
what is breaking strength of wire rope manufacturer
Rope strength is a misunderstood metric. One boater will talk about tensile strength, while the other will talk about working load. Both of these are important measurements, and it’s worth learning how to measure and understand them. Each of these measurements has different uses, and here we’re going to give a brief overview of what’s what. Here’s all you need to know about rope strength.
Each type of line, natural fiber, synthetic and wire rope, have different breaking strengths and safe working loads. Natural breaking strength of manila line is the standard against which other lines are compared. Synthetic lines have been assigned “comparison factors” against which they are compared to manila line. The basic breaking strength factor for manila line is found by multiplying the square of the circumference of the line by 900 lbs.
When you purchase line you will buy it by its diameter. However, for purposes of the USCG license exams, all lines must be measured by circumference. To convert use the following formula.
As an example, if you had a piece of ½” manila line and wanted to find the breaking strength, you would first calculate the circumference. (.5 X 3.14 = 1.57) Then using the formula above:
To calculate the breaking strength of synthetic lines you need to add one more factor. As mentioned above, a comparison factor has been developed to compare the breaking strength of synthetics over manila. Since synthetics are stronger than manila an additional multiplication step is added to the formula above.
Using the example above, letÂ’s find the breaking strength of a piece of ½” nylon line. First, convert the diameter to the circumference as we did above and then write the formula including the extra comparison factor step.
Knots and splices will reduce the breaking strength of a line by as much as 50 to 60 percent. The weakest point in the line is the knot or slice. However, a splice is stronger than a knot.
Just being able to calculate breaking strength doesn’t give one a safety margin. The breaking strength formula was developed on the average breaking strength of a new line under laboratory conditions. Without straining the line until it parts, you don’t know if that particular piece of line was above average or below average. For more information, we have discussed the safe working load of ropes made of different materials in this article here.
It’s very important to understand the fundamental differences between the tensile strength of a rope, and a rope’s working load. Both terms refer to rope strength but they’re not the same measurement.
A rope’s tensile strength is the measure of a brand-new rope’s breaking point tested under strict laboratory-controlled conditions. These tests are done by incrementally increasing the load that a rope is expected to carry, until the rope breaks. Rather than adding weight to a line, the test is performed by wrapping the rope around two capstans that slowly turn the rope, adding increasing tension until the rope fails. This test will be repeated on numerous ropes, and an average will be taken. Note that all of these tests will use the ASTM test method D-6268.
The average number will be quoted as the rope’s tensile strength. However, a manufacturer may also test a rope’s minimum tensile strength. This number is often used instead. A rope’s minimum tensile strength is calculated in the same way, but it takes the average strength rating and reduces it by 20%.
A rope’s working load is a different measurement altogether. It’s determined by taking the tensile strength rating and dividing it accordingly, making a figure that’s more in-line with an appropriate maximum load, taking factors such as construction, weave, and rope longevity into the mix as well. A large number of variables will determine the maximum working load of a rope, including the age and condition of the rope too. It’s a complicated equation (as demonstrated above) and if math isn’t your strong point, it’s best left to professionals.
However, if you want to make an educated guess at the recommended working load of a rope, it usually falls between 15% and 25% of the line’s tensile strength rating. It’s a lotlower than you’d think. There are some exceptions, and different construction methods yield different results. For example, a Nylon rope braided with certain fibers may have a stronger working load than a rope twisted out of natural fibers.
For safety purposes, always refer to the information issued by your rope’s manufacturer, and pay close attention to the working load and don’t exceed it. Safety first! Always.
If you’re a regular sailor, climber, or arborist, or just have a keen interest in knot-tying, be warned! Every knot that you tie will reduce your rope’s overall tensile strength. Some knots aren’t particularly damaging, while others can be devastating. A good rule of thumb is to accept the fact that a tied knot will reduce your rope’s tensile strength by around 50%. That’s an extreme figure, sure, but when it comes to hauling critical loads, why take chances?
Knots are unavoidable: they’re useful, practical, and strong. Splices are the same. They both degrade a rope’s strength. They do this because a slight distortion of a rope will cause certain parts of the rope (namely the outer strands) to carry more weight than others (the inner strand). In some cases, the outer strands end up carrying all the weight while the inner strands carry none of it! This isn’t ideal, as you can imagine.
Some knots cause certain fibers to become compressed, and others stretched. When combined together, all of these issues can have a substantial effect on a rope’s ability to carry loads.
Naturally, it’s not always as drastic as strength loss of 50% or more. Some knots aren’t that damaging, some loads aren’t significant enough to cause stress, and some rope materials, such as polypropylene, Dyneema, and other modern fibers, are more resilient than others. Just keep in mind that any knots or splices will reduce your rope’s operations life span. And that’s before we talk about other factors such as the weather or your rope care regime…

Some of our calculators and applications let you save application data to your local computer. These applications will - due to browser restrictions - send data between your browser and our server. We don"t save this data.
Google use cookies for serving our ads and handling visitor statistics. Please read Google Privacy & Terms for more information about how you can control adserving and the information collected.

Wire ropes are essential for safety purposes on construction sites and industrial workplaces. They are used to secure and transport extremely heavy pieces of equipment – so they must be strong enough to withstand substantial loads. This is why the wire rope safety factor is crucial.
You may have heard that it is always recommended to use wire ropes or slings with a higher breaking strength than the actual load. For instance, say that you need to move 50,000 lbs. with an overhead crane. You should generally use equipment with a working load limit that is rated for weight at least five times higher – or 250,000 lbs. in this case.
This recommendation is all thanks to the wire rope safety factor. This calculation is designed to help you determine important numbers, such as the minimum breaking strength and the working load limit of a wire rope.
The safety factor is a measurement of how strong of a force a wire rope can withstand before it breaks. It is commonly stated as a ratio, such as 5:1. This means that the wire rope can hold five times their Safe Work Load (SWL) before it will break.
So, if a 5:1 wire rope’s SWL is 10,000 lbs., the safety factor is 50,000 lbs. However, you would never want to place a load near 50,000 lbs. for wire rope safety reasons.
The safety factor rating of a wire rope is the calculation of the Minimum Break Strength (MBS) or the Minimum Breaking Load (MBL) compared to the highest absolute maximum load limit. It is crucial to use a wire rope with a high ratio to account for factors that could influence the weight of the load.
The Safe Working Load (SWL) is a measurement that is required by law to be clearly marked on all lifting devices – including hoists, lifting machines, and tackles. However, this is not visibly listed on wire ropes, so it is important to understand what this term means and how to calculate it.
The safe working load will change depending on the diameter of the wire rope and its weight per foot. Of course, the smaller the wire rope is, the lower its SWL will be. The SWL also changes depending on the safety factor ratio.
The margin of safety for wire ropes accounts for any unexpected extra loads to ensure the utmost safety for everyone involved. Every year there aredue to overhead crane accidents. Many of these deaths occur when a heavy load is dropped because the weight load limit was not properly calculated and the wire rope broke or slipped.
The margin of safety is a hazard control calculation that essentially accounts for worst-case scenarios. For instance, what if a strong gust of wind were to blow while a crane was lifting a load? Or what if the brakes slipped and the load dropped several feet unexpectedly? This is certainly a wire rope safety factor that must be considered.
Themargin of safety(also referred to as the factor of safety) measures the ultimate load or stress divided by theallowablestress. This helps to account for the applied tensile forces and stress thatcouldbe applied to the rope, causing it to inch closer to the breaking strength limit.
A proof test must be conducted on a wire rope or any other piece of rigging equipment before it is used for the first time.that a sample of a wire rope must be tested to ensure that it can safely hold one-fifth of the breaking load limit. The proof test ensures that the wire rope is not defective and can withstand the minimum weight load limit.
First, the wire rope and other lifting accessories (such as hooks or slings) are set up as needed for the particular task. Then weight or force is slowly added until it reaches the maximum allowable working load limit.
Some wire rope distributors will conduct proof loading tests before you purchase them. Be sure to investigate the criteria of these tests before purchasing, as some testing factors may need to be changed depending on your requirements.
When purchasing wire ropes for overhead lifting or other heavy-duty applications, understanding the safety dynamics and limits is critical. These terms can get confusing, but all of thesefactors serve an important purpose.
Our company has served as a wire rope distributor and industrial hardware supplier for many years. We know all there is to know about safety factors. We will help you find the exact wire ropes that will meet your requirements, no matter what project you have in mind.
A similar rope to 6x7 but the fibre core is replaced by a wire strand, resulting in a greater resistance to crushing and added strength, lacks flexibility on larger diameter ropes.
This rope is widely used for General Purpose Engineering, It has good strength and flexibility with reasonably good resistance to abrasion and crushing.
As a wire rope is used, the outer wires wear through abrasion and so the rope suffers loss of cross-sectional area – this obviously reduces the breaking strength of the wire rope. Resistance to abrasive wear is therefore an important property of a wire rope.
Abrasion resistance is directly related to the design of the rope, in particular the design of the strands of the rope. In general, ropes with fewer larger wires will be more abrasion resistant than a similar rope made up of smaller wires – a 6 x 19 rope will therefore be more abrasion resistant than a 6 x 36 rope.
In a later article in this technical series we will discuss fatigue resistance in great detail but for the purposes of this discussion, we must recognise that a cyclic stress reversal occurs when a body is subjected to alternating tensile and compressive loads.
In a drilling operation, wire ropes run through sheaves constantly and so are constantly subjected to alternating tensile and compressive loads – i.e. cyclic stress reversals.
Figure 1 illustrates a wire rope bending over a sheave. It is clear that the outer parts of the rope running over the sheave are in tension and the inner parts of the rope running over the sheave are in compression and as the rope moves over the sheave these stresses reverse.
It should be obvious that the smaller the diameter of the sheave the greater the magnitude (amplitude) of the stress reversal and so the more rapidly fatigue will occur in the rope.
Wire ropes experience external forces that will tend to alter or distort the shape of the rope. Crushing prevents wires and strands moving easily over one another during normal operation and this can lead to accelerated wear and reduced rope life.
There is almost an endless number of wire rope applications that all have different strength and flexibility requirements. In order to determine your unique wire rope requirements, it is important to understand the basic configurations and characteristics of wire rope cable that determine its overall strength. Three primary areas that determine the strength of wire rope cable include:
As shown below, there are 3 basic parts to wire rope: the wire, the strand and the core all combine to form the wire rope. There is a standard naming convention of wire rope, which is the main component that will determine the strength of wire rope:
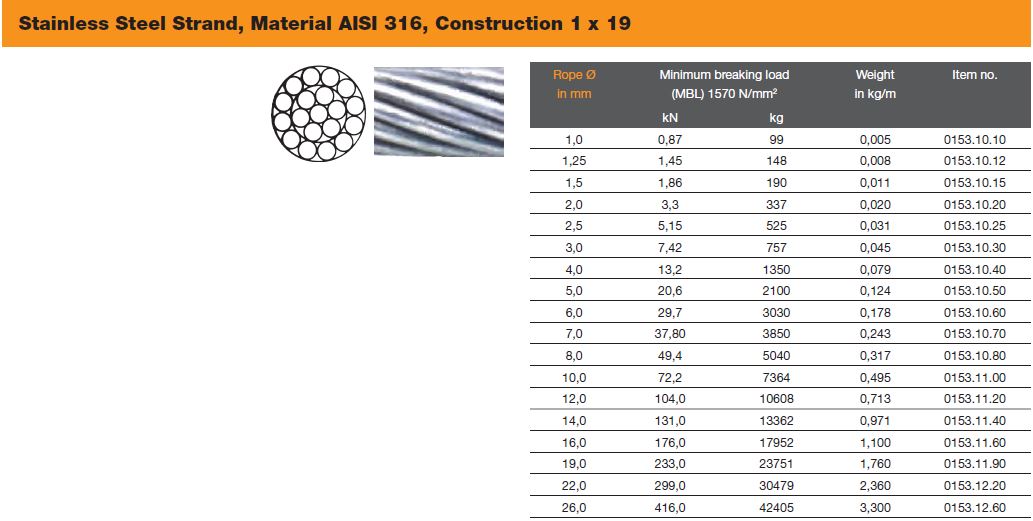
There is an inverse relationship between the strength of the wire rope and the flexibility / stretch of the rope as more strands and more wires per strand are added. As shown below, 1 X 19 is the least flexible but has a high breaking strength. 7 X 7 is more flexible and has medium strength and 7 X 19 is the most flexible but has the lowest breaking strength.
There are numerous configurations of miniature wire cables that we can supply based on your unique requirements. Below are some of the most common wire strand configurations:
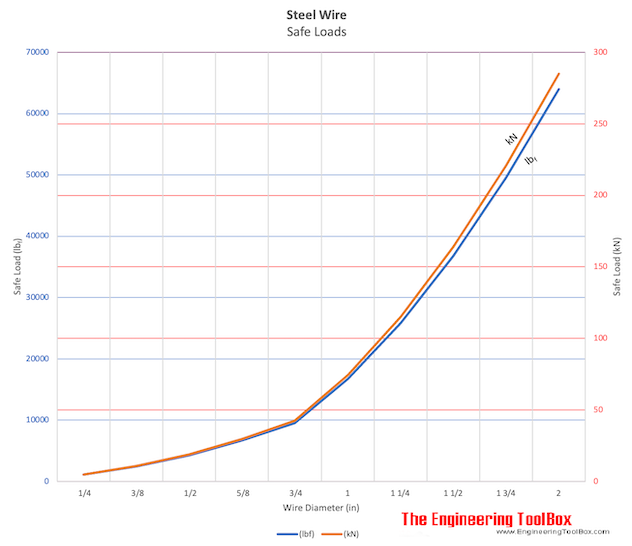
The diameter of each individual wire, in conjunction with the wire configuration will determine the overall wire rope cable diameter. As the diameter increases, the breaking strength of the wire will also increase. It is recommended to select a cable with a minimum breaking strength of 10 times the actual load requirement that you need for your project.
There is a large assortment of materials that are used to make wire rope that will all determine the overall strength of the wire. Some of the materials we offer include Stainless Steel, Galvanized Steel, Tungsten, Nitinol, Vitallium, Inconel, Titanium, and Molybdenum. Each material not only has different purposes and applications but will also determine the overall strength of the rope.
Additionally, wire rope can be either coated or uncoated. We have a variety of coatings that also provide different flexibility and strength. We offer nylon, vinyl, FEP, polypropylene and polyethylene extruded coatings.
There are many considerations that go into determining the overall strength of wire rope and your project has a unique set of requirements. We look forward to working with you to determine exactly what type of wire rope fits your needs.
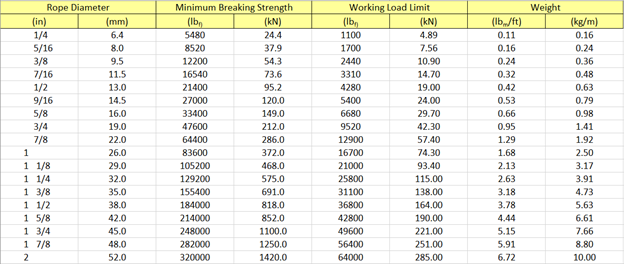
Galvanized wire rope is categorized by number of strands in its construction. We supply most of them but we concentrate on the two major categories of galvanized (and ungalvanized or bright) wire rope. These “classes” are referred to as 6x19 and 6x36. Within each category of galvanized wire rope there are different “constructions” illustrated in the tables below.
Wire rope, galvanized and ungalvanized is used for many kinds of projects and applications. No matter the application galvanized wire rope must be used properly to insure the safest working conditions. All of our galvanized wire rope is manufactured to meet or exceed Federal Specification RRW-410 and is mill certified.
All of these general purpose wire ropes are available in full reels, custom cut sizes or as part of a custom made wire rope sling. Contact us today for more information.
Galvanized wire rope also comes in different strength categories (IPS and EIPS) and different cores (FC or fiber core and IWRC or independent wire rope core). Relevant data for each is listed in the table below.
When it comes to choosing the right wire rope, you need to ensure you choose the materials best suited to meet your application’s needs, while also being sensitive to budget. This requires working with the right stainless steel wire supplier that meets ISO 9001 requirements. Stainless steel wire rope manufacturers like Carl Stahl Sava Industries know that it is cost-effective, strong, durable, corrosion-resistant, and heat resistant. This makes stainless steel among the more popular cable rope materials that Sava works with precisely due to its wide range of applications and affordability.
Stainless steel wire rope suppliers often recommend it over other cable construction materials because of its cost-effectiveness. But what’s interesting about stainless steel stranded wire is that its affordability, as compared with more expensive alternatives like tungsten for example is rooted in its low maintenance, longevity, availability and ease of use and installation. Therefore the material’s mechanical malleability, including its lifespan, combined with how readily available it is, makes stainless steel ideal in many use cases.
As a stainless steel wire rope supplier & manufacturerSava typically works with industry-standard stainless steel, such as 303, 304 and 316 stainless steel. However, we can work with any stainless steel a customer needs,and through our stainless steel wire fabrication process we provide a product other wire rope manufacturers, suppliers, and stainless steel wire rope factories cannot. We are a wire rope supplier of over-the-counter stainless steel cable and manufacture an entire family of cable fittings to create your custom cable assembly.
Another reason stainless steel is an industry-standard is because of stainless steel wire rope’sstrength and durability. It is an exceptionally strong wire.
For example, Grade 301 and 304 stainless steel possesses a tensile strength of up to 1300 MPa in strip and wire forms. Galvanized steel, with a tensile strength of up to 550 MPa, comparatively, makes stainless steel remarkably strong.
Consequently, stainless steel has a long lifespan, although not as long as tungsten due to the latter’s tolerance of more intense temperatures. Even so, stainless steel is effective in a wide range of applications over many cycles, making it ideal across many applications.
As mentioned, tungsten is preferable in extremely hot environments that require a long life span, because it heats up quickly but dissipates the heat equally as fast. However, stainless steel can perform at these same levels of extreme heat and at a lower cost, but over less cycles. But that it doesn’t last as long as tungsten under extreme conditions doesn’t rule it out. For instance, if you have an operation that needs a high lifecycle, but it’s not being used as frequently, stainless steel mechanical cable might be perfect. If cycles are less frequent, then it’s possible stainless steel will last as long as the application requires and again, under the same hostile temperatures that gives tungsten all the glory.
So, while tungsten certainly has its benefits, stainless steel mechanical cable is a strong alternative that will provide similar, if not the same, results for most applications.
Another feature that makes stainless steel cable advantageous is that it’s easy to work with, compared to other materials. It is very easily formed, especially in the small-diameter wires inside the cable as well. What’s more, stainless steel mechanical cable is also easy to lay into the appropriate shape when stranded.
When the stainless steel cable is manufactured with a nitinol core, the results possess seemingly magical easy-to-use properties. Known as a memory alloy, nitinol “remembers,” so-to-speak, the shape it was in, allowing the stainless steel cable housing the nitinol core wire to traverse winding and twisting pathways like arteries and other narrow vessels. In such surgical applications, this nitinol core wire is the center of the stranded cable otherwise comprised of stainless steel. So when paired with nitinol, stainless steel cable becomes a flexible, memory-based solution for a wide array of medical devices that use medical cable assemblies, and medical grade stainless steel wire. But as nitinol is not used to comprise the entire stranded cable used in these elegant medical devices, stainless steel remains the best material to work with when bending is critical, but cost is equally important.
If your application requires sensitivity to corrosion, such as weather or water, salt or otherwise, stainless steel cable is an excellent choice. The material’s tolerance of harsh environmental conditions ensures the cable can take a beating over a long period of time by moisture. Comparatively speaking, galvanized steel, another steel cable Sava manufacturers, is vulnerable to applications where corrosive variables are present, like marine or submerged saltwater uses.
If you are looking for a stainless steel cable supplier and manufacturer, our USA based manufacturing team can help you decide which stainless steel wire rope is right for your application. Visit our contact page to get in touch with a Sava team member and inquire about your stainless steel wire rope options!

Original equipment wire rope and replacement wire rope must be selected and installed in accordance with the requirements of this section. Selection of replacement wire rope must be in accordance with the recommendations of the wire rope manufacturer, the equipment manufacturer, or a qualified person.
Wire rope design criteria: Wire rope (other than rotation resistant rope) must comply with either Option (1) or Option (2) of this section, as follows:
Option (1). Wire rope must comply with section 5-1.7.1 of ASME B30.5-2004 (incorporated by reference, see § 1926.6) except that section"s paragraph (c) must not apply.
Option (2). Wire rope must be designed to have, in relation to the equipment"s rated capacity, a sufficient minimum breaking force and design factor so that compliance with the applicable inspection provisions in § 1926.1413 will be an effective means of preventing sudden rope failure.
Type I rotation resistant wire rope ("Type I"). Type I rotation resistant rope is stranded rope constructed to have little or no tendency to rotate or, if guided, transmits little or no torque. It has at least 15 outer strands and comprises an assembly of at least three layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type II rotation resistant wire rope ("Type II"). Type II rotation resistant rope is stranded rope constructed to have significant resistance to rotation. It has at least 10 outer strands and comprises an assembly of two or more layers of strands laid helically over a center in two or three operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type III rotation resistant wire rope ("Type III"). Type III rotation resistant rope is stranded rope constructed to have limited resistance to rotation. It has no more than nine outer strands, and comprises an assembly of two layers of strands laid helically over a center in two operations. The direction of lay of the outer strands is opposite to that of the underlying layer.
Type I must have an operating design factor of no less than 5, except where the wire rope manufacturer and the equipment manufacturer approves the design factor, in writing.
When Types II and III with an operating design factor of less than 5 are used (for non-duty cycle, non-repetitive lifts), the following requirements must be met for each lifting operation:
A qualified person must inspect the rope in accordance with § 1926.1413(a). The rope must be used only if the qualified person determines that there are no deficiencies constituting a hazard. In making this determination, more than one broken wire in any one rope lay must be considered a hazard.
Each lift made under § 1926.1414(e)(3) must be recorded in the monthly and annual inspection documents. Such prior uses must be considered by the qualified person in determining whether to use the rope again.
Rotation resistant ropes may be used as boom hoist reeving when load hoists are used as boom hoists for attachments such as luffing attachments or boom and mast attachment systems. Under these conditions, all of the following requirements must be met:
The requirements in ASME B30.5-2004 sections 5-1.3.2(a), (a)(2) through (a)(4), (b) and (d) (incorporated by reference, see § 1926.6) except that the minimum pitch diameter for sheaves used in multiple rope reeving is 18 times the nominal diameter of the rope used (instead of the value of 16 specified in section 5-1.3.2(d)).
The operating design factor for these ropes must be the total minimum breaking force of all parts of rope in the system divided by the load imposed on the rope system when supporting the static weights of the structure and the load within the equipment"s rated capacity.
Wire rope clips used in conjunction with wedge sockets must be attached to the unloaded dead end of the rope only, except that the use of devices specifically designed for dead-ending rope in a wedge socket is permitted.
Prior to cutting a wire rope, seizings must be placed on each side of the point to be cut. The length and number of seizings must be in accordance with the wire rope manufacturer"s instructions.



 8613371530291
8613371530291