
when to replace wire rope on crane brands

Your crane"s wire rope works hard. (Almost as hard as you do.) It can deteriorate more quickly than you might think, posing a real danger for you and your crew. In this article, we"ll answer the following questions.
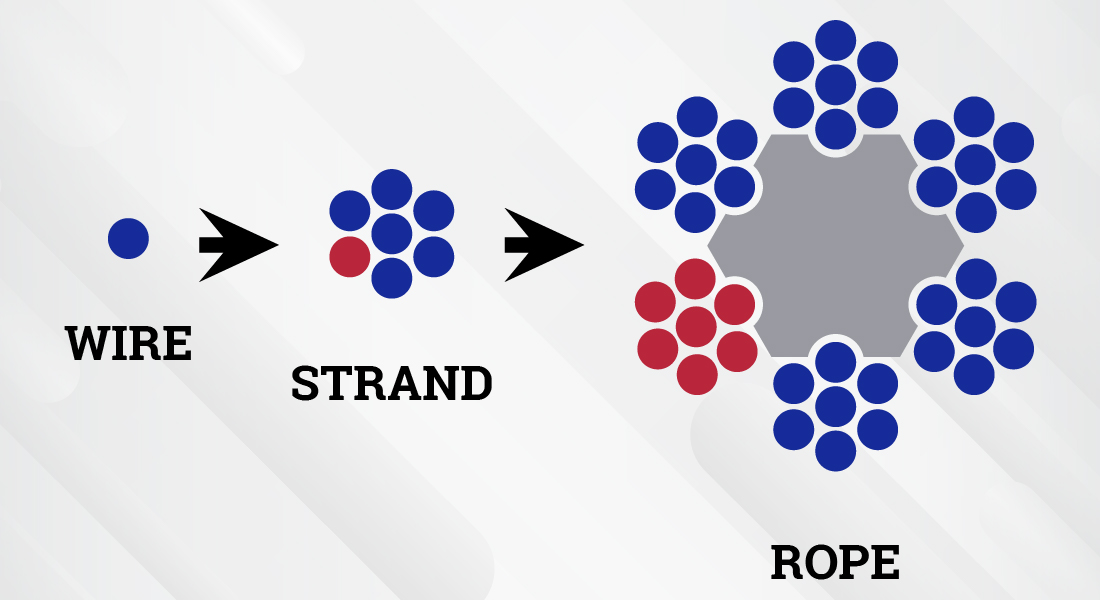
Before we get into that, let"s take a brief moment to go over the proper wire terminology. Understanding the make-up of the wire rope allows you to have a clear understanding of when the rope needs to be replaced.
Flexible steel wire rope is made up of individual wires that make up a strand; these strands are then wrapped around a central core to make up a rope.
Understanding the difference between a wire and a strand is critical. If a strand (grouping of wires) in the rope breaks, the crane wire would need to be replaced. However, if a single wire in the strand breaks, the rope itself may still be usable.
Rag & Visual Inspections: In this method, you use a rag in your inspection, pulling it slowly across the strand, stopping for a closer and more detailed inspection wherever the rag gets caught on a wire.
The Diameter Measurement Method: This method involves comparing the diameter of your rope at various intervals with the rope"s official diameter per the manufacturer"s guidelines. A variation in the rope"s diameter can alert you to potential interior damage that a visual inspection would miss.
Localized Flaw Inspections (LF) vs. Loss of Metallic Area Inspections (LMA) - Both methods use electromagnetics to search for a wire rope"s internal damage.
According to OSHA"s safety regulations, you"re required to inspect your crane"s wire ropes at least every 12 months by qualified professionals. However, OSHA and other experts also recommend inspecting your wire ropes more frequently, such as after every initial installation or repair, or daily before each shift to ensure a safe work environment.
As discussed at the very beginning of this article, we can break down wire rope into three parts. First, wires, which make up strands, and then the strands wrapped around the central core make the rope. Of your total number of wires, you never want more than 10% to be damaged before you need to look into crane wire rope replacement.
According to OSHA, only "trained personnel should carry out inspections," and according to the Crane Manufacturers Association of America, a certified crane inspector should get 2,000+ hours of field experience and training.
We at Americrane & Hoist Corporation are just the experts you need, qualified to offer OSHA inspections and provide operator safety training classes to your employees. Contact us today!

Buying new crane ropes is a detailed and thorough process. While it may be time-consuming, wire rope replacement prioritizes safety for your workers, minimizes downtime on a jobsite, maximizes the lifespan of the crane and avoids the costly and time-consuming process of getting correct rope onsite and respooling your crane.
Sometimes, it can seem like the wire rope buying process is overly complicated. This is done on purpose to avoid as many issues as possible when the new rope is installed. The reason for that is so buyers avoid putting the wrong types of ropes on cranes and unnecessarily increasing the risk of injuries to workers or damage to loads being lifted. The processes are to make sure to prevent that added risk and put the correct rope on the correct machine, per Original Equipment Manufacturer (OEM) specifications.
Wire rope specialists ask these questions to understand your circumstances and what your needs are. With this information, they are better prepared to get the absolute correct rope.
Most of the time, the customer should have access to their crane’s operations manual that will show what rope diameter and length is specified. The customer may have to measure or come up with his own calculations on length. The crane manufacturer is going to make a specific drum for that specific type of wire rope.
The rope has to be specific to the lagging of the drum for that machine, which is why there are multiple variations for each size of wire rope because each kind is specific to the type of crane, and it shouldn’t be substituted. Mazzella will only install the rope that is the correct brand and tolerance on a particular crane.
Ordering the correct crane rope will prevent crane rope damage. The wrong rope could cause damage to the equipment, and at worst, boom failure. On the less severe side, you will have bad performance or it might not work at all. You could have twist and/or spooling issues. That could lead to the crane failing altogether, which creates downtime as you wait for the correct wire rope to be ordered/delivered and installed.
Many crane owners are working for somebody else when they’re doing jobs, so if the rope doesn’t work, they’re paying for work that is not getting done and falling behind schedule.
On the more severe side, you could total your crane and/or irreparably damage the load being lifted if you use the wrong wire rope. In the worst-case scenario, using the incorrect rope could result in severe injury and/or the loss of life.
Sometimes, customers assume that there’s a one-size-fits-all replacement, that if it’s a non-rotating rope, it should work on every application. There’s a lot of misinformation on what will work and what won’t work. With our experience and access to all brands of wire rope, Mazzella guarantees we can get you the right rope for your cranes. If Mazzella isn’t comfortable with the project, we won’t supply the wire rope.
If the wrong wire rope is ordered and delivered, it could be hours or days before the correct rope is on location. Especially with a lot of the larger cranes, manufacturers are shipping model-specific ropes all over the country, and depending on location and money, that could cause delays on your jobsite.
With our large inventory of rope, Mazzella can have a new spool of wire on a truck and out for delivery in a matter of hours. Avoid the pitfalls of ordering the wrong crane rope and you’ll have a new spool of wire rope on its way. Once the order process is done, what can your company do to prepare for delivery and installation?
As much as Mazzella can be prepared on our end, the customer needs to be ready for installation so the process can go as smoothly and safely as possible.
You have to make sure the technicians have the requisite space to perform their duties. The easier it is for the installers to get on-site, get to work and finish their responsibilities, the faster your company can get back up and running.
It is a good idea to give management the proper notice of when the installer will be on-site, have the necessary technicians on-site to help the installer with the rope replacement and make sure the installer/technicians have a clear working space.
There’s a lot of downtime associated with making a mistake in the preparation process, so the more prepared you can be for the install, the better. You don’t want a situation where your crane is inactive because of an oversight or completely avoidable situation.
Also, Mazzella recommends you measure your sheaves with a sheave gauge. A sheave gauge will help you measure the wear of the root, the amount of wear on the groove wall and the diameter of the wire rope.
After ordering the correct rope and having the requisite space and approval for installation, how long will it take to remove and replace the old rope when the technician, assistants and supplies arrive onsite? For some small cranes, the timeframe could be as little as 45 minutes, but for larger cranes, removing the old rope and installing the new one could be a several-hour process.
There’s a lot of factors that go into a successful crane rope installation. The most important thing is the quicker your supplier responds to your order and gets a rope on location, the quicker that rope gets installed properly, saving time and money. Downtime is the key, and it could cost companies tens of thousands of dollars per day if their crane(s) are inoperable.
Once a new crane rope is installed, a break-in period or tension period is recommended to make sure everything is performing correctly, and help you avoid shock-loading the newly installed wire rope. The break-in period is recommended because installation and spooling equipment are not going to put adequate tension on the rope. A break-in period consists of putting a low percentage of the working load limit weight on the rope for several lift cycles, and running the blocks up to the boom length (working height) and back down. For the most specific guidelines on the breaking-in process for your new wire rope, refer to the manufacturer’s recommendations.
If a brand-new wire rope on a crane is not broken in properly before lifting a large load, it potentially could damage the rope and render useless the equipment that was just installed on your machine.
When Mazzella fulfills a crane ropes order, it is not just about the sale and the bottom line. While we’re in the business of selling crane ropes, we’re also in the business of building relationships and trust. We are committed to making sure you get the correct products for the right applications.
Crane rope issues don’t just happen 9-to-5 during the normal work week. They happen Friday nights, holidays, weekends and early mornings. They’re always on the clock, and it is just about being honest with the customer and letting them know, they type of rope that is required. That honesty and trust is of utmost importance for the safety of your workers and the proper maintenance of your cranes.
Mazzella has one of the largest crane ropes inventories in the United States. The company provides wire rope assemblies and manufactures bridge cables, crane cables, steel mill cables and thousands of OEM assemblies in sizes from ¼ to 3-inch diameter and 9 to 52 millimeter diameter, domestic and non-domestic and in stock and ready for same or next-day shipment.
Mazzella Companies can also manufacture assemblies with standard or custom end fittings. Special testing and tolerance requirements are also available when necessary.

Wire ropes are mechanical devices that consist of moving parts working in sync to support a heavy load and move it to its desired direction. The rigging and lifting industry benefits largely from the utilities of the wire rope. Especially when they are used in overhead lifting equipment such as cranes and hoists. The wire rope is attached firmly to a hoist or crane, and the load is fitted using swivels, hooks, or shackles, facilitating controlled movement. It is used in many applications to support suspension towers or bridges and lower or lift elevators.
Wire ropes have become the preferred lifting device in many industrial applications. It has its fair share of reasons as well. Firstly, the unique design allows flexibility, strength, and the ability to handle bending stresses. Depending on the rope"s material, wire, and strand structure, it will provide different sets of benefits for the specific application it is used in.
Selecting the right wire rope for the right application is a process that involves careful thought. Thoughts involving proper analysis of the above aspects of the wire rope and the particular lifting application is required.
The following factors might prove to be impactful in damaging or breaking a wire rope. Wear and tear on areas that are directly in contact with drums and hoist sheaves.
Lack of proper lubrication and heat exposure leading to corrosion. At temp beyond 120 degrees Celsius, a fibre core wire rope will give way and break.
Improper installations are also a common issue that can cause the wire rope to break. Improper installation kinks create a weak section in the rope, which is exploited with prolonged use.
The importance of the wire rope that holds the hook and hoists together is often overlooked. This component is often replaced, and it is similar to why we replace car tires. Wire ropes are prone to wear as time goes on and how often they are used. The more they are used, and the heavier the load is, the faster they wear down. If the rope is maintained well, then it will last till the specified time.
If a wire rope isn’t installed correctly, it can be susceptible to damage from an external source or operated the wrong way. This is why it’s essential to
We recommend getting the wire rope or the details you need for the hoist from the original manufacturer to end up with a compatible one. Installing the new rope is also critical, as this ensures that the twists aren’t introduced and the optimal revving procedure is maintained.
When is wire rope replacement necessary? Corrosion:Corrosion is a more severe sign of damage as many stronger ropes are made from steel wires. This occurs when those wires have degraded badly and are usually the result of no lubrication care. Corrosion generally starts from the inside of the wires before it becomes visible on the outside. Rusting leads to a mild discolouration that can be resolved using lubricants and as quickly as possible. In some cases, this condition can persist and result in extreme corrosion and premature fatigue. The strands become weak, and that’s when you need to remove the rope.
Replacing the wire rope on a hoist, especially for an underhung hoist model, is essential and is determined during the load test requirements. Its manufacturer should have already tested out the rope being used on the hoist after producing it – this is a standard test carried out to ensure the quality of the completed wire rope.
Once you purchase it, the wire rope should be tested by the technician who evaluates the lowering function, lifting speed, limit switches and brake operation. These assessments are made without the lifting loads. Manufacturers may recommend this process for replacing a new wire rope. After the rope has been installed, start with a small load weight recommended by the manufacturer’s instructions. Next, run through all the lowering and lifting cycles that the rope intends to serve, then gradually move up to the full load capacity. This pattern lets the rope adjust and get seated on the hoist. After completing this break-in period, ensure that the hook block is secured. Then, disconnect the rope end for relaxing, correcting any twist or torque that may have crept in during the installation.

The following is a fairly comprehensive listing of critical inspection factors. It is not, however, presented as a substitute for an experienced inspector. It is rather a user’s guide to the accepted standards by which wire ropes must be judged. Use the outline to skip to specific sections:
Rope abrades when it moves through an abrasive medium or over drums and sheaves. Most standards require that rope is to be removed if the outer wire wear exceeds 1/3 of the original outer wire diameter. This is not easy to determine, and discovery relies upon the experience gained by the inspector in measuring wire diameters of discarded ropes.
All ropes will stretch when loads are initially applied. As a rope degrades from wear, fatigue, etc. (excluding accidental damage), continued application of a load of constant magnitude will produce incorrect varying amounts of rope stretch.
Initial stretch, during the early (beginning) period of rope service, caused by the rope adjustments to operating conditions (constructional stretch).
Following break-in, there is a long period—the greatest part of the rope’s service life—during which a slight increase in stretch takes place over an extended time. This results from normal wear, fatigue, etc.
Thereafter, the stretch occurs at a quicker rate. This means that the rope has reached the point of rapid degradation: a result of prolonged subjection to abrasive wear, fatigue, etc. This second upturn of the curve is a warning indicating that the rope should soon be removed.
In the past, whether or not a rope was allowed to remain in service depended to a great extent on the rope’s diameter at the time of inspection. Currently, this practice has undergone significant modification.
Previously, a decrease in the rope’s diameter was compared with published standards of minimum diameters. The amount of change in diameter is, of course, useful in assessing a rope’s condition. But, comparing this figure with a fixed set of values can be misleading.
These long accepted minimums are not, in themselves, of any serious significance since they do not take into account such factors as:Variations in compressibility between IWRC and fiber core
As a matter of fact, all ropes will show a significant reduction in diameter when a load is applied. Therefore, a rope manufactured close to its nominal size may, when it is subjected to loading, be reduced to a smaller diameter than that stipulated in the minimum diameter table. Yet under these circumstances, the rope would be declared unsafe although it may, in actuality, be safe.
As an example of the possible error at the other extreme, we can take the case of a rope manufactured near the upper limits of allowable size. If the diameter has reached a reduction to nominal or slightly below that, the tables would show this rope to be safe. But it should, perhaps, be removed.
Today, evaluations of the rope diameter are first predicated on a comparison of the original diameter—when new and subjected to a known load—with the current reading under like circumstances. Periodically, throughout the life of the rope, the actual diameter should be recorded when the rope is under equivalent loading and in the same operating section. This procedure, if followed carefully, reveals a common rope characteristic: after an initial reduction, the diameter soon stabilizes. Later, there will be a continuous, albeit small, decrease in diameter throughout its life.
Deciding whether or not a rope is safe is not always a simple matter. A number of different but interrelated conditions must be evaluated. It would be dangerously unwise for an inspector to declare a rope safe for continued service simply because its diameter had not reached the minimum arbitrarily established in a table if, at the same time, other observations lead to an opposite conclusion.
Because criteria for removal are varied, and because diameter, in itself, is a vague criterion, the table of minimum diameters has been deliberately omitted from this manual.
Corrosion, while difficult to evaluate, is a more serious cause of degradation than abrasion. Usually, it signifies a lack of lubrication. Corrosion will often occur internally before there is any visible external evidence on the rope surface.
Pitting of wires is a cause for immediate rope removal. Not only does it attack the metal wires, but it also prevents the rope’s component parts from moving smoothly as it is flexed. Usually, a slight discoloration because of rusting merely indicates a need for lubrication.
Severe rusting, on the other hand, leads to premature fatigue failures in the wires necessitating the rope’s immediate removal from service. When a rope shows more than one wire failure adjacent to a terminal fitting, it should be removed immediately. To retard corrosive deterioration, the rope should be kept well lubricated with a clear wire rope lube that can penetrate between strands. In situations where extreme corrosive action can occur, it may be necessary to use galvanized wire rope.
Kinks are tightened loops with permanent strand distortion that result from improper handling when a rope is being installed or while in service. A kink happens when a loop is permitted to form and then is pulled down tight, causing permanent distortion of the strands. The damage is irreparable and the sling must be taken out of service.
Doglegs are permanent bends caused by improper use or handling. If the dogleg is severe, the sling must be removed from service. If the dogleg is minor, exhibiting no strand distortion and cannot be observed when the sling is under tension, the area of the minor dogleg should be marked for observation and the sling can remain in service.
Bird caging results from torsional imbalance that comes about because of mistreatment, such as sudden stops, the rope being pulled through tight sheaves, or wound on too small a drum. This is cause for rope replacement unless the affected section can be removed.
Particular attention must be paid to wear at the equalizing sheaves. During normal operations, this wear is not visible. Excessive vibration or whip can cause abrasion and/or fatigue. Drum cross-over and flange point areas must be carefully evaluated. All end fittings, including splices, should be examined for worn or broken wires, loose or damaged strands, cracked fittings, worn or distorted thimbles and tucks of strands.
After a fire or the presence of elevated temperatures, there may be metal discoloration or an apparent loss of internal lubrication. Fiber core ropes are particularly vulnerable. Under these circumstances the rope should be replaced.
Cracked, bent or broken end fittings must be eliminated. The cause should be sought out and corrected. In the case of bent hooks, the throat openings—measured at the narrowest point—should not exceed 5%, not to exceed 1/4″ opening and any visibly apparent bend or twist from the plane of the unbent hook over normal nor should twisting be greater than 10°.
Continuous pounding is one of the causes of peening. This can happen when the rope strikes against an object, such as some structural part of the machine, or it beats against a roller or it hits itself. Often, this can be avoided by placing protectors between the rope and the object it is striking.
Another common cause of peening is continuous working-under high loads—over a sheave or drum. Where peening action cannot be controlled, it is necessary to have more frequent inspections and to be ready for earlier rope replacement.
Below are plain views and cross-sections show effects of abrasion and peening on wire rope. Note that a crack has formed as a result of heavy peening.
Scrubbing refers to the displacement of wires and strands as a result of rubbing against itself or another object. This, in turn, causes wear and displacement of wires and strands along one side of the rope. Corrective measures should be taken as soon as this condition is observed.
Wires that break with square ends and show little surface wear have usually failed as a result of fatigue. Such fractures can occur on the crown of the strands or in the valleys between the strands where adjacent strand contact exists. In almost all cases, these failures are related to bending stresses or vibration.
If diameter of the sheaves, rollers or drum cannot be increased, a more flexible rope should be used. But, if the rope in use is already of maximum flexibility, the only remaining course that will help prolong its service life is to move the rope through the system by cutting off the dead end. By moving the rope through the system, the fatigued sections are moved to less fatiguing areas of the reeving.
The number of broken wires on the outside of a wire rope are an index of its general condition, and whether or not it must be considered for replacement. Frequent inspection will help determine the elapsed time between breaks. Ropes should be replaced as soon as the wire breakage reaches the numbers given in the chart below. Such action must be taken without regard to the type of fracture.
* All ropes in the above applications—one outer wire broken at the point of contact with the core that has worked its way out of the rope structure and protrudes or loops out of the rope structure. Additional inspection of this section is required.
Rope that has either been in contact with a live power line or been used as “ground” in an electric welding circuit, will have wires that are fused, discolored and/or annealed and must be removed.
On occasion, a single wire will break shortly after installation. However, if no other wires break at that time, there is no need for concern. On the other hand, should more wires break, the cause should be carefully investigated.
On any application, valley breaks—where the wire fractures between strands—should be given serious attention. When two or more such fractures are found, the rope should be replaced immediately. (Note, however, that no valley breaks are permitted in elevator ropes.)
It is good to remember that once broken wires appear—in a rope operating under normal conditions—a good many more will show up within a relatively short period. Attempting to squeeze the last measure of service from a rope beyond the allowable number of broken wires (refer to table on the next page) will create an intolerably hazardous situation.
Recommended retirement criteria for all Rotation Resistant Ropes are 2 broken wires in 6 rope diameters or 4 broken wires in 30 rope diameters (i.e. 6 rope diameters for a 1″ diameter rope = 6″).
Distortion of Rotation Resistant Ropes, as shown below, can be caused by shock load / sudden load release and/or induced torque, and is the reason for immediate removal from service.

Sometimes, it can seem like the buying process is overly complicated, and Mazzella does that on purpose to avoid as many issues as possible when the new rope is installed.
The reason for that is so our customers avoid putting the wrong types of ropes on cranes and unnecessarily increasing the risk of injuries to workers or damage to loads being lifted. The processes that we go through are to make sure we prevent that added risk and put the correct rope on the correct machine, per Original Equipment Manufacturer (OEM) specifications.
Mazzella wire ropes specialists ask these questions to understand your circumstances and what your needs are. With this information, Mazzella will be better prepared to get the correct rope to match your company’s needs.
Most of the time, the customer should have access to an operations manual in their crane that will show what rope diameter and length is specified for that machine and that configuration. The customer may have to measure or come up with his own calculations on length.
The rope has to be specific to the lagging of the drum for that machine, which is why there are multiple variations for each size of wire rope because each kind is specific to the type of crane, and it shouldn’t be substituted. Mazzella will only install the rope that is the correct brand and tolerance on a particular crane.
On the less severe side, you’re just going to have bad performance, or it might not work at all. You could have twist and/or spooling issues. That could lead to the crane failing altogether, which creates downtime as you wait for the correct wire rope to be ordered/delivered, and then, installed.
Many people who own cranes are working for somebody else when they’re doing jobs, so if the rope doesn’t work, they’re paying for work that is not getting done, and then, falling behind schedule.
Sometimes, customers assume that there’s a one-size-fits-all replacement, that if it’s a non-rotating rope, it should work on every application. There’s a lot of misinformation on what will work and what won’t work.
With our experience and access to all brands of wire rope, Mazzella guarantees we can get you the right rope for your cranes. If Mazzella isn’t comfortable with the project, we won’t supply the wire rope.
If the wrong wire rope is ordered and delivered, it could be hours or days before the correct rope is on location. Especially with a lot of the larger cranes, manufacturers are shipping model-specific ropes all over the country, and depending on location and money, that could add time to the replacement process and cause delays on your worksite.
With our large inventory of rope and commitment to 24-hour service, Mazzella can have a new spool of wire on a truck and out for delivery to you in a matter of hours.
Say you and your company avoid the pitfalls of ordering the wrong crane rope and have a new spool of wire rope on its way. Once the order process is done, what can your company do to prepare for delivery and installation?
As much as Mazzella can be prepared on our end, the customer needs to be ready for installation so the process can go as smoothly and safely as possible.
You have to make sure the technicians have the requisite space to perform their duties. The easier it is for the installers to get on-site, get to work and finish their responsibilities, the faster your company can get back up and running.
There’s a lot of downtime and sitting around waiting associated with making a mistake in the preparation process, so the more prepared you can be for the install, the better. You don’t want a situation where your crane is inactive because of an oversight or completely avoidable situation.
Also, Mazzella recommends you measure your sheaves with a sheave gauge. A sheave gauge will help you measure the wear of the root, the amount of wear on the groove wall and the diameter of the wire rope.
Okay, so after you order the correct rope and have the requisite space and approval for installation, how long will it take to remove and replace the old rope when the technician, assistants, and supplies arrive on-site?
For some small cranes, the timeframe could be as little as 45 minutes, but for larger cranes, removing the old rope and installing the new one could be a several-hour process.The application
There’s a lot of factors that go into a successful crane ropes installation. The most important thing is the quicker your supplier responds to your order and gets a rope on location, the quicker that rope gets installed properly, which saves you time and money.
Once a new crane rope is installed, a break-in period or tension period is recommended to make sure everything is performing correctly, and help you avoid shock-loading the newly installed wire rope.
The break-in period is recommended because installation and spooling equipment are not going to put adequate tension on the rope. A break-in period consists of putting a low percentage of the working load limit weight on the rope for several lift cycles, and running the blocks up to the boom length (working height) and back down.
If a brand-new wire rope on a crane is not broken in properly before lifting a large load, it potentially could damage the rope and render useless the equipment that was just installed on your machine.
While we’re in the business of selling crane ropes, we’re also in the business of building relationships and trust. We’ll always work with and serve you, and are committed to making sure you get the correct products for the right applications.
Crane rope issues don’t happen just 9-to-5, Monday through Friday. They happen Friday nights, holidays, weekends, early mornings. They’re always on the clock, and it’s just about being honest with the customer and letting them know, ‘this is the rope you need.’
We have one of the largest crane ropes inventories in the United States…ready for immediate delivery! We provide wire rope assemblies, and manufacture bridge cables, crane cables, steel mill cables, and thousands of OEM assemblies:In sizes from ¼” to 3” diameter and 9mm to 52mm diameter
We stock a large inventory of high-performance wire ropes available for immediate delivery. We stock our various high-performance ropes at our many locations in sizes from 1/4” to 3” diameter and 9 mm to 52 mm diameter.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
Wire rope is a machine! It is the workhorse that lifts the heavy loads on wire rope hoists. As a crane technician, there is an endless amount of information you should know about wire rope. The more you understand, the better resource you can be to your customers. Luckily, you don’t need to be the expert! There are others to help you out including, crane and hoist manufacturers, wire rope manufacturers, and other crane technicians. In this article, we will talk about how Demag designs wire rope hoists, selects the wire rope for models that you can buy today, and those you will still find in the field for inspections and repair.
In the world of wire rope, lay has many meanings and definitions. First, we will go through the directional meanings. Lay can refer to the direction in which the strands are twisted around the core of the wire rope. When left hand and right hand lay is referred to like this, it is describing whether the strands are twisted clockwise (left hand) or counter-clockwise (right hand) around the core. For a frame of reference, grab the wire rope in either hand with your thumb pointing up. When the strand appears as if going up to the left, this is a Left Hand lay rope. When it appears as though it is going up to the right, this is a Right Hand lay.
Lay can also refer to the cut of the groove corkscrew in the drum and the corkscrew can go to the left or right. The wire rope will start gathering on the left-hand side of the drum in the case of a left lay and the opposite for right lay. One way to determine this is to look at the drum from the end where the rope is clamped. The term lay can be used to describe the distance of a complete wrap of a strand once around the core. When conducting a wire rope inspection, knowing how to measure the lay is critical. It is measured by determining the distance starting on the outside wrapping the strand one complete time back to the same outside position. This measurement is used to determine the maximum number of broken wires allowed within a single lay and for the number of broken wires in the same strand in a lay. Always consult your inspection criteria bodies, like CMAA and HMI, for the most up-to-date standards.
Lay can also denote whether a rope is Regular Lay or Lang Lay. Regular lay and Lang lay rope are different types of wire rope and differ based on the wire orientation in the strand. Regular lay rope wire appears as though the outermost wire surface is aligned parallel with the centerline of the wire rope axis. Lang lay rope wires appears to be at a 45 degree angle with the wire rope centerline axis. Lang lay type of rope allows for more surface contact with the groove surface on the drum or sheave, increasing the support zone and decreasing the load by spreading it out over a larger area. It is more costly to manufacture, but it can be used in special cases where better wear life for the drum and sheaves is needed. Today, Regular Lay rope is commonly used unless there is a specific design need to use Lang Lay wire rope.
Countries and industries may have different standards or best practices for wire rope. In the USA, the wire rope industry recommends using a Right Hand (RH) lay rope on a Left Hand (LH) drum corkscrew and a Left Hand (LH) lay rope on a Right Hand (RH) drum corkscrew. This is recommended for good spooling of the rope, especially on a grooveless drum. In most cases, Demag designs their wire rope hoists in violation of this best practice, but for a major engineering reason that benefits the user and for additional safety.
Demag wire rope hoists are designed for RH rope on a RH drum and LH rope on a LH drum. This design creates straighter drops of wire rope down to the bottom block as using the same strand lay and corkscrew twists the strands tighter around the core. The straighter drop eliminates interference in a 4/1 reeving configuration as the rope crisscrosses during lifting. This becomes very apparent when the lift height is around the 70 foot range. To make sure that the hoist has positive spooling, the drum is designed with a partial groove and is equipped with a rope guide with pressure rollers or a ring that keeps the rope in the groove.
When it comes to hoists configured for 4/2 reeving with 2 attachment points for the same rope, only one side of the drum follows the best practice. Since there are 2 attachment points in 4/2 reeving, one drum corkscrew is RH and the other LH. Inherent from the reeving design, close to vertical lifting is achieved and crisscrossing interference is not a concern.
Due to wear on the drum and sheaves, we will never recommend changing the lay of the rope used on a hoist when the wire rope needs changed. The existing wire rope lay has already established wear patterns on the drum and sheave that could make changing the rope with a different lay dangerous. Being able to identify or find out what type of rope is used on a wire rope hoist is key to success when wire rope needs changed.
Wire rope is a complex machine, lifting the heaviest loads like space shuttles and precast concrete components. It does the heavy lifting when a load is being lifted by a crane and wire rope hoist. Having a good understanding of wire rope is essential for all crane technicians. Being able to understand what lay means and how to determine what kind of rope is on an existing hoist is just the beginning. Not only will this knowledge allow you to be a more effective technician for your customers, but you can promote safety in the industry.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

A competent person must begin a visual inspection prior to each shift the equipment is used, which must be completed before or during that shift. The inspection must consist of observation of wire ropes (running and standing) that are likely to be in use during the shift for apparent deficiencies, including those listed in paragraph (a)(2) of this section. Untwisting (opening) of wire rope or booming down is not required as part of this inspection.
Significant distortion of the wire rope structure such as kinking, crushing, unstranding, birdcaging, signs of core failure or steel core protrusion between the outer strands.
In running wire ropes: Six randomly distributed broken wires in one rope lay or three broken wires in one strand in one rope lay, where a rope lay is the length along the rope in which one strand makes a complete revolution around the rope.
In rotation resistant ropes: Two randomly distributed broken wires in six rope diameters or four randomly distributed broken wires in 30 rope diameters.
In pendants or standing wire ropes: More than two broken wires in one rope lay located in rope beyond end connections and/or more than one broken wire in a rope lay located at an end connection.
If a deficiency in Category I (see paragraph (a)(2)(i) of this section) is identified, an immediate determination must be made by the competent person as to whether the deficiency constitutes a safety hazard. If the deficiency is determined to constitute a safety hazard, operations involving use of the wire rope in question must be prohibited until:
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If a deficiency in Category II (see paragraph (a)(2)(ii) of this section) is identified, operations involving use of the wire rope in question must be prohibited until:
The employer complies with the wire rope manufacturer"s established criterion for removal from service or a different criterion that the wire rope manufacturer has approved in writing for that specific wire rope (see § 1926.1417),
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the deficiency (other than power line contact) is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. Repair of wire rope that contacted an energized power line is also prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
Where a wire rope is required to be removed from service under this section, either the equipment (as a whole) or the hoist with that wire rope must be tagged-out, in accordance with § 1926.1417(f)(1), until the wire rope is repaired or replaced.
The inspection must include any deficiencies that the qualified person who conducts the annual inspection determines under paragraph (c)(3)(ii) of this section must be monitored.
Wire ropes on equipment must not be used until an inspection under this paragraph demonstrates that no corrective action under paragraph (a)(4) of this section is required.
At least every 12 months, wire ropes in use on equipment must be inspected by a qualified person in accordance with paragraph (a) of this section (shift inspection).
The inspection must be complete and thorough, covering the surface of the entire length of the wire ropes, with particular attention given to all of the following:
Exception: In the event an inspection under paragraph (c)(2) of this section is not feasible due to existing set-up and configuration of the equipment (such as where an assist crane is needed) or due to site conditions (such as a dense urban setting), such inspections must be conducted as soon as it becomes feasible, but no longer than an additional 6 months for running ropes and, for standing ropes, at the time of disassembly.
If a deficiency is identified, an immediate determination must be made by the qualified person as to whether the deficiency constitutes a safety hazard.
If the deficiency is localized, the problem is corrected by severing the wire rope in two; the undamaged portion may continue to be used. Joining lengths of wire rope by splicing is prohibited. If a rope is shortened under this paragraph, the employer must ensure that the drum will still have two wraps of wire when the load and/or boom is in its lowest position.
If the qualified person determines that, though not presently a safety hazard, the deficiency needs to be monitored, the employer must ensure that the deficiency is checked in the monthly inspections.
All documents produced under this section must be available, during the applicable document retention period, to all persons who conduct inspections under this section.

Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
*The foregoing OSHA regulations are not intended to be a comprehensive overview of all applicable regulations pertaining to the designated topic. State laws may mandate different safety and maintenance standards. Accordingly, please consult applicable state laws as well as original equipment manufacturer specifications for further guidance. The statements and descriptions contained herein constitute the opinion/recommendation of the seller and are not intended to create any express warranties.

Welcome toThe Hoist Guy"s Blog, where our resident Hoist Guy,Andrew T. Litecky, shares his knowledge and experience of many years in theoverhead material handlingindustry.
A customer recently contacted us to reorder the wire rope component of their Electrolifttwin hook monorail hoist. While the hoist was only a year old, they had replaced the wire rope twice within six months. They sent a picture of the damaged rope and asked for reasons why the wire rope was failing.What’s killing my wire rope?
It’s important to note that the wire rope used for hoists and overhead cranes is specially made of extra flexible Improved Plow Steel (IPS). It’s considered superior in durability and tensile strength (bending) to standard, everyday wire rope.
When properly sized and lubricated, a wire rope should last for years, even with frequent use. Wire rope hoists are recommended for heavy duty applications, high frequency usage and where long lifts are needed.
The Answer:Most likely, there’s a problem with how the hoist is operated. Wire rope failure is almost always due to operator error. By design, hoist hook blocks must be raised and lowered straight up and straight down, and the wire rope cable wraps around the drum, within the grooving, in one layer. In the course of picking up a load, if the operator side pulls the rope by more than about three degrees from vertical, the wire rope will jump the drum’s grooves.
Once the grooves are jumped, the operator must realize the error and stop using the hoist immediately. To correct the issue, the load must be lowered and the wire rope must be allowed to return it to the correct drum grooves. If the operator continues to use the hoist with the wire rope piled up at one end of the drum, the rope gets pinched and the cable can become damaged. Also in the course of usage, if the cable goes slack and the wire rope jumps over the drum guard, it could get caught between the drum and the shaft, and the wire rope could fail.
To prevent this problem, we recommend operator training classesand regular inspection of the unit. Every shift should start with an examination of the rope by lowering the hook all the way down. If the rope is damaged, including even one strand broken, stop the process and get the rope replaced. We recommend keeping spare ropes in stock to avoid downtime and

Manufacturing companies choose to use Dyneema rope over steel wire rope for heavy lifting applications such as heavy lift slings, crane rope, and other rigging operations because Dyneema rope:
Dyneema fiber rope is made from Ultra-High Molecular Weight Polyethylene (UHMWPE) fiber. Dyneema 12 strand rope is a common Dyneema fibered rope used for heavy-duty rigging applications. USA Rope & Recovery manufactures several different types of Dyneema fiber rope including the popular 12 Strand, and 24 Strand ropes, as well as others. No matter the application, USA Rope provides strong, durable, and efficient rope for the marine, arborist, nautical, off-roading, and other manufacturing industries.
More times than not, Dyneema fiber rope and steel wire rope are compared by most manufacturing companies–likeThe Rigging Company–for certain maritime, mooring, and towing rope applications. Pound for pound, Dyneema fiber rope is up to 15 times stronger than steel and up to 40% stronger than aramid fibers–otherwise known as Kevlar rope. The high-performance strength and low weight of Dyneema rope ensures that it is safer to use than steel wire rope. Ideally, Manufacturing companies want a rope that can withstand tremendous weight while being light enough to move, use, and work with when needed. Traditionally, steel wire rope is used for heavy-duty maritime, rigging, and mooring rope applications. Although steel wire rope is known for being used for heavy-duty rigging, the disadvantage is the serious risks that come from its heavy-weight and uneven breakage behavior. When a steel wire rope breaks, the combination of the enormous energy and incredible force causes unpredictable recoil. This unpredictable recoil comes from how wire rope is coiled. Essentially, wire rope is several strands of metal wire twisted into a helix, forming a composite rope. When breakage occurs, the helix formed rope unravels, creating a snaking behavior which can cause sharp edges of the broken strands to release at a dangerous force. The lack of strength compared to Dyneema rope shows that steel wire rope is more susceptible to breaking. This can increase risk factors for manufacturing companies that use steel wire rope for rigging, mooring, and heavy duty lifting.
For example, when comparing a ⅜ inch 12 Strand Dyneema rope to a ⅜ inch steel wire rope, the 12 strand Dyneema rope is significantly stronger and presents safer breaking characteristics. The ⅜ inch steel wire rope withstands a load of 14,478 pounds. As the video shows, even in the event of a partial rupture, the steel wire ropes higher mass and recoil provides a greater risk over 12 Strand Dyneema rope. With a ⅜ inch 12 Strand Dyneema rope, it can withstand 18,857 pounds. With the Dyneema fibers low mass and recoil, it reduces the risks for manufacturing companies using rigging rope for heavy-duty lifting applications.
Dyneema is 7 times lighter than steel wire rope at the same strength. In the event of a break, the recoil force is considerably less. Furthermore, the different construction of a Dyneema rope shows a linear recoil without any snaking behavior. This is due to the fact that Dyneema rope is manufactured from UHMWPE, which is comprised of extremely long chains of polyethylene oriented in the same direction, resulting in an overlapping effect. The overlapping of the UHMWPE increases the bond of the chains and thereby strengthens the Dyneema fiber. Dyneema rope offers durable characteristics that can withstand an immense amount of strength while having very little weight to the rope. Because Dyneema fiber is lighter and has a lesser impact when breakage occurs, choosing Dyneema rope over steel wire rope is the safer choice for manufacturing companies working with heavy lifting and below the hook rigging applications for the industrial, nautical, and arborist industries.
When choosing the best rope for any maritime, mooring, towing, or heavy-duty lifting application, choose a rope that can withstand extremely heavy loads and has a long enough lifetime to handle external factors in the nautical, industrial, or arborist industry. In order to decide which rope is best for the job, there are four main challenges that rigging, heavy-duty lifting, mooring, and towing ropes need to overcome:
Dyneema rope is the only high modulus synthetic fiber that has been scientifically engineered–from Ultra-High Molecular Weight Polyethylene (UHMWPE)–to overcome all four of these challenges. Dyneema is the world’s strongest fiber producing ropes that are 15 times stronger than steel wire ropes of the same weight and has become one the most trusted fiber ropes over generic HMPE ropes and steel cable wire ropes for all rigging, maritime, mooring, and towing rope applications.
Manufacturing companies that work with maritime and mooring applications need a durable rigging rope to withstand the constant pulling that comes from the rope running through fairleads and over capstans. Also, in heavy-duty lifting and towing applications, ropes come in contact with rough surfaces such as chocks and the vessel’s deck. These applications can potentially provide severe abrasions to the ropes and degrade the exposed fibers, eventually breaking them. Choosing a Dyneema fibered rope provides manufacturers with a durable, lightweight rope that carries an abrasion lifetime that is four times longer than steel wire rope and rope made with regular HMPE and polyester. With Dyneema’s extended abrasion lifetime, manufacturers are choosing Dyneema rope over steel wire rope for all mooring, towing, maritime, and heavy-duty lifting applications throughout the nautical, arborist, and industrial industries.
Bending fatigue occurs every time a rope flexes under tension. For heavy-duty lifting applications, rope experiences potential bending-fatigue every time something needs to be moved. For example, when a steel beam manufacturer has completed a 15-ton custom-made beam for a military-grade application, the finished product needs to be moved onto a truck for shipment. Rigging ropes are then attached to a crane to then lift, move and place the steel beam from the warehouse to the truck. This can wear out the rope. Another example is when the rope runs over fairleads and pedestals in maritime and mooring applications. This stresses the fiber both inside and outside of the rope causing bending fatigue and decreases the useful life of the rope. Certain conditions in towing and mooring applications can also lead to compression fatigue. This happens when ropes become slack during services and the fibers compress. Due to the molecular properties (UHMWPE) engineered to make Dyneema fiber– and its extremely long chains of polyethylene oriented in the same direction–threats of compression and bending fatigue are far less over other synthetic fibers and steel wire ropes.
In all rigging applications, synthetic ropes elongate when over a long period of time when loaded in higher temperatures–commonly referred to as creep. Creep is irreversible and when combined with abrasions or other risks, it can lead to rope failure. With regular HMPE rope, in heavy-duty lifting and towing applications where high loads and high temperatures are constantly a factor, the creep process can accelerate. This can be a major risk for ropes made from generic HMPE. In contrast, Dyneema rope has up to four times longer creep lifetime. When comparing Dyneema fiber to Spectra, another synthetic fiber rope, under 122 degrees Fahrenheit and 600 MPa load, Dyneema rope has a significantly longer creep lifetime than Spectra fiber rope.
eAfter comparing Dyneema rope to steel wire rope–a ⅜ inch 12 Strand Dyneema rope to a ⅜ inch steel wire rope–there is a guarantee that Dyneema rope is 15 times stronger and better at dealing with abrasions over steel wire rope. For manufacturing companies, Dyneema rope is also considered to be superior to Nylon rope due to Dyneema fiber having low ability to stretch, is UV resistant, and possesses an immense amount of strength. USA Rope properly manufactures Dyneema fibered ropes that are synthetically engineered to uphold incredible weight while enduring constant friction for application uses involving heavy-duty lifting, crane rope support, and below the hook rigging.
Understanding that Dyneema fiber rope is better used for manufacturing companies over steel wire rope, USA Rope & Recovery works hard to manufacture the highest quality rope by using top-of-the-line supplies from across the USA. Dedicating time and effort to finding the next best and technologically advanced products in the market is our main goal at USA Rope in order to help our customers gain the best competitive advantage in their respective field. USA Rope & Recovery also manufactures additional ropes including Spectra, Nylon, Polyester, Polypro, and Kevlar (Aramid) fiber ropes. No matter the application, USA Rope is a leader in custom rope manufacturing for industries including nautical, industrial, arborist, and marine.
In general, running rigging should be replaced whenever it shows visible signs of damage – core hemorrhaged through the cover, several broken strands close together, “rot” from UV exposure, or green and stiff from disuse. There’s a rule of thumb, but it varies rigger to rigger. The Rule of thumb says to replace all rigging hardware every 5-10 years. However, depending on how much everyday usage, weight, and environmental factors the rigging ropes take on can make the rule of thumb shorter or longer.
There are multiple different types of synthetic winch lines available today, many of them are made from Dyneema fibers, while others are made fromPolyester,Nylon,Spectra, orKevlar. Each fiber has benefits and disadvantages and can be chosen depending on your unique application. Spectra is similar to Dyneema fiber but is not as strong or as durable. Because of its strength and durability, Dyneema is the premier synthetic fiber for winching applications.

Easy-to-read, question-and-answer fact sheets covering a wide range of workplace health and safety topics, from hazards to diseases to ergonomics to workplace promotion. MORE ABOUT >
Maintain a record for each rope that includes the date of inspection, type of inspection, the name of the person who performed the inspection, and inspection results.
Use the "rag-and-visual" method to check for external damage. Grab the rope lightly and with a rag or cotton cloth, move the rag slowly along the wire. Broken wires will often "porcupine" (stick out) and these broken wires will snag on the rag. If the cloth catches, stop and visually assess the rope. It is also important to visually inspect the wire (without a rag). Some wire breaks will not porcupine.
Measure the rope diameter. Compare the rope diameter measurements with the original diameter. If the measurements are different, this change indicates external and/or internal rope damage.
Visually check for abrasions, corrosion, pitting, and lubrication inside the rope. Insert a marlin spike beneath two strands and rotate to lift strands and open rope.
Assess the condition of the rope at the section showing the most wear. Discard a wire rope if you find any of the following conditions:In running ropes (wound on drums or passed over sheaves), 6 or more broken wires in one rope lay length; 3 or more broken wires in one strand in one rope lay. (One rope lay is the distance necessary to complete one turn of the strand around the diameter of the rope.)
Corrosion from lack of lubrication and exposure to heat or moisture (e.g., wire rope shows signs of pitting). A fibre core rope will dry out and break at temperatures above 120°C (250°F).
Kinks from the improper installation of new rope, the sudden release of a load or knots made to shorten a rope. A kink cannot be removed without creating a weak section. Discarding kinked rope is best.
Although every effort is made to ensure the accuracy, currency and completeness of the information, CCOHS does not guarantee, warrant, represent or undertake that the information provided is correct, accurate or current. CCOHS is not liable for any loss, claim, or demand arising directly or indirectly from any use or reliance upon the information.

verope® AG is a Joint Venture company between Pierre Verreet, head and founder of verope®, and Kiswire Ltd. from South Korea. By using the extraordinary expertise of verope® in the special wire rope market and the long experience of Kiswire Ltd. in efficient production, verope® is a partner you can rely on.

Wire ropes are an essential tool used for myriad applications at construction sites, warehouses, and freight movement areas. They’re made of different metals and alloys, stranded together into a helix shape.
Wire ropes come in various shapes, widths, densities, and colors. They are extremely durable and heavy-duty. Cranes also feature thick wire ropes vital for loading, lifting, moving, and unloading goods and objects. Cranes are operated from within a cabin attached to its superstructure. The operator has a clear view of wire rope from the inside and can easily navigate and detect issues for a quick fix.
It’s imperative to inspect and assess wire ropes on a regular basis. They need to be checked for any signs of damages. However, many crane owners and operators tend to ignore the proper SOPs that should be followed during crane wire rope inspection. A deteriorated wire rope can lead to perilous hazards at job sites, posing direct damage to workers and material.
A visual inspection should be conducted daily. Be



 8613371530291
8613371530291