist Inspection: What You Need To Know To Be Safe, Productive and Compliant.” In addition to reviewing the importance of conducting an assessment of hoists prior to operation, the session also offered a detailed walk-through of the key areas to inspect. To help ensure a comprehensive evaluation during these daily pre-operational/pre-shift inspections, HMI has published three separate free checklists, one each for electric powered and air powered hoists, hand chain hoists, and lever hoists. These provide an overview checklist of the key components to review, per hoist type.
The point of the daily pre-operational/pre-shift hoist inspection is to discover any components of the equipment that might be damaged. If any damage is discovered, the hoist should be removed from service and locked-out/tagged-out of use until the problem has been addressed or repaired by a qualified service technician. Therefore, the first checklist item an operator should look at on a hoist is to determine if the device has been deemed unusable during a previous shift and marked with a tag as being out of service.
The control devices associated with the hoist should also be assessed. These include remote or wired pendants or radios. The operator should verify that directional arrows up and down do indeed raise and lower the hook respectively. If the hoist is attached to a trolley that is likewise operated by the same controller, lateral movement forward and backward should also be confirmed to ensure there are no reverse phasing issues.
A thorough inspection of the load hook should then occur. Problematic issues include damage such as cracks, nicks, gouges, deformation of the hook’s throat opening, weld spatters, wear on the saddle (also known as the load bearing point), corrosion, pitting, or twisting. All of these characteristics can negatively impact the hook’s ability to safely hold a suspended load. Likewise, the spring-mounted latch automatically should engage with the hook; if it does not, the hook may have been stretched by a load that exceeded the maximum capacity rating, or the spring may have failed.
If the hoist utilizes a load chain, it should be inspected for gouges, nicks, excessive wear, deformation, rust, or other damage. Further, damage to the chain may also indicate damage to other internal hoist components that are not visible without opening up the housing. For example, chain guides and load sheaves — both of which interact with the chain — may have been damaged as well. An undamaged load chain should also be free of rust, weld spatter or any foreign substance; instead it should be clean and properly lubricated.
Hoists outfitted with wire rope also require an inspection of the wire cabling. The inspection confirms that the wire rope is free of broken strands, abrasions, peening (impact damage or deformation). It should also not have twists, kinks, or other types of damage visible.
When applicable, the function of limit devices that stop the lifting motion of the load block at the upper and lower limits of travel to prevent hoist damage should also be verified prior to connecting a load to the hook. During the operation portion of the inspection, the operator should note any abnormal sounds or unusual vibrations. Likewise, braking function should be assessed to determine that there is no excessive drift or slippage during the first load lift of the day to verify safe operation.
If any issues are noted during the inspection, the hoist should be removed from service immediately. Completed checklists should be collected and kept on file within the facility, as this documentation verifies that the assessments are being performed properly and on schedule, as well as that the equipment is operating both effectively and safely.
In addition to hoist inspection checklists, HMI offers a variety of other technical resources — including a comprehensive library of product guides; a hoist certification program; OSHA Alliance safety tip sheets, fact sheets and quick cards; multiple technical papers and more — via its website at www.MHI.org/hmi.



 8613371530291
8613371530291