
wire rope failure analysis made in china

A failure analysis of a broken multi strand 71mm steel wire rope used in the main towing winch was carried out. The wire rope was failed during a bollard pull test. The wire rope was a new one and had failed during the first use. The wire rope was in IWRC/ RHO 6X41 constructions. Fig.1 shows the typical cross section of the wire rope. The failure investigation is performed by chemical and metallurgical examinations.
(ii) the uniformity and cleanliness of the microstructure of the rope steel and the effect of microstructure on crack initiation and propagation, and
1) Chemical analysis of steel wire rope is presented in Table 1. The analysis showed that it is made of high carbon steel corresponding to AISI 1074 grade, and galvanized with zinc to resist corrosion.
2) The microstructure observed under optical microscope and is shown in Figs. 2. It was typical of a drawn ferrite–pearlitic steel wire with heavily cold worked micro structure. Further examination of microstructure of the failed wires did not indicate any sign of metallurgical problems such as de- carburized layer, nonmetallic inclusions, or martensite formation. In addition, the wires were free from any sort of corrosion and pitting. Therefore, corrosion had no role in the failure of wires.
4) Table 3 represents the tensile values of the wire. The result indicates relatively less value comparing the metallographic results and the mill test certificate supplied by the Client. Figs. 3 showing Stress- Strain during tensile testing of the wire
The high hardness values, chemical composition, and the pearlitic structure of wires indicating that this is a type of extra extra improved plow steel (EEIPS) grade wire ropes. These types of wires have typically higher load-bearing capacity as compared with other grades. They are considered as heavy-duty wire ropes. The minimum tensile strength of EEIPS is 2160 N/mm2. (Ref. API Spec 9A)
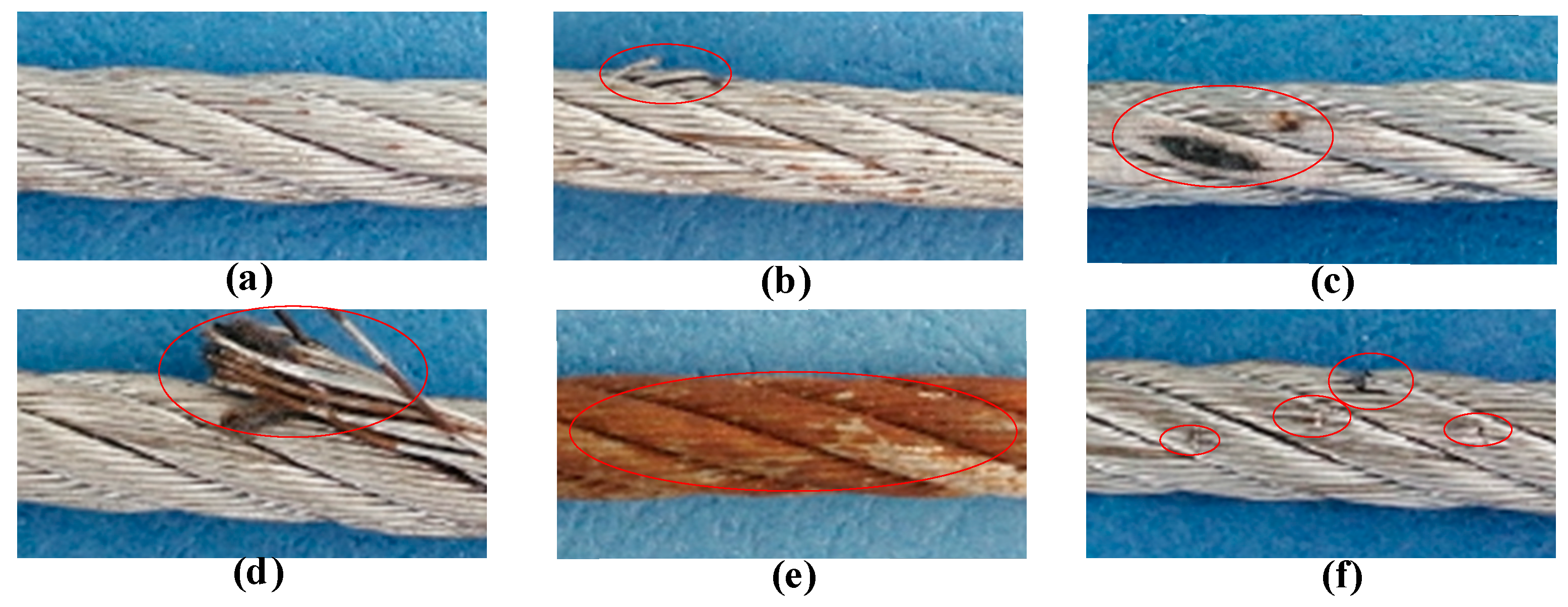
5) The fractured ends of group of wires were visually inspected. Majority of wires failed in shear, and the remaining had cup-and-cone fracture, some of which are shown in Fig. 4.
Fractographs of broken wires in the form of cup and cone and shear are shown in Fig. 5 and Fig.6. Tensile overload fracture occurs when the axial load exceeds the breaking strength of the wires. This type of fracture usually appears in ductile manner, either in the form of cup and cone or in shear mode. In the former case, there is a reduction at the fracture which is called necking, whereas in the case of the latter, fracture surface is inclined at 45degree to the wire axis. In both cases, ductile dimple formations are clearly observed and confirm the tensile overloading of wires.
Every wire rope failure will be accompanied by a certain number of tensile over load breaks. The fact that tensile overload wire breaks can be found therefore necessarily mean that the rope failed because of an overload. The rope might have been weakened by fatigue breaks. The remaining wires were then no longer able to support the load, leading to tensile overload failures of these remaining wires.
Only if the metallic area of the tensile overload breaks and shear breaks combined is much higher than 50% of the wire rope’s metallic cross section is it likely that the rope failed because of an overload.
Shear breaks are caused by axial loads combined with perpendicular compression of the wire. Their break surface is inclined at about 45degree to the wire axis. The wire will fail in shear at a lower axial load than the pure tensile over load.
If a steel wire rope breaks as a consequence of jumping a layer or being wedged in, a majority of wires will exhibit the typical 45degree break surface.
In the instant case the wire rope was failed at 100 Ton or even less. As the breaking load of the wire rope is 353 Tons, there is no reason for a tensile over load breaks in an axial direction and that too considering the fact that the wire rope was failed during a bollard pull test. Fig. 7 shows the maximum stress generations in the wire rope at 100 Ton under normal bollard pull test. More over the metallurgical investigation is also not suggesting for any factors that fostering an axial overload failure.
The failure of the wire rope was studied in detail. In order to investigate the problem metallurgical and mechanical post failure analyses were performed. The wire rope was made of AISI 1074 grade steel, and it was a type of EEIPS. The microstructure was composed of severely deformed and elongated ferrite–pearlite, and no other phase formation or nonmetallic inclusions could be detected. The morphologies of fractured surfaces indicated that the wires were mainly failed in shear mode and few in tensile mode. Owing to galvanized coating, the wires were free from corrosion.
The tensile strength of the wire material is less than the required value. The required tensile strength of EEIPS is 2160 N/mm2 and the obtained value is 2059 N/mm2. But this factor is not a reason for the current failure of the wire rope. The said point is substantiated by the following:
It is concluded that the wire rope was failed due to shear breaks. Shear breaks were caused by high axial loads combined with perpendicular compression of the wire. It is worthwhile to note that the rope was failed in its first usage. The shear break is linked to the lapses during the installation/ spooling of the wire rope.
b) Lack of pretension of lower rope layers during spooling. In the absence of proper pretension the upper layers might be pulled in between the lower layers during loading.
c) Under high tension, the rope tends to be as round as possible. With no load, a rope can be deformed and flattened much easily. Highly tensioned upper layers will therefore severely damage loose (and therefore vulnerable) lower layers.

The results in Section 2 showed that corrosion reduced the ultimate strain and elongation of bridge cable, however, these two factors have great influence on steel wire fatigue performance. The steel wire mechanical properties undergo some changes due to corrosion, so characteristic fatigue damage AE signals are different with non-corroded steel wires. Currently, there is a dearth of studies on the corroded bridge cable using AE techniques. The research on corroded bridge cable fatigue damage evolution using AE signals is helpful to explain failure mechanism(s) and provide an effective method to determine its safety state. It is necessary to do fatigue testing for corroded bridge cable and offer a research base to assess the safety and predict the remaining life for the bridge cable.
A total of 69 wires were chosen from dismantled stay cables of the 18-year-old TianJin YongHe Bridge. In order to judge damage state according to AE signals, the selected steel wires should have different corrosion degree through the surface detection. In the re-manufactured new stay cable process, from outside to inside, the wires were ranged according to corrosion degree from serious to slight. This would ensure failure occurred first in the outside wires during the fatigue testing. The outside wires" fatigue crack initiation and propagation can be easily observed through visual inspection. The length of the steel wires is 1,750 mm. These steel wires were re-manufactured into new stay cables in Liuzhou OVM Co., Ltd. (China). The cable specimen was fixed on the MTS fatigue testing machine. Force was used to control the fatigue test. All specimens were tested under sinusoidal cyclic loading at a frequency of 5.0 Hz. The initial stress amplitude is 360 MPa, and the stress ratio is 0.5.
Before cable fatigue testing, the cable was tensioned in advance with a 500 kN static loading to investigate the strain difference of the different wires. The mean wire strain was 1,896.18 με and the maximum strain difference of the wire was less than the 3% of the average strain. Therefore, each wire stress was uniform based on these data. The fatigue experiment ignored the effect of nonuniform stress on the fatigue life of the wires. The load-displacement curve of the fatigue performance experiment is presented in Figure 3. Energy released from the wire fracture is clearly reflected on the load-displacement curve. After fracture, the tensile rigidity was reduced and the displacement increased because of the unchanged loading. Wire failure indicates the mutation of the displacement.
Wire ropes are widely employed components in diverse areas, such as in industrial production, tourist cable cars, mining, metallurgy, shipbuilding, and elevators. Wire rope is a heavily loaded component, and long-term continuous operation eventually result in corrosion, wear, broken wires, loose wires, and fatigue, which decrease the loading strength of the rope, and can cause accidents, resulting in property damage and injury [1]. The traditional damage detection method is artificial visual inspection, which is a low efficiency, time-consuming, and unreliable method [1]. The development of a fast, non-destructive, and automatic detection technology is therefore necessary.
Wire rope defects include three main types: the loss of metallic area (LMA), local faults (FLs), and structural faults (SFs). The main non-destructive testing (NDT) methods employed for wire rope inspection include electromagnetic detection, ultrasonic guided wave (UGW) evaluation, radiation testing, eddy current inspection, and optical detection [1]. However, designing a precise detection device that can quantitatively determine the characteristics of defects, such as the number of broken wires, remains problematic, particularly when operating in severe environments [2].
The UGW method has been shown to provide a detection speed that is faster than other methods, but the method demonstrates a low anti-interference ability and suffers from strong background noise [3,4,5,6,7]. Treyssède and Laguerre’s [3] applied the transmission characteristics of UGW for wire rope testing. The researchers developed a semi-analytical finite element method, and calculated the optimal excitation and receiving sites. This approach provided a wave dispersion curve for spiral steel rope. Vanniamparambil [4] proposed a novel detection method that combined three technologies: UGW, acoustic emission techniques, and digital image processing. Xu [7] evaluated the detection precision of the UGW method for wire rope defects obtained at different frequencies, showing that wire ropes at higher frequencies had longer recovery lengths for their elastic waves. Raisuitis [5] investigated the propagation of UGWs along composite multi-wire ropes with various types of acoustic contacts between neighboring wires and the plastic core. Tse and Rostami [6] investigated the efficiency of employing the magnetostriction of ferromagnetic materials in conjunction with the UGW method for wire rope defect inspection, and the location and severity of defects were approximately identified and characterized using the short-time Fourier transform and wavelet analysis. Other detection methods, such as radiation testing [8] and eddy current inspection [9], have not been applied to wire rope inspection to a large extent.
Electromagnetic detection methods are commonly employed for the NDT of wire rope [2]. The basic principle behind wire rope electromagnetic detection is illustrated in Figure 1. The lower permeability of the air leads to magnetic field leakage (MFL) from the rope defect, and the strength of the MFL can be obtained from an appropriately designed magnetic detection device. In terms of the type of excitation source employed, electromagnetic detection can be divided according to the use of a coil [10,11] or a permanent magnet [12,13,14,15,16,17] for generating a magnetic field. Modified main-flux equipment has been developed for wire rope inspection, which induced changes in the electromagnetic field strength owing to the leakage field derived from defects in various large-diameter wire ropes [10]. Other researchers [11] employed a pair of saddle coils for the magnetization of a steel track rope, and this system was applied to detect small, inner flaws in the rope. Permanent magnets have been employed in a saddle structure to saturate wire rope in a uniform magnetic field [14,15,16,17]. Wang et al. [12] investigated the effect of excitation distance and the lift-off distance between the sensors and the wire rope surface on the detection precision. The researchers accordingly modified the magnetic circuit of the detector to restrain the impact of fluctuations in the sensor lift-off distance. Xu et al. [18] developed a magnetic excitation model. Based on this model, the researchers established design criteria for the size of the excitation structure, proposed a theoretical framework for the excitation structure size based on numerical analysis, and adjusted the theoretical design using finite element analysis (FEA).
Obtaining a precise MFL signal is the most important aspect for the accurate electromagnetic NDT of wire rope. For MFL signal acquisition, a commonly employed in-service NDT method utilizes an induction coil [10,17], Hall effect sensor [14,18,19,20,21], giant magnetoresistive (GMR) sensor [11,22], and tunnel magnetoresistive (TMR) sensor [23]. Jomdecha and Prateepasen [10] modified a conventional induction coil into a coil array that densely covered the wire rope to acquire the MFL signal. Wang and Tian [14] utilized FEA to address the problems associated with the weak MFL signals derived from small defects, and they investigated the gathered magnetism of the magnetization rope. They designed a detector with an annular pole polymagnet on one side using Hall elements as inductors. This detection system was able to capture weak MFL signals within the strong magnetic field. Xu and Wang [18] developed an online modular-detector NDT system using a Hall effect sensor that successfully detected inner broken wires. The researchers also presented three filtering algorithms. Detectors based on Hall effect sensor arrays have been widely applied for NDT under strong magnetic field conditions [19,20,21]. Cao [19] created an image from the defect data which was obtained by Hall sensors array, and applied digital image processing to extract and detect defect characteristics. Zhang et al. [20] employed signal processing to suppress the effect of lift-off distance, and applied statistical processing to distinguish different types of defects and to obtain binary image data describing the spatial extent of defects. Zhang et al. [21] applied a space filter to suppress the texture of strand waves after obtaining MFL gray-level images of wire rope defects, and the image spectrum texture was extracted as the characteristic vector used for recognition. GMR sensors have been employed for MFL signal acquisition because of their high sensitivity, high precision, and small size. GMR sensors were placed into a sensor array and densely distributed on the wire rope surface in a manner similar to that employed in a Hall effect sensor application [11]. Zhang and Tan [22] utilized the high sensitivity of a GMR sensor to develop a detection technique based on remanence magnetization, which combined the benefits of a simple structure and high detection speed with high precision. Wu et al. [23] demonstrated that TMR sensors can be applied to detect small discontinuities on a wire rope surface.
MFL signals contain a variety of distinct noise signals, which makes the development of an efficient de-noising algorithm challenging work. Currently, a number of noise reduction algorithms are commonly employed, including wavelet analysis de-noising, low-pass filter, notch filter [21], adaptive filter [20], morphological filter [24], and a de-noising algorithm based on compressed sensing (CS) [22]. Zhang et al. [20] applied digital image processing to develop a space filter for smoothing the defects in an MFL signal image. Zhang et al. [21] proposed a baseline estimation algorithm to suppress the effect of undulations in the lift-off distance and an adaptive notch filtering algorithm to filter the strand wave for increasing the signal-to-noise ratio. Zhang and Tan [22] utilized wavelet multi-resolution analysis to eliminate the baseline of the signal. Their work was based on the CS wavelet de-noising algorithm, and they calculated the best sparse transform expression to completely filter out the noise. Tian et al. combined the wavelet transform and the morphological transform to create a morphological filter algorithm that suppressed the interference associated with the baseline drift in the wire rope signal. Artificial neural networks have been widely applied to realize the quantitative detection of wire rope defects. These networks operate much like back propagation (BP) neural networks employed by a number of researchers [20,21,22]. However, BP neural networks suffer from some limitations and shortcomings, such as poor generalization and slow convergence.
To overcome the disadvantages of existing detection devices, we developed a prototype device based on the RMF of a wire rope. This inspection method utilizes GMR sensors for excitation signal acquisition. After magnetizing the wire rope with permanent magnets, the GMR sensor array was utilized to obtain the RMF strength of the rope surface. This detection system is non-contact and non-invasive which prolongs the service life of test equipment. A novel filter algorithm based on the Hilbert-Huang transform (HHT) and compressed sensing wavelet filtering (CSWF) was developed to suppress the various system noises. The HHT was employed to remove the DC component of the signal and balance the sensor channels. CSWF was employed to suppress high-frequency noises and strand waves. Then, we applied digital image processing to create a binary image using a filter based on corrosion and expansion. Subsequently, defects were located and segmented within the gray-level image. Because an 18 GMR sensor array was employed, the resulting gray-level image included only 18 pixels in its circumference. Three spline interpolations were performed to improve the circumferential resolution of the gray-level image. Thirteen image characteristics comprising 6 image textures and seven invariant moments were extracted as defect feature vectors. A radial basis function (RBF) neural network, which is a fast-learning classification network that provides a global optimum, was adopted to quantitatively detect the number of broken wires in the rope. Experimental results demonstrate that, when the absolute limiting error for the detected number of broken wires is 2, the recognition rate is as high as 93.75% with an average recognition error of 0.7813 wires.

As consumables in mine, wire ropes have great significance for safe operation of coal mines. The complex structure makes the nondestructive testing particularly difficult. This paper summarizes the existing methods of analysis at home and abroad from the perspective of strong magnetic and weakly magnetic; introduc- es the main methods of wire rope at the present, including principle and current status. At last, several critical problems in nondestructive testing of wire rope are discussed.

Abstract:Friction and impact between steel wire rope always exist in multi-layer winding hoist during the winding-in process, in particular for an ultra-deep coal mine. To understand the friction and wear mechanisms of wire rope among the layers in the winding hoist, a series of sliding friction experiments were carried out using a self-made friction test rig. The results show that the coefficient of friction (COF) of the wire rope changes little with increasing load and stabilizes at approximately 0.73, but decreases with the sliding velocity under dry-friction condition. However, under lubrication condition, there is almost no effect of the contact load and sliding velocity on the COF, which stabilizes at approximately 0.35. Additionally, the temperature rise is concentrated at the contact area, and it increases with the load and the sliding velocity. The maximum temperature rise with the lubrication is much lower, approximately 10 °C, than that under the condition of dry-friction, which is approximately 103 °C. Furthermore, the maximum of the COF under the impact load is significantly lower than that for the stable contact friction. With the impact and sliding velocities increase, the maximum COF under the impact load experiences a slight increase and reaches a maximum value of approximately 0.36. As the impact load increases, the COF changes little, but the impact process occurs more than once.

Significant innovation in science inevitably caused significant breakthrough in technology. The weight of portable wire rope tester is less than 2 kgs, it is 1/6-1/25 of traditional testing equipment. The highest sensitivity of TCK sensor can reach 5v/mT, is beyond 700 times than traditional sensor’s sensitivity. The gap between sensors and rope are 10-30 mm, non-contact wide width inspection is realized, which is not affected by oil sludge, warped wires and rope speed. The device has a high pass capability, unique self open-lock function, ensuring safe testing operation. Humanized interfacial design makes testing operation very convenient. Instant random viewing inspection data, curve, analysis report and digital inspection result can be viewed as soon as inspection is finished. Connecting portable wire rope tester with computer the formal test reported can be printed. It provides users with scientific basis of safe wire rope operation and reasonable wire rope replacement.
Portable wire rope tester can evaluate correctly residual bearing capacity and service life of tested wire rope by inspecting quantitatively percentage loss of metal effective bearing cross-section area caused by internal and external flaws of rope such as broken wires, abrasion, corrosion, fatigue etc, and providing users with scientific basis of safe wire rope operation and reasonable wire rope replacement which conforms to related standard and code. It is a high-tech safeguard which can prevent from wire rope failure, decrease reasonably cost of wire rope and improve operating efficiency.
Weak magnetic inspection technology is an important innovative achievement in the field of wire rope inspection, based on successful discovery made by our country’ scientist on the changes and movement rules of Space Magnetic Field Vector Status. This leading weak magnetic flaws detection technology focuses on 3 innovations and 2 breakthroughs.
Our company takes an active part in drafting China’s Coal Industry Professional Standard (MT/T970-2005): Non destructive and fix quantity detecting method and determinant rule for tight wire on-line, which was issued by the National Development and Reform Commission of China. This is not only China’s first wire rope inspection standard, but also the world’s first standard with assessment rules. The base of this standard is W® weak magnetic inspection technology; therefore,the technical grade of it is much higher than wire rope inspection standard issued by countries such as USA and Europe. The standard’s publication marked that the Chinese wire rope inspection technology is at leading level in the world.
1. instrument can detect quantitatively all kinds of internal and external wire rope flaws such as broken wires, abrasion, corrosion, fatigue, deformation, evaluating residual bearing capacity, safety coefficient and service of tested wire rope.
6. The gap between the internal shell and surface of wire rope is 20-30mm.The relative movement design mode between the guide wheels and wire rope tested is adopted. The pass capacity of rope is not affected generally by deformation of rope, oil sludge, dirt, warped wires etc. It is applicable to inspections under all kinds of severe operation environment.
7. The gap between the internal shell and surface of wire rope is 20-30mm.The relative movement design mode between the guide wheels and wire rope tested is adopted. The pass capacity of rope is not affected generally by deformation of rope, oil sludge, dirt, warped wires etc. It is applicable to inspections under all kinds of severe operation environment.
9. Instant random viewing inspection data, curve, analysis report and digital inspection result can be viewed as soon as inspection is finished. Connecting portable wire rope tester with computer, a formal test reported can be printed
“Weak magnetism sensor” technology: uniquely created by the scientists in our company, its sensitivity is 700 times higher than traditional tester. The sensor has strong resolution, and can inspect quantitatively actual wire rope flaws under various working status.
Quantitative uncertainty for measuring the percentage loss of effective bearing metallic cross-sectional area (LMA) and other flaws such as broken wires, corrosion and abrasion (LF) : ±1%.
By analyzing the original data extracted by TCK•W® testers from the wire rope, TCK•W® patented software is capable of evaluating the working condition of the rope in use. It will not only display the testing result and print out the test report in real time, but also exchange data between the tester and a PC at fast speed;
Applicable to wire rope inspections under complex working conditions and not be affected by the inspectors’ experience or skills, rope speed, noise, water spraying, warped wires, oil dirt and other factors;
Capable of quantitatively measuring the percentage loss of effective bearing metallic cross-sectional area (LMA), caused by internal and/or external broken wires, abrasion, corrosion, fatigue and other defects and thereby evaluate the residual bearing capacity and service life of the inspected wire rope.
1. TCK.W-BX Wire Rope Flaws Quantitative Inspection (Lower computer) built-in professional software inside the wire rope tester, assist to realize the calibration of test benchmark, real-time signal collection, data storage, pretreatment, info retrieval, memory management and instrument self-checking during wire rope online inspection.
Used for handle of testing data, assist to realize data transferring, curve analysis, tabulation management, display & print, storage & filing. Computer terminal: Fig(2), Fig.(3)
Manual analysis for each wire rope inspection made by portable wire rope tester is not necessary; only need connecting with PC and printer, can a test report with analysis result be printed any time.

Global Steel Wire Rope Market is Segmented By Material(Carbon Steel, Stainless Steel, Alloy Steel), By Lay Type(Regular Lay, Lang Lay), By End-User(Marine, Sports and Leisure, Oil and Gas, Industrial, Mining, Construction, Others), and By Region (North America, Latin America, Europe, Asia Pacific, Middle East, and Africa) – Share, Size, Outlook, and Opportunity Analysis, 2022-2029
[210 Pages Report]The Global Steel Wire Rope Market size was worth US$ YY million in 2021 and is estimated to reach US$ YY million by 2029, growing at a CAGR of YY% during the forecast period (2022-2029).
Competitive Landscape Analysis, Company Profile Analysis, Market Size, Share, Growth, Demand, Recent Developments, Mergers and acquisitions, New Product Launches, Growth Strategies, Revenue Analysis, and Other key insights.
Steel wire rope is made from several strands of metal wire twisted into a helix to form a rope in a pattern known as laid rope. The wire rope diameter consists of multiplying the strands of such laid rope in a pattern known as cable laid. In the initial days, wrought iron was used for wire ropes; however, steel is exclusively used for making wire rope in the modern age due to the corrosion-resisting properties of steel. Galvanized steel and stainless steel are some forms of steel used to make wire ropes.
Historically, wire rope evolved from chains made of wrought iron, which had a high mechanical failure rate. Structural flaws in the chain links or solid steel bars can lead to complete and catastrophic failure, whereas flaws in the wire rope made of steel are less critical since the other wires easily bear the load. Friction between the individual steel wires and strands causes mechanical wear and tear over the rope"s service life and helps compensate for minor failures during service life.
Wire ropes were developed for hoisting mining loads in the 1830s. Today, wire ropes are used for dynamic lifting and hoisting in industrial cranes and modern elevators and mechanical power transmission in belt drive systems. Wire ropes transmit force and motion in mechanisms such as controlling an aircraft connected to levers and pedals in the cockpit. Static wire ropes support structures such as suspension bridges or as support to towers. A suspension monorail relies on a wire rope to support the carriage upside down. High corrosion resistance, good thermal stability and high stress and strain bearing capacity are some of the desired characteristics of steel wire rope.
Increased infrastructural and construction activities mainly drive the demand for steel wire rope is a key driver for the market. The growing adoption of synthetic and composite ropes is a key factor in limiting the growth of this market.
New residential apartments, recreational centers, commercial spaces, bridges, stadiums, tunnels and mass transit systems are under construction globally. The building and construction industry is experiencing an unprecedented boom, which has created strong demand for good quality, high-performance building materials. Steel wire rope is used in commercial construction suspension bridges and industrial cranes. Almost all modern elevators use steel wire ropes for operation. Therefore, the increase in infrastructure and construction is a key driver for the growth of the global steel wire rope market.
Recent years have seen a rise in innovation in the wire rope industry. Companies use new materials and rope construction methods to increase product value and drive growth. The industry is witnessing the growing adoption of synthetic and composite materials for wire rope making.
Synthetic materials are cheaper to manufacture than steel. Synthetic ropes also float on water due to their low density, making them ideal for marine applications. Synthetic ropes are also corrosion-proof since they are made from non-metals. The use of carbon fiber composites is also increasing since carbon fiber has twice the strength of steel with half the corresponding weight. The rising use of synthetic and composite ropes is a key challenge for the growth of the global steel wire rope market.
The global steel wire rope market experienced uneven impacts on value chains in production and sales in 2021 due to the COVID-19 pandemic. Construction and industrial applications saw steep declines since government-imposed lockdowns and restrictions brought a prolonged halt to manufacturing and office work globally.
China, a major market for the construction industry, emerged from the lockdown relatively early, in June 2020 and demand showed encouraging signs of recovery towards the end of 2020. However, North America and Europe were hit by the second wave of the pandemic, thereby depressing demand. The global demand is expected to recover by early 2021. Many small and medium scale companies in the supply chain were facing bankruptcy due to a collapse in demand. Global demand is expected to recover by the end of 2021 fully. The short-term impact of the pandemic has been mild for the steel wire rope market. The demand for steel wire rope remains strong and is expected to grow gradually in the coming years.
The global steel wire rope market is segmented into material, lay type, end-user and region. The steel wire rope market is segmented into regular and lang lay based on lay type. The regular type leads this segmentation since it has the largest applications. Lang lay is generally only used for specialized high load-bearing applications.
Asia-Pacific is leading in the global steel wire rope market. Due to major ongoing large-scale infrastructure projects, the region has the largest market share. China is also the largest market for steel wire rope in the world. China has the largest construction industry in the world and is expected to add US$1.2 trillion to global construction output by 2030. Residential and commercial construction has seen a tremendous increase in China in the last two decades.
China also is the largest producer of construction equipment in the world. Steel wire ropes have extensive use in construction equipment, such as elevators and industrial cranes. The Asia-Pacific will continue to have the largest market share in the global steel wire rope market in the coming years.
The global steel wire rope market is competitive due to the availability of a wide variety of wire ropes that cater to different types of end-use applications. Some of the major players contributing to the growth in the segment are Bekaert S.A., Cortland Limited, Samson Rope Technologies, Southern Ropes, Marlow Ropes, Teufelberger, WireCo World Group, Gustav Wolf GmbH, Lanex A.S. and Jiangsu Langshan Wire Rope Co., Ltd. The major market players adopt growth strategies such as new product launches, patenting new technologies, joint ventures and collaborations, contributing to the growth of the global industry.
Overview:Bekaert S.A. is a major steel processing company interested in wire transformation and coatings. The company operates in 45 countries globally. Bekaert S.A. was founded in 1880 and is headquartered in Zwevegem, Belgium.
Product Portfolio:Flexisteelis a durable high tensile steel wire rope designed for an elevator hoisting application. A thermoplastic coating is applied to the rope to ensure noiseless elevator operation.
Key Developments: In February 2020, Bekaert S.A. and AGRO started a joint venture in Colombia. AGRO is a major producer of high-quality springers that merged with Bekaert S.A. to produce high-end steel wire systems. The merger is expected to increase the supply of steel wire ropes in South America.
Visualize the composition of the steel wire rope market segmentation by the material, lay type, end-user and region, highlighting the critical commercial assets and players.



 8613371530291
8613371530291