
when to replace wire rope on crane for sale

Your crane"s wire rope works hard. (Almost as hard as you do.) It can deteriorate more quickly than you might think, posing a real danger for you and your crew. In this article, we"ll answer the following questions.
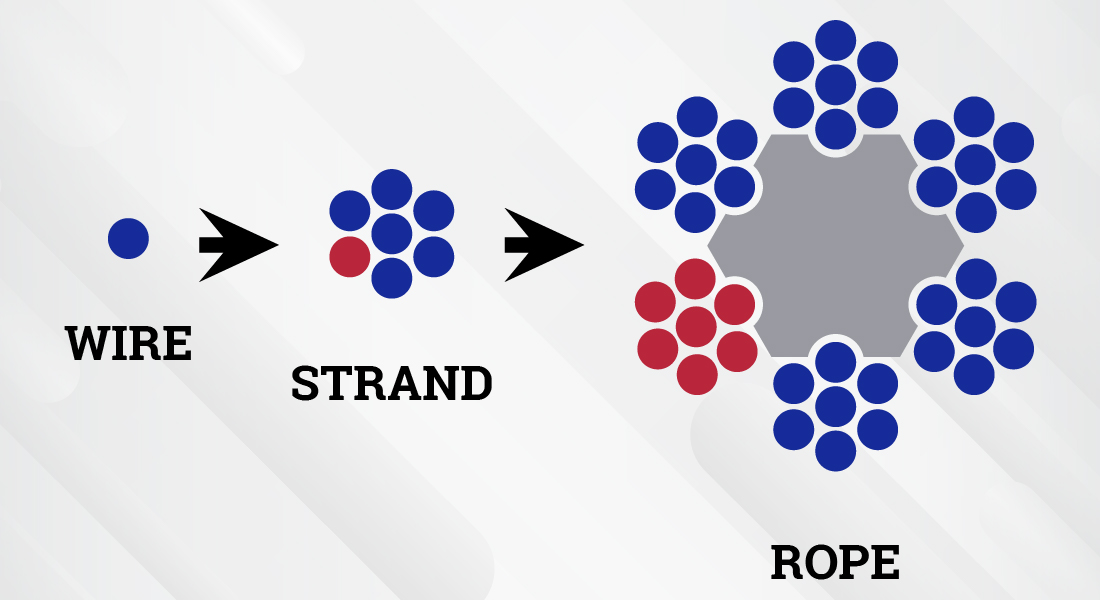
Before we get into that, let"s take a brief moment to go over the proper wire terminology. Understanding the make-up of the wire rope allows you to have a clear understanding of when the rope needs to be replaced.
Flexible steel wire rope is made up of individual wires that make up a strand; these strands are then wrapped around a central core to make up a rope.
Understanding the difference between a wire and a strand is critical. If a strand (grouping of wires) in the rope breaks, the crane wire would need to be replaced. However, if a single wire in the strand breaks, the rope itself may still be usable.
Rag & Visual Inspections: In this method, you use a rag in your inspection, pulling it slowly across the strand, stopping for a closer and more detailed inspection wherever the rag gets caught on a wire.
The Diameter Measurement Method: This method involves comparing the diameter of your rope at various intervals with the rope"s official diameter per the manufacturer"s guidelines. A variation in the rope"s diameter can alert you to potential interior damage that a visual inspection would miss.
Localized Flaw Inspections (LF) vs. Loss of Metallic Area Inspections (LMA) - Both methods use electromagnetics to search for a wire rope"s internal damage.
According to OSHA"s safety regulations, you"re required to inspect your crane"s wire ropes at least every 12 months by qualified professionals. However, OSHA and other experts also recommend inspecting your wire ropes more frequently, such as after every initial installation or repair, or daily before each shift to ensure a safe work environment.
As discussed at the very beginning of this article, we can break down wire rope into three parts. First, wires, which make up strands, and then the strands wrapped around the central core make the rope. Of your total number of wires, you never want more than 10% to be damaged before you need to look into crane wire rope replacement.
According to OSHA, only "trained personnel should carry out inspections," and according to the Crane Manufacturers Association of America, a certified crane inspector should get 2,000+ hours of field experience and training.
We at Americrane & Hoist Corporation are just the experts you need, qualified to offer OSHA inspections and provide operator safety training classes to your employees. Contact us today!

Buying new crane ropes is a detailed and thorough process. While it may be time-consuming, wire rope replacement prioritizes safety for your workers, minimizes downtime on a jobsite, maximizes the lifespan of the crane and avoids the costly and time-consuming process of getting correct rope onsite and respooling your crane.
Sometimes, it can seem like the wire rope buying process is overly complicated. This is done on purpose to avoid as many issues as possible when the new rope is installed. The reason for that is so buyers avoid putting the wrong types of ropes on cranes and unnecessarily increasing the risk of injuries to workers or damage to loads being lifted. The processes are to make sure to prevent that added risk and put the correct rope on the correct machine, per Original Equipment Manufacturer (OEM) specifications.
Wire rope specialists ask these questions to understand your circumstances and what your needs are. With this information, they are better prepared to get the absolute correct rope.
Most of the time, the customer should have access to their crane’s operations manual that will show what rope diameter and length is specified. The customer may have to measure or come up with his own calculations on length. The crane manufacturer is going to make a specific drum for that specific type of wire rope.
The rope has to be specific to the lagging of the drum for that machine, which is why there are multiple variations for each size of wire rope because each kind is specific to the type of crane, and it shouldn’t be substituted. Mazzella will only install the rope that is the correct brand and tolerance on a particular crane.
Ordering the correct crane rope will prevent crane rope damage. The wrong rope could cause damage to the equipment, and at worst, boom failure. On the less severe side, you will have bad performance or it might not work at all. You could have twist and/or spooling issues. That could lead to the crane failing altogether, which creates downtime as you wait for the correct wire rope to be ordered/delivered and installed.
Many crane owners are working for somebody else when they’re doing jobs, so if the rope doesn’t work, they’re paying for work that is not getting done and falling behind schedule.
On the more severe side, you could total your crane and/or irreparably damage the load being lifted if you use the wrong wire rope. In the worst-case scenario, using the incorrect rope could result in severe injury and/or the loss of life.
Sometimes, customers assume that there’s a one-size-fits-all replacement, that if it’s a non-rotating rope, it should work on every application. There’s a lot of misinformation on what will work and what won’t work. With our experience and access to all brands of wire rope, Mazzella guarantees we can get you the right rope for your cranes. If Mazzella isn’t comfortable with the project, we won’t supply the wire rope.
If the wrong wire rope is ordered and delivered, it could be hours or days before the correct rope is on location. Especially with a lot of the larger cranes, manufacturers are shipping model-specific ropes all over the country, and depending on location and money, that could cause delays on your jobsite.
With our large inventory of rope, Mazzella can have a new spool of wire on a truck and out for delivery in a matter of hours. Avoid the pitfalls of ordering the wrong crane rope and you’ll have a new spool of wire rope on its way. Once the order process is done, what can your company do to prepare for delivery and installation?
As much as Mazzella can be prepared on our end, the customer needs to be ready for installation so the process can go as smoothly and safely as possible.
You have to make sure the technicians have the requisite space to perform their duties. The easier it is for the installers to get on-site, get to work and finish their responsibilities, the faster your company can get back up and running.
It is a good idea to give management the proper notice of when the installer will be on-site, have the necessary technicians on-site to help the installer with the rope replacement and make sure the installer/technicians have a clear working space.
There’s a lot of downtime associated with making a mistake in the preparation process, so the more prepared you can be for the install, the better. You don’t want a situation where your crane is inactive because of an oversight or completely avoidable situation.
Also, Mazzella recommends you measure your sheaves with a sheave gauge. A sheave gauge will help you measure the wear of the root, the amount of wear on the groove wall and the diameter of the wire rope.
After ordering the correct rope and having the requisite space and approval for installation, how long will it take to remove and replace the old rope when the technician, assistants and supplies arrive onsite? For some small cranes, the timeframe could be as little as 45 minutes, but for larger cranes, removing the old rope and installing the new one could be a several-hour process.
There’s a lot of factors that go into a successful crane rope installation. The most important thing is the quicker your supplier responds to your order and gets a rope on location, the quicker that rope gets installed properly, saving time and money. Downtime is the key, and it could cost companies tens of thousands of dollars per day if their crane(s) are inoperable.
Once a new crane rope is installed, a break-in period or tension period is recommended to make sure everything is performing correctly, and help you avoid shock-loading the newly installed wire rope. The break-in period is recommended because installation and spooling equipment are not going to put adequate tension on the rope. A break-in period consists of putting a low percentage of the working load limit weight on the rope for several lift cycles, and running the blocks up to the boom length (working height) and back down. For the most specific guidelines on the breaking-in process for your new wire rope, refer to the manufacturer’s recommendations.
If a brand-new wire rope on a crane is not broken in properly before lifting a large load, it potentially could damage the rope and render useless the equipment that was just installed on your machine.
When Mazzella fulfills a crane ropes order, it is not just about the sale and the bottom line. While we’re in the business of selling crane ropes, we’re also in the business of building relationships and trust. We are committed to making sure you get the correct products for the right applications.
Crane rope issues don’t just happen 9-to-5 during the normal work week. They happen Friday nights, holidays, weekends and early mornings. They’re always on the clock, and it is just about being honest with the customer and letting them know, they type of rope that is required. That honesty and trust is of utmost importance for the safety of your workers and the proper maintenance of your cranes.
Mazzella has one of the largest crane ropes inventories in the United States. The company provides wire rope assemblies and manufactures bridge cables, crane cables, steel mill cables and thousands of OEM assemblies in sizes from ¼ to 3-inch diameter and 9 to 52 millimeter diameter, domestic and non-domestic and in stock and ready for same or next-day shipment.
Mazzella Companies can also manufacture assemblies with standard or custom end fittings. Special testing and tolerance requirements are also available when necessary.

The importance of the wire rope that holds the hook and hoists together is often overlooked. This component is often replaced, and it is similar to why we replace car tires. Wire ropes are prone to wear as time goes on and how often they are used. The more they are used, and the heavier the load is, the faster they wear down. If the rope is maintained well, then it will last till the specified time.
If a wire rope isn’t installed correctly, it can be susceptible to damage from an external source or operated the wrong way. This is why it’s essential to
We recommend getting the wire rope or the details you need for the hoist from the original manufacturer to end up with a compatible one. Installing the new rope is also critical, as this ensures that the twists aren’t introduced and the optimal revving procedure is maintained.
When is wire rope replacement necessary? Corrosion:Corrosion is a more severe sign of damage as many stronger ropes are made from steel wires. This occurs when those wires have degraded badly and are usually the result of no lubrication care. Corrosion generally starts from the inside of the wires before it becomes visible on the outside. Rusting leads to a mild discolouration that can be resolved using lubricants and as quickly as possible. In some cases, this condition can persist and result in extreme corrosion and premature fatigue. The strands become weak, and that’s when you need to remove the rope.
Replacing the wire rope on a hoist, especially for an underhung hoist model, is essential and is determined during the load test requirements. Its manufacturer should have already tested out the rope being used on the hoist after producing it – this is a standard test carried out to ensure the quality of the completed wire rope.
Once you purchase it, the wire rope should be tested by the technician who evaluates the lowering function, lifting speed, limit switches and brake operation. These assessments are made without the lifting loads. Manufacturers may recommend this process for replacing a new wire rope. After the rope has been installed, start with a small load weight recommended by the manufacturer’s instructions. Next, run through all the lowering and lifting cycles that the rope intends to serve, then gradually move up to the full load capacity. This pattern lets the rope adjust and get seated on the hoist. After completing this break-in period, ensure that the hook block is secured. Then, disconnect the rope end for relaxing, correcting any twist or torque that may have crept in during the installation.

Sometimes, it can seem like the buying process is overly complicated, and Mazzella does that on purpose to avoid as many issues as possible when the new rope is installed.
The reason for that is so our customers avoid putting the wrong types of ropes on cranes and unnecessarily increasing the risk of injuries to workers or damage to loads being lifted. The processes that we go through are to make sure we prevent that added risk and put the correct rope on the correct machine, per Original Equipment Manufacturer (OEM) specifications.
Mazzella wire ropes specialists ask these questions to understand your circumstances and what your needs are. With this information, Mazzella will be better prepared to get the correct rope to match your company’s needs.
Most of the time, the customer should have access to an operations manual in their crane that will show what rope diameter and length is specified for that machine and that configuration. The customer may have to measure or come up with his own calculations on length.
The rope has to be specific to the lagging of the drum for that machine, which is why there are multiple variations for each size of wire rope because each kind is specific to the type of crane, and it shouldn’t be substituted. Mazzella will only install the rope that is the correct brand and tolerance on a particular crane.
On the less severe side, you’re just going to have bad performance, or it might not work at all. You could have twist and/or spooling issues. That could lead to the crane failing altogether, which creates downtime as you wait for the correct wire rope to be ordered/delivered, and then, installed.
Many people who own cranes are working for somebody else when they’re doing jobs, so if the rope doesn’t work, they’re paying for work that is not getting done, and then, falling behind schedule.
Sometimes, customers assume that there’s a one-size-fits-all replacement, that if it’s a non-rotating rope, it should work on every application. There’s a lot of misinformation on what will work and what won’t work.
With our experience and access to all brands of wire rope, Mazzella guarantees we can get you the right rope for your cranes. If Mazzella isn’t comfortable with the project, we won’t supply the wire rope.
If the wrong wire rope is ordered and delivered, it could be hours or days before the correct rope is on location. Especially with a lot of the larger cranes, manufacturers are shipping model-specific ropes all over the country, and depending on location and money, that could add time to the replacement process and cause delays on your worksite.
With our large inventory of rope and commitment to 24-hour service, Mazzella can have a new spool of wire on a truck and out for delivery to you in a matter of hours.
Say you and your company avoid the pitfalls of ordering the wrong crane rope and have a new spool of wire rope on its way. Once the order process is done, what can your company do to prepare for delivery and installation?
As much as Mazzella can be prepared on our end, the customer needs to be ready for installation so the process can go as smoothly and safely as possible.
You have to make sure the technicians have the requisite space to perform their duties. The easier it is for the installers to get on-site, get to work and finish their responsibilities, the faster your company can get back up and running.
There’s a lot of downtime and sitting around waiting associated with making a mistake in the preparation process, so the more prepared you can be for the install, the better. You don’t want a situation where your crane is inactive because of an oversight or completely avoidable situation.
Also, Mazzella recommends you measure your sheaves with a sheave gauge. A sheave gauge will help you measure the wear of the root, the amount of wear on the groove wall and the diameter of the wire rope.
Okay, so after you order the correct rope and have the requisite space and approval for installation, how long will it take to remove and replace the old rope when the technician, assistants, and supplies arrive on-site?
For some small cranes, the timeframe could be as little as 45 minutes, but for larger cranes, removing the old rope and installing the new one could be a several-hour process.The application
There’s a lot of factors that go into a successful crane ropes installation. The most important thing is the quicker your supplier responds to your order and gets a rope on location, the quicker that rope gets installed properly, which saves you time and money.
Once a new crane rope is installed, a break-in period or tension period is recommended to make sure everything is performing correctly, and help you avoid shock-loading the newly installed wire rope.
The break-in period is recommended because installation and spooling equipment are not going to put adequate tension on the rope. A break-in period consists of putting a low percentage of the working load limit weight on the rope for several lift cycles, and running the blocks up to the boom length (working height) and back down.
If a brand-new wire rope on a crane is not broken in properly before lifting a large load, it potentially could damage the rope and render useless the equipment that was just installed on your machine.
While we’re in the business of selling crane ropes, we’re also in the business of building relationships and trust. We’ll always work with and serve you, and are committed to making sure you get the correct products for the right applications.
Crane rope issues don’t happen just 9-to-5, Monday through Friday. They happen Friday nights, holidays, weekends, early mornings. They’re always on the clock, and it’s just about being honest with the customer and letting them know, ‘this is the rope you need.’
We have one of the largest crane ropes inventories in the United States…ready for immediate delivery! We provide wire rope assemblies, and manufacture bridge cables, crane cables, steel mill cables, and thousands of OEM assemblies:In sizes from ¼” to 3” diameter and 9mm to 52mm diameter
We stock a large inventory of high-performance wire ropes available for immediate delivery. We stock our various high-performance ropes at our many locations in sizes from 1/4” to 3” diameter and 9 mm to 52 mm diameter.

In this Crane Rope Products brochure, you’ll find valuable product information and specifications to help you choose the right rope for your application.
Twisted hoist lines can bring a construction project to a sudden halt, resulting in downtime. But the good news is that you can minimize block rotation through proper installation, handling and corrective measures. In this reference document, you will better understand torque and gain tips on how to reduce block rotation.
No single rope can do it all. In this reference document, you will learn how the characteristics of specific ropes should greatly influence your rope choice including: strength, fatigue resistance, crushing resistance, resistance to metal loss and deformation, and resistance to rotation.
In this Product Bulletin, you will learn about the various causes of crushing, the effects of crushing and how to properly evaluate the crushing. Additionally, observations about drum crushing from WireCo WorldGroup engineers are included.
In this product bulletin, you will learn why Category 1 Ropes are special wire ropes that must be handled differently than other wire ropes. Understand why WireCo WorldGroup recommends not removing the welded ends. And, learn the proper step-by-step recommended procedure for cutting and preparing Category 1 Ropes.
In this product bulletin, you will learn WireCo WorldGroup’s preferred technique for installing a hoist rope onto a crane. Learn tips on relieving twist during installation.
In this reference document, you will learn WireCo WorldGroup’s preferred technique for installing rope onto a crane. Additionally, you will learn tips on breaking in your new wire rope, relieving twist, rigging in tight quarters, and cleaning and lubricating ropes.
Despite their durability and strength, wire ropes used on cranes will wear out and need to be retired from service. This reference document will better explain why regular inspection is so crucial to your long-term success.
Learn how to properly install wire rope on mobile cranes. Two factors are key to proper installation no matter what type of equipment, or which wire rope is being used: making sure the rope is free of twist and assuring that the rope is tightly spooled on the drum.
When a load is placed on a rope, torques are created within the rope as wires and strands try to straighten out. Ropes are designed to operate with these load-created torques within them. In this product bulletin, learn four methods of making a lift that is within the capacity of a single-part line. And finally, you will understand the removal criteria of rotation resistant rope.
Using an active, in-line, anti-friction swivel with the majority of types and classes of wire ropes is detrimental to their service life and can lead to unpredictable conditions during operation. This product bulletin provides the basic reasoning behind why swivels aren"t recommended for use with wire ropes except for those that exhibit a similar torque characteristic to that of a category 1 rotation-resistant rope.
XLT4 is designed to be used with a design factor as low as 3.5 on mobile cranes. In this product bulletin, you will learn more about the ASME B30.5 design factor requirements.
XLT4 was designed and engineered to be compatible with a full complement of end terminations including wire rope clips, wedges and swaged crane buttons. In this product bulletin, learn how Union’s 4-strand crane rope delivers more strength than premium 6-strand, and equal or greater stability under load than Category 1 35x7 style rotation-resistance ropes.
XLT4 is truly the four strand mobile crane hoist rope that is unequaled. After reading this product bulletin, you will understand why. You will learn how XLT4 was designed specifically to meet the special wire rope requirements of mobile crane operations and how XLT4 offers a unique combination of characteristics.
More area equals less wear. In this product bulletin, learn why this is important for our XLT4 rope product. After reading this product bulletin, you will understand why XLT4 Crane Rope provides a greater rope footprint when in contact with drums and sheaves and what this means for your application performance. Additionally, you will learn why XLT4 offers less scrubbing and abrasion and why this reduces contact pressure on ropes.

Wire rope is a machine! It is the workhorse that lifts the heavy loads on wire rope hoists. As a crane technician, there is an endless amount of information you should know about wire rope. The more you understand, the better resource you can be to your customers. Luckily, you don’t need to be the expert! There are others to help you out including, crane and hoist manufacturers, wire rope manufacturers, and other crane technicians. In this article, we will talk about how Demag designs wire rope hoists, selects the wire rope for models that you can buy today, and those you will still find in the field for inspections and repair.
In the world of wire rope, lay has many meanings and definitions. First, we will go through the directional meanings. Lay can refer to the direction in which the strands are twisted around the core of the wire rope. When left hand and right hand lay is referred to like this, it is describing whether the strands are twisted clockwise (left hand) or counter-clockwise (right hand) around the core. For a frame of reference, grab the wire rope in either hand with your thumb pointing up. When the strand appears as if going up to the left, this is a Left Hand lay rope. When it appears as though it is going up to the right, this is a Right Hand lay.
Lay can also refer to the cut of the groove corkscrew in the drum and the corkscrew can go to the left or right. The wire rope will start gathering on the left-hand side of the drum in the case of a left lay and the opposite for right lay. One way to determine this is to look at the drum from the end where the rope is clamped. The term lay can be used to describe the distance of a complete wrap of a strand once around the core. When conducting a wire rope inspection, knowing how to measure the lay is critical. It is measured by determining the distance starting on the outside wrapping the strand one complete time back to the same outside position. This measurement is used to determine the maximum number of broken wires allowed within a single lay and for the number of broken wires in the same strand in a lay. Always consult your inspection criteria bodies, like CMAA and HMI, for the most up-to-date standards.
Lay can also denote whether a rope is Regular Lay or Lang Lay. Regular lay and Lang lay rope are different types of wire rope and differ based on the wire orientation in the strand. Regular lay rope wire appears as though the outermost wire surface is aligned parallel with the centerline of the wire rope axis. Lang lay rope wires appears to be at a 45 degree angle with the wire rope centerline axis. Lang lay type of rope allows for more surface contact with the groove surface on the drum or sheave, increasing the support zone and decreasing the load by spreading it out over a larger area. It is more costly to manufacture, but it can be used in special cases where better wear life for the drum and sheaves is needed. Today, Regular Lay rope is commonly used unless there is a specific design need to use Lang Lay wire rope.
Countries and industries may have different standards or best practices for wire rope. In the USA, the wire rope industry recommends using a Right Hand (RH) lay rope on a Left Hand (LH) drum corkscrew and a Left Hand (LH) lay rope on a Right Hand (RH) drum corkscrew. This is recommended for good spooling of the rope, especially on a grooveless drum. In most cases, Demag designs their wire rope hoists in violation of this best practice, but for a major engineering reason that benefits the user and for additional safety.
Demag wire rope hoists are designed for RH rope on a RH drum and LH rope on a LH drum. This design creates straighter drops of wire rope down to the bottom block as using the same strand lay and corkscrew twists the strands tighter around the core. The straighter drop eliminates interference in a 4/1 reeving configuration as the rope crisscrosses during lifting. This becomes very apparent when the lift height is around the 70 foot range. To make sure that the hoist has positive spooling, the drum is designed with a partial groove and is equipped with a rope guide with pressure rollers or a ring that keeps the rope in the groove.
When it comes to hoists configured for 4/2 reeving with 2 attachment points for the same rope, only one side of the drum follows the best practice. Since there are 2 attachment points in 4/2 reeving, one drum corkscrew is RH and the other LH. Inherent from the reeving design, close to vertical lifting is achieved and crisscrossing interference is not a concern.
Due to wear on the drum and sheaves, we will never recommend changing the lay of the rope used on a hoist when the wire rope needs changed. The existing wire rope lay has already established wear patterns on the drum and sheave that could make changing the rope with a different lay dangerous. Being able to identify or find out what type of rope is used on a wire rope hoist is key to success when wire rope needs changed.
Wire rope is a complex machine, lifting the heaviest loads like space shuttles and precast concrete components. It does the heavy lifting when a load is being lifted by a crane and wire rope hoist. Having a good understanding of wire rope is essential for all crane technicians. Being able to understand what lay means and how to determine what kind of rope is on an existing hoist is just the beginning. Not only will this knowledge allow you to be a more effective technician for your customers, but you can promote safety in the industry.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
*The foregoing OSHA regulations are not intended to be a comprehensive overview of all applicable regulations pertaining to the designated topic. State laws may mandate different safety and maintenance standards. Accordingly, please consult applicable state laws as well as original equipment manufacturer specifications for further guidance. The statements and descriptions contained herein constitute the opinion/recommendation of the seller and are not intended to create any express warranties.
Search from thousands of crane listings for new and used cranes updated daily from hundreds of dealers. Buy high quality used cranes from our network of worldwide locations for used cranes and quality lift equipment.

Mandatory wire rope and sheave replacement intervals have been extended from 8 to 12 years, provided the total number of machine hours does not exceed 7,000*. For select machines, this means a significant savings for fleet owners, as a typical wire replacement job can cost anywhere from $2,000 to $7,000.
When you do replace wire rope sheaves, use JLG wire rope kits to streamline your service and reduce downtime. Order wire rope kits via Online Express.
Extending wire rope sheaves replacement intervals is another reduction to total cost of ownership for JLG. If you have any questions about this change or how to get the right parts for your job, contact your Regional Sales or Service Manager or

Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.
*The foregoing OSHA regulations are not intended to be a comprehensive overview of all applicable regulations pertaining to the designated topic. State laws may mandate different safety and maintenance standards. Accordingly, please consult applicable state laws as well as original equipment manufacturer specifications for further guidance. The statements and descriptions contained herein constitute the opinion/recommendation of the seller and are not intended to create any express warranties.

In addition, there is the special class (designated class, Class C) category: 195 kgf/mm2 (1910 N/mm2) grade or higher. These are products that were developed jointly by a manufacturer of construction machinery or elevators and a rope manufacturer. In general the ordinary sale of these products is prohibited by an agreement between the manufacturers at the time of development. Many TADANO products use special class (designated class, Class C) wire ropes.
Wire ropes are designed to be extremely strong and durable to safely lift and secure heavy items. Wire ropes are commonly used with overhead lifting and rigging equipment to hoist loads – so when things go wrong, it can be extremely dangerous.
Wire rope hazards have caused hundreds of injuries and even fatalities on construction sites. According toone report, more than 60 people were killed over 15 years due to a wire rope breaking.
When wire rope is handled or stored incorrectly, it can tremendously increase the likelihood of a safety hazard. Some of the most common safety issues with this piece of industrial equipment include broken strands, corrosion, crushed wires, or fatigue that causes the rope to slip, stretch, or snap.
At Elite Sales, we have fulfilled lots of orders forwire ropesto replace broken or damaged equipment. So, take our advice with these tips to reduce wire rope hazards through proper handling.
OSHA requires that all overhead lifting and rigging equipment be carefully inspected before use. Certified crane operators are typically responsible for this task – but all workers interacting with wire ropes should know how to conduct an inspection.
First, the wire rope should be visually inspected to note any of the most common signs of wear and tear. This includes crown or valley breaks in the exterior strands or any kinks in the wire rope.
Any visible rusting, loose wires, kinking, or damaged fitting should be noted immediately. The wire rope should be replaced or repaired before it is used, as even a few broken wires could compromise its strength and durability.
Dryness or dust forming on the wire rope is an indication that hasn’t been recently lubricated. This can cause the wire rope to break far more easily, so this must be taken into consideration during the inspection as well.
Wire ropes are commonly damaged when they are being moved as the strands can get caught, broken, or bent. Correctwire rope installation and handlingare crucial for extending the life and use of this equipment. So, all employees who handle wire ropes should receive adequate training for proper handling.
Special care should be taken when the wire rope is unreeled or uncoiled. The strands can easily get kinked or crushed during this process. The best practice is to pull the wire rope in a straight line off of the reel or mount it on a revolving stand to ensure that the rope does not look or kink.
All wire ropes should be routinely re-lubricated as well. This helps to reduce wear from friction and movement and also protects the wires from corrosion.
Additionally, all handlers should be aware of practices that can damage wire ropes and avoid them at all costs. For instance, battening down the wire rope sling to secure it can crush and break the strands. This is unfortunately a fairly common practice on construction sites – so supervisors should strictly enforce correct handling.
Wire rope can get damaged during storage, too. All wire ropes must be completely dried and stored in a cool, temperature-controlled space. It is also best to avoid stacked coiled wire rope directly on the ground and instead stack it on cement or metal.
As an industrial hardware supplier, we understand that it is not just the way that these materials are handled – but also the quality of the equipment that lowers safety risk. Cheap wire rope will rust or wear down quickly, which increases the likelihood of it breaking.
First, be sure that you only purchase wire rope made with improved plow steel (IPS), extra improved plow steel (EIPS), or even extra-extra improved plow steel (EEIPS). This means that the wire rope is made of stronger steel than mild plow steel (MPS).
You should always double-check that you are using the correct wire rope for your application. There are many different styles, constructions, and patterns available which are optimized for certain uses.
For example, some are designed to berotation resistantwhich is best for overhead lifting. The central core of the wire rope is also an important factor to consider. A fiber core is best for applications where elasticity and stretch are needed – but it is not ideal for high heat or heavy loads. Wire strand cores on the other hand are best when additional stability is needed for securement.
Working with a trusted and experienced industrial wire rope supplier can be extremely beneficial here. Not only will this give you access to a wide range of wire rope options, but you can receive advice and guidance from professionals.
Here at Elite Sales, we’ve worked with construction companies and industrial manufacturers for years to provide top-rated equipment. We carry a great selection of wire rope in many styles, lengths, diameters, and constructions to meet nearly all applications. Plus, our team of experts is just a phone call away.
Reducing the risk of wire rope hazards on the job site needs to be a top priority. Any mistakes with wire rope installation, transportation, or storage can lead to major safety issues. One of the easiest ways to do this is enforcing proper handling of top-quality wire rope equipment throughout the organization.
If you are looking to purchase high-quality wire rope for your business, be sure to check out our selection. Elite Sales is proud to carry top-rated industrial hardware. Our team is available to answer any questions and direct you to the exact types you need for any application.



 8613371530291
8613371530291