
wire rope abrasion quotation

Understand that most of the people out from the industry always face the problem of having no idea with the terms of wire rope when receiving quotation. In this update, we will explain in the most simple way and hopefully it is applicable to anyone.
6X36 = Construction of wire rope (There are quite a lot different constructions available for different application for example like, 6X25, 6X29, 6X31, 4X39, 19X7, 8X26 etc.)
RHOL = Right hand ordinary lay, it is the wire lay direction and very important to select the right direction of wire when dealing with multi-reeving, crane and hoist application.
EIPS (1960) = Extra improved plow steel and 1960 stands for the tensile strength 1960N/mm2. The figure is telling you the grade of wire rope, lower or higher tensile strength will result in different breaking strength.
UNGALVD = Ungalvanized, the surface finishing of wire rope. Galvanized and Ungalvanized are the basic surface finishing selection with different grade of lubrication.
MECH SPLICED = Mechanical splicing is the process of using hydraulic pressure to press the aluminum sleeve or metal sleeve and a loop is formed. This phrase is always telling you the terminal of both end wire rope. It can be plain, socketed, fuse tapered or eye formed.
Wire rope could have a lot of variation upon the application which I will cover in the next update. The essay above is good enough to tell the basic and hope it helps for procurement department while dealing with steel wire rope. Last but not least, selecting the right wire rope is crucial to your company"s long term expenditure and safety purposes. Do not take the risk because of cheap.

The fact that the wires of regular lay rope are subject to higher pressure, increases the rate of wire rope abrasion and peening of both wire and mating surface of the drum or sheave. Moreover, this higher pressure is transmitted to the interior rope structure and this, in turn, decreases fatigue resistance.
Finally, the worn crown of the regular lay wire combined with its shorter exposed length, permits the wire to spring away from the rope axis. Subsequent passage on and off a sheave or drum, results in fatigue breakage.
A note of caution: lang lay rope has two important limitations. First, if either end is not fixed, it will rotate severely when under load, and secondly, it is less able to withstand crushing action on a drum or sheave, than is regular lay rope. Hence, lang lay rope should not be operated without being secured against rotation at both ends; nor should it be operated over minimum-sized sheaves or drums under extreme loads. Additionally, poor drum winding conditions are not well tolerated by lang lay ropes.
Pre-forming is a wire rope manufacturing process wherein the strands and their wires are formed-during fabrication-to the helical shape that they will ultimately assume in the finished rope or strand.
The wire arrangement in the strands is an important determining factor in the rope’s functional characteristics, i.e., its ability to meet the operating conditions to which it will be subjected. There are many basic strand patterns around which standard wire ropes are built; a number of these are illustrated in Figure 5.

Like all industrial equipment, aircraft cables and wire ropes wear while in service, and will require replacement. Though the cycle life of each cable varies based on construction and application, factors such as load and pulley condition can actually reduce this lifespan by triggering wire breaks. Not all wire breaks look the same, and understanding these differences can help detect issues in your system before they damage additional cables, or put human lives in danger. Here is a quick guide to help you understand where wire breaks occur (crowns vs. valleys), and three common examples of wire breaks (tension, fatigue, and abrasion).
Wire breaks typically occur in two different locations on the outside of wire rope or aircraft cable. The first location is on the crowns of the strands, which are the highest points with the most surface area exposure. The second location is the valleys, or the spaces between the strands. Though crown breaks typically result from normal wear and tear, valley breaks are more suspicious and may indicate issues with the pulley system or wire rope itself.
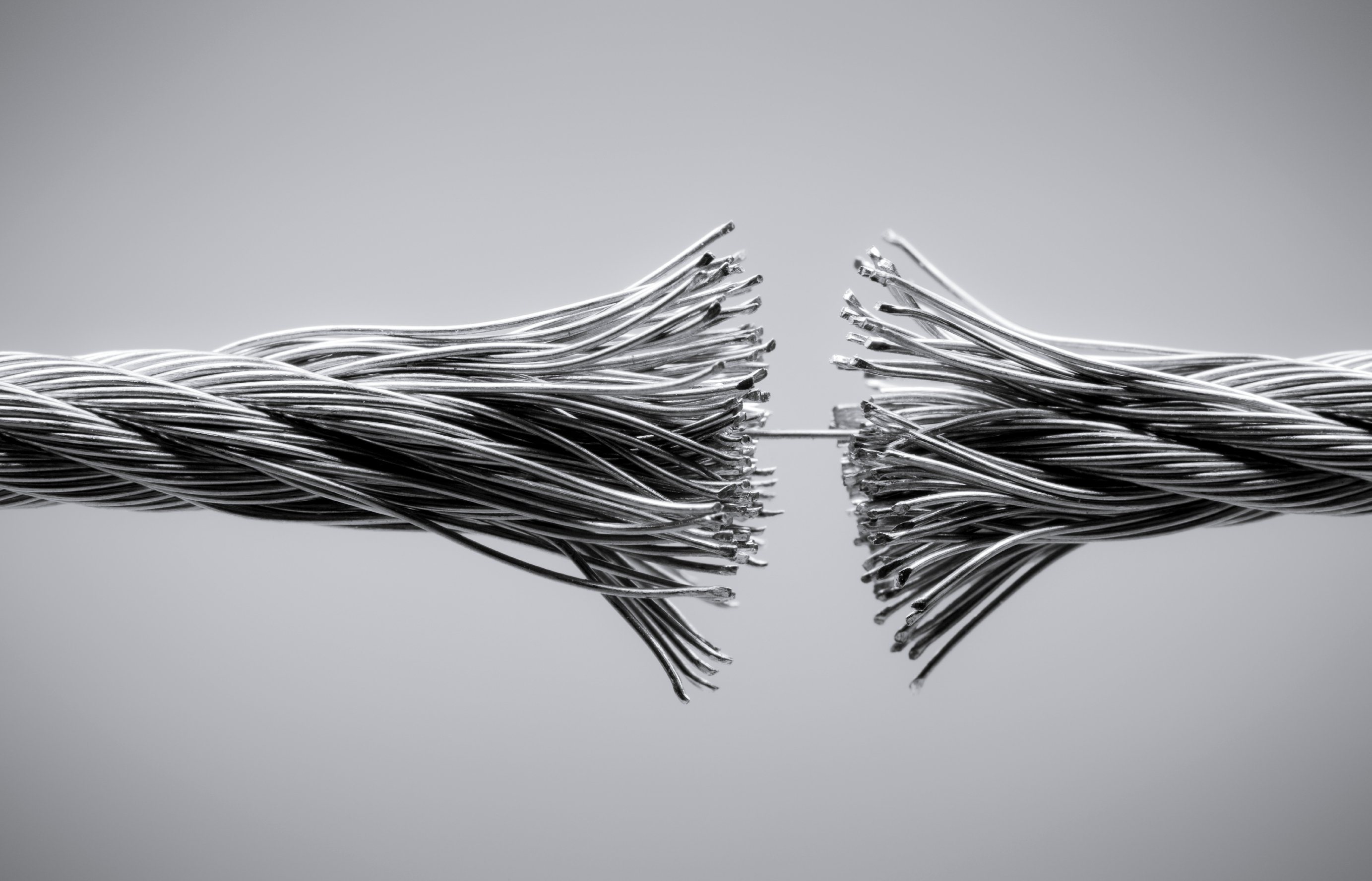
Wires that have been worn to a knife-edge thinness are characteristic of abrasion breaks. Abrasion can occur from a number of different sources, but sheaves are the most common. Remember to check sheaves for signs of wear, damage, or deformity and replace as necessary.
If you notice one end of a broken wire is cupped, and the other end resembles a cone, your wire rope likely experienced a tension break. Tension breaks result from excessive loading, causing the wires to stretch beyond their limits until they snap. Once one wire break appears, others will continue to occur if the cable is not addressed.
Fatigue damage is usually represented by zig-zag breaks with square ends. Like abrasion breaks, fatigue breaks can be triggered by a broad range of factors, including incorrect pulley size and excessive vibration. Check for worn pulleys and slack in the system to prevent issues from exacerbating.
Once you have replaced your damaged pulleys, or removed sharp obstructions in your system, begin your quote for brand new wire rope at https://strandcore.com/contact/. Our wire rope craftsmen can help you select the ideal wire rope for your application, and oftentimes provide a better solution for your existing setup. Browse our selection ofwire rope and aircraft cableonline, and do not hesitate to contact our sales team at sales@sanlo.com if you have any questions.

6x37 Classification Wire Ropes have a third layer of wires which makes them more flexible, although less abrasion-resistant, than ropes of the 6x19 classification. Each strand contains numerous, small-diameter wires. As the number of wires in each strand is increased, flexibility is increased… as wires per strand decreases, flexibility is decreased.

With each application, your choices of wire ropes can be many. How do you know which one works best for you? Ropes include a combination of characteristics that give them specific performance abilities. Before you choose, it pays to look closely at each rope’s special characteristics.
All wire ropes feature design characteristic tradeoffs. In most cases, a wire rope cannot increase both fatigue resistance and abrasion resistance. For example, when you increase fatigue resistance by selecting a rope with more wires, the rope will have less abrasion resistance because of its greater number of smaller outer wires. When you need wire rope with greater abrasion resistance, one choice is a rope with fewer (and larger) outer wires to reduce the effects of surface wear. But that means the rope’s fatigue resistance will decrease. That’s why you need to choose your wire rope like you would any other machine. Very carefully. You must consider all operating conditions and rope characteristics.
How do you choose the wire rope that’s best suited for your job? Following are the most common characteristics to be considered when selecting a rope for an application.
Wire rope strength is usually measured in tons of 2,000 lbs. In published material, wire rope strength is shown as minimum breaking force (MBF) or nominal (catalog) strength. These refer to calculated strength figures that have been accepted by the wire rope industry. When placed under tension on a test device, a new rope should break at a figure equal to – or higher than – the minimum breaking force shown for that rope. Certain standards allow for an acceptance strength that is 97.5% of the nominal strength to allow for testing variables. The values in this handbook apply to new, unused rope. A rope should never operate at – or near – the minimum breaking force. During its useful life, a rope loses strength gradually due to natural causes such as surface wear and metal fatigue.
Fatigue resistance involves metal fatigue of the wires that make up a rope. To have high fatigue resistance, wires must be capable of bending repeatedly under stress – for example, a rope passing over a sheave.
Increased fatigue resistance is achieved in a rope design by using a large number of wires. It involves both the basic metallurgy and the diameters of wires. In general, a rope made of many wires will have greater fatigue resistance than a same-size rope made of fewer, larger wires because smaller wires have greater ability to bend as the rope passes over sheaves or around drums. To reduce the effects of fatigue, ropes must never bend over sheaves or drums with a diameter so small as to bend wires excessively. There are precise recommendations for sheave and drum sizes to properly accommodate all sizes and types of ropes.
Every rope is subject to metal fatigue from bending stress while in operation, and therefore the rope’s strength gradually diminishes as the rope is used.
Crushing is the effect of external pressure on a rope, which damages it by distorting the cross-section shape of the rope, its strands or core – or all three. Crushing resistance therefore is a rope’s ability to withstand or resist external forces, and is a term generally used to express comparison between ropes. When a rope is damaged by crushing, the wires, strands and core are prevented from moving and adjusting normally during operation. In general, IWRC ropes are more crush resistant than fiber core ropes. Regular lay ropes are more crush resistant than lang lay ropes. Six strand ropes have greater crush resistance than 8 strand ropes or 19 strand ropes. Flex-X® ropes are more crush resistant than standard round-strand ropes.
Metal loss refers to the actual wearing away of metal from the outer wires of a rope, and metal deformation is the changing of the shape of outer wires of a rope. In general, resistance to metal loss by abrasion (usually called “abrasion resistance”) refers to a rope’s ability to withstand metal being worn away along its exterior. This reduces strength of a rope. The most common form of metal deformation is generally called “peening”– since outside wires of a peened rope appear to have been “hammered” along their exposed surface. Peening usually occurs on drums, caused by rope-to-rope contact during spooling of the rope on the drum. It may also occur on sheaves. Peening causes metal fatigue, which in turn may cause wire failure. The hammering – which causes the metal of the wire to flow into a new shape – realigns the grain structure of the metal, thereby affecting its fatigue resistance. The out-of-round shape also impairs wire movement when the rope bends.
When a load is placed on a rope, torque is created within the rope as wires and strands try to straighten out. This is normal and the rope is designed to operate with this load-induced torque. However, this torque can cause loads to rotate. Load-induced torque can be reduced by specially designed rotation resistant ropes. In standard 6 and 8 strand ropes, the torques produced by the outer strands and the IWRC is in the same direction and add together. In rotation resistant ropes, the lay of the outer strands is in the opposite direction to the lay of the inner strands, thus the torques produced are in opposite directions and the torques subtract from each other. Depending upon your application, other wire rope characteristics such as stability, bendability or reserve strength may need to be considered.
I’d like to pass along some insight into what makes these slings, from their construction to the maintenance and inspections that keeps them safe but, at the same time, don’t want to make your eyes bleed. That said, today, we’ll cover wire rope and we’ll cover the other sling types in future installments.
So we all know wire rope derives its strength from the strands of wire that are twisted around a core cable, right? You may ask what else is there to know about their construction beyond that. Well, frankly, a lot.
Our rental fleet has sizes of wire rope ranging from 3/4” up to 4” in diameter for single part slings and 2-1/2″ to 11″ diameter in our 9-part braided slings, but there are larger varieties available for purchase. Each wire rope sling is made up of several strands, which is then twisted in a helix around a central strand that is often the same composition as the outer strands. A wire rope strand is typically made up of anywhere between 19 and 36 wires but can reach as high as 109 wires, which are then twisted around a core wire or strand, depending on the configuration of wire rope.
Knowing the composition of the sling you’re using gives an understanding of what the rope will be able to do or, in some cases, how it will act. Various configurations exist to combat crushing, allow for greater flexibility or reduce the chances of rotation among other things. Ensuring you’ve got the correct wire for the project can be the difference between a successful job or causing damage or complete failure. As a general rule of thumb, improving one aspect will tend to reduce another. For example, a wire rope made up of smaller diameter wires provides increased flexibility, but doesn’t offer great abrasion resistance, whereas a wire rope of larger wires increases abrasion resistance while remaining more rigid.
The most common configuration of wire rope, the 6×19 class, consists of six outer strands comprised of 15-26 wires each that are twisted around a center core of smaller diameter wires in a 6×19 configuration consisting of the same number of wires as the outer strands. This configuration offers greater abrasion and crushing resistance while sacrificing a bit of flexibility and is available in sizes ranging from 3/4″ to 1-1/8” outer diameter. The next variation, for thicker outside diameters, is the 6×36 class comprised of six outer strands made up of 27-49 wires. This configuration offers increased flexibility due to the thinner wire diameters while maintaining crushing resistance but does sacrifice some of the abrasion resistance seen on the 6×19 class. LGH has 6×19 and 6×36 wire ropes from 1-1/4” to 4” outside diameter ranging from 5.6 to 130 tons safe working load (SWL) as well as 9-part braided slings that range from 59 tons to 485 tons SWL.
The next aspect of wire rope to consider is the lay of the wires that make up the strands as well as the way the strands are laid around the core. There are two main classifications of wire rope lay seen with alternating directions within each. These classifications are Regular Lay and Lang Lay.
Regular Lay wire ropes are formed with the wires that make up the strands being twisted in one direction, either left or right, and the completed strands are then laid the opposite direction, which causes the finished product to appear like the wires are running parallel to the axis of the rope. Regular lay rope is more flexible and carries better resistance to crushing forces and is easier to splice than Lang lay rope but has a shorter lifespan. Regular lay rope also tends to spool on a drum more easily and is naturally more rotation resistant.
Lang Lay wire ropes have both the wires forming the strands and the finished strands twisted the same direction, either right or left, and causes the finished product to appear with the wires running diagonally to the axis of the rope. The advantage of Lang lay rope is the increased abrasion resistance leading to a longer lifespan, but that comes at the price of flexibility.
During production, wire rope is heavily lubricated, allowing the lubricant to penetrate throughout the entire rope and into the core, which allows for slight movement of the individual wires within the rope to increase the lifespan of the rope as well as to reduce friction of the ropes as they rub against one another. From this point, maintaining proper lubrication is critical in preserving the life and structure of the wire rope and should be addressed with a combination of penetrating and coating lubricants. Penetrating lubricants reach the core and coat each strand of wire by utilizing petroleum solvent that evaporates once it reaches into the core and leaves the lubricants behind. Coating lubricants would then be used to seal the outside of the cable from moisture and reduce wear and corrosion during use.
The Discover television series “How It’s Made?” came out with an episode in 2011 showing the production of wire rope as well as crane cable and would make for an interesting view if you have five minutes available, providing further insight into the intricacies of wire rope and its composition. You can find that video here.
For more information or to rent wire rope slings and accompanying equipment, reach out to Lifting Gear Hire at www.rentlgh.com or call us at 800-878-7305.

6 strands, nominally 19 wires per strand This class is the most widely used and is found in its many variations throughout many industries. With its good combination of flexibility and wear resistance, rope in this class is suited to the specific needs of many kinds of machinery and equipment. The designation 6x19 is only nominal; the number of wires ranges from 15 to 26. The following constructions are included in this class:
6x25 Filler Wire. In this construction, there are 19 main wires in each strand, plus six small filler wires. The filler wires are located between the outer layer of 12 wires and the inner layer of six. They provide support and stability to the strand. This construction is the best combination of flexibility and abrasion resistance found in the 6x19 Class.
6x19 Warrington. Each strand is made up of 19 wires. The outer layer of 12 wires has two different sizes of wire; the inner layer of six is one size of wire. The Warrington construction is somewhat less flexible than 6x25 Filler Wire, but more flexible than 6x21 Filler Wire.
6x21 Filler Wire. Each strand is made up of 21 wires. The rope has an outer layer of 10 large wires, an inner layer of five smaller wires and a still smaller center wire. There are five filler wires, located between the outer layer of ten wires and the inner layer of five. The 6x21 Filler Wire ropes are more wear-resistant but less flexible than Warrington, and less abrasion-resistant but more flexible than 6x19 Seale constructions.
6x26 Warrington Seale. This construction is composed of 26-wire strands. It has the same size outer wires as the 6x21 Filler Wire, with an inner wire configuration similar to the 6x36 Class ropes. Thus, it combines the wear resistance of a 6x19 rope with a flexibility between 6x19 and 6x36 Class ropes.
6x19 Seale. This construction has an outer layer of nine large wires, an inner layer of nine smaller wires and a single center wire. The Seale ropes are the least flexible of the 6x19 Class ropes. However, the large outer wires, solidly supported, provide resistance to abrasion and crushing.
The 6x36 Class of wire rope is characterized by the relatively large number of wires in each strand. Ropes of this class are more flexible than the 6x19 Class, but their resistance to abrasion is less than the 6x19 Class ropes.
The designation 6x36 is only nominal, as is the case with 6x19 Class. Ropes in the 6x36 Class may contain 27 to 49 wires per strand. Improvements in wire rope design, as well as changing machine designs, resulted in the use of strands with widely varying numbers of wires and geometry.
Larger wire ropes frequently incorporate a larger number of wires, resulting in a more complex geometry than found in the 6x19 or 6x36 Class wire ropes. WW’s 6x61 Class Bethlehem Mining Ropes generally are designed to comply with ASTM A 1023 geometry, although we added some innovations. WW strands the 6x61 Class Bethlehem Mining Ropes in a single operation, relying on dense, well fitted geometry to provide exceptional rope performance and the flexibility normally associated with 6x61 Class ropes.
The 6x61 Class ropes have a Seale-Filler Wire-Seale design, as shown in the cross sections below, containing from 50 to 77 wires per strand. WW further enhances Bethlehem Mining Rope performance by wire metallurgy and wire properties which are selectively modified to augment the specific rope geometries.
Many wire rope users have observed that heavily loaded ropes fail internally due to the failure of the IWRC. Such conditions illustrate that heavy IWRC stresses exist, which promote fewer fatigue cycles and create short rope life. WW designed Maxi-core to improve rope life under these conditions.
Maxi-core utilizes an IWRC design which features eight strands around a strand center. Maxi-core’s IWRC provides longer life, and, therefore, increases the overall service life of the rope. Because of its specialized IWRC, Maxi-core is resilient and able to accommodate shock loads better than conventional IWRC designs. Maxi-core also adds 33% more core support to the outer strands, thereby reducing internal stresses and promoting longer rope life. As with all Bethlehem Excavator Family Ropes, WW does not publish Maxi-core rope strengths. WW relies on specific rope improvements and specialized features to provide rope designs which give proven, superior field service.
This plastic jacket acts as a cushion or shock absorber between adjacent main strands and at main strand-to-IWRC contact points. The improved internal support is especially significant for ropes subjected to continual bending stresses and fluctuating loads (shock loading). Reduction of wear and damage at internal contact points results in longer and more predictable service life.
Compacted Strands: Beth Pac Beth Pac refers to rope manufactured by compacting each individual strand before closing the rope. In comparison to conventional wire rope, Beth Pac has a higher metallic area, improved crushing resistance and a smoother surface contacting sheaves and drums.
Beth Pac is offered in Excavator and Excavator-AR in diameters 21/4" through 23/4" in 8x36 construction for hoist ropes. Beth Pac can be combined with other Bethlehem Mining Rope features, such as En-core. For more information and help in determining your need for Beth Pac and other available sizes, please contact WW’s Sales and Engineering Departments.
BXL is furnished as right regular or lang lay, Form-set, IWRC wire rope manufactured in the 6x19, 6x36 and 8x36 Classes. Available grades are Excavator and Excavator-AR. For specific information, please refer to the table. For information on smaller diameters for mining applications, please contact our Customer Service Department.
BXL provides the characteristics common to Bethlehem Mining Rope, enhanced by the plastic-infusion. BXL starts with WW’s special wire grades used in the manufacture of mining rope. Excavator grade is designed to provide excellent resistance to bending fatigue, such as those conditions found with hoist ropes. Excavator-AR is intended for those applications where more abrasive operating conditions exist, such as in drag line applications. Enhanced by plastic infusion, BXL offers several improved features.
Improved fatigue resistance is one key feature of BXL. BXL’s polymer cushions each wire and strand, minimizing interstrand and interlayer nicking. BXL also offers improved abrasion resistance. The polymer acts as a barrier between the individual strands, preventing penetration of any adverse material, such as dust, dirt and metal particles. The polymer also distributes and reduces contact stresses between the rope and sheave, reducing the wire rope wear normally associated with uncoated wire rope. Perhaps the most important feature of BXL, however, is the polymer’s ability to maintain the balance of the rope. When a rope is in operation, or simply wound upon a drum, the rope’s components move and adjust accordingly.
Due to the nature of wire rope, this movement may cause accelerated wear, and in uncoated rope, may also produce a flattening or ovaling of the rope. The polymer in BXL minimizes this movement by locking the individual wires and strands in place. With the rope’s holding its intended shape during operation, operating stresses such as vibration are evenly distributed to all wires and strands, thereby reducing fatigue breaks and increasing service life.
This rope is particularly suitable where severe crushing and abrasion on a drum occur, or where a higher strength design is required than can be obtained with a similar round strand rope. The triangular strand shape not only provides better resistance to crushing, but also offers a greater exposed surface area for contact with sheaves, drums or underlying areas of spooled rope.
This feature, combined with Lang lay, distributes the abrasive wear over a greater number and longer length of wires. The broad, smooth surface of the rope also helps to minimize wear on drums and sheaves.
We make a full line of tail ropes customized to meet your requirements of strength and weight to balance your friction hoist system. Please contact your salesman or customer service with your specifications and we will supply a quotation to meet your needs.

All wire ropes should be thorougly inspected at regular intervals. The longer it has been in service or the more severe the service, the more thoroughly and frequently it should be inspected. Be sure to maintain records of each inspection.
Inspections should be carried out by a person who has learned through special training or practical experience what to look for and who knows how to judge the importance of any abnormal conditions they may discover. It is the inspector’s responsibility to obtain and follow the proper inspection criteria for each application inspected.

The K16-18WR 18 inch wire rope chop saw is a straight cut chop saw designed to be on a low portable cart that’s low to the ground so the operator doesn’t have to lift the cable and or steel rope to standard table height which will improve over all productivity.
Kalamazoo Industries K16-18WR inch wire rope saw comes equipped with a quick release foot operated chain vise that’s designed to securely hold your your cable in a v-block and yet quickly release your material once you lift your foot off the pedal, 15HP 3PH motor, 1″ spindle flange, mobil cart with locking casters, half moon wheel guard, cast iron saw arm, cast iron trunnion, v-belts, belt guard and magnetic on-off switch.
All parts that Kalamazoo Industries manufacture’s for the 18 inch wire rope cutoff saw are replaceable no matter the age of this unit. All parts are kept in stock.
The K16-18WR 18 inch rope saw is used in the following industries: Energy, Wire Cable Factories, Hydraulic Hose Manufacturing Companies, Oil/Natural Gas, Petro/Chemical as well as many other Manufacturing and Fabrication environments.

Use the "rag-and-visual" method to check for external damage. Grab the rope lightly and with a rag or cotton cloth, move the rag slowly along the wire. Broken wires will often "porcupine" (stick out) and these broken wires will snag on the rag. If the cloth catches, stop and visually assess the rope. It is also important to visually inspect the wire (without a rag). Some wire breaks will not porcupine.
Measure the rope diameter. Compare the rope diameter measurements with the original diameter. If the measurements are different, this change indicates external and/or internal rope damage.
Visually check for abrasions, corrosion, pitting, and lubrication inside rope. Insert a marlin spike beneath two strands and rotate to lift strands and open rope.
Corrosion from lack of lubrication and exposure to heat or moisture (e.g., wire rope shows signs of pitting). A fibre core rope will dry out and break at temperatures above 120°C (250°F).
Kinks from improper installation of new rope, sudden release of a load or knots made to shorten a rope. A kink cannot be removed without creating a weak section. Discarding kinked rope is best.

Wire rope lifting slings, bridles and assemblies provide great durability and high tensile strength for lifting heavy loads. In addition, wire rope lifting slings are lighter in weight and more cost efficient than chain slings. Wire rope slings, sometimes referred to as wire slings, or cable lifting slings, are constructed using a variety of different styles and sizes of steel wire rope. Every style and size of wire rope offers different properties and benefits such as:
Each type of wire rope has benefits and drawbacks. What all wire ropes have in common however, is that they are made up of steel wires which form individual stands. These strands are laid in a helical pattern around a fiber or steel IWRC (independent wire rope core) core.
Wire rope lifting slings, bridles and assemblies are highly customizable, so if you are unable to find what you are looking for, or if you don’t know exactly what you need, call or email our sales team to speak with a rigging product specialist.
The durability of steel cable lifting slings is also put to the test in the harsh environments seen in steel mills and forging facilities. Every steel wire rope configuration will offer different properties and will be better equipped to handle certain applications. Generally, a smaller number of large outer wires will provide more wear, corrosion and abrasion resistance. Conversely, a larger number of smaller outer wires will provide better flexibility and fatigue resistance.
After you decide what construction and size of wire rope fits your application, you must configure the entire sling. Wire rope bridles and assemblies are available in single-leg, double-leg, triple-leg, and quadruple-leg configurations. They most commonly have 2 eyes and are constructed using a mechanical flemish splice. Wire rope lifting slings can be used in vertical, choker and basket hitches. They can also be equipped with a variety of attachments and fittings to accommodate almost any overhead lifting application.
Although wire rope sling fittings and attachment can be reused, the wire rope itself is not repairable. If a wire rope sling fails an inspection, it is to be properly destroyed and disposed of
It is important to inspect wire rope slings regularly and to keep a record of all sling inspections. At Tri-State Rigging Equipment we offer a full range of rigging inspection and repair services. The standards that govern wire rope sling inspection are OSHA 1910.184 and ASME B30.9. It is recommended that wire rope rigging slings first undergo an initial inspection when you receive the lifting sling from the manufacturer. The purpose of this initial inspection is to:
Wire rope slings, bridles and assemblies should also be inspected by a designated and qualified individual every day before use to make sure that the sling is in working condition and will lift its rated capacity. The person performing the inspection should examine all the wire rope, fastenings and attachments on the wire rope sling. The inspector is looking for visual indications of any defects, deformities and general damage that might affect the integrity of the sling.
Depending on your application, it may be recommended that you perform these visual inspections more than once a day. If the wire rope sling is used many times throughout the day, by multiple individuals, across multiple shifts, it is imperative that the sling be inspected before every shift change and before any change in lifting application.
ASME standards further require a thorough periodic inspection to be performed at least once a year by either a professional service provider, or by a Qualified Person. In addition, written records must be kept until the next periodic inspection. The rejection criteria for periodic wire rope sling inspections are as follows:
10 or more randomly distributed broken wires in one rope lay, or 5 or more broken wires in one strand in one rope lay, for strand-laid grommets and single part slings.
If your wire rope sling shows any of the rejection criteria above, you must remove the sling from service, and it must be destroyed. Properly destroying rigging equipment is imperative because you can be held accountable for damage done by people who find and use your discarded slings. Therefore, lifting slings deemed not suitable for service must be destroyed beyond use and beyond repair. The process for destroying a wire rope sling is as follows:
The purpose of daily and periodic wire rope sling inspections is not to get anyone in trouble but rather to gain knowledge of the frequency of use, severity of conditions, and nature of lifts, and consider how all these factors affect your wire rope sling. The most important reason to perform daily and periodic wire rope sling inspections, however, is to keep you and your coworkers safe.
Tri-State Rigging Equipment is a custom manufacturer, service provider and distributor for all wire rope lifting slings serving clients from coast to coast, Canada, Mexico and especially focused in the states of Missouri, Illinois, Indiana, Iowa, Kansas, Nebraska, Arkansas, Mississippi, Tennessee, Kentucky, South Carolina, Florida, and Oklahoma.

As a wire rope is used, the outer wires wear through abrasion and so the rope suffers loss of cross-sectional area – this obviously reduces the breaking strength of the wire rope. Resistance to abrasive wear is therefore an important property of a wire rope.
Abrasion resistance is directly related to the design of the rope, in particular the design of the strands of the rope. In general, ropes with fewer larger wires will be more abrasion resistant than a similar rope made up of smaller wires – a 6 x 19 rope will therefore be more abrasion resistant than a 6 x 36 rope.
In a drilling operation, wire ropes run through sheaves constantly and so are constantly subjected to alternating tensile and compressive loads – i.e. cyclic stress reversals.
Figure 1 illustrates a wire rope bending over a sheave. It is clear that the outer parts of the rope running over the sheave are in tension and the inner parts of the rope running over the sheave are in compression and as the rope moves over the sheave these stresses reverse.
It should be obvious that the smaller the diameter of the sheave the greater the magnitude (amplitude) of the stress reversal and so the more rapidly fatigue will occur in the rope.
Wire ropes experience external forces that will tend to alter or distort the shape of the rope. Crushing prevents wires and strands moving easily over one another during normal operation and this can lead to accelerated wear and reduced rope life.

The 6×19 Warrington’s fiber core construction has alternating large and small outer wires, providing excellent flexibility and strength. With the increased flexibility, this construction has lower abrasion and crush resistance. This wire rope may not be suited for all job sites. If you have more questions, or are wondering if the 6×19 Warrington wire rope is right for your project, give Rasmussen a call.
Is the 6×19 warrington class wire rope right for your job? Call the Rasmussen Equipment Company today and speak with a wire rope and rigging expert. We can help you find the right materials for your job. Work with our team and get equipped with the right rope, slings, rigging accessories and more. Whatever your team needs, Rasmussen can deliver.
Rasmussen’s wire rope experts are committed to using premium materials in all of our wire rope and rigging products. We carry products from industry-leading manufacturers in the industry. And can help you with working load limits, cargo control, and material handling. Rasmussen is your go-to wire rope expert.
Contact an expert today to get a quote on any of our wire rope and rigging products. If you’re unsure what exact tools you’ll need for your specific job, our sales team will be happy to help. You can reach our specialists by calling (801) 972-5588. We want to hear about your project, and answer any help in any way we can. Call today!
At Carl Stahl Sava Industries, our steel mechanical cable choices include 304 and 316 stainless steel and galvanized steel cable. Sava is both a wire rope supplier and a wire rope manufacturer that is able to work withexotic steel alternatives upon request, both stainless steel and galvanized steel mechanical cable offer distinct benefits, depending upon the application. Read on to learn the differences between galvanized vs. stainless steel wire ropeand determine which custom wire rope will better serve your application requirements.
One of the greatest benefits of stainless steel wire rope is that it is suitable for nearly any application. While it may have a slightly higher cost than galvanized steel cable, stainless steel cable provides customers with greater ROI and maintains its high-strength qualities over its lifespan under most conditions. While not as strong as tungsten or tolerant of excessive temperatures, stainless steel mechanical wire rope is an incredibly effective cable construction material.
Stainless steel has high corrosion resistance due to it being treated with chromium. This additional element makes stainless steel suitable for use in moist environments, even when harmful salty conditions are present. Specifically in marine environments, for instance, stainless steel wire rope can be used for years without corroding. And in the medical devices field, stainless steel is commonly the metal of choice for many medical device instruments like endoscopes because of its high sanitization level and durability over many cycles makes it ideal.
Galvanized steel is steel that has been dipped in a zinc coating, which gives it good corrosion-resistant qualities. But even with the addition of zinc, galvanized wire rope’s strength is weaker than stainless steel because of the presence of chromium, making the cable stronger and more tolerant of corrosive elements like saltwater. Galvanized cable will rust and corrode if salty wet conditions are present. And like stainless steel, galvanized steel cable ends will also weld together if they make contact with one another.
Galvanized steel cable is often found in industrial applications, since items may brush up against the wire rope in the field, which again, are environmental conditions that galvanized steel tolerates quite well over time. For this and other reasons, Galvanized steel wire rope works exceptionally well in aerospace applications.
Stainless steel wire rope is a cost-effective solution that works across a range of applications, is impervious to salty wetness and is stronger than galvanized steel cable. But galvanized steel wire rope is corrosion-resistant, except when salt is present and tolerates contact with itself far better than stainless steel cable.
It"s important to remember that since each application has unique needs, these comparisons are general guidelines. Contact Sava today to discuss your project, so we can help you determine whether a stainless steel wire rope or galvanized steel wire rope is best for your cable manufacturing needs.

DNV GL (Det Norske Veritas), through its Business Assurance division, is widely recognized as a world-wide authority in the development and certification of quality standards and processes. In order to promote safe, reliable and enhanced performance in projects and operations involving the oil and gas industry, DNV has developed various standards such as 2.7.1 for Offshore Containers and 2.7.3 related to Portable Offshore Units. Equipment built to these exacting standards is readily accepted for use in markets around the globe. IntegriCert is one of a very few domestic companies certified and approved to fabricate, repair and re-certify wire rope slings or lifting sets that are in compliance with these standards.



 8613371530291
8613371530291