
wire rope construction details factory
The majority of steel wires used for making wire ropes are usually manufactured from non-alloy carbon steel having a carbon content of between 0.4 and 0.95%. Since rope wires have a very high strength, they are able to offer support to large tensile forces. They can also run over sheaves even if the diameters are relatively small.
Cross lay strands has several layers, with the wires crossing each other. The parallel lay strands are prevalently used. Here, the lay length of practically all the wire layers have equal measurements. The wires of any two layers that are superimposed are also parallel. This makes for the linear contact.
However, two inner layer wires support the outer layer wire. Throughout the entire length of the strand, these wires are neighbors. Parallel lay strands are manufactured in a single operation. They have a greater endurance than cross lay strands. Parallel lay strands having two wire layers feature the construction Filler, Seale or Warrington.
The strands of spiral ropes are round. They feature an assembly of wire layers, laid helically through a center. At least a single wire layer is laid in the direction opposite to the outer layer. The dimension of spiral ropes can be non-rotating. They have a negligible rope torque under tension.
The open spiral rope is made up of round wires only. The center of the full-locked coil rope and half-locked coil rope is made of round wires, while the locked coil ropes come with at least a single outer layers of profile wires.
The major advantage is that they are constructed in such a way that dirt and water penetration is prevented to a large extent. Hence, protecting them from losing their lubrication. That’s not all, with the proper dimension, the ends of a broken outer wire will be unable to leave the rope.
Stranded ropes are a combination of several strands laid around a core in one or more layers in a helical shape. The core can be a fiber core, wire strand core, or independent wire rope core (IWRC). The fiber core features a synthetic material or natural fibers like Sysal.
Even though synthetic fibers are stronger and more uniform, they are unable to absorb many lubricants. Nonetheless, natural fibers are able to absorb about 15% of their weight in lubricant. This helps in protecting the inner wires against corrosion. Fiber cores are very elastic and flexible. The only problem is that they can easily get crushed.
Wire strand core consists an extra wire strand. It is basically used for suspension. The independent wire rope core (IWRC) is very durable regardless of the type of environments it is used in.
The majority of stranded ropes possess only a single one strand layer on top of the core. It is denoted with symbol Z when the strands in the rope are laid in the right direction, while symbol S represents left direction. Regular lay denotes that individual wires were wrapped around centers in a single direction, with the strands wrapped around the core in opposite direction.
Wire ropes featuring multiple strands are less resistant to rotation. They possess more than one strand layers, laid helically around the center. The outer strands are laid in an opposite direction to the underlying strands layers. Ropes having more than two strand layers can be non-rotating as well, while those with two strand layers are usually low-rotating.
Since they are used for carrying tensile forces, they are usually loaded by fluctuating and static tensile stresses. Wire ropes that are used for suspension are often referred to as cables.
They are used as rails for the cabin rollers or various other loads in cable cranes and aerial ropeways. Dissimilar to running ropes, the curvature of the rollers are not taken on by track ropes. When track ropes are used, the radius and the tensile force increases, as the stresses decrease.
They are used to bind together various kinds of goods. Wire rope slings are stressed by the tensile forces initially by bending stresses. They are bent over the blunt edges of the goods.
Wire rope is a complex mechanical device that has many moving parts all working in tandem to help support and move an object or load. In the lifting and rigging industries, wire rope is attached to a crane or hoist and fitted with swivels, shackles or hooks to attach to a load and move it in a controlled matter. It can also be used to lift and lower elevators, or as a means of support for suspension bridges or towers.
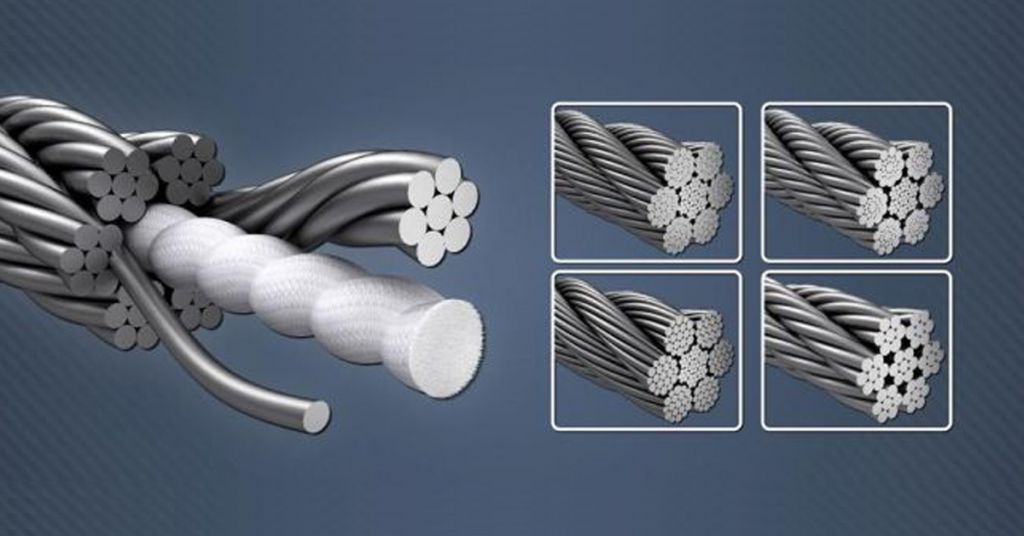
Wire rope is a preferred lifting device for many reasons. Its unique design consists of multiple steel wires that form individual strands laid in a helical pattern around a core. This structure provides strength, flexibility, and the ability to handle bending stresses. Different configurations of the material, wire, and strand structure will provide different benefits for the specific lifting application, including:Strength
However, selecting the proper wire rope for your lifting application requires some careful thought. Our goal is to help you understand the components of a wire rope, the construction of wire rope, and the different types of wire rope and what they might be used for. This will allow you to select the best performing and longest-lasting wire rope for the job at hand.
A wire rope is, in reality, a very complicated machine. A typical 6 x 25 rope has 150 wires in its outer strands, all of which move independently and together in a very complicated pattern around the core as the rope bends. Clearances between wires and strands are balanced when a rope is designed so that proper bearing clearances will exist to permit internal movement and adjustment of wires and strands when the rope has to bend. These clearances will vary as bending occurs, but are of the same range as the clearances found in automobile engine bearings.
Understanding and accepting the “machine idea” gives a rope user a greater respect for rope, and enables them to obtain better performance and longer useful life from rope applications. Anyone who uses a rope can use it more efficiently and effectively when they fully understand the machine concept.
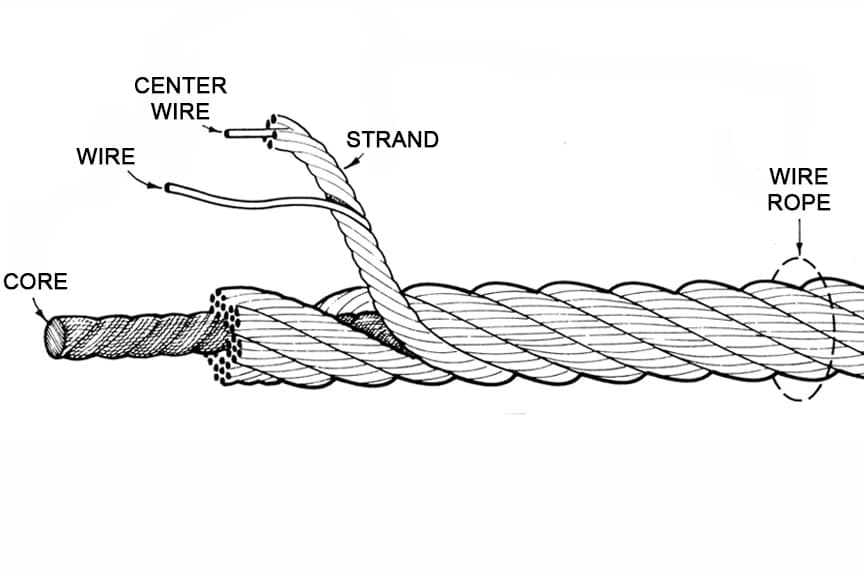
Wires are the smallest component of wire rope and they make up the individual strands in the rope. Wires can be made from a variety of metal materials including steel, iron, stainless steel, monel, and bronze. The wires can be manufactured in a variety of grades that relate to the strength, resistance to wear, fatigue resistance, corrosion resistance, and curve of the wire rope.
Strands of wire rope consist of two or more wires arranged and twisted in a specific arrangement. The individual strands are then laid in a helical pattern around the core of the rope.
The core of a wire rope runs through the center of the rope and supports the strands and helps to maintain their relative position under loading and bending stresses. Cores can be made from a number of different materials including natural or synthetic fibers and steel.
Lubrication is applied during the manufacturing process and penetrates all the way to the core. Wire rope lubrication has two primary benefits:Reduces friction as the individual wires and strands move over each other
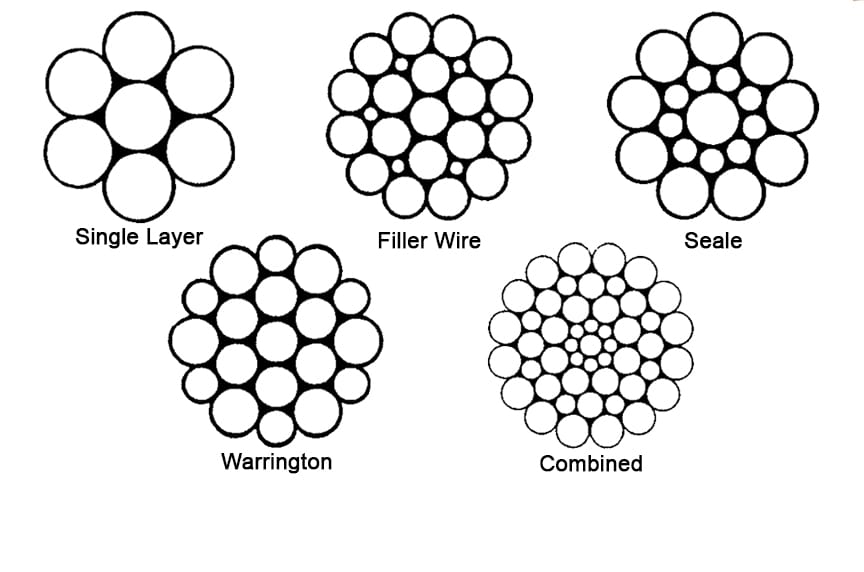
The number of layers of wires, the number of wires per layer, and the size of the wires per layer all affect the strand pattern type. Wire rope can be constructed using one of the following patterns, or can be constructed using two or more of the patterns below.Single Layer – The most common example is a 7 wire strand with a single-wire center and six wires of the same diameter around it.
Filler Wire – Two layers of uniform-size wire around a center with the inner layer having half the number of wires as the outer layer. Small filler wires, equal to the number in the inner layer, are laid in valleys of the inner wire.
Seale – Two layers of wires around a center with the same number of wires in each layer. All wires in each layer are the same diameter. The large outer wires rest in the valleys between the smaller inner wires.
Warrington – Two layers of wires around a center with one diameter of wire in the inner layer, and two diameters of wire alternating large and small in the outer later. The larger outer-layer wires rest in the valleys, and the smaller ones on the crowns of the inner layer.
On a preformed wire rope, the strands and wires are formed during the manufacturing process to the helical shape that they will take in a finished wire rope.
Preformed rope can be advantageous in certain applications where it needs to spool more uniformly on a drum, needs greater flexibility, or requires more fatigue-resistance when bending.
Direction and type of lay refer to the way the wires are laid to form a strand (either right or left) and how the strands are laid around the core (regular lay, lang lay, or alternate lay).Regular Lay – The wires line up with the axis of the rope. The direction of the wire lay in the strand is opposite to the direction of the strand lay. Regular lay ropes are more resistant to crushing forces, are more naturally rotation-resistant, and also spool better in a drum than lang lay ropes.
Lang Lay– The wires form an angle with the axis of the rope. The wire lay and strand lay around the core in the same direction. Lang Lay ropes have a greater fatigue-resistance and are more resistant to abrasion.
A steel core can be an independent wire rope or an individual strand. Steel cores are best suited for applications where a fiber core may not provide adequate support, or in an operating environment where temperatures could exceed 180° F.
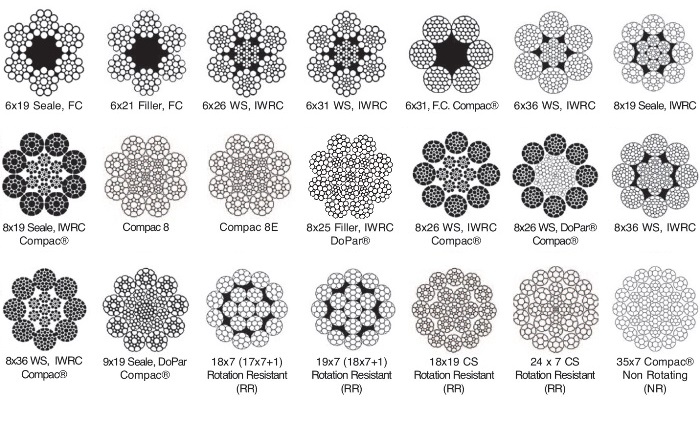
The classifications of wire rope provide the total number of strands, as well as a nominal or exact number of wires in each strand. These are general classifications and may or may not reflect the actual construction of the strands. However, all wire ropes of the same size and wire grade in each classification will have the SAME strength and weight ratings and usually the same pricing.
Besides the general classifications of wire rope, there are other types of wire rope that are special construction and designed for special lifting applications.
Some types of wire rope, especially lang lay wire rope, are more susceptible to rotation when under load. Rotation resistant wire rope is designed to resist twisting, spinning, or rotating and can be used in a single line or multi-part system.
Special care must be taken when handling, unreeling, and installing rotation resistant wire rope. Improper handling or spooling can introduce twist into the rope which can cause uncontrolled rotation.
Compacted strand wire rope is manufactured using strands that have been compacted, reducing the outer diameter of the entire strand, by means of passing through a die or rollers. This process occurs prior to closing of the rope.
This process flattens the surface of the outer wires in the strand, but also increases the density of the strand. This results in a smoother outer surface and increases the strength compared to comparable round wire rope (comparing same diameter and classification), while also helping to extend the surface life due to increased wear resistance.
A swaged wire rope differs from a compacted strand wire rope, in that a swaged wire rope’s diameter is compacted, or reduced, by a rotary swager machine after the wire rope has been closed. A swaged wire rope can be manufactured using round or compacted strands.
The advantages of a swaged wire rope are that they are more resistant to wear, have better crushing resistance, and high strength compared to a round strand wire rope of equal diameter and classification. However, a swaged wire rope may have less bending fatigue resistance.
A plastic coating can be applied to the exterior surface of a wire rope to provide protection against abrasion, wear, and other environmental factors that may cause corrosion. However, because you can’t see the individual strands and wires underneath the plastic coating, they can be difficult to inspect.
Plastic filled wire ropes are impregnated with a matrix of plastic where the internal spaces between the strands and wires are filled. Plastic filling helps to improve bending fatigue by reducing the wear internally and externally. Plastic filled wire ropes are used for demanding lifting applications.
This type of wire rope uses an Independent Wire Rope Core (IWRC) that is either filled with plastic or coated in plastic to reduce internal wear and increase bending fatigue life.
Remember, wire rope is a complex piece of mechanical machinery. There are a number of different specifications and properties that can affect the performance and service life of wire rope. Consider the following when specifying the best type of wire rope for your lifting application:Strength
When you select a piece of rope that is resistant to one property, you will most likely have a trade-off that affects another property. For example, a fiber core rope will be more flexible, but may have less crushing resistance. A rope with larger diameter wires will be more abrasion resistant, but will offer less fatigue resistance.
At Mazzella Companies, we offer all different kinds of wire rope from all of the leading manufacturers. We sell the highest-quality domestic and non-domestic rigging products because product quality and operating safety go hand-in-hand. We have one of the largest and most complete inventories of both domestic and non-domestic rigging and lifting products to suit your lifting needs.
If you’re looking for a standard or custom specified wire rope for your lifting project, contact a Lifting Specialist at a Mazzella Companies location near you.
We stock well over 2,000,000 feet of wire rope in our various locations … ready for immediate delivery! We provide wire rope assemblies, and manufacture bridge cables, crane cables, steel mill cables, and thousands of OEM assemblies.
Wire rope is a collection of metal strands that have been twisted and wound to form the shape of a helix with the purpose of supporting and lifting heavy loads and performing tasks that are too rigorous for standard wire. On shipping docks, rigging, and load bearing equipment, wire rope is attached to swivels, shackles, or hooks to lift a load in a controlled, even, and efficient manner.
The uses for wire rope include adding support to suspension bridges, lifting elevators, and serving as additional reinforcement for towers. The design of wire rope, with its multiple strands wrapped around a stable core, provides strength, flexibility, and ease of handling for applications that have bending stress.
Individual designs of wire rope involve different materials, wire, and strand configurations as a means for supporting and assisting in the completion of lifting or supportive applications.
The term wire rope encompasses a wide range of mechanical tools that are made to perform heavy and extreme lifting jobs. Wire rope is a complicated and complex tool with multiple moving parts capable of moving in unison. A 6 by 25 wire rope has 150 outer strands that move as one in an intricate pattern supported by a flexible core.
An essential part of the design of wire rope is the required clearance between the strands to give each stand the freedom to move and adjust when the rope bends. It is this unique feature that differentiates wire rope from solid wire and other forms of cable.
The basic element of wire rope is wire that is used to configure, shape, and form the rope. Typically, steel, stainless steel, and galvanized wires are the first choice with aluminum, nickel alloy, bronze, copper, and titanium being second possibilities. The choice of wire is dependent on the type of work the wire is going to be used to perform with strength, flexibility, and abrasion resistance being the major determining factors.
Stainless steel wire rope has all of the basic qualities of galvanized and general wire rope with the added benefits of corrosion and rust resistance; this makes it the ideal choice for harsh and stressful conditions.
Steel wire rope is classified as general purpose wire rope and comes in a wide variety of sizes, diameters, and strengths. It is the most common type of wire rope and is used for several industrial, manufacturing, and construction applications.
Before going further into the discussion of how wire rope is made, it is important to understand the numbers used to describe each type. All wire ropes have a core around which wires are wound. The various styles of cores vary according to the construction and design of the requirements of the wire rope that is being produced.
Wire rope is classified by the number of strands it has as well as the number of wires in each strand. The most common classification is a seven wire rope that has one strand in the center and six around its circumference. This type of wire rope is lightweight with a very simple construction. The majority of wire ropes are more complex and intricate with multiple intertwining strands and wires.
What must be understood about wire rope is that it has a complicated configuration. It is actually wires wrapped around wires to form bundles that are wrapped around other bundles. In the case of a seven wire wire rope, the core has bundles of wires wound around it; this can be seen in the image below.
The first step in wire rope creation is the production of wire strands where wires are wound around a single core wire. The number of wires included in the strand is dependent on the specified strength, flexibility, and size requirements of the rope. Once the strand is completed, it is straightened before being moved to wire rope construction.
Like wire ropes, strands have different patterns; patterns are the arrangements of the wires and their diameters. Though most strands have a core, there are strand patterns that have three or four wires without a core that are referred to as centerless strands. The design of each strand pattern is meant to enhance the strength of the wire rope and improve its performance.
For a multiple layer strand, the layers of wire are placed over one another in successive order. The placement of the wires on top of each other must be such that they fit smoothly and evenly.
The Warrington pattern is like the multiple layer pattern with one variation. Like the multiple layer pattern, the inner wires and the core are the same and have the same diameter. The difference is in the outer layer, which has wires of alternating sizes of large and small with larger diameter wires laying in the valleys of the inner wires.
All of the wires of a filler pattern are the same size. What makes this pattern unique is the insertion of small wires in the valleys of the inner wires to fill the gap between the inner and outer layer.
The flattened strand pattern is also known as the triangular strand, which can be triangular or oval. Three round wires form the core. The outer flattened surface has a greater sectional metallic area; this makes this pattern stronger and longer lasting.
The core of a wire rope runs through the center of the rope and can be composed of a variety of materials, which include synthetic fibers, natural fibers, a single strand, or another wire rope. The core supports the wound strands, helps maintain their position, is an effective lubricant carrier, and provides support.
Wire ropes with fiber cores are restricted to light loads and are not used in severe, harsh, or stressful conditions. Polypropylene and nylon are types of synthetic fiber cores and can be used in conditions where there is exposure to chemicals.
Cores made of wire are classified as independent wire cores. The core of a wire rope with a wire core is actually a wire rope with another wire rope serving as the core, as can be seen in the diagram below. These types of wire ropes are used where the rope will be exposed to exceptional resistance and crushing.
A strand, or wire strand core, is exactly like the rest of the strands of the wire rope with wires of the same diameter and size as the other strands.
The choice of core and creation of the strands are the simplest yet most essential parts of wire rope construction. Wire rope lays, the method used to wind the strands, is more complex and involves several choices.
Lay is a term used to describe three of the main characteristics of wire rope: direction, relationship, and linear distance. The strands can be wrapped around the core going right or left. Right or left refers to the direction of the strands wrapped around the core and the wires within the strands. The linear distance is how far a strand moves when it is making a revolution around the core.
In a regular lay, the wires and strands spiral in opposite directions. With a right hand regular lay, the wires spiral to the left and the strands to the right. In the left hand regular lay, the wires spiral to the right and the strands to the left. This type of lay is easy to handle but wears out quickly because the crown wires are in contact with the bearing surface.
In the Lang, or Albert, lay, the wires and strands spiral in the same direction with right hand lay being the most common. The wires in a Lang lay appear to run parallel to the center line of the rope. The difficulty with Lang lay wire ropes is handling since they tend to kink, twist, and crush.
Wire rope is an exceptionally strong tool that has been configured and designed to withstand the stress placed upon it through rigorous and continual use. In most applications, wire rope has to endure extreme stress and strain. It is for these reasons that coatings have been developed to protect wire rope from abrasions, corrosion, UV rays, and harmful and damaging chemicals.
Three main types of coatings are used to protect wire rope: polyvinyl chloride (PVC), polypropylene, and nylon. Of the three types, PVC is the most popular.
In cases where there are severe and hazardous working conditions, polypropylene is the recommended choice since it is capable of protecting wire rope against corrosion and chemical leaching. Additionally, it is resistant to impact damage and abrasion. Polypropylene is a tough, rigid, and crystalline thermoplastic that is made from a propene monomer and is resilient as well as inexpensive.
Braided wires are electrical conductors made up of small wires that are braided together to form a round tubular braid. The braiding and configuration of braided wire makes them very sturdy such that they do not break when flexed or bent. Braided wires are widely used as conductors, are commonly made from copper due to copper"s exceptional conductivity, and can be bare or coated depending on the application.
Braided wire can be round and tubular or flat. Round tubular braids fit in most spaces where flat braided wire will not. Flat braided wire begins as round braided wire which is flattened on a capstan. They are exceptionally strong and designed for medical and aircraft applications.
Metals used to make wire rope are various grades of stainless steel, bright steel, and galvanized steel. Though the majority of wire rope manufacturers use these three metals, other metals such as copper, aluminum, bronze, and monel are also used on a limited basis.
The most important aspect of wire rope is the wire and the metal from which it is made. The strength and resilience of wire rope is highly dependent on the quality of metal used to make it, and these are essential factors to be considered when purchasing it.
Bright steel wire does not have a coating and is rotation resistant, (designed to not rotate when lifting a load). It is drawn from hot rolled rods that are put through a die to match its specific dimensional tolerances, mechanical properties, and finish. Bright wire is used as a single line in conditions that require a rope that will resist cabling.
Galvanized steel has a zinc coating for corrosion resistance and has the same strength and durability as bright steel. Environmental conditions determine the use of galvanized steel. In mildly severe and slightly harsh conditions, galvanized steel wire is an economical replacement for stainless steel.
In the manufacturing process, galvanized wire goes through the process of galvanization, a method of coating steel wire with a protective and rust resistant metal. Galvanized wire is exceptionally strong, rust resistant, and flexible enough to meet the needs of a variety of applications.
Wire rope made from copper is mostly used for electrical applications due to its exceptional electrical characteristics. The benefits of copper wire rope are its durability, flexibility, and resilience compared to standard copper wire. The strength of copper wire rope is seen in its use in applications where there are vibrations and shaking.
The wire rope lubrication process begins during its fabrication and continues during its use. Lubrication of wire rope is designed to lower the amount of friction it endures and provide corrosion protection. Continued lubrication increases the lifespan of wire rope by preventing it from drying up, rusting, and breaking.
The types of lubricants for wire rope are penetrating or coating with coatings covering and sealing the outside of the rope. Penetrating lubricants go deep into the rope and seep into the core where they evaporate to form a thick coating or film.
The application of the lubricant is dependent on the type of core. Fiber cores absorb the lubricant and serve as a reservoir that retains the lubricant for an extended period of time. With metal cores, the lubricant is applied as the wire is twisted into strands to give complete saturation and coverage of the wires.
There are several types of greases that are used as wire rope lubricating agents and are made up of oil, a thickener, and additives. The essential components are the base oil and additives, which influence the behavior of the grease. The thickener holds the base oil and additives together. The amount of base oil in a grease is between 70% and 95% with an additive of 10%.
The additive in grease enhances the positive properties of the oil and suppresses the negative properties. Common additives are oxidation and rust inhibitors as well as pressure, wear, and friction reducing agents.
Of the many choices for lubricants, vegetable oil is the easiest to use and penetrates the deepest. The design of the additives for vegetable oils gives them the necessary qualities required to penetrate deep into a wire rope. The exceptional penetration provides protection against wear and corrosion. Since vegetable oil is a fluid, it helps in washing the wire rope to remove external abrasive contaminants.
Wire rope is widely used in machines, structures, and varied lifting applications. Its type, size, and requirements are determined by how it will be used. Regardless of its use, wire rope guarantees exceptional strength and provides high quality and excellent performance.
The lifting of heavy loads for centuries involved the use of hemp rope or chains, neither of which was a guaranteed or substantial method. Early in the 18th Century, between 1824 and 1838, Wilhelm Albert, a German mining engineer, combined the twisting of hemp and strength of chains to create today‘s wire rope.
The most common use of wire rope is as a part of a crane hoist wherein it is attached to the hook of the hoist and wrapped around a grooved drum. The tensile strength and durability of wire rope makes an ideal tool for lifting and keeping loads secure. Though it is used in several industries, it is very popular for production environments wherein materials need to be lifted quickly and efficiently.
In addition to its many lifting applications, the strength and stability of wire rope is useful in other applications, especially in the aerospace industry. Pedals, levers, and connectors in the cockpit of an aircraft are connected with wire rope. The wires provide for the passage of power between systems and mechanisms; this allows control of the aircraft. Wire rope is used to control propeller pitch, cowl flaps, and the throttle. It also assists in lowering and minimizing vibrations.
Tires are reinforced with wire rope to increase their durability and strength. All automotive production environments make use of wire ropes for supplying materials, moving heaving loads, and positioning equipment. Wire rope can be found in the production of steering wheels, cables, exhausts, springs, sunroofs, doors, and seating components.
As surprising as it may seem, the place that wire rope has the greatest use is in the home, where its strength, long life, endurance, and resilience provide guaranteed protection and performance. The main reason wire ropes are so popular for home use is cost.
Inexpensive, easy to obtain, easy to install, and easy to maintain, wire ropes provide an additional method for performing home repairs and structural support. Their excellent flexibility and sturdiness combined with their invisibility has made wire rope an ideal solution to several home maintenance issues. It is used to support staircases, fences, decks, and hang plants.
The search and production of crude oil has relied on wire ropes for centuries to lift drill bits, insert shafts, and support oil rigs on land and the water. When equipment, machinery, and tools have to be lowered into the depths of the earth and sea, wire ropes are the tool that the oil industry relies on to do the job.
Many of the tasks of oil production require tools that are capable of enduring severe and harsh conditions. Wire ropes have to withstand enormous pressure, extraordinary stress, and a wide range of temperatures. The use of wire rope includes maintaining oil rig stability and moorings for offshore rigs.
Wire rope has long been a standard component for the transportation industry, from the cable cars of San Francisco to the lift chairs for ski resorts. For many years, cable cars have relied on heavy duty cables (wire ropes) to be pulled by a central motor from multiple locations. It is a method of transportation that has existed for centuries.
In Europe, funiculars use cables that hang from a support to move cars up and down a mountain with cables moving in opposite directions. The word funicular is from the French word funiculaire, meaning railway by cable. The terms wire rope and cable are used interchangeably when discussed by professionals. The first part of funicular, or funiculaire, is from the Latin word "funis," meaning rope.
The major use for wire ropes in the food and beverage industries is as a means for lifting and moving heavy loads. Wine barrels and containers full of ingredients are lifted and placed through use of cranes and wire ropes. They are also part of conveyor systems that move products from one station to another.
From the beginnings of amusement rides up to the present, wire ropes have been an essential part of attraction construction and safety. They pull cars on roller coasters, hold cabins that swing, and move carriages through haunted houses. The main concern of amusement parks is safety. The strength, stability, and guaranteed performance of wire ropes ensures that people who attend amusement parks will have a good time and stay safe.
The rigging used to complete the stunts in modern movies depends on wire rope for safety. Much like in amusement rides, wire ropes protect performers from injury and harm as they hang above a scene or carry out an impossible move.
The live theater industry uses wire ropes to raise and lower curtains, support overhead rigging, and hold backdrops and scenery pieces. During a production, rapid and efficient movement is a necessity that is facilitated by the use of wire ropes.
Wire rope is a tool that we tend to envision as indestructible, unable to succumb to any form of damage. Though it is exceptionally sturdy and strong as well as capable of enduring constant use, it is just as susceptible to breakdown as any other tool.
To avoid serious harm and damage, wire ropes should be scheduled for regular inspections. There are situations that can damage or break a wire rope; these should be understood prior to the problem arising.
Guide rollers have the potential to damage and cause abrasions on wire rope if they become rough and uneven. Of the various elements of a crane and lift, guide rollers have the greatest contact with the mechanism‘s wire rope. Regular inspection of guide rollers will ensure they are not damaging the rope or causing abrasions.
Bending is normally a regular part of wire rope usage; this occurs repetitively as the rope passes through a sheave. As a wire rope traverses the sheave, it is continually bent and develops cracks or breaks. The cracking and breaking are exacerbated by movement on and off the groove of the drum. Normally, the breakage happens on the surface and is visible. Once it appears, it accelerates to the core of the rope.
A bird cage is caused by a sudden release of tension and a rebound of the rope. This type of break requires that the rope be replaced since the place of the break will not return to its normal condition.
Wire ropes are multi-layered; this makes them flexible and torque balanced. The layering inside and outside creates flexibility and wear resistance. Relative motion between the wires causes wear over time, which leads to internal breakage. The detection of these breaks can be indicated by an electromagnetic inspection that calculates the diameter of the rope.
Kinked wire rope is caused by pulling a loop on a slack line during installation or operation; this causes a distortion in the strands and wires. This is a serious condition that necessitates rope replacement.
Corrosion damage is the most difficult cause of wire rope damage to identify, which makes it the most dangerous. The main reason for corrosion is poor lubrication that can be seen in the pitted surface of the rope.
The types of damage and problems listed here are only a small portion of the problems that can be caused if a wire rope is not regularly lubricated and inspected. Various regulatory agencies require that wire ropes be inspected weekly or monthly and provide a list of factors to examine.
As with any type of heavy duty equipment, wire rope is required to adhere to a set of regulations or standards that monitor and control its use for safety and quality reasons. The two organizations that provide guidelines for wire rope use are the American Society of Mechanical Engineers (ASME) and the Occupational Safety and Health Administration (OSHA).
All wire rope manufacturers and users closely follow the standards and guidelines established by OSHA and ASME. In the majority of cases, they will identify the specific standards they are following in regard to their products.
OSHA‘s regulations regarding wire rope fall under sections 1910, 1915, and 1926, with the majority of the stipulations listed in 1926 under material handling, storage, use, and disposal.
"Running rope in service shall be visually inspected daily, unless a qualified person determines it should be performed more frequently. The visual inspection shall consist of observation of all rope that can reasonably be expected to be in use during the day‘s operations. The inspector should focus on discovering gross damage that may be an immediate hazard."
"The inspection frequency shall be based on such factors as rope life on the particular installation or similar installations, severity of environment, percentage of capacity lifts, frequency rates of operation, and exposure to shock loads. Inspections need not be at equal calendar intervals and should be more frequent as the rope approaches the end of its useful life. Close visual inspection of the entire rope length shall be made to evaluate inspection and removal criteria."
ASTM A1023 covers the requirements for steel wire ropes with specifications for various grades and constructions from ¼ in. (6 mm) to 31/2 in. (89 mm) manufactured from uncoated or metallic coated wire. Included are cord products from 1/32 in. (0.8 mm) to 3/8 in. (10 mm) made from metallic coated wire.
United States Federal Spec RR W 410 covers wire ropes and wire seizing strands but does not include all types, classes, constructions, and sizes of wire rope and strands that are available. The purpose of Spec RR W 410 is to cover more common types, classes, constructions, and sizes suitable for federal government use.
Wire rope and wire seizing strand covered by United States Federal Spec RR W 410 are intended for use in general hauling, hoisting, lifting, transporting, well drilling, in passenger and freight elevators, and for marine mooring, towing, trawling, and similar work, none of which are for use with aircraft.
API 9A lists the minimum standards required for use of wire rope for the petroleum and natural gas industries. The types of applications include tubing lines, rod hanger lines, sand lines, cable-tool drilling and clean out lines, cable tool casing lines, rotary drilling lines, winch lines, horse head pumping unit lines, torpedo lines, mast-raising lines, guideline tensioner lines, riser tensioner lines, and mooring and anchor lines. Well serving wire ropes such as lifting slings and well measuring are also included in API 9A.
Wire rope is a collection of metal strands that have been twisted and wound to form the shape of a helix with the purpose of supporting and lifting heavy loads and performing tasks that are too rigorous for standard wire.
Individual designs of wire rope involve different materials, wire, and strand configurations as a means for supporting and assisting in the completion of a lifting or supportive task.
Working safely with wire rope, for riggingand other purposes, requires an understanding of some of the characteristics of wire rope. Characteristics you should understand include lay, classification, and construction. We"ll explain each in this article.
The second is the relationship between the direction in which the strands are wrapped around the core and the direction that the wires within the strand are wrapped. This can be regular or lay.
And the third is the linear, or straight-line, distance a strand travels while making a single revolution around the core of the wire rope. This is known as the lay length.
The different lays and lay lengths of wire rope all have a functional purpose, and wire ropes with specific lays have different advantages and disadvantages for specific applications at work.
Another way to characterize wire rope is by the number of wires in each strand and the number of strands in the rope itself. This is known as wire rope classification.
A wire rope"s classification includes two numbers (such as 6 x 19). The first number (6, in this example) represents the exact number of strands in the rope. The second number represents the number of wires in each strand, but this number identifies a class, or range and may not be an exact number of wires.For example, a 6 x 19 class wire rope always has six strands, but may have 15-26 wires in each strand.
Hope you found this brief introduction to some aspects of wire rope, including the different parts of a wire rope and the rope"s lay, classification, and construction, helpful.
Remember there"s a lot more to learn about wire rope in order to work with it properly and safely, and thankfully, we offer two online learning courses for it--our wire rope basics online course and our wire rope safety and operations online course.
Wire ropes are several strands of metal wire that are twisted into a helix to form a composite rope, known as a laid rope. Large diameter wire rope consists of several strands of rope laid in what is known as cabling. Wire ropes are complex mechanical devices consisting of several moving parts that work together to help support & move an object or load.
In the lifting & rigging industries, wire rope is attached to a crane or hoist & fitted with a swivel, shackle, or hook to attach to a load and move it into a controlled case. It can also be used for lifting and lowering elevators or as a means of support for suspension bridges or towers. Wire rope is a preferred lifting tool for many reasons.
Its unique design consists of several steel wires that form separate strands placed in a helical pattern around a core. These structures provide strength, flexibility, & the ability to handle bending stresses. In the strictest sense, the term wire rope refers to a diameter larger than 3/8 inch (9.52 mm), with a smaller gauge specified cable or cord.
Initially, iron wires were used, but today the main material used for wire ropes is steel. Wire rope is made from cold-drawn wires to increase strength & durability. It may be noted that as its size decreases, the strength of the wire ropes increases.
The various materials used for wire ropes are iron, cast steel, extra strong cast steel, steel, and alloy steel, in order of increasing strength. For some purposes, wire rope can also be made from copper, bronze, aluminum alloys, and stainless steel. Wire ropes were developed in the 1830s with mining hoist applications.
Wire ropes are used in cranes and elevators for dynamic lifting and lifting and for transmission of mechanical power. It is also used to transmit forces to mechanisms, such as Bowden cables or the control surface of an airplane connected to levers and pedals in the cockpit.
Wire rope is made of threads of metal wire that are braided together to form a helix. Due to its heavy, flexible and tough characteristics, as well as being weather- and corrosion-resistant, it is commonly used in the building and construction, engineering, agriculture, aircraft, and marine industries.
Each wire strand bringing equal pressure to the bundle contributes to its strength and flexibility, making it an ideal material for pulleys. In Australia, wire rope was made of iron; Today, the materials used are mainly steel. Different industries use different types of wire ropes.
This is because the suitability of a specific wire rope for an application depends on the design, size, type of braids, and other characteristics. For example, marine-grade 316 wire rope is suitable for a variety of marine applications and settings.
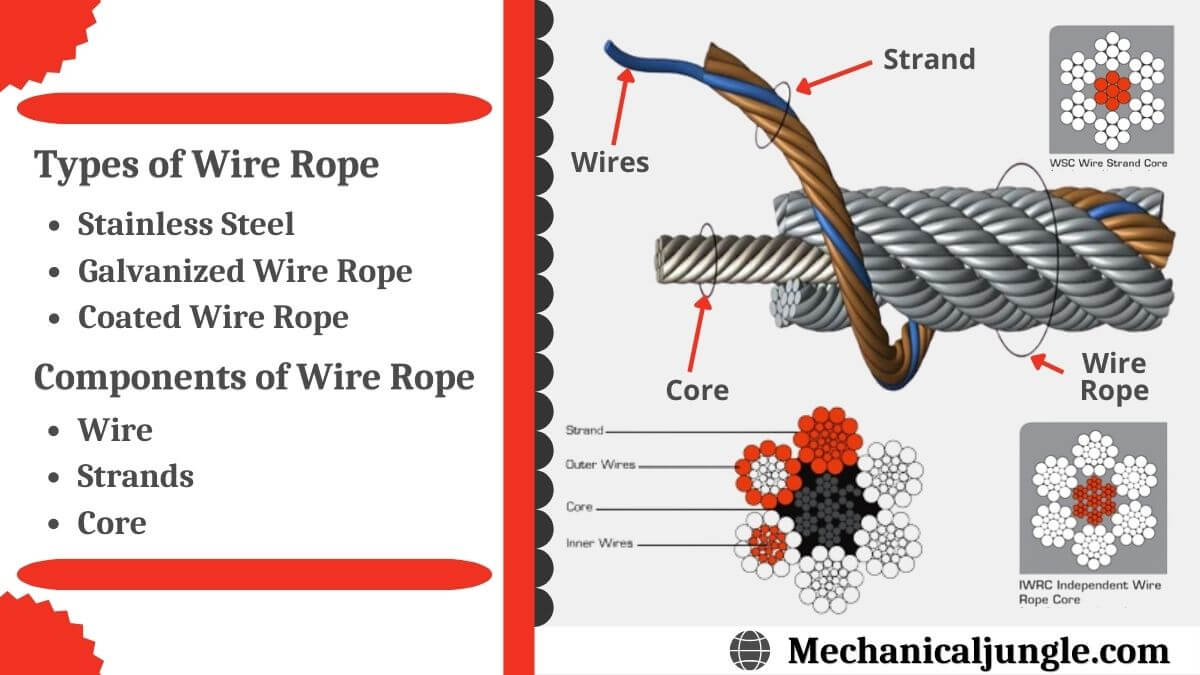
Stainless steel is the standard alloy used in rope and cable. Its resistance to corrosions is much higher than that of galvanized & coated ropes, although there are no differences in strength. Therefore, it is the preferred material uses in marines and water-based salt industries.
It does not readily react to chemicals from food processing, textiles, and photographic settings. Its high resistance to corrosion, heat & cold, and pulp & paper chemicals makes stainless steel wire rope a much-needed material for manufacturing precision instruments, automobiles, fishing vessels, petrochemical equipment, & other fields.
Galvanized wire ropes are also steel wire materials that have undergone a galvanizing process to increase their corrosion resistance. The finished wire is immersed in a zinc bath to coat the product completely, i.e., it is galvanized.
Zinc is used in this process because cathode protection increases the life expectancy of the wire. Although the coating will degrade over time, it is still resistant to rust, corrosion, and other harsh chemicals. Galvanized wire can be found in the industrial and construction sectors as well as in agricultural and DIY projects.
Stainless steel and galvanized wire can be PVC coated with poly-vinyl-chloride or vinyl. Coated wire rope comes in various colors such as clear, black, white, or any other color that is required in various industries. PVC coated wire is flexible, weather-resistant, and very cost-effective.
Nylon-coated wire, although not as flexible as PVC, is abrasion-resistant and ideal for businesses in extremely cold regions. Wire ropes can be assembled to suit specific applications. If you have a project requiring a specific type of wire rope, send us an inquiry, and we’ll send you a special quote.
The wire is the smallest component of wire rope, and they form the individual strands in the rope. Wire can be made from a variety of metal materials, including steel, iron, stainless steel, Monel, and bronze. Wires can be manufactured in varieties of grades that are related to wire rope strength, wear resistance, fatigue resistance, corrosion resistance, and curve.
These strings symbolize the smallest component of a wire rope and are tied together around a core to form complete wire ropes. The wire themselves can be coated but are usually available in “bright” or uncoated finishes.
Wire rope strings form two or more wires wrapped around an axial member in a geometric pattern or in combination with steel wires and other materials. These individual strands are then placed around the core in a helical pattern. Strands represent the major part that serves as the primary load-bearing unit.
A typical strand can form any number of strands, and the same goes for a rope that can have an ‘n’ number of strands. Wires made from larger diameter wires are more resistant to abrasion, while wires made of smaller diameter wires are more flexible.
The core of a wire rope runs through the center of the rope & supports the wires and helps them maintain their relative position under loading and bending stress. Cores can be made from many different materials, including natural or synthetic fibers and steel. It supports the strands and helps maintain their relative position under loading and bending stress.
Wire ropes are made from the various grades of steel wires with tensile strengths ranging from 1200 to 2400 MPa. The wires are first given special heat treatment & then cold drawn for the high strength and durability of the rope. Steel wire ropes are manufactured by special machines.
First, strands of wire such as 7, 19, or 37 are routed into a single strand, and then several strands, usually 6 or 8, are twisted around the core or center to form a rope. The core may be made of loops of hemp, jute, mica, or soft steel wire.
The core must be continuously saturated with lubricants for the long lives of the core as well as the entire rope. Asbestos or soft wire core is used when a rope is subjected to radiant heat, such as cranes working near furnaces.
However, a wire core reduces the rope’s flexibility, and such ropes are only used where they are subject to high compression, as in the case of multiple layers being injured on a rope drum.
The number of layers of wires, the numbers of wires per layer, & the size of the wire per layer all affect the strand pattern type. Wire ropes can be constructed using any one of the following patterns or can be made using two or more of the pattern below.
The Two-layer of similarly sized wire around a center whose inner layer is half the number of wires as the outer layer. Small fillers wires, equal to the numbers in the inner layer, are placed in the valleys of the inner wire.
Two layers of wires around centers with the same numbers of wires in each layer. All wire in each layer is of the same diameter. The larger outer strings rest in the valleys between the smaller inner strings.
The inner layer consists of two layers of wires around a center with one diameter of the wire, and the latter alternates two diameters of the larger and smaller wire in the outer. The larger wires in the outer layer are placed in the valleys & the smaller ones on the crowns of the inner layer.
On a prefabricated wire rope, the wire and wire are formed during the manufacturing process into the helical shape that they will take into a finished wire rope. Prefabricated rope can be beneficial in some applications where it needs to be spooled more evenly over the drum, more flexibility is required, or greater fatigue resistance is required when bending.
Direction and laying type refer to how the wires are laid to form a strand, either right or left & how the strands are laid around the regular core lay, lang lay, or alternate lay.
The wires are lined up with the axis of the rope. The direction of the wire held in the strand is opposite to the direction in the strand lay. Regular lat ropes are more resistant to crushing forces, are more naturally rotation-resistant, and also have a better spool in the drum than lang lat ropes.
The wires make an angle with the axis of the rope. The wire lay down, and the strand lay around the core in the same direction. Lang le ropes have greater fatigue resistance and are more resistant to abrasion.
A fiber core may be made of natural or synthetic polypropylene fibers. Fiber cores offer greater elasticity than steel cores but are more susceptible to crushing and are not recommended for high heat environments. A steel core can be independent wire ropes or an individual strand.
Steel cores are bests suited for applications where the fiber core cannot provide adequate support or in an operating environment where temperatures may exceed 180 degrees Fahrenheit. Based on what we have learned above, this wire rope description will provide the following information to the user:
Wire rope classifications provide the total number of wires in each strand, as well as the nominal or an exact number of wires. These are general classifications & may or may not reflect the actual constructions of the strands. However, all wires rope of the same size & wires grade in each classification will have similar strength and weight ratings and generally similar pricing.
Some types of wire rope, particularly lang le wire rope, are more susceptible to rotation under load. Rotation-resistant wire rope is designed to resist twisting, spinning, or twisting and can be used in a single-line or multi-part system. Special care should be taken when handling, unrolling, and installing rotation-resistant wire rope. Improper handling or spooling can introduce a twist in the rope, which can lead to uncontrolled twisting.
Compact Strand Wire Rope is manufactured using strands that have been compacted, by means of passing through a die or rollers, reducing the outside diameter of the entire strand. This process occurs before the rope is closed. This process flattens the surfaces of the outer strands in the strand but also increases the density of the strand.
This resulted in a smoother outer surface and increased strength compared to comparable round wire rope compare similar diameters and assortments while also helping to increase surface life due to increased wear resistance.
A swaged wires rope differs from a compacted strand wires rope in that the diameter of a swaged wire rope is compacted or reduced by a rotary swagger machine after the wire rope is closed. A curved wire rope can be manufactured using rounded or narrower wires.
The advantages of a swaged wires rope are that they are more resistant to wear, has better crushing resistance, and has higher strength than a round strand wire rope of similar diameter and assortment. However, a swaged wire rope may have low bending fatigue resistance.
The plastic coating may be applied to the outer surface of a wire rope to provide protection from abrasion, wear, and other environmental factors that can cause corrosion. However, because you can’t see the individuals strand & wires beneath the plastic coating, they can be difficult to inspect.
Plastic-filled wire ropes are fitted with a plastic matrix where the wires and the internal spaces between the wires are filled. Plastic fillings help improve bending fatigue by reducing wear internally and externally. Plastics-filled wire rope is used for demanding lifting applications.
This type of wires rope uses an independent wires rope core (IWRC) that is either filled with plastics or coated in plastic to reduce internal wear & increase bending fatigue life.
Strands of wire rope consist of two or more wires arranged and twisted in a specific arrangement. The individual strands are then laid in a helical pattern around the core of the rope. Strands made of larger diameter wires are more resistant to abrasion, while strands made of smaller diameter wires are more flexible.
The Three Basic Wire Rope Components · Fiber Core (F.C.), usually polypropylene, sometimes hemp (H.C.) and sisal, Independent Wire Rope Core (IWRC), Wire Strand Core (WSC)
The term cable is often used interchangeably with wire rope. However, in general, wire rope refers to diameters larger than 3/8 inch. Sizes smaller than this are designated as cables or cords. Two or more wires concentrically laid around a center wire are called a strand.
The term cable is often used interchangeably with wire rope. However, in general, wire rope refers to diameters larger than 3/8 inch. Sizes smaller than this are designated as cables or cords. Two or more wires concentrically laid around a center wire are called a strand.
A fiber core can be made of natural or synthetic polypropylene fibers. Fiber cores offer greater elasticity than a steel core but are more susceptible to crushing and not recommended for high heat environments. A steel core can be an independent wire rope or an individual strand.
Rotation-resistant wire rope refers to a series of steel ropes that minimizes the tendency to spin or rotate under load. These wire ropes boast a special design – the outer layer is twisted in the reverse direction of the inner layers for counteracting torsional forces generated from multi-layers of strands.
The helix or spiral of the wires and strands in a rope is called the lay. Regular lay denotes rope in which the wires are twisted in one direction and the strands in the opposite direction from the rope. The wires appear to run roughly parallel to the center line of the rope.
Structural wire rope cables have played a major role in the engineering and architecture of many large structures and are widely used on projects involving bridges, vessels, stadiums and glass facade/membrane buildings to name a few. Using steel cables in the design of such projects has proved more cost effective than solely using raw materials such as Iron or concrete and is now very much the preferred choice within the construction and engineering sector.
The starting point for FATZER products is high-tensile steel wire. Fabricated into steel wire ropes, it enables architects, engineers and contractors to create technically sophisticated rope architecture.
FATZER manufacture a wide range of rope diameters, suitable for use on the most complex of projects. The performance parameters of all products are monitored and confirmed by independent test bodies.
It goes without saying that steel wire ropes must meet the highest safety requirements. What sets them apart though, is the way they provide freedom for aesthetically creative design. It is the elegant HYEND series of end connections, in particular, which turns these technical products into true “design objects”.
Spiral strand and fully locked coil ropes are manufactured in Switzerland in FATZER"s own factory. This covers the whole process including stranding, pre-stretching, marking and in some cases socketing. Handling customised product solutions is a challenge we tackle on a daily basis. In all cases rope assemblies arrive on site ready for installation.
All materials are fully certified and has full traceability in line with our ISO9001 procedures. The most common constructions of wire rope used for structural purposes are: Spiral strand ropes and fully locked coil rope (EN 1993-1-11:2006). All ropes are available with HYEND fittings to guarantee the best quality and safety standard (EN 13411-4).
Wire rope strength in the United States is typically shown in tons of 2,000 lbs. The wire rope strength is shown as minimum breaking force (MBF). This is a calculated strength that has been accepted by the wire rope industry. When tested on a tensile machine, a new rope will break at a value equal to- or higher than – the minimum breaking force shown for that rope. The published values apply to new, unused rope. A rope should never operate at – or near- the minimum breaking force. The minimum breaking force of the rope must be divided by the design factor required for the application to determine the maximum load allowed on the rope. During its useful life, a rope loses strength gradually due to natural causes such as surface wear and metal fatigue.
Fatigue resistance involves fatigue of the wire used to make up a rope. To have high fatigue resistance, wires must be capable of bending repeatedly under stress – for example, as a loaded rope passes over a sheave during operation. Increased fatigues resistance is achieved in a rope design by using a large number of wires. It involves both the wire properties and rope construction. In general, a rope made of many wires will have greater fatigue resistance than a same – size rope made of fewer, larger wires because smaller wires have a greater ability to bend as a rope passes over a sheave or around drums. To overcome the effects of fatigue, ropes must never bend over sheaves or drums with a diameter so small as to bend wires excessively. Standard for specific applications contain requirements for minimum sheave and drum sizes. Every rope is subject to metal fatigue from bending stress while in operation, and therefore the rope’s strength gradually diminishes as the rope is used.
Crushing is the effect of external pressure on a rope, which damages it by distorting the cross-section shape of the rope, its strands or core -or all three. Crushing resistance therefore is a rope’s ability to withstand or resist external forces, and is a term generally used to express comparison between ropes. When a rope is damaged by crushing, the wires, strands and core are prevented from moving and adjusting normally during operation. In general, IWRC ropes are more crush
resistant than fiber core ropes. Regular lay ropes are more crush resistant than lang lay ropes. 6-strand ropes have greater crush resistance than 8-strand ropes or 19-strand ropes. Compacted strand ropes are more resistant than standard round-strand ropes.
When a load is placed on a rope, torque is created within the rope as wires and strands try to straighten out. This is normal and the rope is designed to operate with this load-induced torque. However, this torque can cause both single part and multiple part hoisting systems to rotate. Load induced torque can be reduced by specially designed ropes. In standard 6 and 8- strand ropes, the torques produced by the outer strands and the IWRC are in the same direction and add together. In rotation-resistant ropes, the lay of the outer strands is in the opposite direction to the lay of the inner strands, thus the torques produced are in opposite directions and the torques subtract from each other.

We develop and manufacture strands and ropes, in the fine rope range with diameters from 0.09 to 8.0 mm, for the most diverse technical requirements, with individual specifications. This results in different requirements for the material, the rope structure and the diameter range. In our rope factory, ropes can be manufactured in different lay directions. Our standard material stainless steel 1.4401 is predominantly used for a wide variety of constructions. Depending on the requirements, we also supply ropes in special materials or process them by, for example, hammering, purifying or PU coating. We produce our ropes with fiber or steel core. We also offer conducting wire ropes of the e-rope brand. The thinnest wire processed in our rope factory for use in microtechnology has a diameter of 0.015 mm. This corresponds to 1/4 the diameter of a human hair. These wire ropes are used, for example, in medical devices. Our ropes are durable quality products and thus contribute to the sustainability of the products in which they are processed.
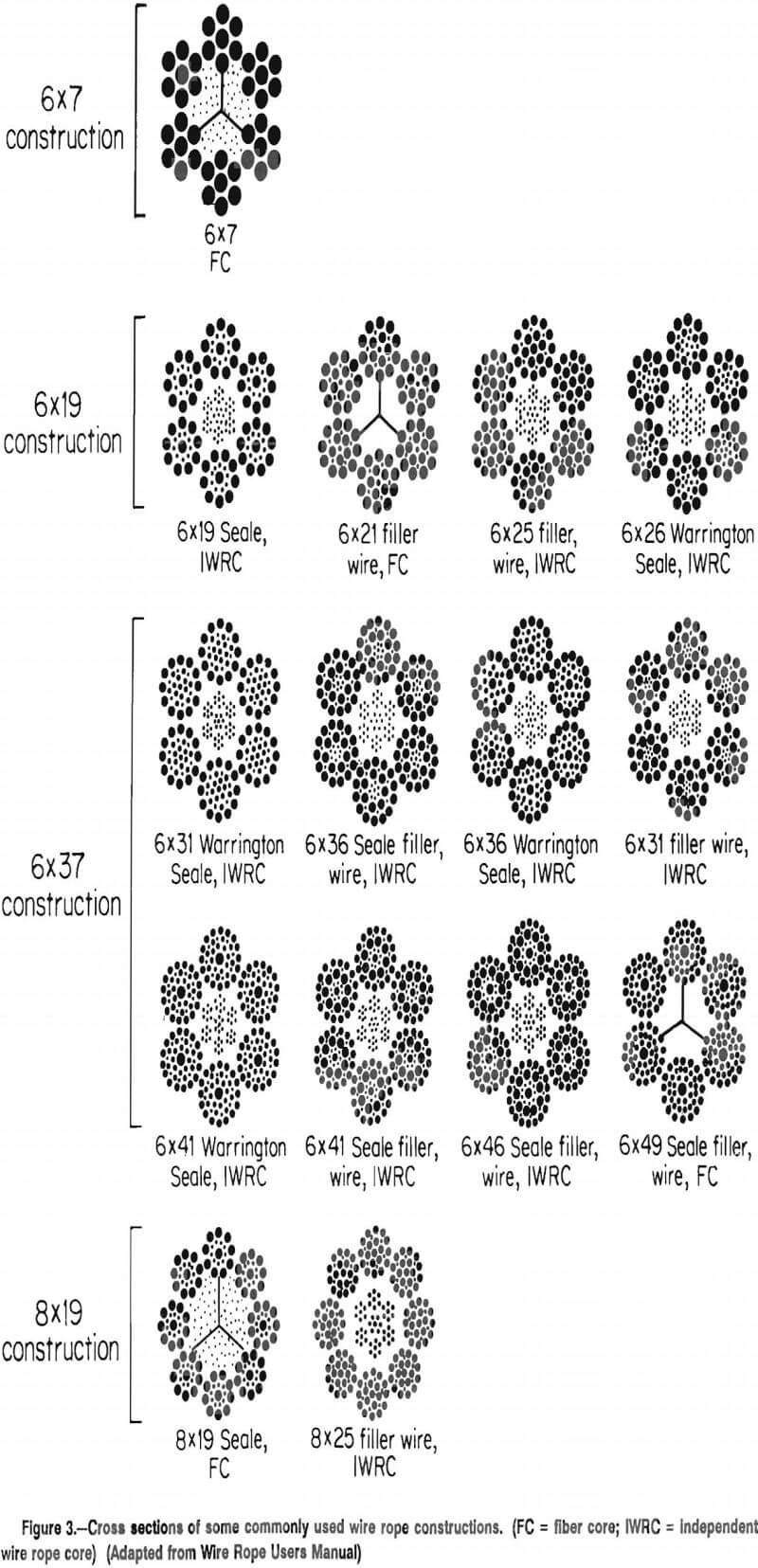
Wire rope identification is not only done by its component parts, but also by its construction, i.e., by the way the wires have been laid to form strands, and by the way the strands have been laid around the core.
In Figure 3, “a” and “c” show strands as normally laid into the rope to the right in a fashion similar to the threading in a right-hand bolt. Conversely, the “left lay” rope strands (illustrations “b” and “d”) are laid in the opposite direction.
Again in Figure 3, the first two (“a” and “b”) show regular lay ropes. Following these are the types known as lang lay ropes (“c” and “d”). Note that the wires in regular lay ropes appear to line up with the axis of the rope; in lang lay rope the wires form an angle with the axis of the rope. This difference in appearance is a result of variations in manufacturing techniques: regular lay ropes are made so that the direction of the wire lay in the strand is opposite to the direction of the strand lay in the rope; lang lay ropes are made with both strand lay and rope lay in the same direction. Finally, “e” called alternate lay consists of alternating regular and lang lay strands.

Wire rope and cable are each considered a “machine”. The configuration and method of manufacture combined with the proper selection of material when designed for a specific purpose enables a wire rope or cable to transmit forces, motion and energy in some predetermined manner and to some desired end.
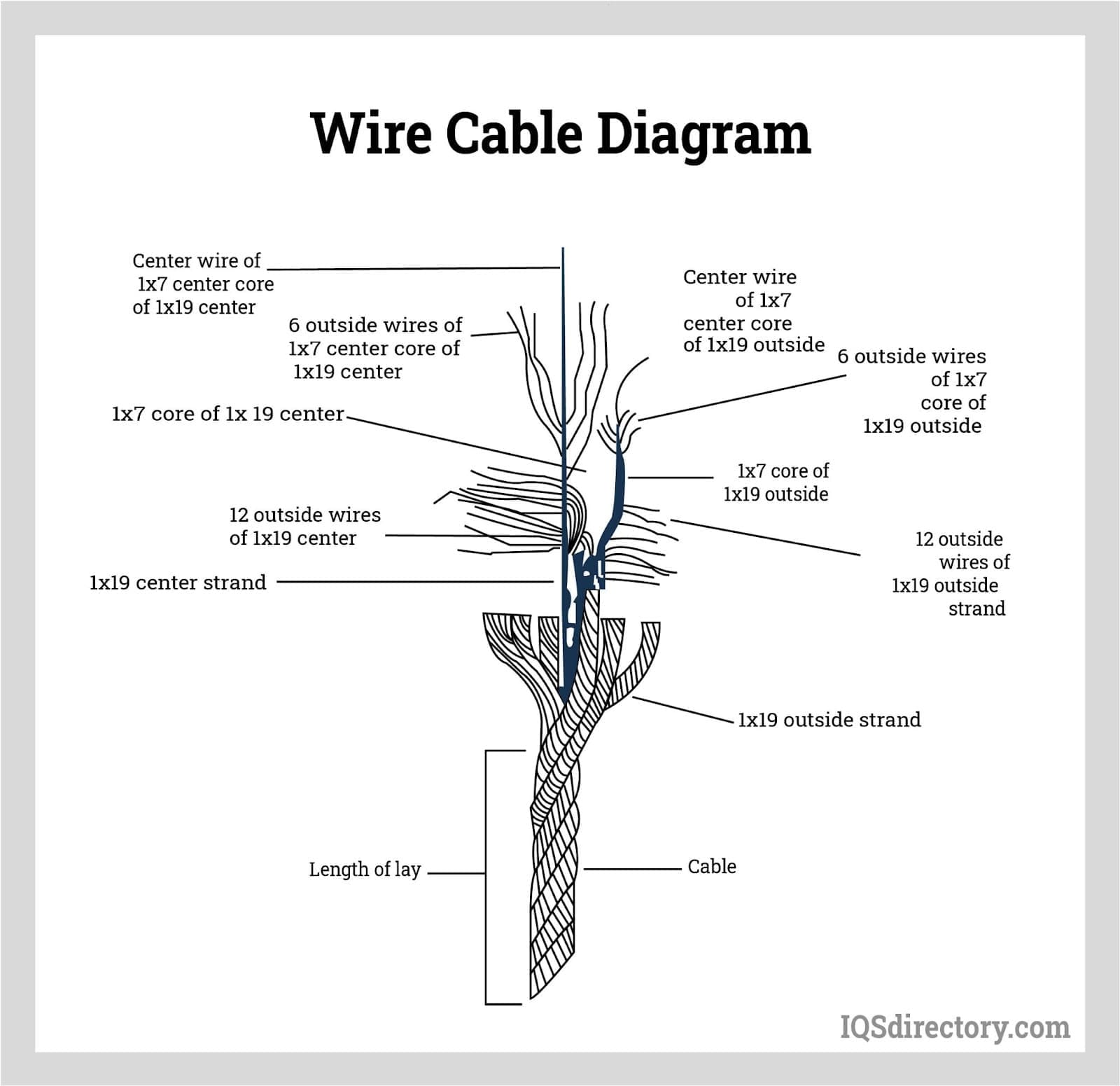
Two or more wires concentrically laid around a center wire is called a strand. It may consist of one or more layers. Typically, the number of wires in a strand is 7, 19 or 37. A group of strands laid around a core would be called a cable or wire rope. In terms of product designation, 7 strands with 19 wires in each strand would be a 7×19 cable: 7 strands with 7 wires in each strand would be a 7×7 cable.
Materials Different applications for wire rope present varying demands for strength, abrasion and corrosion resistance. In order to meet these requirements, wire rope is produced in a number of different materials.
Stainless Steel This is used where corrosion is a prime factor and the cost increase warrants its use. The 18% chromium, 8% nickel alloy known as type 302 is the most common grade accepted due to both corrosion resistance and high strength. Other types frequently used in wire rope are 304, 305, 316 and 321, each having its specific advantage over the other. Type 305 is used where non-magnetic properties are req



 8613371530291
8613371530291