
safety factor for wire rope slings free sample

Wire ropes are essential for safety purposes on construction sites and industrial workplaces. They are used to secure and transport extremely heavy pieces of equipment – so they must be strong enough to withstand substantial loads. This is why the wire rope safety factor is crucial.
You may have heard that it is always recommended to use wire ropes or slings with a higher breaking strength than the actual load. For instance, say that you need to move 50,000 lbs. with an overhead crane. You should generally use equipment with a working load limit that is rated for weight at least five times higher – or 250,000 lbs. in this case.
This recommendation is all thanks to the wire rope safety factor. This calculation is designed to help you determine important numbers, such as the minimum breaking strength and the working load limit of a wire rope.
The safety factor is a measurement of how strong of a force a wire rope can withstand before it breaks. It is commonly stated as a ratio, such as 5:1. This means that the wire rope can hold five times their Safe Work Load (SWL) before it will break.
So, if a 5:1 wire rope’s SWL is 10,000 lbs., the safety factor is 50,000 lbs. However, you would never want to place a load near 50,000 lbs. for wire rope safety reasons.
The safety factor rating of a wire rope is the calculation of the Minimum Break Strength (MBS) or the Minimum Breaking Load (MBL) compared to the highest absolute maximum load limit. It is crucial to use a wire rope with a high ratio to account for factors that could influence the weight of the load.
The Safe Working Load (SWL) is a measurement that is required by law to be clearly marked on all lifting devices – including hoists, lifting machines, and tackles. However, this is not visibly listed on wire ropes, so it is important to understand what this term means and how to calculate it.
The safe working load will change depending on the diameter of the wire rope and its weight per foot. Of course, the smaller the wire rope is, the lower its SWL will be. The SWL also changes depending on the safety factor ratio.
The margin of safety for wire ropes accounts for any unexpected extra loads to ensure the utmost safety for everyone involved. Every year there aredue to overhead crane accidents. Many of these deaths occur when a heavy load is dropped because the weight load limit was not properly calculated and the wire rope broke or slipped.
The margin of safety is a hazard control calculation that essentially accounts for worst-case scenarios. For instance, what if a strong gust of wind were to blow while a crane was lifting a load? Or what if the brakes slipped and the load dropped several feet unexpectedly? This is certainly a wire rope safety factor that must be considered.
Themargin of safety(also referred to as the factor of safety) measures the ultimate load or stress divided by theallowablestress. This helps to account for the applied tensile forces and stress thatcouldbe applied to the rope, causing it to inch closer to the breaking strength limit.
A proof test must be conducted on a wire rope or any other piece of rigging equipment before it is used for the first time.that a sample of a wire rope must be tested to ensure that it can safely hold one-fifth of the breaking load limit. The proof test ensures that the wire rope is not defective and can withstand the minimum weight load limit.
First, the wire rope and other lifting accessories (such as hooks or slings) are set up as needed for the particular task. Then weight or force is slowly added until it reaches the maximum allowable working load limit.
Some wire rope distributors will conduct proof loading tests before you purchase them. Be sure to investigate the criteria of these tests before purchasing, as some testing factors may need to be changed depending on your requirements.
When purchasing wire ropes for overhead lifting or other heavy-duty applications, understanding the safety dynamics and limits is critical. These terms can get confusing, but all of thesefactors serve an important purpose.
Our company has served as a wire rope distributor and industrial hardware supplier for many years. We know all there is to know about safety factors. We will help you find the exact wire ropes that will meet your requirements, no matter what project you have in mind.
Wire rope is often used in slings because of its strength, durability, abrasion resistance and ability to conform to the shape of the loads on which it is used. In addition, wire rope slings are able to lift hot materials.
Wire rope used in slings can be made of ropes with either Independent Wire Rope Core (IWRC) or a fiber-core. It should be noted that a sling manufactured with a fiber-core is usually more flexible but is less resistant to environmental damage. Conversely, a core that is made of a wire rope strand tends to have greater strength and is more resistant to heat damage.
Wire rope may be manufactured using different rope lays. The lay of a wire rope describes the direction the wires and strands are twisted during the construction of the rope. Most wire rope is right lay, regular lay. This type of rope has the widest range of applications. Wire rope slings may be made of other wire rope lays at the recommendation of the sling manufacturer or a qualified person.
Wire rope slings are made from various grades of wire rope, but the most common grades in use are Extra Improved Plow Steel (EIPS) and Extra Extra Improved Plow Steel (EEIPS). These wire ropes are manufactured and tested in accordance with ASTM guidelines. If other grades of wire rope are used, use them in accordance with the manufacturer"s recommendations and guidance.
When selecting a wire rope sling to give the best service, consider four characteristics: strength, ability to bend without distortion, ability to withstand abrasive wear, and ability to withstand abuse.
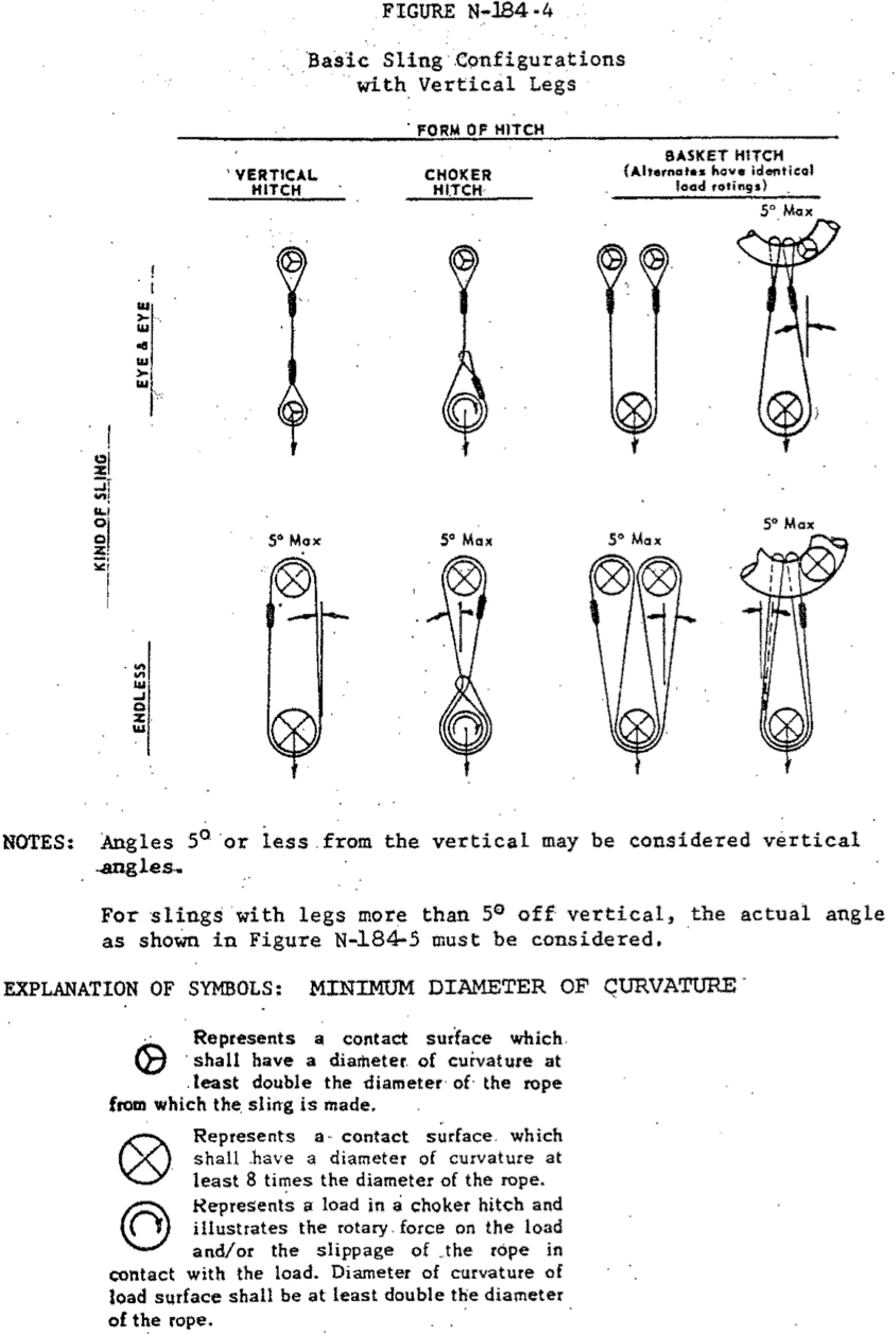
Rated loads (capacities) for single-leg vertical, choker, basket hitches, and two-, three-, and four-leg bridle slings for specific grades of wire rope slings are as shown in Tables 7 through 15.
Rated loads for a sling in a choker hitch are the values shown in Table 7, 9, 11, 13, 14, or 15, provided that the angle of the choke is 120 degrees or more (Fig. 2). Use the values in Fig. 2 or those from the sling manufacturer or a qualified person for angles of choke less than 120 degrees.
Ensure that slings made of rope with 6×19 and 6x37 classifications and cable slings have a minimum clear length of rope 10 times the component rope diameter between splices, sleeves, or end fittings unless approved by a qualified person,
Ensure that braided slings have a minimum clear length of rope 40 times the component rope diameter between the loops or end fittings unless approved by a qualified person,
Ensure that grommets and endless slings have a minimum circumferential length of 96 times the body diameter of the grommet or endless sling unless approved by a qualified person, and
Perform welding of handles or other accessories to end attachments, except covers to thimbles, before assembly of the sling. Ensure that welded end attachments are proof tested by the manufacturer or a qualified person. Retain the certificates of proof test and make them available for examination.
Do not use wire rope clips to fabricate wire rope slings, except where the application precludes the use of prefabricated slings and where the sling is designed for the specific application by a qualified person,
Use damaged slings only after they are repaired, reconditioned, and proof tested by the sling manufacturer or a qualified person using the following criteria:
Ensure that wire rope slings have suitable characteristics for the type of load, hitch, and environment in which they will be used and that they are not used with loads in excess of the rated load capacities described in the appropriate tables. When D/d ratios (Fig. 4) are smaller than those listed in the tables, consult the sling manufacturer. Follow other safe operating practices, including:
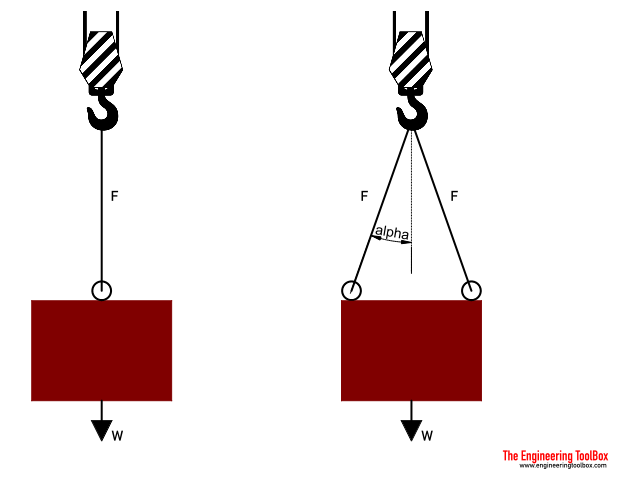
Ensure that multiple-leg slings are selected according to Tables 7 through 15 when used at the specific angles given in the tables. Ensure that operations at other angles are limited to the rated load of the next lower angle given in the tables or calculated by a qualified person,
When D/d ratios (see Fig. 6) smaller than those cited in the tables are necessary, ensure that the rated load of the sling is decreased. Consult the sling manufacturer for specific data or refer to the WRTB (Wire Rope Technical Board) Wire Rope Sling Users Manual, and
Ensure that the load applied to the hook is centered in the base (bowl) of the hook to prevent point loading on the hook, unless the hook is designed for point loading,
Before initial use, ensure that all new swaged-socket, poured-socket, turnback-eye, mechanical joint grommets, and endless wire rope slings are proof tested by the sling manufacturer or a qualified person.
Permanently remove from service fiber-core wire rope slings of any grade if they are exposed to temperatures in excess of 180 degrees F (82 degrees C).
Follow the recommendations of the sling manufacturer when you use metallic-core wire rope slings of any grade at temperatures above 400 degrees F (204 degrees C) or below minus 40 degrees F (minus 40 degrees C).

Safe Working Load (SWL) is the limiting safety factor to lift and carry any load safely. It must be clearly marked on any lifting device (hoist, lifts, lifting machines, and lifting tackles).
“No lifting machine and no chain, rope or lifting tackle shall, except for the purpose of the test, be loaded beyond the safe working load which shall be plainly marked and duly entered in the prescribed register, and where this is not practicable, a table showing the safe working loads of every kind and size of lifting machine or chain, rope or lifting tackle in use shall be displayed in prominent positions on the premises”
A table showing the SWL (Safe Working Load) of every kind and size of chain, rope, or lifting tackle in use, and in case of multiple slings, the SWLat different angles of the legs, shall be posted in the storeroom.
Safe Working Load is generally tabulated in the load chart of the crane. Sometimes, it is de-rated(decreased) due to defect in welding, bend in angle, bracing, etc., and condition of clutch, brake, etc. Modern cranes give a digital display of SWL, angle indicator, boom limit switch, and alarm for exceeding load.
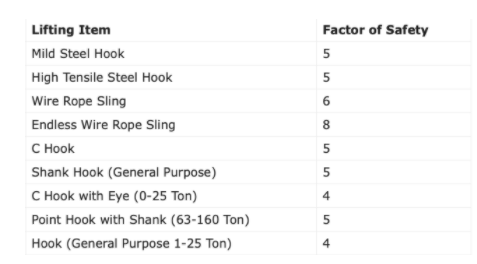
The factor of the safety (Safety Factor) of fiber ropes varies from 6 to 12 mm depending on the conditions of use. fiber rope less than 12 mm dia should not be used for a sling or apart of a lifting appliance. Their factor of safety (FS) varies with diameter. The factor of Safety for the hook, wire rope sling, chain, fiber rope, and belt are given in the table below:
The proof test is required as a part of ‘thorough examination’ u/r 60(1) of GFRand no lifting machine or tackle should be used for the first time without this proof test.
In general, the proof load applied to chains, rings, hooks, shackles, and similar gear is twice the SWL. It should be just under the yield stress for the material.
Chain, ring, hook, shackles, swivel, sling, individual components of the hoist, wire rope, chain, pulleys, hooks, eye bolts, pins, axles, bearings, turnbuckles & ringing screws.2 SWL
After the above proof test, the parts are to be examined thoroughly by a competent person for signs of cracks, fatigue, deformation, permanent stretch, etc.
The purpose of this safety policy and procedure is to establish the methods and guidelines for the safe use of slings throughout [COMPANY]. Slings, a component of hoisting and rigging systems, are used to lift and move loads. In [COMPANY], alloy steel chain, wire rope, natural and synthetic fiber rope, and synthetic web slings are typically used. Slings are capable of lifting tremendous loads.
This safety policy and procedure provides guidelines for implementing an effective safe sling use program. It includes provisions for training, recognizing the types of slings used in [COMPANY], understanding the attachments used with slings, and inspecting slings. Additionally, it presents information on sling repair requirements and subsequent removal from service.
It is the policy of [COMPANY] is to provide a place of employment free from recognized hazards that cause or are likely to cause death or serious physical harm to employees or the public. Therefore, to minimize and eliminate material lifting hazards, properly rated slings that are not damaged or defective will be used in [COMPANY]. When hazards exist that cannot be eliminated, then engineering practices, administrative practices, safe work practices, Personal Protective Equipment (PPE), and proper training regarding Slings will be implemented. These measures will be implemented to minimize those hazards to ensure the safety of employees and the public.
It is the responsibility of each manager/unit head, supervisor and employee to ensure implementation of [COMPANY]’s safety policy and procedure on Slings. It is also the responsibility of each [COMPANY] employee to report immediately any unsafe act or condition of equipment to his or her supervisor.
Managers/Unit Heads are responsible for ensuring adequate funds are available for the purchase of chains and slings for their areas. They will also be responsible for identifying the employees affected by this safety policy and procedure. Managers/Unit Heads will obtain and coordinate the required training for the affected employees. Managers/Unit Heads will also audit their safe sling use program to ensure effective implementation with this safety policy and procedure.
Supervisors. Every six months, supervisors or a designated employee will inspect all slings in their work area for wear and for defects in composition and welds. Supervisors will ensure that defective or damaged slings are removed from service. Supervisors will also ensure that employees are provided with the appropriate Personal Protective Equipment (PPE) as necessary for their job (e.g., foot, hand, or eye protection as necessary).
Employees shall comply with all applicable training. Additionally, employees shall report all damaged slings and/or unsafe conditions to their supervisors.
Safety and Loss Control. Safety and Loss Control will provide prompt assistance to managers/unit heads, supervisors, or others as necessary on any matter concerning this safety policy and procedure. Additionally, Safety and Loss Control will assist in developing or securing the required training. Safety and Loss Control will work with Purchasing to ensure that all newly purchased slings comply with this safety policy and procedure. Additionally, Safety will provide consultative and audit assistance to ensure the safe use of slings.
Central Equipment unit shall maintain an adequate supply of appropriate slings. Central Equipment Unit will ensure that all components are delivered with the appropriate manufacturer’s certification.
The user should determine that the sling is being used in accordance with rated capacity as listed in the manufacturer’s catalog. The alloy steel chain, wire rope and fiber rope slings are typically used where sling damage to the load is not critical. Synthetic web slings are ideal where sling damage to a load is not acceptable.
Alloy chain slingswill have permanent identification affixed to the sling indicating the size, grade, rated capacity, and reach of the sling. Untagged slings will be removed from service. Alloy steel chains and chain slings should not be heated above 600 degrees after being received from the manufacturer.
Wire rope slings must be proof-tested by the manufacturer to ensure quality. A certificate verifying rated capacity will accompany each wire rope sling. This certificate must be available for review.
Synthetic web slings must be marked or coded to show the rated capacities for each type of hitch, type of web material, and manufacturer. Additionally, synthetic web slings must not be exposed to fumes, vapors, sprays, mists, liquid acids, liquid phenolics, or liquid caustics.
Equipment Inspections are conducted to ensure specific safety equipment is in good working order and will function when needed. Examples and frequencies are:
All attachments including hooks, rings, oblong links, pear shaped links, and welded link components will be rated at least at the capacity of the sling itself. Makeshift links or other shop fabricated attachments will not be used. Slings twisted more than 10 degrees from the plane of the unbent hook will not be used.
Slings will be inspected each day prior to use. Any visual defect will be reported. Damaged slings will not be used. In severe conditions (e.g., temperature, corrosion, etc.), slings will be inspected throughout the day. Alloy chain slings will be inspected every six months by a supervisor or designated employee for wear and defects in composition and welds. This inspection will consider not only the physical aspects, but also the total service life of the slings. This inspection will be recorded and maintained on file with the date of the inspection and name and signature of the employee performing the inspection.
Slings must be in good condition and not damaged or defective to ensure safe and reliable use. If slings are worn, damaged or defective they shall not be used. If the slings are believed to be repairable, then those slings will be returned to the sling manufacturer for repairs. The manufacturer must proof-test all repaired slings before they are accepted for reuse. Under no circumstances will employees attempt to repair slings for reuse. Broken links or attachments on steel alloy chain slings will not be repaired using mechanical coupling links. Additionally, any sling with temporary repairs will not be used.
If slings are damaged or defective, they shall not be used. Until repairs are made on defective or damaged slings, they will be removed from service. If these slings are not repairable, they will be permanently removed from service. Appendix G lists the conditions that must be present to remove any sling from service.
• In manila rope, eye splices will consist of at least three full tucks, and short splices will consist of at least six full tucks, three on each side of the splice center line.
• In synthetic rope, eye splices will consist of at least four full tucks, and short splices will consist of at least eight full tucks, four on each side of the center line.
• Strand end tails will not be trimmed flush with the surface of the rope immediately adjacent to the full tucks. This applies to all types of fiber rope and both eye and short splices. For fiber rope under one inch in diameter, the tail will project at least six inches beyond the last full tuck.
• For all eye splices, the eye will be large enough to provide an angle of not greater than 60% at the splice when the eye is placed over the load or support.
The following information is to be used as a guide for inspecting wire rope and wire rope slings. Inspection frequency should be based on safety factors, property damage, and the cost of replacing destroyed or damaged goods and material dropped due to the use or misuse of improper or damaged wire rope and slings. Additionally, slings should be inspected at regular intervals. This interval should be determined by the user and is dependent upon the particular use of the sling and [COMPANY] safety requirements. A sling should be inspected after any unusual situation that may have damaged it, such as overload, accident, or fire. It should not be returned in service until continued safe operation has been verified.Each sling should have a serial number. If no number is available, a tag should be attached at the time of inspection. This number should be listed on the inspection report. Inspection should be performed only by persons with sufficient experience and knowledge to properly apply the criteria for rejection. The following should be considered criteria for rejection:
• Abrasion: There should be no wearing, scrubbing, or preening of any outside wire causing the reduction of the diameter of a single wire by more than 1/3.
• Reduced Diameter: There should not be any reduction of the diameter of the rope along the main length or of any section (overloading or contact with sharp edges of load without permission).
• End Attachments: There should be no evidence of cracks, deformity, excessive corrosion, or excessive wear of the fittings forming the splice or socket.
Examine slings for wear, fatigue, crushed or broken wires, kinking, ballooning or "bird-caging", heat damage, etc. Check both before and after using slings to detect any damage or defects. See Hoist wire rope for more inspection tips.
Dimensions Education: Bachelor’s or Master’s Degree in Computer Science, Information Systems, or other related field. Or equivalent work experience. Experience: A minimum of 10 years of IT (including Web/Internet, database applications and data warehousing) and business/industry work experience, with at least 3 years of leadership experience in managing multiple, large, cross-functional teams or project, and influencing senior level management and key stakeholders.
Structures Airport facilities such as bridges; culverts; catch basins, inlets, retaining walls, cribbing; storm and sanitary sewer lines; water lines; underdrains; electrical ducts, manholes, handholes, lighting fixtures and bases; transformers; flexible and rigid pavements; navigational aids; buildings; vaults; and, other manmade features of the airport that may be encountered in the work and not otherwise classified herein. 10-50 SUBGRADE. The soil which forms the pavement foundation.
Partitions In order to ensure maximum privacy for clients and to preserve the attorney-client privilege, the Employer agrees to construct floor to ceiling partitions for the offices of all casehandling staff where architecturally feasible. The feasibility of such construction may be limited by the cost relating to lighting and airflow.
Measurements Readings of the Meters at the Facility by the Interconnecting Utility in whose territory the Facility is located (or an independent Person mutually acceptable to the Parties) shall be conclusive as to the amount of Energy generated by the Facility; provided however, that Seller, upon request of Buyer and at Buyer’s expense (if more frequently than annually as provided for in Section 4.6(a)), shall cause the Meters to be tested by the Interconnecting Utility in whose territory the Facility is located, and if any Meter is out of service or is determined to be registering inaccurately by more than two percent (2%), (i) the measurement of Energy produced by the Facility shall be adjusted as far back as can reasonably be ascertained, but in no event shall such period exceed six (6) months from the date that such inaccuracy was discovered, in accordance with the filed tariff of such Interconnecting Utility or the ISO-NE Tariff, whichever is applicable, and any adjustment shall be reflected in the next invoice provided by Seller to Buyer hereunder and (ii) Seller shall reimburse Buyer for the cost of such test of the Meters. Meter readings shall be adjusted to take into account the losses to Deliver the Energy to the Delivery Point. Seller shall make recorded meter data available monthly to the Buyer at no cost.
Installations 2.1. This test shall be conducted with either the complete REESS or with a related REESS subsystem(s) including the cells and their electrical connections. If the manufacturer chooses to test with related subsystem(s), the manufacturer shall demonstrate that the test result can reasonably represent the performance of the complete REESS with respect to its safety performance under the same conditions. If the electronic management unit for the REESS is not integrated in the casing enclosing the cells, then the electronic management unit may be omitted from installation on the Tested-Device if so requested by the manufacturer.



 8613371530291
8613371530291