
wire rope designation quotation

Press Release - Strand Products Inc. Successfully Completes AS9100 Rev D Certification Certification for Manufacture of Wire Rope Cable Assemblies Strand Products, Inc., a world leader in the design and manufacture of innovative high tolerance mechanical wire and stranded cable assembly, based in Santa Barbara, CA, announced that it has been re-certified by BSI for AS9100 Rev D Certification. AS9100:2016 (RevD) includes new requirements for quality management systems – requirements for Aviation, Space and Defense Organizations, above and beyond previous revisions. “As an ESOP contract manufacturer specializing in Advanced Mechanical Wire & Cable Assembly, this marks our 16th year as an ISO certified manufacturer. After an extensive audit by BSI., we have successfully re-certified AS9100 Rev. D and ISO 9001:2015 certification for manufacture [...]

An importantpoint to consider is the selection of the proper type of core needed in the rope. Wire Ropes are made with either fiber core or steel wire core.
This center is usually composed of a separate 7×7 wire rope designated as IWRC. The steel core increases the strength by 7% and the weight by 10%. These steel cores provide more substantial support than fiber cores to the outer strands during the rope’s operating life. Steel centers resist crushing, are more resistant to heat and increase the strength of the rope.
The Design Factor being both the ratio between the minimum Breaking load of the rope and the rated capacity (RC) tells at what percentage of its ultimate strength a wire rope is operating. The Design Factor takes into consideration both normal rope wear and potential stresses in various applications. The best practice in determining an adequate design factor is to analyze the specific conditions involved inn each individual installation. The following example shows how to determine the Design Factor: If a rope is working under a max. operating load of 10,000 lbs. and is having an ultimate strength of 50,000 lbs., the factor is 5 which means it is operating at 20% of its ultimate strength.
The fleet angle is the angle formed between the rope running to or from the extreme left or right of the drum and a line drawn from the center of the sheave normal to the axis of the drum. For optimum efficiency, the angle here should not exceed 1 1/2 degrees for a smooth drum, or 2 degrees for a grooved drum. If the fleet angle is larger than the recommended limits, it can cause bad winding on smooth drums and rubbing against the flanges of the grooves. Too small a fleet angle should also be avoided since it will cause the rope to pile up against the flange head.
Proper alignment of sheaves is essential. The main sheave should line up with the center of the hoisting drum, otherwise both the rope and sheave flanges will be subjected to severe and rapid deterioration will occur. If rope speeds are high, sheaves should also be balanced.
Wire rope products will break if abused, misused or overused. Regular inspection and maintenance are necessary. Consult industry recommendation and OSHA standards before using.
The more wires there are in a strand of wire rope of a given diameter, the more flexible that rope will be. One of the key aspects of the usefulness of rope, wire or otherwise, is its ability to bend and wrap around pulleys and sheaves. If a rope cannot bend, it will not be as useful.
When a rope does bend, the wires and strands that make up the rope slide on top of each other. Because of this, wire ropes that will experience significant bending will need to be lubricated. In addition, the actual wires experience bending stress which can, over time, lead to fatigue failure. If the stresses are higher than the yield point of the wires, the wire rope may experience a permanent deformation.
Each strand in a wire rope is comprised of multiple wires (usually 7, 19, or 37). A rope with 7 strands of 19 wires would be referred to as a 7×19 wire rope. This type of designation serves as the class of the wire. These numbers may be followed by a pair of letters that provide information about how the outside layer of the wire rope is constructed.
The lay of a rope refers to how the wire strands are twisted. A regular lay wire rope has the wires twisted one way and the strands twisted in the opposite direction. A lang lay, on the other hand, has the wires and strands wrapped in the same direction. A regular lay is going to be less likely to kink or untwist compared to a lang lay, but a lang lay is going to have better abrasion resistance and flexibility. Lay can also be designated as right or left: a right lay wraps around the core in a clockwise direction, while a left lay wraps around in a counter-clockwise direction.
The finish of a wire rope refers to the coating (if any) applied to the strands. If a rope is described as bright finish, it is made from high carbon steel wires that have no finish or protective coating applied to them. A galvanized finish has a coating of zinc added to enhance corrosion protection. Another finish option is a zinc aluminum coating added to wire for 3x better corrosion protection than a galvanized finish.
The more wires there are in a strand of wire rope of a given diameter, the more flexible that rope will be. One of the key aspects of the usefulness of rope, wire or otherwise, is its ability to bend and wrap around pulleys and sheaves. If a rope cannot bend, it will not be as useful.
When a rope does bend, the wires and strands that make up the rope slide on top of each other. Because of this, wire ropes that will experience significant bending will need to be lubricated. In addition, the actual wires experience bending stress which can, over time, lead to fatigue failure. If the stresses are higher than the yield point of the wires, the wire rope may experience a permanent deformation.
There are several key wire rope characteristics that must be considered when choosing the right one for your application. One of the most important characteristics of wire rope is its strength which is typically reported as its minimum breaking force (MBF). However–and this is very important–a wire rope should never be used at its MBF.
A stranded rope should also have an application-appropriate crushing resistance. The crushing resistance refers to the rope’s ability to resist having its cross-section, stands, wires, or core deformed by outside forces. This is similar to the ability of a rope to resist deformation in the form of wire rope peening, where the outside wires of the rope appear to have been hammered.
Fatigue resistance is another key aspect of choosing the right wire rope and particularly applies to ropes that experience bending stresses. The longer a wire rope is exposed to bending stresses, the less strength it is going to have. A rope with a higher fatigue resistance is going to have a longer useful life. The more wires in a rope, the better its fatigue resistance. However, the size of the wire rope also plays a key part: ropes should not be bent over drums or sheaves that force the rope to bend sharply.
When a load is placed on a rope, the wires will try to straighten out to accommodate a load, generating a torque that can cause the rope to spin. Some need to be rotation resistant wire rope to prevent the load from rotating when applied to the rope. A similar characteristic is the stability of the rope, which refers to the ability of the rope to spool smoothly or avoid tangling.
Another key wire rope characteristic is its resistance to metal loss, which usually affects the outside wires of the rope and occurs through abrasion. As the rope rubs against other hard surfaces, metal can be worn away from the outer wires.
Overhead crane wire ropes are used in many different industries, including mining, oil & gas, marine, steel, logging, ski lifts, and elevators. It is vitally important that you find the right wire rope for your application, whether you need a rotation-resistant wire rope for a critical petrochemical application or a general-purpose wire rope for a winch. If you are in the market for stranded core wire rope, contact the experts at Hi-Speed Industrial Service.
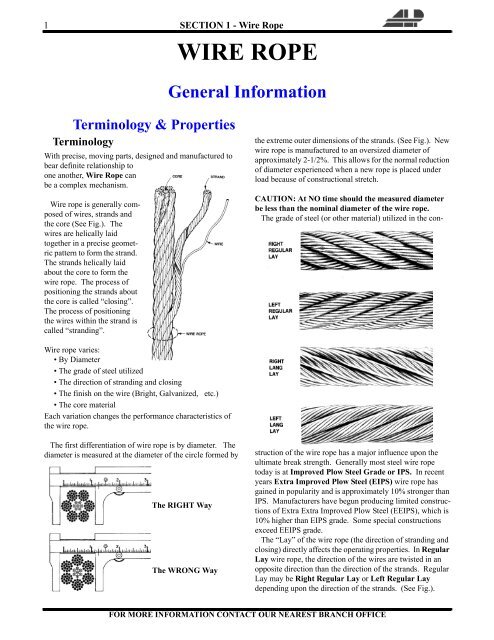
Left hand lay or right hand lay describe the manner in which the strands are laid to form the rope. To determine the lay of strands in the rope, a viewer looks at the rope as it points away from them. If the strands appear to turn in a clockwise direction, or like a right-hand thread, as the strands progress away from the viewer, the rope has a right hand lay. The picture of steel wire rope on this page shows a rope with right hand lay. If the strands appear to turn in an anti-clockwise direction, or like a left-hand thread, as the strands progress away from the viewer, the rope has a left hand lay. (The rope in the left hand lay photo shows one left hand lay rope from left to right and top to bottom, with 5 right hand lay strands, and part of a sixth in the upper left. It is not 5 right hand lay ropes adjacent to each other.)
Ordinary and Ducay"s lay describe the manner in which the wires are laid to form a strand of the wire rope. To determine which has been used, first identify if left or right hand lay has been used to make the rope. Then identify if a right or left hand lay has been used to twist the wires in each strand. (On ordinary lay, the outer wires approximately follow the alignment of the rope: with Lang"s lay they are cross at an angle of about 45�.) Lang"s laid rope is able to flex over sheaves more easily (with less damage) but it has the disadvantage of having a high torque tendency (it tends to untwist when tension load is applied) compared with ordinary laid rope. Untwisting can be dangerous with a steel-cored rope: load is shed from the strands and may cause the core to fail as it becomes higher loaded. For this reason, swivel termination units can be dangerous.
The specification of a wire rope type � including the number of wires per strand, the number of strands, and the lay of the rope � is documented using a commonly accepted coding system, consisting of a number of abbreviations.
There are different ways of creating wire ropes, and each produces a rope that offers unique stress and rotational qualities suited to specific tasks. For most tasks, the two primary types of rope in use are stranded and spiral wire ropes.
Stranded wire ropes—steel strands wound in one or more layers around a core made of synthetic material, a wire strand, or a wire rope—secure loads as wire rope slings or running ropes because, in addition to being stressed by tensile forces, they take stress by being bent over the items that they are securing.
The three types of spiral wire rope, steel strands wound in opposing helical layers to make them nearly non-rotating, offer their own positives and negatives. Open spiral wire rope, made only from round wires, is suited to lighter applications. The half- and full-locked variants have a round wire core surrounded by profile strands that protect the rope and keep it lubricated. Given these qualities, spiral ropes are generally used as stationary ropes and stay ropes as they are good with both static and fluctuating tensile stresses. Full-locked ropes also serve as track ropes for cable cars, ski-lifts, cranes, and similar machines as they experience an increase in their free-bending radius when the tensile force increases, decreasing the bending stresses on the rope. As the roller force increases, however, that tensile force, along with the free-bending radius of the rope, decreases.
Each batch of our Stainless Steel wire is graded or certified at a specified MBS and the batch will meet or exceed the rating. This is against standards set by the AISI (an international Standards Group) This with other detailed specifications of a given batch of wire is captured in a “Mill Certificate”.
Galvanised wire is also graded or certified at a specified MBS and the batch will meet or exceed the rating. This is against Factory standards as there is no international Standards Group. Again, the detailed specifications of a given batch of wire is captured in a “Mill Certificate”.
For every batch of wire we receive, we log and file the Mill Certificates. This data is used as a record of quality and the basis for our data sheets on each wire form.
Our Australian based Consulting team can help you decide which stainless steel wire rope is right for your application. Send an Email or call 1300 601 514 to get in touch with a team member and inquire about your stainless steel wire rope options!

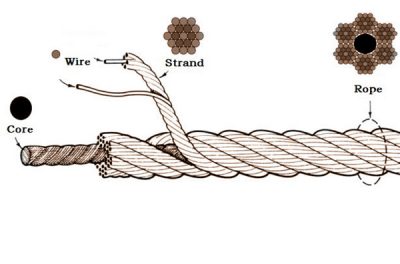
Wire rope and cable are each considered a “machine”. The configuration and method of manufacture combined with the proper selection of material when designed for a specific purpose enables a wire rope or cable to transmit forces, motion and energy in some predetermined manner and to some desired end.
Two or more wires concentrically laid around a center wire is called a strand. It may consist of one or more layers. Typically, the number of wires in a strand is 7, 19 or 37. A group of strands laid around a core would be called a cable or wire rope. In terms of product designation, 7 strands with 19 wires in each strand would be a 7×19 cable: 7 strands with 7 wires in each strand would be a 7×7 cable.
Materials Different applications for wire rope present varying demands for strength, abrasion and corrosion resistance. In order to meet these requirements, wire rope is produced in a number of different materials.
Stainless Steel This is used where corrosion is a prime factor and the cost increase warrants its use. The 18% chromium, 8% nickel alloy known as type 302 is the most common grade accepted due to both corrosion resistance and high strength. Other types frequently used in wire rope are 304, 305, 316 and 321, each having its specific advantage over the other. Type 305 is used where non-magnetic properties are required, however, there is a slight loss of strength.
Galvanized Carbon Steel This is used where strength is a prime factor and corrosion resistance is not great enough to require the use of stainless steel. The lower cost is usually a consideration in the selection of galvanized carbon steel. Wires used in these wire ropes are individually coated with a layer of zinc which offers a good measure of protection from corrosive elements.
Cable Construction The greater the number of wires in a strand or cable of a given diameter, the more flexibility it has. A 1×7 or a 1×19 strand, having 7 and 19 wires respectively, is used principally as a fixed member, as a straight linkage, or where flexing is minimal.
Selecting Wire Rope When selecting a wire rope to give the best service, there are four requirements which should be given consideration. A proper choice is made by correctly estimating the relative importance of these requirements and selecting a rope which has the qualities best suited to withstand the effects of continued use. The rope should possess:Strength sufficient to take care of the maximum load that may be applied, with a proper safety factor.
Strength Wire rope in service is subjected to several kinds of stresses. The stresses most frequently encountered are direct tension, stress due to acceleration, stress due to sudden or shock loads, stress due to bending, and stress resulting from several forces acting at one time. For the most part, these stresses can be converted into terms of simple tension, and a rope of approximately the correct strength can be chosen. As the strength of a wire rope is determined by its, size, grade and construction, these three factors should be considered.
Safety Factors The safety factor is the ratio of the strength of the rope to the working load. A wire rope with a strength of 10,000 pounds and a total working load of 2,000 pounds would be operating with a safety factor of five.
It is not possible to set safety factors for the various types of wire rope using equipment, as this factor can vary with conditions on individual units of equipment.
The proper safety factor depends not only on the loads applied, but also on the speed of operation, shock load applied, the type of fittings used for securing the rope ends, the acceleration and deceleration, the length of rope, the number, size and location of sheaves and drums, the factors causing abrasion and corrosion and the facilities for inspection.
Fatigue Fatigue failure of the wires in a wire rope is the result of the propagation of small cracks under repeated applications of bending loads. It occurs when ropes operate over comparatively small sheaves or drums. The repeated bending of the individual wires, as the rope bends when passing over the sheaves or drums, and the straightening of the individual wires, as the rope leaves the sheaves or drums, causing fatigue. The effect of fatigue on wires is illustrated by bending a wire repeatedly back and forth until it breaks.
The best means of preventing early fatigue of wire ropes is to use sheaves and drums of adequate size. To increase the resistance to fatigue, a rope of more flexible construction should be used, as increased flexibility is secured through the use of smaller wires.
Abrasive Wear The ability of a wire rope to withstand abrasion is determined by the size, the carbon and manganese content, the heat treatment of the outer wires and the construction of the rope. The larger outer wires of the less flexible constructions are better able to withstand abrasion than the finer outer wires of the more flexible ropes. The higher carbon and manganese content and the heat treatment used in producing wire for the stronger ropes, make the higher grade ropes better able to withstand abrasive wear than the lower grade ropes.
Effects of Bending All wire ropes, except stationary ropes used as guys or supports, are subjected to bending around sheaves or drums. The service obtained from wire ropes is, to a large extent, dependent upon the proper choice and location of the sheaves and drums about which it operates.
A wire rope may be considered a machine in which the individual elements (wires and strands) slide upon each other when the rope is bent. Therefore, as a prerequisite to the satisfactory operation of wire rope over sheaves and drums, the rope must be properly lubricated.
Loss of strength due to bending is caused by the inability of the individual strands and wires to adjust themselves to their changed position when the rope is bent. Tests made by the National Institute of Standards and Technology show that the rope strength decreases in a marked degree as the sheave diameter grows smaller with respect to the diameter of the rope. The loss of strength due to bending wire ropes over the sheaves found in common use will not exceed 6% and will usually be about 4%.
The bending of a wire rope is accompanied by readjustment in the positions of the strands and wires and results in actual bending of the wires. Repetitive flexing of the wires develops bending loads which, even though well within the elastic limit of the wires, set up points of stress concentration.
The fatigue effect of bending appears in the form of small cracks in the wires at these over-stressed foci. These cracks propagate under repeated stress cycles, until the remaining sound metal is inadequate to withstand the bending load. This results in broken wires showing no apparent contraction of cross section.
Experience has established the fact that from the service view-point, a very definite relationship exists between the size of the individual outer wires of a wire rope and the size of the sheave or drum about which it operates. Sheaves and drums smaller than 200 times the diameter of the outer wires will cause permanent set in a heavily loaded rope. Good practice requires the use of sheaves and drums with diameters 800 times the diameter of the outer wires in the rope for heavily loaded fast-moving ropes.
It is impossible to give a definite minimum size of sheave or drum about which a wire rope will operate with satisfactory results, because of the other factors affecting the useful life of the rope. If the loads are light or the speed slow, smaller sheaves and drums can be used without causing early fatigue of the wires than if the loads are heavy or the speed is fast. Reverse bends, where a rope is bent in one direction and then in the opposite direction, cause excessive fatigue and should be avoided whenever possible. When a reverse bend is necessary larger sheaves are required than would be the case if the rope were bent in one direction only.
Stretch of Wire Rope The stretch of a wire rope under load is the result of two components: the structural stretch and the elastic stretch. Structural stretch of wire rope is caused by the lengthening of the rope lay, compression of the core and adjustment of the wires and strands to the load placed upon the wire rope. The elastic stretch is caused by elongation of the wires.
The structural stretch varies with the size of core, the lengths of lays and the construction of the rope. This stretch also varies with the loads imposed and the amount of bending to which the rope is subjected. For estimating this stretch the value of one-half percent, or .005 times the length of the rope under load, gives an approximate figure. If loads are light, one-quarter percent or .0025 times the rope length may be used. With heavy loads, this stretch may approach one percent, or .01 times the rope length.
The elastic stretch of a wire rope is directly proportional to the load and the length of rope under load, and inversely proportional to the metallic area and modulus of elasticity. This applies only to loads that do not exceed the elastic limit of a wire rope. The elastic limit of stainless steel wire rope is approximately 60% of its breaking strength and for galvanized ropes it is approximately 50%.
Preformed Wire Ropes Preformed ropes differ from the standard, or non-preformed ropes, in that the individual wires in the strands and the strands in the rope are preformed, or pre-shaped to their proper shape before they are assembled in the finished rope.
This, in turn, results in preformed wire ropes having the following characteristics:They can be cut without the seizings necessary to retain the rope structure of non-preformed ropes.
They are substantially free from liveliness and twisting tendencies. This makes installation and handling easier, and lessens the likelihood of damage to the rope from kinking or fouling. Preforming permits the more general use of Lang lay and wire core constructions.
Removal of internal stresses increase resistance to fatigue from bending. This results in increased service where ability to withstand bending is the important requirement. It also permits the use of ropes with larger outer wires, when increased wear resistance is desired.
Outer wires will wear thinner before breaking, and broken wire ends will not protrude from the rope to injure worker’s hands, to nick and distort adjacent wires, or to wear sheaves and drums. Because of the fact that broken wire ends do not porcupine, they are not as noticeable as they are in non-preformed ropes. This necessitates the use of greater care when inspecting worn preformed ropes, to determine their true condition.

Wire ropes are several strands of metal wire that are twisted into a helix to form a composite rope, known as a laid rope. Large diameter wire rope consists of several strands of rope laid in what is known as cabling. Wire ropes are complex mechanical devices consisting of several moving parts that work together to help support & move an object or load.
In the lifting & rigging industries, wire rope is attached to a crane or hoist & fitted with a swivel, shackle, or hook to attach to a load and move it into a controlled case. It can also be used for lifting and lowering elevators or as a means of support for suspension bridges or towers. Wire rope is a preferred lifting tool for many reasons.
Its unique design consists of several steel wires that form separate strands placed in a helical pattern around a core. These structures provide strength, flexibility, & the ability to handle bending stresses. In the strictest sense, the term wire rope refers to a diameter larger than 3/8 inch (9.52 mm), with a smaller gauge specified cable or cord.
Initially, iron wires were used, but today the main material used for wire ropes is steel. Wire rope is made from cold-drawn wires to increase strength & durability. It may be noted that as its size decreases, the strength of the wire ropes increases.
The various materials used for wire ropes are iron, cast steel, extra strong cast steel, steel, and alloy steel, in order of increasing strength. For some purposes, wire rope can also be made from copper, bronze, aluminum alloys, and stainless steel. Wire ropes were developed in the 1830s with mining hoist applications.
Wire ropes are used in cranes and elevators for dynamic lifting and lifting and for transmission of mechanical power. It is also used to transmit forces to mechanisms, such as Bowden cables or the control surface of an airplane connected to levers and pedals in the cockpit.
Wire rope is made of threads of metal wire that are braided together to form a helix. Due to its heavy, flexible and tough characteristics, as well as being weather- and corrosion-resistant, it is commonly used in the building and construction, engineering, agriculture, aircraft, and marine industries.
Each wire strand bringing equal pressure to the bundle contributes to its strength and flexibility, making it an ideal material for pulleys. In Australia, wire rope was made of iron; Today, the materials used are mainly steel. Different industries use different types of wire ropes.
This is because the suitability of a specific wire rope for an application depends on the design, size, type of braids, and other characteristics. For example, marine-grade 316 wire rope is suitable for a variety of marine applications and settings.
Stainless steel is the standard alloy used in rope and cable. Its resistance to corrosions is much higher than that of galvanized & coated ropes, although there are no differences in strength. Therefore, it is the preferred material uses in marines and water-based salt industries.
It does not readily react to chemicals from food processing, textiles, and photographic settings. Its high resistance to corrosion, heat & cold, and pulp & paper chemicals makes stainless steel wire rope a much-needed material for manufacturing precision instruments, automobiles, fishing vessels, petrochemical equipment, & other fields.
Galvanized wire ropes are also steel wire materials that have undergone a galvanizing process to increase their corrosion resistance. The finished wire is immersed in a zinc bath to coat the product completely, i.e., it is galvanized.
Zinc is used in this process because cathode protection increases the life expectancy of the wire. Although the coating will degrade over time, it is still resistant to rust, corrosion, and other harsh chemicals. Galvanized wire can be found in the industrial and construction sectors as well as in agricultural and DIY projects.
Stainless steel and galvanized wire can be PVC coated with poly-vinyl-chloride or vinyl. Coated wire rope comes in various colors such as clear, black, white, or any other color that is required in various industries. PVC coated wire is flexible, weather-resistant, and very cost-effective.
Nylon-coated wire, although not as flexible as PVC, is abrasion-resistant and ideal for businesses in extremely cold regions. Wire ropes can be assembled to suit specific applications. If you have a project requiring a specific type of wire rope, send us an inquiry, and we’ll send you a special quote.
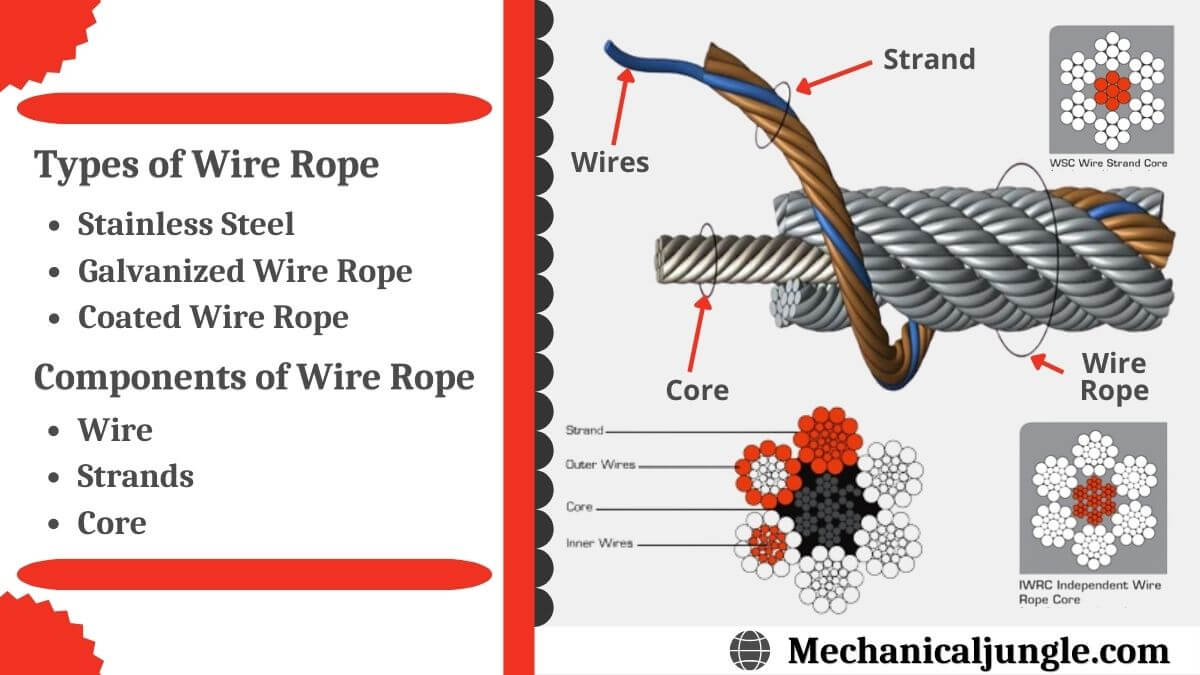
The wire is the smallest component of wire rope, and they form the individual strands in the rope. Wire can be made from a variety of metal materials, including steel, iron, stainless steel, Monel, and bronze. Wires can be manufactured in varieties of grades that are related to wire rope strength, wear resistance, fatigue resistance, corrosion resistance, and curve.
These strings symbolize the smallest component of a wire rope and are tied together around a core to form complete wire ropes. The wire themselves can be coated but are usually available in “bright” or uncoated finishes.
Wire rope strings form two or more wires wrapped around an axial member in a geometric pattern or in combination with steel wires and other materials. These individual strands are then placed around the core in a helical pattern. Strands represent the major part that serves as the primary load-bearing unit.
A typical strand can form any number of strands, and the same goes for a rope that can have an ‘n’ number of strands. Wires made from larger diameter wires are more resistant to abrasion, while wires made of smaller diameter wires are more flexible.
The core of a wire rope runs through the center of the rope & supports the wires and helps them maintain their relative position under loading and bending stress. Cores can be made from many different materials, including natural or synthetic fibers and steel. It supports the strands and helps maintain their relative position under loading and bending stress.
Wire ropes are made from the various grades of steel wires with tensile strengths ranging from 1200 to 2400 MPa. The wires are first given special heat treatment & then cold drawn for the high strength and durability of the rope. Steel wire ropes are manufactured by special machines.
First, strands of wire such as 7, 19, or 37 are routed into a single strand, and then several strands, usually 6 or 8, are twisted around the core or center to form a rope. The core may be made of loops of hemp, jute, mica, or soft steel wire.
The core must be continuously saturated with lubricants for the long lives of the core as well as the entire rope. Asbestos or soft wire core is used when a rope is subjected to radiant heat, such as cranes working near furnaces.
However, a wire core reduces the rope’s flexibility, and such ropes are only used where they are subject to high compression, as in the case of multiple layers being injured on a rope drum.
The number of layers of wires, the numbers of wires per layer, & the size of the wire per layer all affect the strand pattern type. Wire ropes can be constructed using any one of the following patterns or can be made using two or more of the pattern below.
The Two-layer of similarly sized wire around a center whose inner layer is half the number of wires as the outer layer. Small fillers wires, equal to the numbers in the inner layer, are placed in the valleys of the inner wire.
Two layers of wires around centers with the same numbers of wires in each layer. All wire in each layer is of the same diameter. The larger outer strings rest in the valleys between the smaller inner strings.
The inner layer consists of two layers of wires around a center with one diameter of the wire, and the latter alternates two diameters of the larger and smaller wire in the outer. The larger wires in the outer layer are placed in the valleys & the smaller ones on the crowns of the inner layer.
On a prefabricated wire rope, the wire and wire are formed during the manufacturing process into the helical shape that they will take into a finished wire rope. Prefabricated rope can be beneficial in some applications where it needs to be spooled more evenly over the drum, more flexibility is required, or greater fatigue resistance is required when bending.
Direction and laying type refer to how the wires are laid to form a strand, either right or left & how the strands are laid around the regular core lay, lang lay, or alternate lay.
The wires are lined up with the axis of the rope. The direction of the wire held in the strand is opposite to the direction in the strand lay. Regular lat ropes are more resistant to crushing forces, are more naturally rotation-resistant, and also have a better spool in the drum than lang lat ropes.
The wires make an angle with the axis of the rope. The wire lay down, and the strand lay around the core in the same direction. Lang le ropes have greater fatigue resistance and are more resistant to abrasion.
A fiber core may be made of natural or synthetic polypropylene fibers. Fiber cores offer greater elasticity than steel cores but are more susceptible to crushing and are not recommended for high heat environments. A steel core can be independent wire ropes or an individual strand.
Steel cores are bests suited for applications where the fiber core cannot provide adequate support or in an operating environment where temperatures may exceed 180 degrees Fahrenheit. Based on what we have learned above, this wire rope description will provide the following information to the user:
Wire rope classifications provide the total number of wires in each strand, as well as the nominal or an exact number of wires. These are general classifications & may or may not reflect the actual constructions of the strands. However, all wires rope of the same size & wires grade in each classification will have similar strength and weight ratings and generally similar pricing.
Some types of wire rope, particularly lang le wire rope, are more susceptible to rotation under load. Rotation-resistant wire rope is designed to resist twisting, spinning, or twisting and can be used in a single-line or multi-part system. Special care should be taken when handling, unrolling, and installing rotation-resistant wire rope. Improper handling or spooling can introduce a twist in the rope, which can lead to uncontrolled twisting.
Compact Strand Wire Rope is manufactured using strands that have been compacted, by means of passing through a die or rollers, reducing the outside diameter of the entire strand. This process occurs before the rope is closed. This process flattens the surfaces of the outer strands in the strand but also increases the density of the strand.
This resulted in a smoother outer surface and increased strength compared to comparable round wire rope compare similar diameters and assortments while also helping to increase surface life due to increased wear resistance.
A swaged wires rope differs from a compacted strand wires rope in that the diameter of a swaged wire rope is compacted or reduced by a rotary swagger machine after the wire rope is closed. A curved wire rope can be manufactured using rounded or narrower wires.
The advantages of a swaged wires rope are that they are more resistant to wear, has better crushing resistance, and has higher strength than a round strand wire rope of similar diameter and assortment. However, a swaged wire rope may have low bending fatigue resistance.
The plastic coating may be applied to the outer surface of a wire rope to provide protection from abrasion, wear, and other environmental factors that can cause corrosion. However, because you can’t see the individuals strand & wires beneath the plastic coating, they can be difficult to inspect.
Plastic-filled wire ropes are fitted with a plastic matrix where the wires and the internal spaces between the wires are filled. Plastic fillings help improve bending fatigue by reducing wear internally and externally. Plastics-filled wire rope is used for demanding lifting applications.
This type of wires rope uses an independent wires rope core (IWRC) that is either filled with plastics or coated in plastic to reduce internal wear & increase bending fatigue life.
Strands of wire rope consist of two or more wires arranged and twisted in a specific arrangement. The individual strands are then laid in a helical pattern around the core of the rope. Strands made of larger diameter wires are more resistant to abrasion, while strands made of smaller diameter wires are more flexible.
The Three Basic Wire Rope Components · Fiber Core (F.C.), usually polypropylene, sometimes hemp (H.C.) and sisal, Independent Wire Rope Core (IWRC), Wire Strand Core (WSC)
The term cable is often used interchangeably with wire rope. However, in general, wire rope refers to diameters larger than 3/8 inch. Sizes smaller than this are designated as cables or cords. Two or more wires concentrically laid around a center wire are called a strand.
The term cable is often used interchangeably with wire rope. However, in general, wire rope refers to diameters larger than 3/8 inch. Sizes smaller than this are designated as cables or cords. Two or more wires concentrically laid around a center wire are called a strand.
A fiber core can be made of natural or synthetic polypropylene fibers. Fiber cores offer greater elasticity than a steel core but are more susceptible to crushing and not recommended for high heat environments. A steel core can be an independent wire rope or an individual strand.
Rotation-resistant wire rope refers to a series of steel ropes that minimizes the tendency to spin or rotate under load. These wire ropes boast a special design – the outer layer is twisted in the reverse direction of the inner layers for counteracting torsional forces generated from multi-layers of strands.
The helix or spiral of the wires and strands in a rope is called the lay. Regular lay denotes rope in which the wires are twisted in one direction and the strands in the opposite direction from the rope. The wires appear to run roughly parallel to the center line of the rope.

6 strands, nominally 19 wires per strand This class is the most widely used and is found in its many variations throughout many industries. With its good combination of flexibility and wear resistance, rope in this class is suited to the specific needs of many kinds of machinery and equipment. The designation 6x19 is only nominal; the number of wires ranges from 15 to 26. The following constructions are included in this class:
6x25 Filler Wire. In this construction, there are 19 main wires in each strand, plus six small filler wires. The filler wires are located between the outer layer of 12 wires and the inner layer of six. They provide support and stability to the strand. This construction is the best combination of flexibility and abrasion resistance found in the 6x19 Class.
6x19 Warrington. Each strand is made up of 19 wires. The outer layer of 12 wires has two different sizes of wire; the inner layer of six is one size of wire. The Warrington construction is somewhat less flexible than 6x25 Filler Wire, but more flexible than 6x21 Filler Wire.
6x21 Filler Wire. Each strand is made up of 21 wires. The rope has an outer layer of 10 large wires, an inner layer of five smaller wires and a still smaller center wire. There are five filler wires, located between the outer layer of ten wires and the inner layer of five. The 6x21 Filler Wire ropes are more wear-resistant but less flexible than Warrington, and less abrasion-resistant but more flexible than 6x19 Seale constructions.
6x26 Warrington Seale. This construction is composed of 26-wire strands. It has the same size outer wires as the 6x21 Filler Wire, with an inner wire configuration similar to the 6x36 Class ropes. Thus, it combines the wear resistance of a 6x19 rope with a flexibility between 6x19 and 6x36 Class ropes.
6x19 Seale. This construction has an outer layer of nine large wires, an inner layer of nine smaller wires and a single center wire. The Seale ropes are the least flexible of the 6x19 Class ropes. However, the large outer wires, solidly supported, provide resistance to abrasion and crushing.
The 6x36 Class of wire rope is characterized by the relatively large number of wires in each strand. Ropes of this class are more flexible than the 6x19 Class, but their resistance to abrasion is less than the 6x19 Class ropes.
The designation 6x36 is only nominal, as is the case with 6x19 Class. Ropes in the 6x36 Class may contain 27 to 49 wires per strand. Improvements in wire rope design, as well as changing machine designs, resulted in the use of strands with widely varying numbers of wires and geometry.
Larger wire ropes frequently incorporate a larger number of wires, resulting in a more complex geometry than found in the 6x19 or 6x36 Class wire ropes. WW’s 6x61 Class Bethlehem Mining Ropes generally are designed to comply with ASTM A 1023 geometry, although we added some innovations. WW strands the 6x61 Class Bethlehem Mining Ropes in a single operation, relying on dense, well fitted geometry to provide exceptional rope performance and the flexibility normally associated with 6x61 Class ropes.
The 6x61 Class ropes have a Seale-Filler Wire-Seale design, as shown in the cross sections below, containing from 50 to 77 wires per strand. WW further enhances Bethlehem Mining Rope performance by wire metallurgy and wire properties which are selectively modified to augment the specific rope geometries.
Many wire rope users have observed that heavily loaded ropes fail internally due to the failure of the IWRC. Such conditions illustrate that heavy IWRC stresses exist, which promote fewer fatigue cycles and create short rope life. WW designed Maxi-core to improve rope life under these conditions.
Maxi-core utilizes an IWRC design which features eight strands around a strand center. Maxi-core’s IWRC provides longer life, and, therefore, increases the overall service life of the rope. Because of its specialized IWRC, Maxi-core is resilient and able to accommodate shock loads better than conventional IWRC designs. Maxi-core also adds 33% more core support to the outer strands, thereby reducing internal stresses and promoting longer rope life. As with all Bethlehem Excavator Family Ropes, WW does not publish Maxi-core rope strengths. WW relies on specific rope improvements and specialized features to provide rope designs which give proven, superior field service.
This plastic jacket acts as a cushion or shock absorber between adjacent main strands and at main strand-to-IWRC contact points. The improved internal support is especially significant for ropes subjected to continual bending stresses and fluctuating loads (shock loading). Reduction of wear and damage at internal contact points results in longer and more predictable service life.
Compacted Strands: Beth Pac Beth Pac refers to rope manufactured by compacting each individual strand before closing the rope. In comparison to conventional wire rope, Beth Pac has a higher metallic area, improved crushing resistance and a smoother surface contacting sheaves and drums.
Beth Pac is offered in Excavator and Excavator-AR in diameters 21/4" through 23/4" in 8x36 construction for hoist ropes. Beth Pac can be combined with other Bethlehem Mining Rope features, such as En-core. For more information and help in determining your need for Beth Pac and other available sizes, please contact WW’s Sales and Engineering Departments.
BXL is furnished as right regular or lang lay, Form-set, IWRC wire rope manufactured in the 6x19, 6x36 and 8x36 Classes. Available grades are Excavator and Excavator-AR. For specific information, please refer to the table. For information on smaller diameters for mining applications, please contact our Customer Service Department.
BXL provides the characteristics common to Bethlehem Mining Rope, enhanced by the plastic-infusion. BXL starts with WW’s special wire grades used in the manufacture of mining rope. Excavator grade is designed to provide excellent resistance to bending fatigue, such as those conditions found with hoist ropes. Excavator-AR is intended for those applications where more abrasive operating conditions exist, such as in drag line applications. Enhanced by plastic infusion, BXL offers several improved features.
Improved fatigue resistance is one key feature of BXL. BXL’s polymer cushions each wire and strand, minimizing interstrand and interlayer nicking. BXL also offers improved abrasion resistance. The polymer acts as a barrier between the individual strands, preventing penetration of any adverse material, such as dust, dirt and metal particles. The polymer also distributes and reduces contact stresses between the rope and sheave, reducing the wire rope wear normally associated with uncoated wire rope. Perhaps the most important feature of BXL, however, is the polymer’s ability to maintain the balance of the rope. When a rope is in operation, or simply wound upon a drum, the rope’s components move and adjust accordingly.
Due to the nature of wire rope, this movement may cause accelerated wear, and in uncoated rope, may also produce a flattening or ovaling of the rope. The polymer in BXL minimizes this movement by locking the individual wires and strands in place. With the rope’s holding its intended shape during operation, operating stresses such as vibration are evenly distributed to all wires and strands, thereby reducing fatigue breaks and increasing service life.
This rope is particularly suitable where severe crushing and abrasion on a drum occur, or where a higher strength design is required than can be obtained with a similar round strand rope. The triangular strand shape not only provides better resistance to crushing, but also offers a greater exposed surface area for contact with sheaves, drums or underlying areas of spooled rope.
This feature, combined with Lang lay, distributes the abrasive wear over a greater number and longer length of wires. The broad, smooth surface of the rope also helps to minimize wear on drums and sheaves.
We make a full line of tail ropes customized to meet your requirements of strength and weight to balance your friction hoist system. Please contact your salesman or customer service with your specifications and we will supply a quotation to meet your needs.

Wire rope can be seen everywhere around us, it is made of strands or bundles of individual wires constructed around an independent core, suitable for hoisting, towing, and anchoring heavy loads.
Wire rope is specified by the number of strands in the rope, the number of wires in each strand, and the strands are then twisted to form a rope construction.
The wire rope core is in the center of the rope and provide the rope stability, it is the foundation for the wire rope. Cores can be supplied with natural or synthetic fibers and steel core. For example, the 6×19 FC wire rope means that the rope has 6 strands, and there are 19 wires in each strand, the numbers 6×19 is followed by a letter combination, it means the core of the wire rope, FC means fiber core.
IWRC is commonly manufactured from 7 strands, while the WSC is manufactured from either 7 or 9 wires. Steel cores have a higher resistance to drum crushing and where less stretch and more strength is required.
The 6×19 FC wire rope means that the rope has 6 strands, and there are 19 wires in each strand, however, 6 x 19 wire rope may not reflect the actual construction, for 6 x 21 wire rope, and 6 x 26 are designated as being in the 6 x 19 classification, despite none of their constructions contain 19 wires.
There are many different wire rope grades, the higher grade, the higher min breaking strength, commonly the grades of wire rope are available include Improved Plow Steel (IPS), Extra Improved Plow Steel (EIPS), Extra Extra Improved Plow Steel (EEIPS), and metric wire rope grades can be designated as 1770n/mm²(Improved Plow Steel), 1960n/mm²(Extra Improved Plow Steel) and 2160n/mm²(Extra Extra Improved Plow Steel).
There are main three protective coatings on the wire rope, zinc-coated (galvanized) wire rope for harsh environment, uncoated steel (bright) wire rope for most running supplied, and stainless steel wire rope for marine and architectural applications.
The type and direction of lay wire rope mean the wires are laid around the strands(regular lay or lang lay) and the direction in which the strands are laid around the core(a right or left hand).
Regular lay is also referred to as ordinary lay. The strands are twisted in one direction, either left or right across the core and the wires are laid in opposite direction to the lay of the strands, which causes the finished product to appear like the wires are running parallel to the axis of the rope.
The regular lay wire rope is more flexible and carries better resistance to crushing forces and is more naturally rotation-resistant and spool better on a drum than lang lay wire rope.
The lang lay wire rope indicates that the wire lay and strand lay around the core in the same direction, either right or left and causes the finished product to appear with the wires to form an angle with the axis of the rope. Thes lang lay ropes are generally more flexible and have increased abrasion resistance leading to a longer lifespan than regular lay ropes, which can be used in construction, excavating, and mining applications.
As a starting point, the same work practices which apply to all “working” wire ropes apply to wire rope which has been fabricated into a sling.Therefore, a good working knowledge of wire rope design and construction will be not only useful but essential in conducting a wire rope sling inspection.
But because wire rope is a rather complex machine, no precise rules can be given to determine exactly when a wire rope sling should be replaced. There are many variables, and all must be considered.
Broken Wires: For single-part slings. 10 randomly distributed broken wires in one rope lay, or five broken wires in one strand on one rope lay. For multi-part slings these same criteria apply to each of the component ropes.For the inspection, a broken wire shall only be counted once; that is, each break should have two ends.
Metal Loss: Wear or scraping of one-third the original diameter of outside individual wires. This is quite difficult to determine on slings and experience should be gained by the inspector by taking apart old slings and actually measuring wire diameters.
Distortion: Kinking, crushing, birdcaging or other damage which distorts the rope structure. The main thing to look for is wires or strands that are pushed out of their original positions in the rope. Slight bends in a rope where wires or strands are still relatively in their original positions would not be considered serious damage. But good judgement is indicated.
Metal Corrosion: Severe corrosion of the rope or end attachments which has caused pitting or binding of wires should be cause for replacing the sling. Light rusting usually does not affect strength of a sling, however. In addition to these seven conditions specified by OSHA, the following are also important:
Unbalance: A very common cause of damage is the kink which results from pulling through a loop while using a sling, thus causing wires and strands to be deformed and pushed out of their original position. This unbalances the sling, reducing its strength.
Disposition of Retired Slings: the best inspection program available is of no value if slings which are worn out and have been retired are not disposed of properly. When it is determined by the inspector that a sling is worn out or damaged beyond use, it should be tagged immediately DONOTUSE. This sling should then be destroyed as soon as possible by cutting the eye and fittings from the rope with a torch. This will help assure that an employee will not mistakenly use a sling which has been retired from service.
Page Wire Rope & Slings, Inc. offers in-house wire rope inspection services at all three of our locations. We design, build, test and certify lifting products for your industrial needs. Manage your certifications all online with our certification management software.

Wire ropes undergo constant stress and wear through daily use. So, wire rope requires monthly inspection in accordance with this section to reduce the risk of failure and potential resulting injury or property damage. In addition, this section covers criteria to use in determining when to replace rope, and requires inspection of rope on equipment that has been idle for a month or more, before the rope and equipment can be returned to service.
A thorough inspection of all ropes shall be made at least once a month and a certification record which included the date of inspection, the signature of the person who performed the inspection and an identifier for the ropes which were inspected shall be kept on file where readily available to appointed personnel. Any deterioration, resulting in appreciable loss of original strength, shall be carefully observed and determination made as to whether further use of the rope would constitute a safety hazard. Some of the conditions that could result in an appreciable loss of strength are the following:
All rope which has been idle for a period of a month or more due to shutdown or storage of a crane on which it is installed shall be given a thorough inspection before it is used. This inspection shall be for all types of deterioration and shall be performed by an appointed person whose approval shall be required for further use of the rope. A certification record shall be available for inspection which includes the date of inspection, the signature of the person who performed the inspection and an identifier for the rope which was inspected.
Wear and damage to wire rope can’t always be seen on the surface. Konecranes RopeQ Magnetic Rope Inspection pairs visual inspection with non-destructive testing to detect internal broken wires that may escape detection through traditional inspection methods.

Suncor Stainless offers a complete line of stainless steel wire for marine, industrial and architectural applications. All of our stainless steel wire is made from grade 316 and 304 stainless steel. Our wire rope product line also includes both Black PVC Coated Wire and White PVC Coated Wire.
We offer a complete line of wire rope accessories including wire rope cutters, turnbuckles, clips, sleeves, swage turnbuckles and terminals. For more information, be sure to read our helpful Wire Rope Load Limit and Turnback Guide.

In stricter senses, the term wire rope refers to a diameter larger than 9.5 mm (3⁄8 in), with smaller gauges designated cable or cords.wrought iron wires were used, but today steel is the main material used for wire ropes.
Historically, wire rope evolved from wrought iron chains, which had a record of mechanical failure. While flaws in chain links or solid steel bars can lead to catastrophic failure, flaws in the wires making up a steel cable are less critical as the other wires easily take up the load. While friction between the individual wires and strands causes wear over the life of the rope, it also helps to compensate for minor failures in the short run.
Wire ropes were developed starting with mining hoist applications in the 1830s. Wire ropes are used dynamically for lifting and hoisting in cranes and elevators, and for transmission of mechanical power. Wire rope is also used to transmit force in mechanisms, such as a Bowden cable or the control surfaces of an airplane connected to levers and pedals in the cockpit. Only aircraft cables have WSC (wire strand core). Also, aircraft cables are available in smaller diameters than wire rope. For example, aircraft cables are available in 1.2 mm (3⁄64 in) diameter while most wire ropes begin at a 6.4 mm (1⁄4 in) diameter.suspension bridges or as guy wires to support towers. An aerial tramway relies on wire rope to support and move cargo overhead.
Modern wire rope was invented by the German mining engineer Wilhelm Albert in the years between 1831 and 1834 for use in mining in the Harz Mountains in Clausthal, Lower Saxony, Germany.chains, such as had been used before.
Wilhelm Albert"s first ropes consisted of three strands consisting of four wires each. In 1840, Scotsman Robert Stirling Newall improved the process further.John A. Roebling, starting in 1841suspension bridge building. Roebling introduced a number of innovations in the design, materials and manufacture of wire rope. Ever with an ear to technology developments in mining and railroading, Josiah White and Erskine Hazard, principal ownersLehigh Coal & Navigation Company (LC&N Co.) — as they had with the first blast furnaces in the Lehigh Valley — built a Wire Rope factory in Mauch Chunk,Pennsylvania in 1848, which provided lift cables for the Ashley Planes project, then the back track planes of the Summit Hill & Mauch Chunk Railroad, improving its attractiveness as a premier tourism destination, and vastly improving the throughput of the coal capacity since return of cars dropped from nearly four hours to less than 20 minutes. The decades were witness to a burgeoning increase in deep shaft mining in both Europe and North America as surface mineral deposits were exhausted and miners had to chase layers along inclined layers. The era was early in railroad development and steam engines lacked sufficient tractive effort to climb steep slopes, so incline plane railways were common. This pushed development of cable hoists rapidly in the United States as surface deposits in the Anthracite Coal Region north and south dove deeper every year, and even the rich deposits in the Panther Creek Valley required LC&N Co. to drive their first shafts into lower slopes beginning Lansford and its Schuylkill County twin-town Coaldale.
The German engineering firm of Adolf Bleichert & Co. was founded in 1874 and began to build bicable aerial tramways for mining in the Ruhr Valley. With important patents, and dozens of working systems in Europe, Bleichert dominated the global industry, later licensing its designs and manufacturing techniques to Trenton Iron Works, New Jersey, USA which built systems across America. Adolf Bleichert & Co. went on to build hundreds of aerial tramways around the world: from Alaska to Argentina, Australia and Spitsbergen. The Bleichert company also built hundreds of aerial tramways for both the Imperial German Army and the Wehrmacht.
In the last half of the 19th century, wire rope systems were used as a means of transmitting mechanical powercable cars. Wire rope systems cost one-tenth as much and had lower friction losses than line shafts. Because of these advantages, wire rope systems were used to transmit power for a distance of a few miles or kilometers.
Steel wires for wire ropes are normally made of non-alloy carbon steel with a carbon content of 0.4 to 0.95%. The very high strength of the rope wires enables wire ropes to support large tensile forces and to run over sheaves with relatively small diameters.
In the mostly used parallel lay strands, the lay length of all the wire layers is equal and the wires of any two superimposed layers are parallel, resulting in linear contact. The wire of the outer layer is supported by two wires of the inner layer. These wires are neighbors along the whole length of the strand. Parallel lay strands are made in one operation. The endurance of wire ropes with this kind of strand is always much greater than of those (seldom used) with cross lay strands. Parallel lay strands with two wire layers have the construction Filler, Seale or Warrington.
In principle, spiral ropes are round strands as they have an assembly of layers of wires laid helically over a centre with at least one layer of wires being laid in the opposite direction to that of the outer layer. Spiral ropes can be dimensioned in such a way that they are non-rotating which means that under tension the rope torque is nearly zero. The open spiral rope consists only of round wires. The half-locked coil rope and the full-locked coil rope always have a centre made of round wires. The locked coil ropes have one or more outer layers of profile wires. They have the advantage that their construction prevents the penetration of dirt and water to a greater extent and it also protects them from loss of lubricant. In addition, they have one further very important advantage as the ends of a broken outer wire cannot leave the rope if it has the proper dimensions.
Stranded ropes are an assembly of several strands laid helically in one or more layers around a core. This core can be one of three types. The first is a fiber core, made up of synthetic material or natural fibers like sisal. Synthetic fibers are stronger and more uniform but cannot absorb much lubricant. Natural fibers can absorb up to 15% of their weight in lubricant and so protect the inner wires much better from corrosion than synthetic fibers do. Fiber cores are the most flexible and elastic, but have the downside of getting crushed easily. The second type, wire strand core, is made up of one additional strand of wire, and is typically used for suspension. The third type is independent wire rope core (IWRC), which is the most durable in all types of environments.ordinary lay rope if the lay direction of the wires in the outer strands is in the opposite direction to the lay of the outer strands themselves. If both the wires in the outer strands and the outer strands themselves have the same lay direction, the rope is called a lang lay rope (from Dutch langslag contrary to kruisslag,Regular lay means the individual wires were wrapped around the centers in one direction and the strands were wrapped around the core in the opposite direction.
Multi-strand ropes are all more or less resistant to rotation and have at least two layers of strands laid helically around a centre. The direction of the outer strands is opposite to that of the underlying strand layers. Ropes with three strand layers can be nearly non-rotating. Ropes with two strand layers are mostly only low-rotating.
Stationary ropes, stay ropes (spiral ropes, mostly full-locked) have to carry tensile forces and are therefore mainly loaded by static and fluctuating tensile stresses. Ropes used f



 8613371530291
8613371530291