
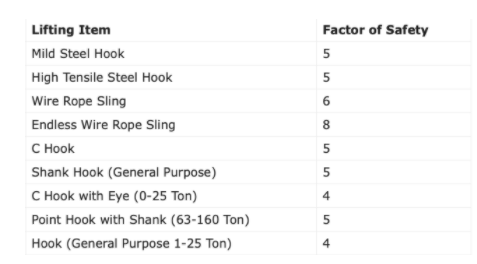
safety factor for wire rope slings manufacturer

Have you wondered why rigging experts always suggest a sling that has a significantly higher breaking strength than the actual weight of the load you are lifting? The manufacturers know that the rigging used in overhead applications need to have room for error. This is known as the Safety Factor.
Northern Strands manufactures wire rope slings rated up to 36,000 lbs and sells round synthetic slings that are rated up to 140,000 lb capacity. This capacity is the Working Load Limit of the sling, which is the maximum amount of weight or force that the sling"s user is allowed to put on the sling. Note: These slings do not break at the working load limit. These slings are designed with a safety factor of 5:1. This means that 5 times as much force as the working load limit has to be applied to the sling before it potentially fails. This means the wire rope slings have a Breaking Strength of up to 180,000 lbs and the round synthetic slings can withhold up to 700,000 lbs.
Wear - Working load limits are based on slings in brand new condition and a safety factor can help account for normal wear and tear until it is deemed unfit for further use.
Uneven loading - Slings are made up of either wires or fibers that must all share the weight of the load evenly. If any situation arises where the sling is bent or wrapped around an object, there is potential that some of the wires or fibers will be taking on a greater share of the load than others.
Visit Northern Strands website to use the sling tension calculator. The Northern Strands Sling Calculator has been designed to assist you in selecting slings with enough load carrying capacity for your lifting applications. It is your responsibility to assure that the slings you use are appropriate for your application. http://www.northernstrands.com/sling-calculator.aspx
Wire ropes are essential for safety purposes on construction sites and industrial workplaces. They are used to secure and transport extremely heavy pieces of equipment – so they must be strong enough to withstand substantial loads. This is why the wire rope safety factor is crucial.
You may have heard that it is always recommended to use wire ropes or slings with a higher breaking strength than the actual load. For instance, say that you need to move 50,000 lbs. with an overhead crane. You should generally use equipment with a working load limit that is rated for weight at least five times higher – or 250,000 lbs. in this case.
This recommendation is all thanks to the wire rope safety factor. This calculation is designed to help you determine important numbers, such as the minimum breaking strength and the working load limit of a wire rope.
The safety factor is a measurement of how strong of a force a wire rope can withstand before it breaks. It is commonly stated as a ratio, such as 5:1. This means that the wire rope can hold five times their Safe Work Load (SWL) before it will break.
So, if a 5:1 wire rope’s SWL is 10,000 lbs., the safety factor is 50,000 lbs. However, you would never want to place a load near 50,000 lbs. for wire rope safety reasons.
The safety factor rating of a wire rope is the calculation of the Minimum Break Strength (MBS) or the Minimum Breaking Load (MBL) compared to the highest absolute maximum load limit. It is crucial to use a wire rope with a high ratio to account for factors that could influence the weight of the load.
The Safe Working Load (SWL) is a measurement that is required by law to be clearly marked on all lifting devices – including hoists, lifting machines, and tackles. However, this is not visibly listed on wire ropes, so it is important to understand what this term means and how to calculate it.
The safe working load will change depending on the diameter of the wire rope and its weight per foot. Of course, the smaller the wire rope is, the lower its SWL will be. The SWL also changes depending on the safety factor ratio.
The margin of safety for wire ropes accounts for any unexpected extra loads to ensure the utmost safety for everyone involved. Every year there aredue to overhead crane accidents. Many of these deaths occur when a heavy load is dropped because the weight load limit was not properly calculated and the wire rope broke or slipped.
The margin of safety is a hazard control calculation that essentially accounts for worst-case scenarios. For instance, what if a strong gust of wind were to blow while a crane was lifting a load? Or what if the brakes slipped and the load dropped several feet unexpectedly? This is certainly a wire rope safety factor that must be considered.
Themargin of safety(also referred to as the factor of safety) measures the ultimate load or stress divided by theallowablestress. This helps to account for the applied tensile forces and stress thatcouldbe applied to the rope, causing it to inch closer to the breaking strength limit.
A proof test must be conducted on a wire rope or any other piece of rigging equipment before it is used for the first time.that a sample of a wire rope must be tested to ensure that it can safely hold one-fifth of the breaking load limit. The proof test ensures that the wire rope is not defective and can withstand the minimum weight load limit.
First, the wire rope and other lifting accessories (such as hooks or slings) are set up as needed for the particular task. Then weight or force is slowly added until it reaches the maximum allowable working load limit.
Some wire rope distributors will conduct proof loading tests before you purchase them. Be sure to investigate the criteria of these tests before purchasing, as some testing factors may need to be changed depending on your requirements.
When purchasing wire ropes for overhead lifting or other heavy-duty applications, understanding the safety dynamics and limits is critical. These terms can get confusing, but all of thesefactors serve an important purpose.
Our company has served as a wire rope distributor and industrial hardware supplier for many years. We know all there is to know about safety factors. We will help you find the exact wire ropes that will meet your requirements, no matter what project you have in mind.

Original equipment wire rope and replacement wire rope must be selected and installed in accordance with the requirements of this section. Selection of replacement wire rope must be in accordance with the recommendations of the wire rope manufacturer, the equipment manufacturer, or a qualified person.
Wire rope design criteria: Wire rope (other than rotation resistant rope) must comply with either Option (1) or Option (2) of this section, as follows:
Option (1). Wire rope must comply with section 5-1.7.1 of ASME B30.5-2004 (incorporated by reference, see § 1926.6) except that section"s paragraph (c) must not apply.
Option (2). Wire rope must be designed to have, in relation to the equipment"s rated capacity, a sufficient minimum breaking force and design factor so that compliance with the applicable inspection provisions in § 1926.1413 will be an effective means of preventing sudden rope failure.
Type I rotation resistant wire rope ("Type I"). Type I rotation resistant rope is stranded rope constructed to have little or no tendency to rotate or, if guided, transmits little or no torque. It has at least 15 outer strands and comprises an assembly of at least three layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type II rotation resistant wire rope ("Type II"). Type II rotation resistant rope is stranded rope constructed to have significant resistance to rotation. It has at least 10 outer strands and comprises an assembly of two or more layers of strands laid helically over a center in two or three operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type III rotation resistant wire rope ("Type III"). Type III rotation resistant rope is stranded rope constructed to have limited resistance to rotation. It has no more than nine outer strands, and comprises an assembly of two layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type I must have an operating design factor of no less than 5, except where the wire rope manufacturer and the equipment manufacturer approves the design factor, in writing.
When Types II and III with an operating design factor of less than 5 are used (for non-duty cycle, non-repetitive lifts), the following requirements must be met for each lifting operation:
A qualified person must inspect the rope in accordance with § 1926.1413(a). The rope must be used only if the qualified person determines that there are no deficiencies constituting a hazard. In making this determination, more than one broken wire in any one rope lay must be considered a hazard.
Each lift made under § 1926.1414(e)(3) must be recorded in the monthly and annual inspection documents. Such prior uses must be considered by the qualified person in determining whether to use the rope again.
Rotation resistant ropes may be used as boom hoist reeving when load hoists are used as boom hoists for attachments such as luffing attachments or boom and mast attachment systems. Under these conditions, all of the following requirements must be met:
The requirements in ASME B30.5-2004 sections 5-1.3.2(a), (a)(2) through (a)(4), (b) and (d) (incorporated by reference, see § 1926.6) except that the minimum pitch diameter for sheaves used in multiple rope reeving is 18 times the nominal diameter of the rope used (instead of the value of 16 specified in section 5-1.3.2(d)).
The operating design factor for these ropes must be the total minimum breaking force of all parts of rope in the system divided by the load imposed on the rope system when supporting the static weights of the structure and the load within the equipment"s rated capacity.
Wire rope clips used in conjunction with wedge sockets must be attached to the unloaded dead end of the rope only, except that the use of devices specifically designed for dead-ending rope in a wedge socket is permitted.
Prior to cutting a wire rope, seizings must be placed on each side of the point to be cut. The length and number of seizings must be in accordance with the wire rope manufacturer"s instructions.
Wire rope is often used in slings because of its strength, durability, abrasion resistance and ability to conform to the shape of the loads on which it is used. In addition, wire rope slings are able to lift hot materials.
Wire rope used in slings can be made of ropes with either Independent Wire Rope Core (IWRC) or a fiber-core. It should be noted that a sling manufactured with a fiber-core is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
Wire rope may be manufactured using different rope lays. The lay of a wire rope describes the direction the wires and strands are twisted during the construction of the rope. Most wire rope is right lay, regular lay. This type of rope has the widest range of applications. Wire rope slings may be made of other wire rope lays at the recommendation of the sling manufacturer or a qualified person.
Wire rope slings are made from various grades of wire rope, but the most common grades in use are Extra Improved Plow Steel (EIPS) and Extra Extra Improved Plow Steel (EEIPS). These wire ropes are manufactured and tested in accordance with ASTM guidelines. If other grades of wire rope are used, use them in accordance with the manufacturer"s recommendations and guidance.
When selecting a wire rope sling to give the best service, consider four characteristics: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
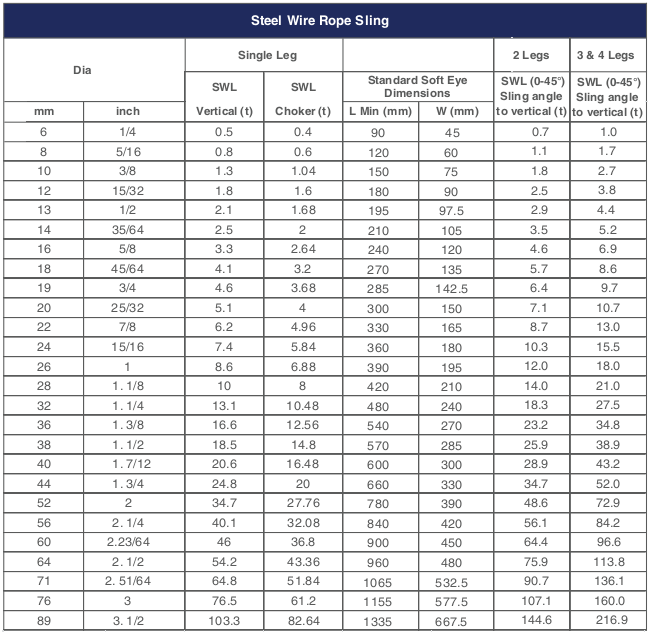
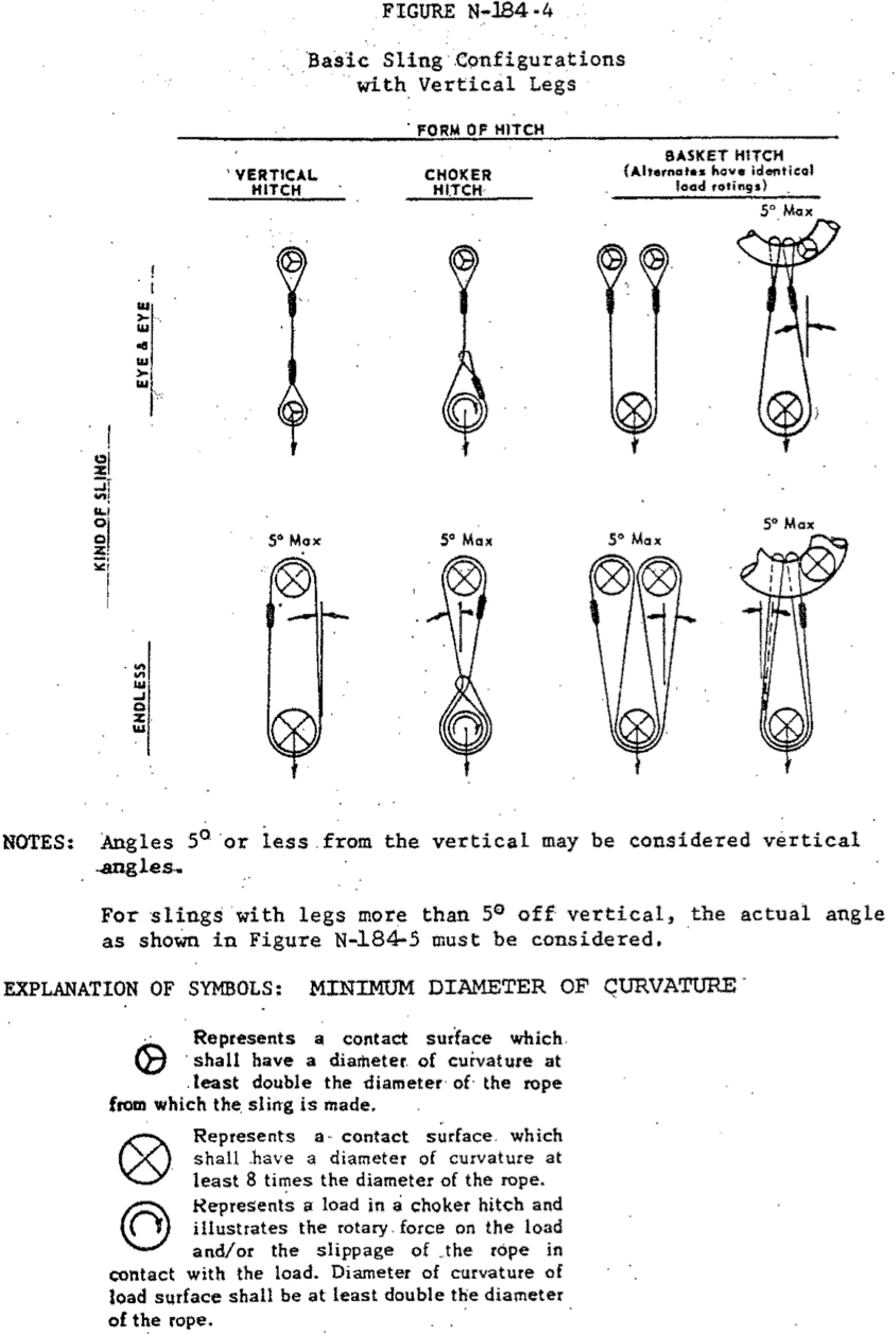
Rated loads (capacities) for single-leg vertical, choker, basket hitches, and two-, three-, and four-leg bridle slings for specific grades of wire rope slings are as shown in Tables 7 through 15.
Rated loads for a sling in a choker hitch are the values shown in Table 7, 9, 11, 13, 14, or 15, provided that the angle of the choke is 120 degrees or more (Fig. 2). Use the values in Fig. 2 or those from the sling manufacturer or a qualified person for angles of choke less than 120 degrees.
Ensure that slings made of rope with 6×19 and 6x37 classifications and cable slings have a minimum clear length of rope 10 times the component rope diameter between splices, sleeves, or end fittings unless approved by a qualified person,
Ensure that braided slings have a minimum clear length of rope 40 times the component rope diameter between the loops or end fittings unless approved by a qualified person,
Ensure that grommets and endless slings have a minimum circumferential length of 96 times the body diameter of the grommet or endless sling unless approved by a qualified person, and
Perform welding of handles or other accessories to end attachments, except covers to thimbles, before assembly of the sling. Ensure that welded end attachments are proof tested by the manufacturer or a qualified person. Retain the certificates of proof test and make them available for examination.
Do not use wire rope clips to fabricate wire rope slings, except where the application precludes the use of prefabricated slings and where the sling is designed for the specific application by a qualified person,
Use damaged slings only after they are repaired, reconditioned, and proof tested by the sling manufacturer or a qualified person using the following criteria:
Ensure that wire rope slings have suitable characteristics for the type of load, hitch, and environment in which they will be used and that they are not used with loads in excess of the rated load capacities described in the appropriate tables. When D/d ratios (Fig. 4) are smaller than those listed in the tables, consult the sling manufacturer. Follow other safe operating practices, including:
Ensure that multiple-leg slings are selected according to Tables 7 through 15 when used at the specific angles given in the tables. Ensure that operations at other angles are limited to the rated load of the next lower angle given in the tables or calculated by a qualified person,
When D/d ratios (see Fig. 6) smaller than those cited in the tables are necessary, ensure that the rated load of the sling is decreased. Consult the sling manufacturer for specific data or refer to the WRTB (Wire Rope Technical Board) Wire Rope Sling Users Manual, and
Ensure that the load applied to the hook is centered in the base (bowl) of the hook to prevent point loading on the hook, unless the hook is designed for point loading,
Before initial use, ensure that all new swaged-socket, poured-socket, turnback-eye, mechanical joint grommets, and endless wire rope slings are proof tested by the sling manufacturer or a qualified person.
Permanently remove from service fiber-core wire rope slings of any grade if they are exposed to temperatures in excess of 180 degrees F (82 degrees C).
Follow the recommendations of the sling manufacturer when you use metallic-core wire rope slings of any grade at temperatures above 400 degrees F (204 degrees C) or below minus 40 degrees F (minus 40 degrees C).

All wire rope slings shall be tagged with name or trademark of manufacture, rated loads for the types of hitches used and the angle upon which it is based and the diameter or size.
Any sling that is not standard, an in-house break test shall be performed and the results recorded and placed in the proper binder. If the test proves unsatisfactory, the sling shall not be manufactured until such time that necessary changes are made and the assembley meets all requirements.
Before being released to the customer, the fabricator and second inspector shall sign The New Product Fabrication Form that they have met these standards in the manufacturing, testing and packaging process.
All employees in marine construction take part in materials handling, to varying degrees. As a result, some employees are injured. In fact, the mishandling of materials is the single largest cause of accidents and injuries in the workplace. Most of these accidents and injuries, as well as the pain and loss of salary and productivity that often result, can be readily avoided. Whenever possible, mechanical means should be used to move materials in order to avoid employee injuries such as muscle pulls, strains, and sprains. In addition, many loads are too heavy and/or bulky to be safely moved manually. Therefore, various types of equipment have been designed specifically to aid in the movement of materials. They include cranes, derricks, hoists, powered industrial trucks, and more.
Because cranes, derricks, and hoists rely upon slings to hold their suspended loads, slings are the most commonly used piece of materials-handling apparatus. This discussion will offer information on the proper selection, maintenance, and use of slings.
The operator must exercise intelligence, care, and common sense in the selection and use of slings. Slings must be selected in accordance with their intended use, based upon the size and type of load and the environmental conditions of the workplace. All slings must be visually inspected before use to ensure that there is no obvious damage.
A well-trained operator can prolong the service life of equipment and reduce costs by avoiding the potentially hazardous effects of overloading equipment, operating it at excessive speeds, taking up slack with a sudden jerk, and suddenly accelerating or decelerating equipment. The operator can look for causes and seek corrections whenever a danger exists. He or she should cooperate with co-workers and supervisors and become a leader in carrying out safety measures – not merely for the good of the equipment and the production schedule, but, more importantly, for the safety of everyone concerned.
The dominant characteristics of a sling are determined by the components of that sling. For example, the strengths and weaknesses of a wire rope sling are essentially the same as the strengths and weaknesses of the wire rope of which it is made.
Slings are generally one of six types: chain, wire rope, metal mesh, natural fiber rope, synthetic fiber rope, or synthetic web. In general, use and inspection procedures tend to place these slings into three groups: chain, wire rope and mesh, and fiber rope web. Each type has its own particular advantages and disadvantages. Factors that should be taken into consideration when choosing the best sling for the job include the size, weight, shape, temperature, and sensitivity of the material to be moved, as well as the environmental conditions under which the sling will be used.
Chains are commonly used because of their strength and ability to adapt to the shape of the load. Care should be taken, however, when using alloy chain slings because they are subject to damage by sudden shocks. Misuse of chain slings could damage the sling, resulting in sling failure and possible injury to an employee.
Chain slings are your best choice for lifting materials that are very hot. They can be heated to temperatures of up to 1000oF; however, when alloy chain slings are consistently exposed to service temperatures in excess of 600oF, operators must reduce the working load limits in accordance with the manufacturer’s recommendations.
All sling types must be visually inspected prior to use. When inspecting alloy steel chain slings, pay special attention to any stretching, wear in excess of the allowances made by the manufacturer, and nicks and gouges. These are all indications that the sling may be unsafe and is to be removed from service.
A second type of sling is made of wire rope. Wire rope is composed of individual wires that have been twisted to form strands. The strands are then twisted to form a wire rope. When wire rope has a fiber core, it is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
The direction the strands are wound around the core: Wire rope is referred to as right lay or left lay. A right lay rope is one in which the strands are wound in a right-hand direction like a conventional screw thread (see figure below). A left lay rope is just the opposite.
The direction the wires are wound in the strands in relation to the direction of the strands around the core: In regular lay rope, the wires in the strands are laid in one direction while the strands in the rope are laid in the opposite direction. In lang lay rope, the wires are twisted in the same direction as the strands. See figure below.
In regular lay ropes, the wires in the strands are laid in one direction, while the strands in the rope are laid in the opposite direction. The result is that the wire crown runs approximately parallel to the longitudinal axis of the rope. These ropes have good resistance to kinking and twisting and are easy to handle. They are also able to withstand considerable crushing and distortion due to the short length of exposed wires. This type of rope has the widest range of applications.
Lang lay (where the wires are twisted in the same direction as the strands) is recommended for many excavating, construction, and mining applications, including draglines, hoist lines, dredge lines, and other similar lines.
Lang lay ropes are more flexible and have greater wearing surface per wire than regular lay ropes. In addition, since the outside wires in lang lay ropes lie at an angle to the rope axis, internal stress due to bending over sheaves and drums is reduced causing lang lay ropes to be more resistant to bending fatigue.
A left lay rope is one in which the strands form a left-hand helix similar to the threads of a left-hand screw thread. Left lay rope has its greatest usage in oil fields on rod and tubing lines, blast hole rigs, and spudders where rotation of right lay would loosen couplings. The rotation of a left lay rope tightens a standard coupling.
When selecting a wire rope sling to give the best service, there are four characteristics to consider: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
Strength – The strength of a wire rope is a function of its size, grade, and construction. It must be sufficient to accommodate the maximum load that will be applied. The maximum load limit is determined by means of an appropriate multiplier. This multiplier is the number by which the ultimate strength of a wire rope is divided to determine the working load limit. Thus a wire rope sling with a strength of 10,000 pounds and a total working load of 2,000 pounds has a design factor (multiplier) of 5. New wire rope slings have a design factor of 5. As a sling suffers from the rigors of continued service, however, both the design factor and the sling’s ultimate strength are proportionately reduced. If a sling is loaded beyond its ultimate strength, it will fail. For this reason, older slings must be more rigorously inspected to ensure that rope conditions adversely affecting the strength of the sling are considered in determining whether or not a wire rope sling should be allowed to continue in service.
Fatigue – A wire rope must have the ability to withstand repeated bending without the failure of the wires from fatigue. Fatigue failure of the wires in a wire rope is the result of the development of small cracks under repeated applications of bending loads. It occurs when ropes make small radius bends. The best means of preventing fatigue failure of wire rope slings is to use blocking or padding to increase the radius of the bend.
Abrasive Wear – The ability of a wire rope to withstand abrasion is determined by the size, number of wires, and construction of the rope. Smaller wires bend more readily and therefore offer greater flexibility but are less able to withstand abrasive wear. Conversely, the larger wires of less flexible ropes are better able to withstand abrasion than smaller wires of the more flexible ropes.
Abuse – All other factors being equal, misuse or abuse of wire rope will cause a wire rope sling to become unsafe long before any other factor. Abusing a wire rope sling can cause serious structural damage to the wire rope, such as kinking or bird caging which reduces the strength of the wire rope. (In bird caging, the wire rope strands are forcibly untwisted and become spread outward.) Therefore, in order to prolong the life of the sling and protect the lives of employees, the manufacturer’s suggestion for safe and proper use of wire rope slings must be strictly adhered to.
Wire Rope Life. Many operating conditions affect wire rope life. They are bending, stresses, loading conditions, speed of load application (jerking), abrasion, corrosion, sling design, materials handled, environmental conditions, and history of previous usage.
In addition to the above operating conditions, the weight, size, and shape of the loads to be handled also affect the service life of a wire rope sling. Flexibility is also a factor. Generally, more flexible ropes are selected when smaller radius bending is required. Less flexible ropes should be used when the rope must move through or over abrasive materials.
Wire Rope Sling Inspection. Wire rope slings must be visually inspected before each use. The operator should check the twists or lay of the sling. If ten randomly distributed wires in one lay are broken, or five wires in one strand of a rope lay are damaged, the sling must not be used. It is not sufficient, however, to check only the condition of the wire rope. End fittings and other components should also be inspected for any damage that could make the sling unsafe.
To ensure safe sling usage between scheduled inspections, all workers must participate in a safety awareness program. Each operator must keep a close watch on those slings he or she is using. If any accident involving the movement of materials occurs, the operator must immediately shut down the equipment and report the accident to a supervisor. The cause of the accident must be determined and corrected before resuming operations.
Field Lubrication. Although every rope sling is lubricated during manufacture, to lengthen its useful service life it must also be lubricated “in the field.” There is no set rule on how much or how often this should be done. It depends on the conditions under which the sling is used. The heavier the loads, the greater the number of bends, or the more adverse the conditions under which the sling operates, the more frequently lubrication will be required.
Storage. Wire rope slings should be stored in a well ventilated, dry building or shed. Never store them on the ground or allow them to be continuously exposed to the elements because this will make them vulnerable to corrosion and rust. And, if it is necessary to store wire rope slings outside, make sure that they are set off the ground and protected.
Note: Using the sling several times a week, even at a light load, is a good practice. Records show that slings that are used frequently or continuously give useful service far longer than those that are idle.
Discarding Slings. Wire rope slings can provide a margin of safety by showing early signs of failure. Factors requiring that a wire sling be discarded include the following:
Fiber rope and synthetic web slings are used primarily for temporary work, such as construction and painting jobs, and in marine operations. They are also the best choice for use on expensive loads, highly finished parts, fragile parts, and delicate equipment.
Fiber rope slings are preferred for some applications because they are pliant, they grip the load well and they do not mar the surface of the load. They should be used only on light loads, however, and must not be used on objects that have sharp edges capable of cutting the rope or in applications where the sling will be exposed to high temperatures, severe abrasion or acids.
The choice of rope type and size will depend upon the application, the weight to be lifted and the sling angle. Before lifting any load with a fiber rope sling be sure to inspect the sling carefully because they deteriorate far more rapidly than wire rope slings and their actual strength is very difficult to estimate.
When inspecting a fiber rope sling prior to using it, look first at its surface. Look for dry, brittle, scorched, or discolored fibers. If any of these conditions are found, the supervisor must be notified and a determination made regarding the safety of the sling. If the sling is found to be unsafe, it must be discarded.
Next, check the interior of the sling. It should be as clean as when the rope was new. A build-up of powder-like sawdust on the inside of the fiber rope indicates excessive internal wear and is an indication that the sling is unsafe.
Synthetic web slings offer a number of advantages for rigging purposes. The most commonly used synthetic web slings are made of nylon, dacron, and polyester. They have the following properties in common:
Each synthetic material has its own unique properties. Nylon must be used wherever alkaline or greasy conditions exist. It is also preferable when neutral conditions prevail and when resistance to chemicals and solvents is important. Dacron must be used where high concentrations of acid solutions – such as sulfuric, hydrochloric, nitric, and formic acids – and where high-temperature bleach solutions are prevalent. (Nylon will deteriorate under these conditions.) Do not use dacron in alkaline conditions because it will deteriorate; use nylon or polypropylene instead. Polyester must be used where acids or bleaching agents are present and is also ideal for applications where a minimum of stretching is important.
Now that the sling has been selected (based upon the characteristics of the load and the environmental conditions surrounding the lift) and inspected prior to use, the next step is learning how to use it safely. There are four primary factors to take into consideration when safely lifting a load. They are (1) the size, weight, and center of gravity of the load; (2) the number of legs and the angle the sling makes with the horizontal line; (3) the rated capacity of the sling; and (4) the history of the care and usage of the sling.
The center of gravity of an object is that point at which the entire weight may be considered as concentrated. In order to make a level lift, the crane hook must be directly above this point. While slight variations are usually permissible, if the crane hook is too far to one side of the center of gravity, dangerous tilting will result causing unequal stresses in the different sling legs. This imbalance must be compensated for at once.
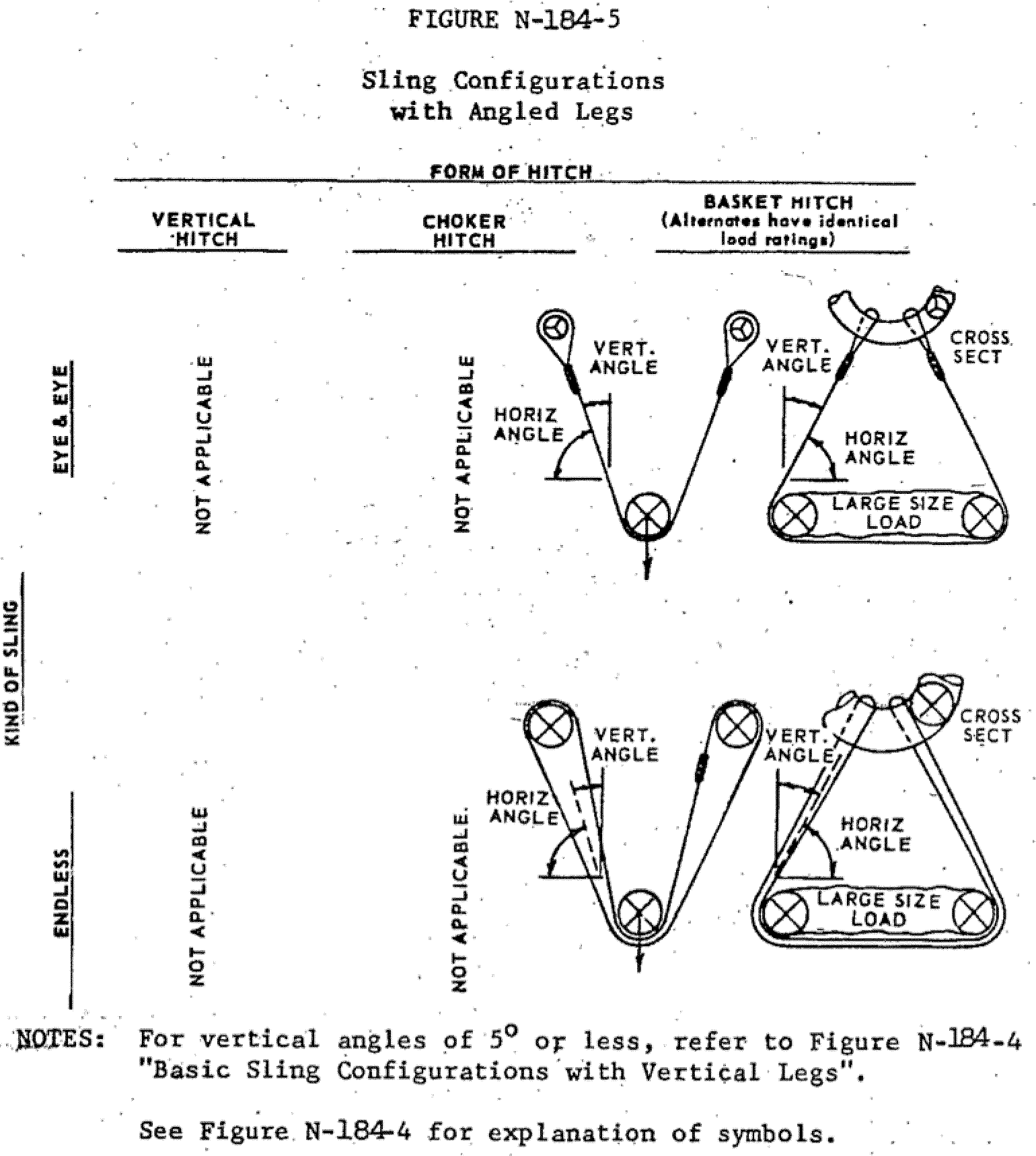
As the angle formed by the sling leg and the horizontal line decreases, the rated capacity of the sling also decreases. In other words, the smaller the angle between the sling leg and the horizontal, the greater the stress on the sling leg and the smaller (lighter) the load the sling can safely support. Larger (heavier) loads can be safely moved if the weight of the load is distributed among more sling legs.
The rated capacity of a sling varies depending upon the type of sling, the size of the sling, and the type of hitch. Operators must know the capacity of the sling. Charts or tables that contain this information generally are available from sling manufacturers. The values given are for new slings. Older slings must be used with additional caution. Under no circumstances shall a sling’s rated capacity be exceeded.
The mishandling and misuse of slings are the leading causes of accidents involving their use. The majority of injuries and accidents, however, can be avoided by becoming familiar with the essentials of proper sling care and usage.
Proper care and usage are essential for maximum service and safety. Slings must be protected from sharp bends and cutting edges by means of cover saddles, burlap padding, or wood blocking, as well as from unsafe lifting procedures such as overloading.
Before making a lift, check to be certain that the sling is properly secured around the load and that the weight and balance of the load have been accurately determined. If the load is on the ground, do not allow the load to drag along the ground. This could damage the sling. If the load is already resting on the sling, ensure that there is no sling damage prior to making the lift.
Wire rope slings are also subject to damage resulting from contact with sharp edges of the loads being lifted. These edges can be blocked or padded to minimize damage to the sling.
Check the tension on the sling. Raise the load a few inches, stop, and check for proper balance and that all items are clear of the path of travel. Never allow anyone to ride on the hood or load.
Once the lift has been completed, clean the sling, check it for damage, and store it in a clean, dry airy place. It is best to hang it on a rack or wall.
Remember, damaged slings cannot lift as much as new or well-cared for older slings. Safe and proper use and storage of slings will increase their service life.
Chain slings must be cleaned prior to each inspection, as dirt or oil may hide damage. The operator must be certain to inspect the total length of the sling, periodically looking for stretching, binding, wear, or nicks and gouges. If a sling has stretched so that it is now more than three percent longer than it was when new, it is unsafe and must be discarded.
Binding is the term used to describe the condition that exists when a sling has become deformed to the extent that its individual links cannot move within each other freely. It is also an indication that the sling is unsafe. Generally, wear occurs on the load-bearing inside ends of the links. Pushing links together so that the inside surface becomes clearly visible is the best way to check for this type of wear. Wear may also occur, however, on the outside of links when the chain is dragged along abrasive surfaces or pulled out from under heavy loads. Either type of wear weakens slings and makes accidents more likely.
Wire rope slings, like chain slings, must be cleaned prior to each inspection because they are also subject to damage hidden by dirt or oil. In addition, they must be lubricated according to manufacturer’s instructions. Lubrication prevents or reduces corrosion and wear due to friction and abrasion. Before applying any lubricant, however, the sling user should make certain that the sling is dry. Applying lubricant to a wet or damp sling traps moisture against the metal and hastens corrosion.
Corrosion deteriorates wire rope. It may be indicated by pitting, but it is sometimes hard to detect. Therefore, if a wire rope sling shows any sign of significant deterioration, that sling must be removed until it can be examined by a person who is qualified to determine the extent of the damage.
By following the above guidelines to proper sling use and maintenance, and by the avoidance of kinking, it is possible to greatly extend a wire rope sling’s useful service life.
Fiber ropes and synthetic webs are generally discarded rather than serviced or repaired. Operators must always follow the manufacturer’s recommendations.
There are good practices to follow to protect yourself while using slings to move materials. First, learn as much as you can about the materials with which you will be working. Slings come in many different types, one of which is right for your purpose. Second, analyze the load to be moved – in terms of size, weight, shape, temperature, and sensitivity – then choose the sling which best meets those needs. Third, always inspect all the equipment before and after a move. Always be sure to give equipment whatever “in service” maintenance it may need. Fourth, use safe lifting practices. Use the proper lifting technique for the type of sling and the type of load.
The LKING STEEL LIMITED 6 x 37 IWRC (independent wire rope core) single-leg wire rope sling has eye-and-eye endings and a mechanical splice for lifting loads with vertical, choker, or basket configurations in general industry applications. The 6 x 37 IWRC construction contains six strands of wire rope with approximately 37 wires per strand wrapped around a separate 7 X 7 wire rope, which has seven strands with seven wires per strand, in the center of the sling. This construction provides more flexibility than a 6 x 7 or 6 x 19 wire rope sling. The wire rope construction has more abrasion and heat resistance than a web sling. This eye-and-eye sling has an eye, or loop, on both ends, and can be used with vertical, choker, and basket lifting configurations. The eyes are secured with a mechanical (also called Flemish) splice that is stronger than a hand splice. This sling has a minimum D/d ratio of 25 and meets American Society of Mechanical Engineers (ASME) specification B30.9 and Occupational Safety and Health Administration (OSHA) specification 1910.184.
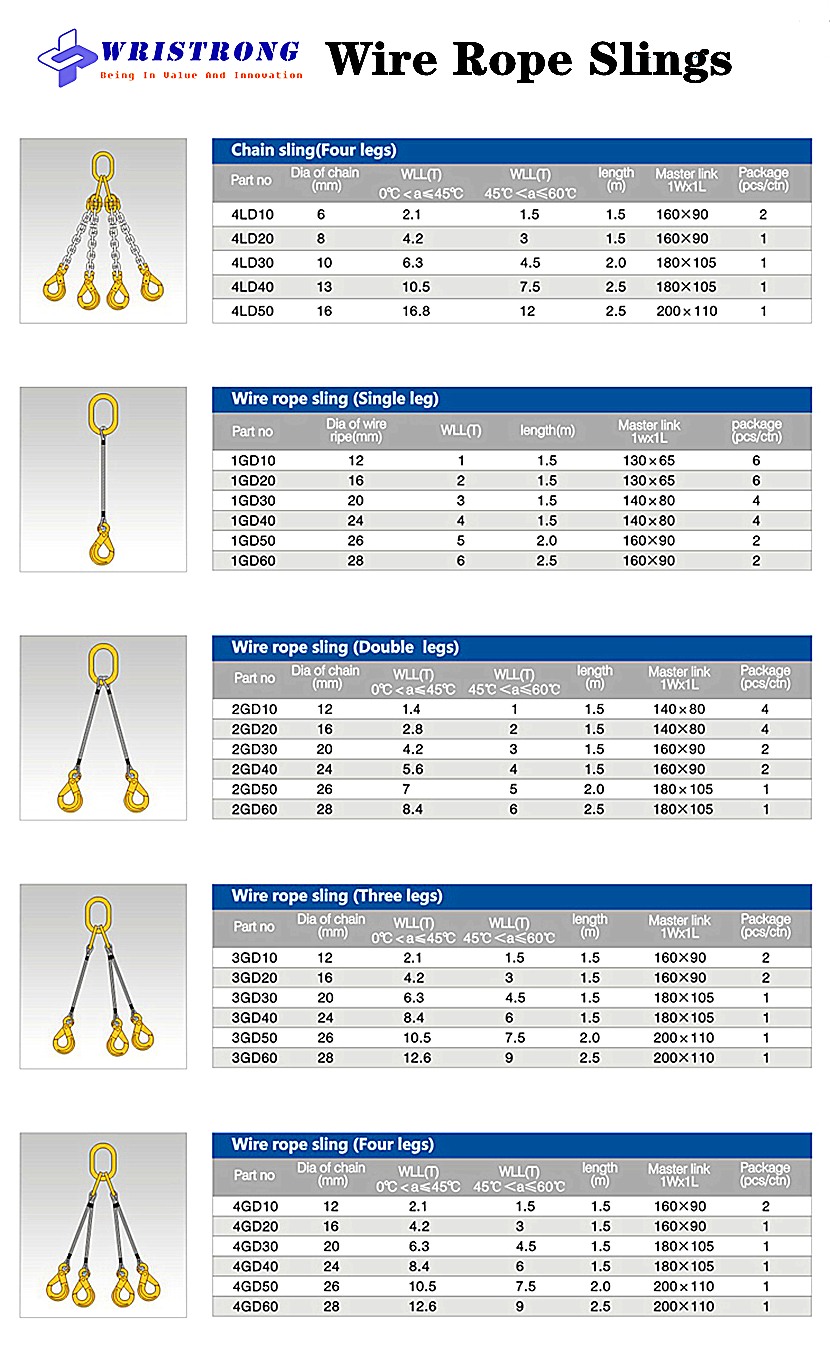
Slings are used to lift heavy objects for industrial applications. Types of slings include web slings, wire rope slings, chain slings, and mesh slings. The appropriate type of sling for an application depends on the strength-to-weight ratio, flexibility and resistance to bending, resistance to abrasion and cutting, resistance to crushing, resistance to stretching, and resistance to high temperatures and other environmental stressors. Slings have one, two, three, or four legs; or a continuous loop of webbing or wire rope. Legs are support branches that extend from a single point at the top of the sling to the item being lifted so the weight of the load is distributed evenly among the branches. Slings have eyes (loops) or alloy steel fittings on the ends.
A vertical lifting configuration connects a crane hook directly to a load with a single, vertical sling, usually by means of a hook. In a choker configuration, the sling wraps entirely around the load, and one loop passes through the other to form a slip noose, or choker. In a basket configuration, the sling passes under the load and both ends of the sling connect to the crane hook. Load capacity is the maximum weight to be lifted in a vertical configuration. The capacity in a choker configuration is approximately equal to the vertical capacity times 0.8. The capacity in a basket configuration, with sling ends at a 90-degree angle, is approximately equal to twice the vertical capacity. Load capacity in a basket configuration decreases if the angle of the sling is less than 90 degrees. For example, a sling with a capacity of 2,000 lb. in a vertical configuration will have an approximate capacity of (2,000)(0.8)=1,600 lb. in a choker configuration and an approximate capacity of (2,000)(2)=4,000 lb. in a basket configuration, if the sling ends are at a 90-degree angle to the load. A wire rope sling"s capacity in a basket configuration applies only when the configuration meets the sling"s minimum D/d ratio, which is the ratio of the diameter of the rope"s curve around the load (D) to the diameter of the sling (d). If the minimum D/d ratio is not met, the capacity of the sling is decreased.
LKING STEEL LIMITED Lifting Technologies manufactures lifting solutions including slings, cranes, and hoists. Founded in 1967, the company is headquartered in Shanghai, China.
B) if the 2legswire rope sling, the hanging points should be on both sides of the goods and the hooks are above the center of gravity of the suspended objects.
C) if it is three legs or four legs wire rope sling, the hanger must be proportioned on the plane around the cargo and the hook is located directly above the center of gravity of the suspended object.
Examine slings for wear, fatigue, crushed or broken wires, kinking, ballooning or "bird-caging", heat damage, etc. Check both before and after using slings to detect any damage or defects. See Hoist wire rope for more inspection tips.



 8613371530291
8613371530291