
wire rope eye splice strength factory

A light thimble can distort under high load. Cheap wire thimbles often have sharp edges, and even well-polished examples can open the weave or chafe at strands, or seriously damage a splice if they shift.
At the heart of the problem is stretch. Nylon double braid rope stretches about 12 percent for every 20 percent of breaking strength; 3-strand rope stretches about 15 percent and climbing ropes stretch about 18 percent. Because each leg of the eye carries only half of the load, the stretch at 20 percent of breaking strength should be only 6 percent, but we must add to that some construction stretch, since it takes time for a splice to settle in. As a result of all the stretch, even factory-installed thimbles become loose at high load.
Even when a thimble is very well-fitted and tightly seized-as good and any we have seen-and stretched to the normal working load (10 percent breaking strength), it becomes quite loose. Any side load or binding could allow the thimble to shift its position. We were sent images of a bridle on a Jordan Series Drogue (a drag device used to slow the boat in a storm), and the bridle was severely chafed by a thimble that shifted. Had it failed, the consequences would have been serious. A closed thimble or a webbing sleeve is a safer choices for this application. We’ve seen similar near failures resulting from open-style thimbles in mooring applications as well.
Wear. A mooring line around a rusty shackle is a perfect case for a thimble. Abrasion is aggressive, and a nice thick layer of steel offers the best protection. But what about eyes attached to polished stainless shackles? Unless they are under extreme load and simultaneously sawing back-and-forth across the shackle pin, ring, or other load-bearing attachment point, there will be virtually no apparent wear.
Any rope is weakened when loaded around a small radius. The fibers on the outside carry more load than those on the inside, which may actually be slack, doing no work at all. This effect can be mitigated by changing the ratio of the rope diameter (D) to the diameter of the shackle pin (d) or other attachment point.
For determining block size, D/d ratios of at least 8 are recommended to cope with the loads and the greater potential for chafe. But depending on the application, the loads, and type of line used, the D/d ratio for an eye-splice can be as little as 1:1 without risking failure. The following discussion of D/d ratios applies only to spliced eyes in a splice, in which each leg carries only 50 percent of the load.
Wire rope. Wire rope is the extreme case, requiring a 20:1 D/d ratio. Wire does not stretch, and is subject to fatigue if repeatedly bent, and thus a thimble is required to increase the radius. Since wire rope does not stretch much, and because the cable is also steel, the thimble should stay put and would do little harm if an edge did chafe the cable.
Nylon. Fibers that stretch (nylon) do not suffer extreme strength reduction around a tight radius, because the fibers naturally share the load better. When the ratio of the rope diameter (D) to diameter of the pin (d) or shackle is 1:1, nylon is the strongest of all common rope constructions.
When the D:d ratio = 1 with these ropes, the strength of the eye is undiminished. It is true that each leg of the eye is weakened 50 percent, but because each leg only carries 50 percent of the load, the strength of the eye is undiminished, and the splice is usually the first to fail.
In the case of nylon, some increase in diameter may be desirable for lines that are routinely loaded over their working load limit (9 percent of breaking strength). Factory-added spinning lubricants help resist chafe but don’t last. This protection be partially restored in used ropes by treating them with certain water repellent coatings (see Winter Sailing Tips for Die-Hards, Practical Sailor, December 2016).
High molecular polyethylene (HMPE): Slippery HMPE fibers (such as Dyneema) share the load better, since they can easily slip over each other. Like nylon, when the D:d ratio = 1, the strength of the eye is undiminished. Because the line diameter and the pin diameter are generally about equal strength in applications that use Dyneema, no thimble is required. Heat-set Dyneema, used for standing rigging, is a special case, and should have a thimble or ring.
Polyester: What about polyester, so common in running rigging? In most cases it is oversized for stretch and hand, and thus will be working so far below its working load limit (20 percent of breaking strength) it is irrelevant.
The bottom line is that during our entire break-testing program of Dyneema, nylon, and polyester eye splices, we never saw a failure over the pin (see Sewn Splices Follow Up, PS June 2016). We saw failures within the splice, at the end of the splice, in the throat, and even in the center of the rope, but never at the pin.
Traditional and often cheap, lighter-duty open thimbles distort under load and have sharp edges. Even strong, well-polished versions can shift and damage rope. Occasionally the splices are tightly lashed in place, but this is like treating the symptoms rather than the cause.
Either welded or cast in an elliptical shape, these present no sharp edges that can damage a rope or sail. However, they do increase the throat angle (the angle formed by the two legs of the spliced eye) slightly and can fall out if poorly fitted or highly strained.
Traditionally used on large mooring hawsers because of the challenges in fitting other thimble types to large stiff lines, these have become popular with Dyneema winch cables. Their ability to maintain strength even after being distorted is a great asset.
In many cases, this may be all the protection you need. The thick nylon tubular webbing pads over sharp corners, increases the D/d ratio slightly, and easily manages any abrasion that can occur between a polished pin and the rope.
It also has advantages that no other thimble design can match: they cannot slip out of position, damage the rope, or scratch the deck. They are lighter, cost practically nothing, install in seconds, and are suitable for knotted loops as well. Perhaps the only downsides are that they are still unfamiliar to many sailors, and the appearance is decidedly non-traditional.
Made from very densely woven nylon, this well-proven chafe gear lasts at least 10 times longer than a typical polyester rope cover. For additional wear, coat with Maxijacket.
Often covers are available, either from high modulus line covers that have been stripped by racers, or salvaged sections of lines that have seen little wear (the portion of a halyard that lived inside the mast is often very good). A larger size can be slid over the eye. A cover is particularly useful for knotted lines, where it can also reinforce the knot.
This thin but incredibly durable covering proved virtually wear-proof in prior testing (UV, Chafe Protection, March 2105 Practical Sailor ). The only down side is the ends are difficult to melt, and tucking it in is impractical in a splice. Thus, a neat job requires advanced skills.
We’re not fond of wire rope thimbles for tough jobs. Although they have a long, generally successful history, we’ve seen too many cases where the thimble itself did serious damage. A sailmakers thimble is one answer. There are no sharp edges and they do not distort under high load.
For very high load, larger lines, and even knotted eyes, captive thimbles offer a more expensive but dependable solution. That would be our choice for a mooring pendant, combination rope-chain rode (splicing direct to the chain is even better), Jordan Series Drogue, or sea anchor. But for most running rigging jobs, either no thimble or a webbing chafe sleeve is the best answer.
Engineering wire rope slings for your application is a highly specialized field – with exacting standards – that we gladly live by. A Union sling can meet or exceed the most exacting specifications. We apply thorough design and production controls – including an extensive ISO-controlled process. And our traceability process tracks every component through completion of the assembly and into the field.
A mechanical-spliced wire rope sling is constructed when eyes are formed using the Flemish eye splice. Ends are then secured by pressing a metal sleeve over the ends of the strands of the splice. Pull is directly along the centerline of rope and eye. This splicing method gives the most efficient use of rope capacity and proves to be economical.

In stricter senses, the term wire rope refers to a diameter larger than 9.5mm (3⁄8in), with smaller gauges designated cable or cords.wrought iron wires were used, but today steel is the main material used for wire ropes.
Historically, wire rope evolved from wrought iron chains, which had a record of mechanical failure. While flaws in chain links or solid steel bars can lead to catastrophic failure, flaws in the wires making up a steel cable are less critical as the other wires easily take up the load. While friction between the individual wires and strands causes wear over the life of the rope, it also helps to compensate for minor failures in the short run.
Wire ropes were developed starting with mining hoist applications in the 1830s. Wire ropes are used dynamically for lifting and hoisting in cranes and elevators, and for transmission of mechanical power. Wire rope is also used to transmit force in mechanisms, such as a Bowden cable or the control surfaces of an airplane connected to levers and pedals in the cockpit. Only aircraft cables have WSC (wire strand core). Also, aircraft cables are available in smaller diameters than wire rope. For example, aircraft cables are available in 1.2mm (3⁄64in) diameter while most wire ropes begin at a 6.4mm (1⁄4in) diameter.suspension bridges or as guy wires to support towers. An aerial tramway relies on wire rope to support and move cargo overhead.

“Tough-Lock™” and “Cable-Flex™” slings are uniquely constructed unlike various return wire loop types. Note that our five step manufacturing process, commonly
referred to as a “Flemish” splice, results in 100% breaking strength promoting additional safety. Further testing proved increased efficiency and greater work load limits.
All “Tough-Lock™” slings adhere and comply with current specifications of OSHA, ASME B30.9c-2000 Wire Rope Technical, and Associated Wire Rope Fabricators.
As a rigger or end-user of wire rope, it’s important to understand the types of terminations, or treatments, that can be used at the ends of a length of wire rope. These terminations are usually made by forming an eye or attaching a fitting, and are designed to be a permanent end termination on the wire rope where it connects to the load.
Wire rope is an extremely versatile mechanical device that can be used to help support and move an object or load. In the lifting and rigging industries, wire rope is attached to a crane or hoist and fitted with swivels, shackles or hooks to attach to a load and move it in a controlled matter. It can also be used to lift and lower elevators, or as a means of support for suspension bridges or towers.
In this article, we’ll explain what some of the following terms mean and how the can be used to terminate the end of a wire rope cable:Wire rope sockets—spelter sockets, swaged sockets, and wedge sockets
When you understand the construction and specifications of the wire rope you need, as well as the right type of end termination you need, you’ll be able to select the best performing and longest-lasting wire rope for the job at hand.
There are essentially two techniques that can be used to create a termination on a length of wire rope or cable:You can form an eye, or loop, in the wire rope
Eyes, or loops, can be created at one end of a length of wire rope by using a mechanical splice with a swaged sleeve, a hand-tucked splice, or wire rope clips.
A swaged socket is applied to the end of a wire rope cable and is then forced into place using special dies and a hydraulic machine called a swager. When properly applied with the correct sized fitting, swaged sockets have an efficiency rating of 100% of the breaking strength of the rope.
A poured socket, commonly referred to as a spelter socket, attaches a termination fitting onto the end of a wire rope cable by pouring molten zinc or resin into a socket that then hardens and holds the fitting onto the end of the cable.
Due to the rigidity of this type of termination, the wires of the rope are subject to fatigue where the wires enter the socket, if the poured socket is subject to constant vibration.
Wedge sockets secure the rope to the end attachment by passing it around a grooved, wedge-shaped piece of steel and pulling it down under load into the bowl of the fixture.
Wedge sockets are popular because they can be installed in field and adjusted in field – providing 80% efficiency of rope breaking strength. Wedge sockets are popular in applications where the wire rope may be subjected to abuse and abrasion—particularly in construction and mining applications.
Wire rope clips can be used to form a load bearing eye at the end of a cable or wire rope, or to connect two cables together with a lap splice. Wire rope clips are popular because they can be installed in the field and provide 80% efficiency of the rope breaking strength.
However, the use of wire rope clips is heavily regulated by ASME B30.26 Rigging Hardware. When using wire rope clips, the end user must account for the following:When using U-bolt wire rope clips, the saddle shall be placed on the live end of the wire rope, with the U-bolt on the dead-end side—NEVER SADDLE A DEAD HORSE!
After installation, the connection shall be loaded to at least the expected working load. After unloading, the wire rope clips shall be re-tightened to the torque specifications of the manufacturer or a Qualified Person.
This type of wire rope clip is essentially a U-bolt, two nuts, and a metal base (saddle) that can be made from forged steel or cast iron. Careful consideration and attention must be given to the way U-bolt type wire rope clips are installed.
The base of the wire rope clip is made from forged steel. Forged clips are heated and hammered into the desired shape—resulting in a consistent grain structure in the steel. Forged wire rope clips are used for critical, heavy-duty, overhead loads such as winch lines, crane hoist lines, support lines, guy lines, towing lines, tie downs, scaffolds, etc.
Malleable wire rope clips are used for making eye termination assemblies only with right regular lay wire rope and only for light duty uses with small applied loads, such as hand rails, fencing, guard rails, etc. The base of the wire rope clips is made from malleable cast iron, which may fracture under heavy use and does not have the desirable metal properties of steel, or the beneficial grain structure that a forged base has.
Double saddle wire rope clips consist of two saddles, each with a leg, and two nuts—one used on the top and one on the bottom. Double saddle wire rope clips can be used in either direction, so they take the guesswork out during installation when applying to the live end and the dead end of a piece of wire rope.
An eye splice may be used to terminate the loose end of a wire rope when forming a loop. The strands of the end of a wire rope are unwound and then the wire is bent around, and the unwrapped strands are then weaved back into the wire rope to form an eye.
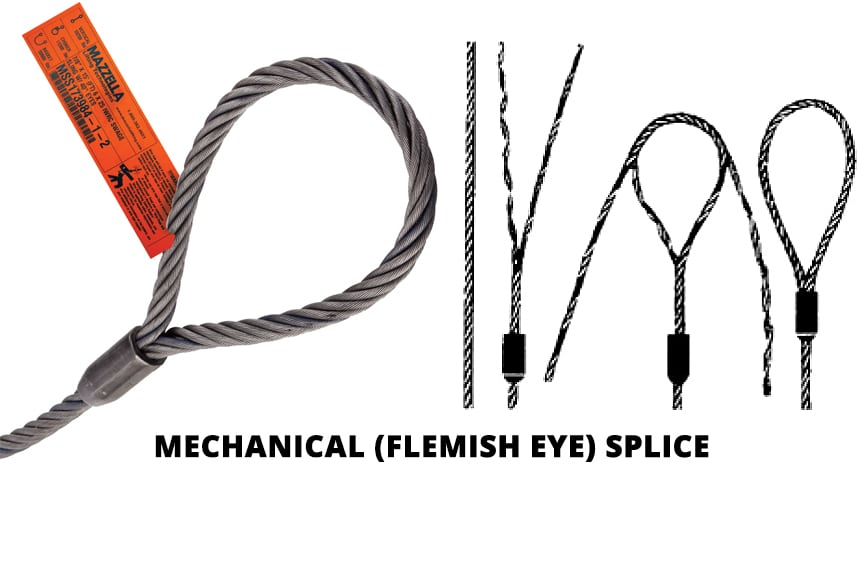
A Flemish eye splice is created when the wire rope is opened, and the strands are laid out into two parts. The two strands are looped in opposite directions and then laid back together—forming an eye, or loop, at one end of the wire rope cable. The strands are then rolled back around the rope body and a metal sleeve fitting is slipped over the splice and swaged using hydraulic machinery. This splicing method provides the most efficient use of rope capacity and is highly economical.
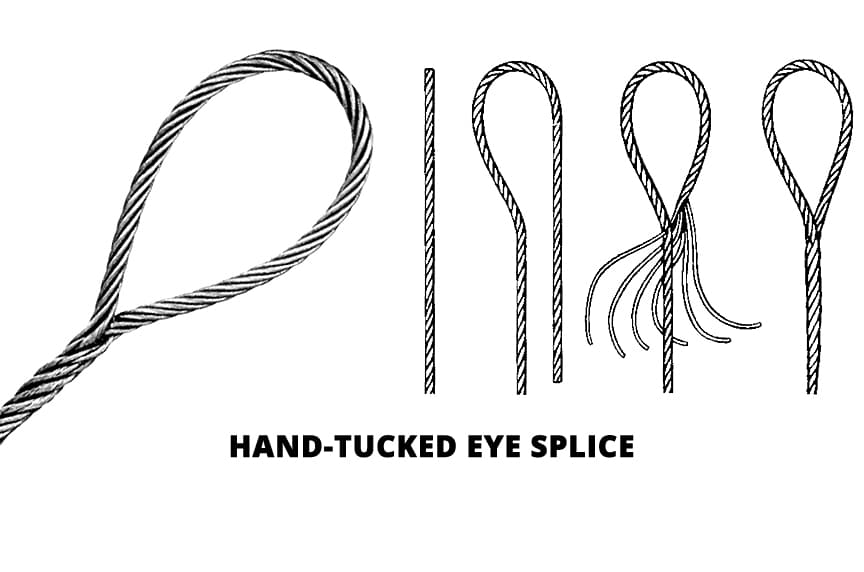
A hand tucked splice is formed when the shorter “dead” end is tucked into the longer “live” end of the wire rope—forming an eye. These types of splices allow for easy inspection of the wire rope wires and strands.
When the end of a rope is turned back and formed into an eye, a thimble is often used to keep the shape of the eye, prevent the rope from being crushed, and keep the rope from being bent at a diameter smaller than the rope manufacturer’s recommendations.
The table below will explain the efficiencies of the different types of wire rope end terminations for both independent wire rope core (IWRC) and fiber core (FC) wire rope configurations. Rope efficiency is described as the ratio of a wire rope’s actual breaking strength and the aggregate strength of all individual wires tested separately—usually expressed as a percentage.IWRCFC
*Spelter sockets in smaller rope sizes (usually less than 7/16”) may not always develop 100% efficiency and are not recommended by some rope manufacturers.
When you need to order a replacement wire rope, understanding the right type of end termination will help to make sure you get a direct replacement rope so you can get your project back on track. We hope this article gives you a better understanding of terms related to sockets, wire rope clips, and eye splices and that you understand what type of end termination may be best for your application.
At Mazzella, we offer all different kinds of wire rope from all of the leading manufacturers. We sell the highest-quality domestic and non-domestic rigging products because product quality and operating safety go hand-in-hand. We have one of the largest and most complete inventories of both domestic and non-domestic rigging and lifting products to suit your lifting needs.

Samson recommends splicing as the preferred rope termination method. Knots can significantly decrease a ropes strength while, in most cases, splicing maintains 100% of the specified rope strength. Splice terminations are used in all our ropes to determine new and unused tensile strengths.
The Flemish eye is a type of circular loop at the end of a thread. There are several techniques of creating the eye with its knot tied back to the line, rope or wire.
There are various splicing techniques, and relate to whether a rope is braided or plaited, whether it has a core and whether the core is made of high-performance fibers. Techniques include:
For conventional stranded ropes, the ends of the rope are tucked (plaited) back into the standing end to form the loop. Three tucks are the minimum for natural fibers, five tucks are necessary for synthetics.
The ends of the rope are first wrapped in tape or heated with a flame to prevent each end from fraying completely. The rope is untwisted for a distance equal to three times the diameter for each "tuck", e.g., for five tucks in half inch rope, undo about 7.5 inches. Wrap the rope at that point to prevent it unwinding further. Form the loop and plait the three ends back against the twist of the rope. Practice is required to keep each end to retain its twist and lie neatly. In stiff old rope or in new rope which has been tightly wound, a marlinspike or fid can facilitate opening up the strands and threading each end.
In some cases, the splice is tapered by trimming the working strands after each tuck. Also, the splice can be whipped to protect and strengthen the splice. A rope thimble can be inserted in the eye to prevent chafing if the eye is to be permanently attached to a fixture (used when attaching a rope to a chain, for example).
An eight-strand rope consists of two left-twisting and two right-twisting pairs. Make sure the left-twisting strands are fed below left-twisting strands, and right-twisting strands below the right-twisting ones. Work systematically with different tape colours to keep from getting lost in the mess of strands. An eight-strand square plaited rope can be used as mooring line or anchor rode.
This technique is mostly used for Dyneema ropes.DSM advises using 60 times the diameter for coated Dyneema, and 100 times the diameter for uncoated Dyneema. For 6mm coated rope, this would mean 36 cm. Under tension the rope will pull into itself tightly, which produces a strong eye. One can pull out the eye when the rope is not under tension, unless one makes a lock-splice (also called brummel splice).
Splicing a rope with a laid core is usually more complicated than double braided polyester ropes. One needs more force to take the rope back into itself because there is often less room between the core and the cover.
A rope with parallel fibers in the core often has a tight inner cover to keep the fibers together. This splice is similar to the one for double braided polyester ropes; the main difference is that one cannot take the cover back in to the core because the fibers go through the core.
For ropes with a core of high-performance fibers (such as aramid fibers or Dyneema or Vectran) only the core determines the strength. The cover can be used optionally in the eye splice, for example, to add UV protection (for aramid fibers, such as Kevlar). Dyneema is very UV resistant and the cover is not needed. For these ropes, one could make an eye splice in the single braided core and leave the cover unused. There are ropes with an extra double layer cover; this is basically the same splice as for double braided except that the inner cover first needs to be removed over the length of the splice.
Depending on the type of splice and rope, there is a variety of tools available such as hollow fids, pulling needles and traditional splicing fids. Make sure to also have a marker, splicing tape, measuring tape and a knife or scissors at hand. Often a hammer and winch are used as well for tougher splices.
The bowline is a quick, practical method of forming a loop in the end of a piece of rope. However, the bowline has an awkward tendency to shake undone when not loaded. The bowline also reduces the strength of the rope at the knot to ~45% of the original unknotted strength.
A. Hyatt Verrill. "Chapter V - Shortenings, grommets, and selvagees". Knots, splices and rope work - A practival treatise. Fig. 90. Archived from the original on 2015-09-08. Retrieved 2015-08-10 – via Cosmopolitan University (online publisher).

Lift-All Permaloc slings are made using the Flemish Eye splice technique to form the eyes. Unlike the simple return loop method that places 100% of its strength on the swaged sleeve, Permaloc slings have reserve strength should the sleeve become damaged in use.
Let me take you back a few years to discuss sling changes. Three underlying causes for this evolution are reliability, handleability, and cost. OSHA, in 1971, left sling capacity up to the users. Tables listed; construction of rope, type of Eye end connections, rope diameter, and how used (choker, etc.) for the user to ponder capacity!
The picture above presents a poor rigging practice. The “fold-back” Aluma-Grip fabricated splice forming the sling’s eye is unreliable (yellow arrow) and not recommended for hoisting, but still in use.
Why? When fabricating a fold-back eye splice, 100% of the eye strength is dependent on the wall thickness of the fitting, and its clamping force. These non-steel fittings are softer, and when swaged, they are less likely to hold a uniform wall thickness, thus strength. Examinations show cracks, voids, and wall thickness to a sliver! This method is less expensive but lacks reliability.
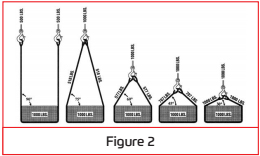
The Flemish eye, Molly Hogan, or a Farmer’s eye – all synonyms – are preferred, reliable. To construct, untwist (open) the rope with three strands on one side and three strands plus the core on the opposite. The loop develops (eye) when the “two-sides” are re-formed back together. A sling with a thimble is shown in Fig. 2. Reliable is achieved when the sleeve is swaged up to 300 tons pressure.
Tests show the frictional grip of the strands, under tension, will hold up to 22% of the breaking strength of the rope before failure. Even with no fitting applied, that would equal a 5 to 1 factor of safety. Today, the two-sides are cut off at the “crotch” of the eye. A tapered steel sleeve is slipped over the crotch and crimped to hold the eye, to as much as 90% of the ropes breaking strength, keeping the ends locked.
Back in the day, the two-sides were closed to the crotch; the excess is pulled over the rope and re-laid together, forming a “pigtail.” Fig. 3. Wire rope clips were used to secure the live end to the pigtail dead-end, locking the eye just as the swaged fitting today. Thus, a rigger, on the tailgate of his truck, in 15 minutes, could fabricate a completed “field splice.” A thimble clip-on was available.
A field splice is a term I first heard around the Post Korean Wartime era. It meant precisely that. The sling, being very adaptable, were used for many types of work – in the “field.” A guy would form an eye in a wire rope, when and where it was needed! Those eyes were hand tuck, wire rope clips, wedged sockets, Flemish eyes, and pored zinc spelter sockets. These slings were used to pull equipment, haul logs, tie-down trucks, and lift loads.
We realized, there was little consistency of technique or any quality control procedures in place. The resulting accidents exposed numerous errors. Pulling a tree could tolerate some mistakes (perhaps), but deaths, lifting construction material, was unacceptable. Field-splice became a dirty word!
“The times they are a-changing boys.” And how! The building is faster, higher, heavier, and more costly. People in the field are erecting towers, build skyscrapers, or replacing heat exchangers. It’s just too expensive to be sitting around, whittling away on wood or forming make-shift eye splices from used rope, ah, the good ole days.
So, the “certified sling” with a capacity tag attached to the rope, load tested to 150% of capacity, and the quality control program of the fabricator was born. (But the kids should know, some of us could do it right – out in the field.)

The most popular splicing method. Its safety relies mainly on the craftsmanship of the correct splicing method. The sleeve’s function is to secure the strand ends around the rope body. Steel sleeves are very rugged and withstand a lot of abuse. The flemish eye splice is the preferred method in the construction industry and for most industrial sling applications.
Loop end terminations for rotation resistant- and non-rotating ropes, and for ropes having more than 6 strands, require either aluminum- or loop-back steel sleeves.

“Tough-Lock™” and “Cable-Flex™” slings are uniquely constructed unlike various return wire loop types. Note that our five step manufacturing process, commonly referred to as a “Flemish” splice, results in 100% breaking strength promoting additional safety! Further testing proved increased efficiency and greater work load limits.
All “Tough-Lock™” slings adhere and comply with current specifications of OSHA, ASME B30.9c-2000 Wire Rope Technical, and Associated Wire Rope Fabricators
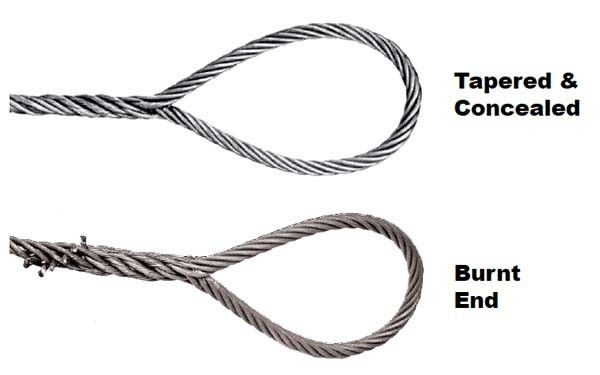
Slings feature a taper and concealed splice closure of the loop eye allowing the rigger to pull the sling free under the load – CAUTION, these slings are rated lower in work load limits, refer to capacity chart.

Tway Lifting Products manufactures wire rope slings, spreaders and assemblies from ¼”-2”. We stock fittings and components that allow us to produce a full range of wire rope slings multi-leg assemblies, crane boom support cables, and bridge crane hoist ropes.
Our in-house proof testing center is used to verify the integrity of the products we manufacture. Every wire rope sling or bridle that we produce includes an OSHA appropriate DuraTag stating: size, working load limit, number of legs, and angle chart graphics. Our assemblies are manufactured to the highest standards by trained professionals. All of our wire rope slings are made from USA made products. The most common wire rope sling type is the eye and eye single leg.



 8613371530291
8613371530291