
wire rope diameter measurement manufacturer
Rope diameter is specified by the user and is generally given in the equipment manufacturer’s instruction manual accompanying the machine on which the rope is to be used.
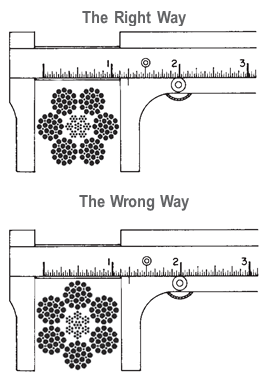
Rope diameters are determined by measuring the circle that just touches the extreme outer limits of the strands— that is, the greatest dimension that can be measured with a pair of parallel-jawed calipers or machinist’s caliper square. A mistake could be made by measuring the smaller dimension.
You should make the measurement carefully with calipers. The illustrations at left show the correct and incorrect methods of measuring a wire rope’s diameter.
As we move toward metric measurements, it will become increasingly necessary to convert English units into SI – International System of Units – (or metrics), and vice versa. The following table and conversion factors are included in this handbook to help you.
In measuring rope diameter, the industry is leaning toward a “soft” conversion to metric during the transition period. For example, a 1” diameter rope converts to 25.4 mm in metrics. Using the soft conversion, this changes to the whole metric size that most nearly parallel the 1” size range, or 26 mm. In sizes smaller than 5/8”, the rope diameter is rounded to the nearest 0.5 mm.
The following table gives the closest equivalent metric diameters for rope sizes up through 5 inches. Again, these metric sizes are based on the industry’s “soft” conversion.
Since rope minimum breaking force and weight per unit of length vary for different types and grade of ropes, the following conversion factors are given to help you convert the figures you need:
Note: TheNewton(a unit of force) is the correct unit for measurement of minimum breaking force in the SI system of units. We have included a conversion factor from tons to kilograms because a rope’s minimum breaking force is often referred to regarding kilograms (a unit of mass).
Use of design factors provides rope installations with reasonable assurance of adequate capacity for the work to be done throughout a rope’s service life. Considerations in establishing design factors include the type of service, the design of equipment and consequences of failure.
In most applications, the selection of a rope based on the proper design factor has been made by the equipment manufacturer. In an application where a different rope is to be used, or in a new application, check government and industry regulations for the required design factor. Different rope types on the same application may have different design factor requirements.
Standards and regulations require that design factors be applied to the rope’s minimum breaking force to determine the maximum working load. To determine the maximum working load for which an operating rope may be used, divide the rope’s minimum breaking force by the required design factor. This equation is the rope’s maximum working load. There may be other limiting factors in an application that make the maximum load the equipment can handle less than the rope’s maximum working load.*
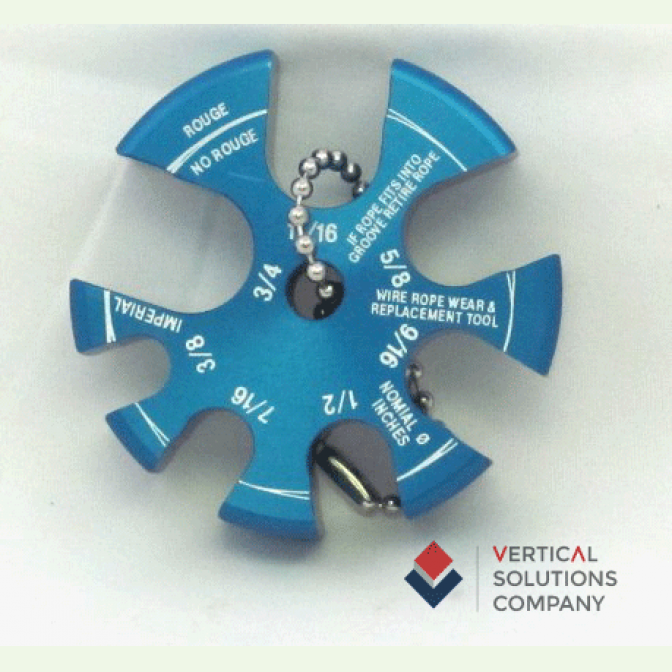
Straightforward design and use: As a universal go-no-go gauge, if a specific portion of wire is suspected of wear, or rouging, simply place the gauge slot for that particular original diameter over the rope crowns on a straight section. If the rope will not enter the slot, its diameter is considered satisfactory.
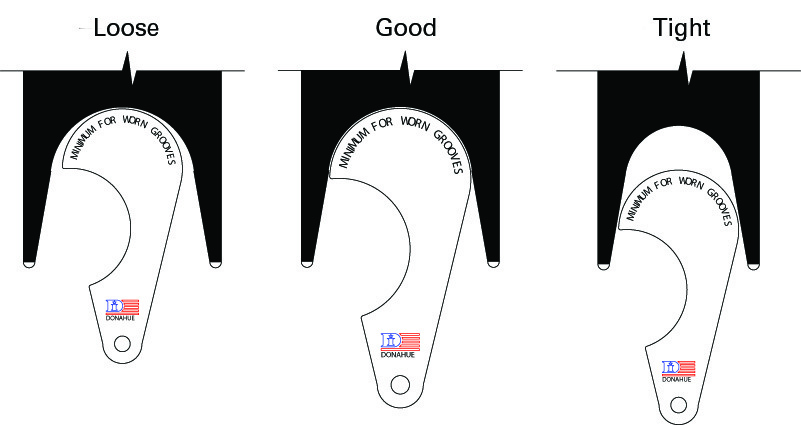
Donahue Industries, Inc. is a full service international metal stamping manufacturer in Massachusetts specializing in parts for the grinding wheel and wire rope industries.
As already discussed on the ‘Measuring the rope diameter‘ page and on the ‘Break-In-Period‘ page, shortly after installation, the wire rope diameter will slightly decrease. This is normal and is caused by the adjustment of all rope elements when loaded the first time. To evaluate the diameter reduction, you have to measure the rope when new, and you also have to measure the rope after the break in period at a specified load. This gives you a good indication of the magnitude of the initial diameter reduction in your specific application. The diameter reading you took after the break in period should now become your ‘gauge’. Do not compare the rope diameter you are about to take with the ‘catalogue’ diameter. It may give you a false indication, since wire rope may have a plus tolerance of up to 4% to 5% over the ‘catalogue’ diameter.
If you detect a further diameter reduction when measuring the rope under the same load condition as after the break in period, it is often due to excessive abrasion of the outside wires, loss of core support, internal or external corrosion, inner wire failures, and/or inner wire abrasion. However, there will always be a normal continuous small decrease in diameter throughout the rope’s service life.
Deciding whether or not a rope is safe is not always a simple matter. A number of different but interrelated conditions must be evaluated. It would be dangerously unwise for an inspector to declare a rope ‘safe’ for continued service simply because its diameter had not reached a certain minimum diameter if, at the same time, other observations led to a different conclusion.
However, ASME, ISO 4309, CSA, other Canadian Provincial H&SA and USA OSHA Regulation have various values published for maximum allowable diameter reductions. They are somewhat confusing as they show diameter reduction values from 3.5% to 9%, and some give reduction values in inch fractions depending on rope nominal diameter.

The rope diameter shall always be checked before installation. Measure a straight part of the rope. Two parts with minimum distance of one meter shall at least be measured. By every point two measurements shall be done, with 90 degrees displacement in relation to each other. The average between the two measurements shall be according to the tolerance in the tables below.

Mainly used in a variety of wires, cables, pipe production line, the measurement ofouter diameter and adjust the extruder screw speed or traction speed, to control thepurpose of OD. Can also be applied to the outer diameter of workpiece and sizemeasurements.

The actual diameter of a wire rope is the diameter of a circumscribed circle that will enclose all the strands. It ‘s the largest cross-sectional measurement as shown here. You should make the measurement carefully with calipers.
As we move toward metric measurements, it will become increasingly necessary to convert English units into Sl – International System of Units – (or metrics), and vice versa.
For standard, general purpose wire ropes, in measuring diameter, the industry is leaning toward a “soft” conversion to metric during the transition period. For example, a 1″ diameter rope converts to 25.4 mm in metrics. Using the soft conversion, this is changed to the whole metric size that most nearly parallels the 1″ size range, or 26 mm. In sizes smaller than 5/8′: the rope diameter is rounded to the nearest 0.5 mm.
The following table gives the closest equivalent metric diameters for rope sizes up through 5 inches. Again , these metric sizes are based on the industry’s “soft” conversion. Your application may have tighter tolerances that require a hard conversion. Therefore, the values in the table would not apply.
Since rope minimum breaking force and weight per unit of length vary for different types and grade of ropes, the following conversion factors are given to help you convert the figures you need:
Note: The newton (a unit of force) is the correct unit for measurement of minimum breaking force in the Sl system of units. We have included a conversion f
Industrial wire ropes are designed for extreme resilience and strength. They can withstand thousands of pounds of pressure and be used on all types of applications. However, issues with the wire rope installation process can significantly decrease its longevity and even its capacity and durability.
When wire ropes are not used properly, it can create an unsafe environment. The rope can snap, even if the load it’s supporting is below its maximum load limit. In anoted by the IMCA (International Marine Contractors Association), a wire rope sling rope broke due to improper installation. A crew member was seriously injured after the sling disconnected and hit the worker.
Many of these common accidents are easily avoidable through correct wire rope installation. Here are five of the most common mistakes made and how to prevent them on your worksite.
Determining the diameter of the wire rope is an essential step of the installation process. Installers are required to double-check that the correct diameter rope is being used, as this impacts the rope’s breaking strength and load limit.
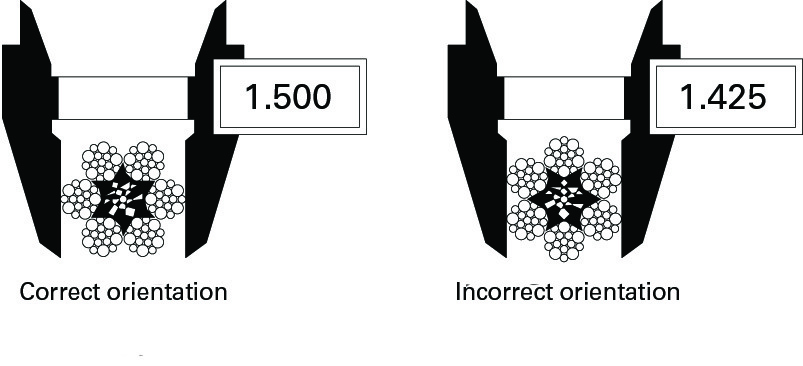
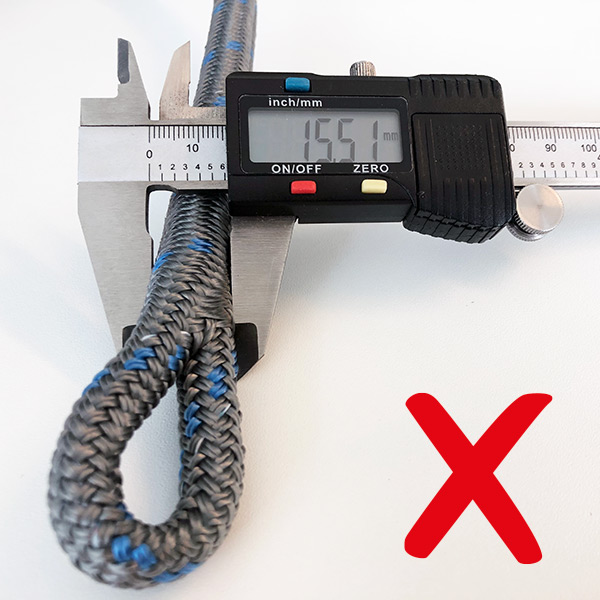
Wire ropes are measured with a parallel-jawed caliper (also called a machinist’s caliper). This is placed over the wire rope to measure the diameter – but if the rope is inserted at the wrong angle, you will get an inaccurate result.
The strands of a wire rope must be flush against the measuring portion of the caliper. If a raised strand is at the top, the measurement will have a smaller dimension, which could affect breaking strength calculations.
Wire ropes are reeled onto these spools for easy handling and shipments, as it prevents the rope from getting tangled or crushed. But unreeling the wire rope incorrectly can cause severe damage, such as snagged wires, twists, kinks, or unraveled strands.
A common mistake that is often made is to unreel the wire rope by laying the spool vertically on its axis. The wire rope has to be yanked off of the spool, which increases the likelihood of it getting kinked or twisted. The wire rope should also not touch the ground as it is unreeled, as this could damage the wires as well.
Instead, the reeled wire rope should be placed on a shaft that allows the spool to turn 360°. It also should require two people, one to slowly pull the rope off of the spool in a straight line and another to regulate the speed by controlling the turn rate.
Occasionally ais added during wire rope installation to create a load-bearing eye or to connect two cables together. These small but mighty pieces only diminish a wire rope’s strength by around 10%, if they are added correctly.
These little issues can cause the wire rope to slip out of the clip. It is very important to follow the directions and use the right number of clips with the correct spacing in-between, depending on the rope’s diameter and approximate load weight.
Sometimes a damaged wire rope can be repaired through a method called seizing. First, the rope is cut at a straight angle, then a wire is tightly wound around this end to prevent the strands from unraveling.
Two methods can be used to securely seize a wire rope. First, it can be placed at a right angle between the starting and ending point of the seizing. The wire is then wrapped around this angled piece to hold it in place, and the ends are twisted together to secure it. Another option is to wrap the seizing wire around and twist the two end pieces together, creating a tourniquet type of attachment.
The type of end preparations recommended depends on several factors. This includes the diameter of the rope and the number of wires and strands. In some cases, double seizing and fuse welding is required for additional securement. Failing to follow these instructions could result in the core or strands of the wire rope to slip and unravel.
Although wire ropes are usually damaged due to improper use, they can get ruined during storage as well. Failing to follow through with routine maintenance and storage recommendations could cause the wire rope to rust, unravel, or kink. Further, keeping your wire rope on the ground, in wet areas, or directly in hot sunlight can cause it to break down faster.
the right way can improve their long-term performance and use. This includes following all instructions during wire rope installation, as well as storage and upkeep. Wire ropes should be cleaned before going into storage and may need lubricant from time to time to protect the wires from drying out.
Wire ropes are intended to be a strong, reliable piece of industrial hardware. There is no reason to compromise its durability due to simple installation mistakes. By avoiding these common mishaps, you can ensure a far safer work environment and also extend the use of your wire ropes.
Another tip is to start by purchasing top-quality hardware from a trusted wire rope supplier. Elite Sales is proud to carry a vast selection of wire rope sizes, styles, and finishes that are made to fit many applications.

Standard ropes often do not meet the high requirements of many applications of wire ropes. Higher demands for rope lifetime, breaking strengths, rotational stability, flexibility, structural stability and spooling behavior can only be fulfilled by special wire ropes. It is for these reasons that many engineers and end users resort to verope® special wire ropes.
Many verope products have a plastic layer between the steel core and the outer strands. This intermediate layer stabilizes the form stability of the rope like a flexible corset and increases the lifetime of a rope especially under difficult working conditions. The intermediate plastic layer avoids the infiltration of water and dirt, which helps avoiding corrosion in the steel core. This cushion avoids internal steel-to-steel cross over contacts and limits as such the damage caused by this phenomenon (figure 29).

Ropes come in many different diameters and there are guidelines to help you choose the right diameter for your purpose. But how do you know which diameter the halyards and sheets on your boat are? How do you measure the diameter?
The diameter of a rope is based on the combination between the construction of the rope and the amount of material used. A rope can be heavy and compact, or light and loosely braided. This influences the properties of the rope and therefore can affect the measurement of the size. A loosely braided rope gets thinner and flattens out under load, whereas a compact rope with more fibres will keep its shape. This is why measuring the diameter when the rope is under load will have different result as to when the rope is not loaded.
Due to this, the diameter of rope is less precise than with steel wire. Determining a diameter for ropes is an empirical process. This means that every manufacturer develops and adapts a rope, based on observation and experience. This causes the possibility for small differences between ropes with, according to the specification, the same diameter. A rope that is specified as a 10mm rope can therefore sometimes be 9mm or in other cases 11mm.

The 6 x 19 classification of wire ropes includes standard 6 strand, round strand ropes with 16 through 26 wires per strand. The 6 x 36 classification of wire ropes includes standard 6 strand, round strand ropes with 27 through 49 wires per strand. Although their operating characteristics vary, all have the same weight per foot and the same nominal strength, size for size.
While the 6 x 19 ropes give primary emphasis to abrasion resistance in varying degrees, the 6 x 36 ropes are important for their fatigue resistance. This fatigue resistance is made possible by the greater number of small wires per strand.
Although there are exceptions for special applications, the constructions in 6 x 36 classification are primarily designed to be the most efficient for each rope diameter. As the rope size increases, for instance, a large number of wires can be used to achieve required fatigue resistance, and still those wires will be large enough to offer adequate resistance to abrasion.
In this construction, each strand has nine outer wires over nine smaller inner wires over one large center wire. A comparison of cross-sections shows that these outside wires are larger than those of the 6 x 25FW or 6 x 26WS. Therefore, its resistance to abrasion is increased, but its fatigue resistance is decreased. This is a good rope to withstand abrasion or crushing on the drum.
To most wire rope users, 6 x 19 means 6 x 25 filler wire. It is the most common rope in the 6 x 19 classification. This rope has a good balance between both abrasion resistance and fatigue resistance in relation to other ropes.
This construction has better resistance to abrasion than a 6 x 25FW. It also features a compact construction with solid support for the wires; hence, it has a high resistance to crushing. Its number and relative size of the inner wires add to the stability of the strand and gives it a fatigue resistance comparable to a 6 x 25FW.
A standard 6 x 26WS construction provides the best rope for a wide range of applications. In general, we recommend the use of a 6 x 26WS in any application where a 6 x 25FW is used.
In most rope sizes, only one 6 x 36 classification rope is made. These constructions were selected to provide fatigue resistance without having wires that are too small.
The greater number of wires in the 6 x 36 classification makes these ropes more susceptible to crushing. This can be minimized, however, by specifying an Independent Wire Rope Core (IWRC) and by using well-designed sheaves, grooved drums and proper operating techniques.
Rotation-resistant ropes can frequently provide the best and most economical service in specific applications when you choose, handle and use them properly.
Contra-helically laid, rotation-resistant ropes are different from standard ropes because they"re designed to reduce rope torque. Modes of failure and wear for rotation-resistant ropes can differ from those for standard rope constructions. The very nature of these ropes requires special handling, selection and usage not encountered with standard constructions. They are susceptible to kinking, crushing and unbalancing in the form of "core pops" and "birdcages" Use extreme care to avoid operational practices that can possibly lead to these conditions.
Rotation-resistant ropes should not be used with swivels that allow rope rotation -- or in single part lifts where the load can rotate. Rotation will cause a reduction in strength, unequal loading in the rope and possible rope unbalance. If any significant change in diameter is found in a short length of a rotation-resistant rope, the rope needs to be replaced.
These ropes should be replaced when you see two randomly distributed crown wire breaks in six rope diameters -- or four randomly distributed crown wire breaks in 30 rope diameters.
Because rotation-resistant ropes are special, there are separate design, maintenance, inspection and removal criteria established for them by applicable industry regulations and standards.
In an application where a single-part hoist rope is used to lift a free load -- or where rotation-resistant properties are essential for rope performance -- the 19 x 7 can be used. Its rotation-resistant characteristic is achieved by laying six strands around a core strand in one direction, then laying 12 strands around the first operation in the opposite direction. Thus, when the rope is in tension, opposing rotational forces are created between the inner and outer layers.
In addition, frequent and regular inspection for broken wires is critical when using this rope. Due to its design, the 19 x 7 construction has a relatively low reserve strength. This can result in short service life between the point in time when the broken wire removal criteria are met and when actual rope failure occurs.
In a multi-part wire rope system where the blocks have a tendency to twist -- or for a single-part hoist line that doesn"t require the degree of rotation-resistant properties found in a 19 x 7 rope -- the 8 x 25 Resistwist rope has found successful application. The rotation-resistant characteristic is achieved by laying the eight outer strands around an independent wire rope core so these strands are in the opposite direction to the lay of the core. Thus, when the rope is in tension, opposing rotational forces are created between the core and the outer strands.
Though not as rotation-resistant, the 8 x 25 Rotation Resistant rope is more stable than a 19 x 7 rope. It also has increased resistance to bending fatigue and crushing. This is achieved through the use of eight-strand construction with an independent wire rope core.
Like any application where an installation"s rope type is changed, the 8 x 25 Rotation Resistant rope should be substituted only after carefully comparing specifications and strength requirements.



 8613371530291
8613371530291