
wire rope lubricant specification brands
Proper lubrication of your wire rope, chain and cable can safely extend its operational life regardless of application. Cranes, elevators, shovels, drilling rigs, suspension bridges and draglines are some of the many applications that use wire rope, chain or cable to perform work such as pulling, dragging or hoisting. These applications often are exposed to harsh environmental conditions, including extreme weather. Lubrication Engineers can help your wire rope, chain and cable last longer and operate safely by implementing a lubricant reliability program and recommending the right lubricants for the job.
Most wire ropes are lubricated during the manufacturing process, but this lubricant will not last the entire life of the rope. When looking for a lubricant to relubricate your wire rope, choose one that contains no acids or alkalis, possesses the adhesive strength to stay on the rope, can penetrate between wires and strands, has high fluid film strength, resists oxidation and remains pliable. It is important to remember that most wire ropes fail from the inside out. Corroded rope can be a safety hazard, as there is no way to determine its remaining strength and life. Proper lubrication will help prevent deterioration of wire rope due to rust and corrosion.
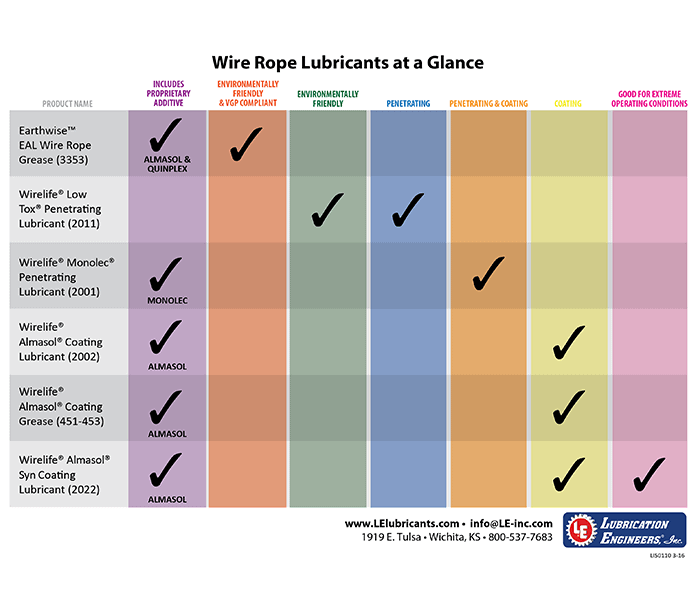
Because most wire ropes fail from the inside, it is critical to ensure the center core receives sufficient lubricant. LE recommends a combined regimen in which a penetrating lubricant is used to saturate the core, followed by a coating lubricant to seal and protect the outer surface. LE offers several penetrating and coating type wire rope lubricants to suit your specific needs.
Penetrating lubricants contain an evaporative solvent that facilitates migration of the lubricant into the core of the wire rope, then evaporates, leaving behind a heavy lubricating film that protects and lubricates each strand.
Wirelife Almasol Coating Grease (451-453) is a soft, semifluid calcium-based grease designed to coat wire rope as well as moving chain and cable parts to ensure long life and smooth, quiet operation. Its tacky, water-resistant characteristics enable it to adhere strongly to rapidly moving parts, seal out damaging moisture, protect against premature wear and shield metal against corrosive attack.
Typical Applications: Wire rope, chain links, pins, bushings, cable sheave bushings, cables, open and closed silent and roller chains, and small, slow-turning gearboxes that require a semifluid lubricant
Wirelife Almasol Coating Lubricant (2002) is a fluid wire rope lubricant that provides a tough outer coating to seal and protect against fretting corrosion, wear and rust – even under extreme load and moisture. It seals and protects better than any product available. When used in conjunction with Wirelife Monolec Penetrating Lubricant, maximum protection and wear reduction is achieved.
Wirelife Almasol Syn Coating Lubricant (2022) is an extremely tacky, nonasphaltic synthetic lubricant with exceptionally high film strength. Perfect for extreme environments and conditions, it is the ultimate outer surface protector for wire rope and cable and comes from the same advanced technology that LE developed to protect large open gears in the mining and quarry industries. It derives its high load-carrying capacity from its synergistic blend of an extreme pressure additive and Almasol, LE’s exclusive wear-reducing additive.
Wirelife Monolec Penetrating Lubricant (2001) has excellent corrosion resistance and high load-carrying (EP) properties. It penetrates to the core of wire ropes, whether they are running or stationary. It is also excellent as a penetrating lubricant for chains of all sizes and works well in a variety of other industrial applications. When used in conjunction with Wirelife Almasol Coating Lubricant, maximum protection and wear reduction is achieved.
It contains a petroleum solvent to enhance its ability to penetrate. The solvent evaporates, leaving behind a film of heavy-bodied lubricant that protects and lubricates each strand and resists leakage from the wire rope core. Available in bulk sizes or in an aerosol version.
Typical Applications: All stationary or moving wire ropes or cables under heavy loads; chains of all sizes; mining and construction applications such as standing and running lines, draglines, cranes and derricks; marine applications such as cranes, hoists and drilling rigs; any other application that requires excellent rust protection for steel parts.
Designed for marine environments and other applications where environmental concerns require the use of a very low toxicity wire rope and chain lubricant, LE’s Wirelife Low Tox Penetrating Lubricant (2011) has excellent load-carrying capability and provides outstanding protection against rust, while having the lowest possible toxic effect on the environment.
Earthwise EAL Wire Rope Grease (3353) is recommended for use in applications on or near the waterways. It is an EAL and meets the specifications required by the EPA’s Vessel General Permit (VGP). It is readily biodegradable, exhibits minimal aquatic toxicity and will not accumulate in the cells of fish and other aquatic life forms. It is a soft, semifluid formulation designed to coat wire rope as well as moving chain and cable parts to ensure long life and smooth, quiet operation. Its semi-tacky, water-resistant characteristics enable it to adhere to the application and seal out damaging moisture and protect against rust formation.
Typical Applications: Applications near or around waterways including: Wire rope; chain links, pins and bushings; cable sheave bushings, bearings and strands; open and closed silent and roller chains. Ideal for use in automatic lubrication systems.
LE is happy to offer industrial lubricant and reliability recommendations for a variety of applications, and to provide product-specific data on all of our items to help you make the right decision. To learn more about our wire rope lubricants, wire rope lubricators as well as our other enhanced lubricants and lubricant reliability products, please

A HISTORY OF EXCELLENCE ROCOL® has been providing engineers with high performance lubrication solutions for more than 100 years. During that time we have worked with some of the world’s leading companies in many diverse industries and applications, developing products with one common goal: to deliver optimum performance. ROCOL operates to internationally recognised standards for quality, environment and safety. ROCOL is proud of its commitment to the continual engagement and development of staff and holds Investors In People accreditation. BENEFITS OF WIRE ROPE LUBRICATION Although simple...
KEY REQUIREMENTS OF WIRE ROPE LUBRICANTS Whilst it may be clear that good lubrication is a key part of maximising rope life, delivering the correct balance of properties in a single product is a significant challenge. A good wire rope lubricant must: Be easy, pleasant and safe to apply Achieve maximum penetration to ensure lubrication and protection of the rope core Resist wash-off and ing-off Have excellent corrosion protection Reduce friction and wear Allow easy inspection of the rope ROCOL® WIRE ROPE LUBRICANTS ROCOL have manufactured wire rope lubricants for many years. This has allowed...
PSEUDOPLASTIC WIRE ROPE DRESSING One of the most difficult problems encountered in formulating wire rope lubricants is finding the optimum balance between good penetration properties and resistance to water wash-off. Good penetration is achieved by low viscosity products such as oils but these have poor resistance Good wash-off resistance is achieved by highly adhesive grease-like products but these have poor penetration properties Until now there has been a trade off between these competing requirements. However, thanks to its pseudoplastic rheology, WIRESHIELD achieves maximum penetration...
THE DIFFERENCE IS CLEAR The key safety check for wire rope users is a visual inspection of the condition of the rope. Traditional wire rope lubricants contain black solid lubricants such as graphite and molybdenum disulphide. These materials make the lubricant unpleasant to handle and impossible to see through. WIRESHIELD™ uses an advanced load carrying system based on sub-micron white solids. The result is a nished product that is both clean to handle and translucent in use - without compromising the load carrying or anti-wear properties. Below is an illustration of the translucency of the...
COMPREHENSIVE RANGE ROCOL manufacture a comprehensive range of wire rope lubricants. ROCOL products have been proven over many years of service to: Reduce wear on wires and strands, maximising service life Provide outstanding corrosion protection Resist water wash-off, extending re-lubrication intervals WIRE ROPE Dressing WIRE ROPE Spray Multi-purpose rope lubricant Convenient aerosol pack Semi-uid grease based on highly rened mineral oil and an organically modied clay thickener. The unique blend of lubricating solids contained in the product reduces the internal friction and wear often...
WIRE ROPE LUBRICATION Methods of rope lubrication range from traditional, unsophisticated techniques such as brushes and swabs to dedicated, high performance equipment. ROCOL wire rope lubricants are designed to be as easy to apply as possible by whichever method is most convenient. While there is no single method that is “right” and works in all situations, the modern trend is to move away from manual application, to automated systems which: Maximise efciency of lubricant delivery on to the rope Improve health and safety by reducing operator contact with the rope and lubricant To make the...
CASE HISTORIES CLIENT: P&O FERRIES Product: WIRESHIELD™ Location: Dover, UK Application Details: The Pride of Kent crosses the channel to Calais up to 10 times a day. The vessel is moored using steel wire ropes which can be immersed in sea water up to 20 times a day and are exposed to extreme coastal weather conditions. In order to lubricate the wire ropes, sh oil was applied to them on a regular basis. Although easy to apply and offering reasonable penetration to the rope core the sh oil produced unsatisfactory results, including poor wash-off resistance, leading to increased lubrication...
CLIENT: MARMAGOA PORT TRUST CLIENT: BAE SYSTEMS – SHIPLIFT ROPES Product: WIRE ROPE Dressing Product: WIRE ROPE Dressing Application Details: The wire ropes on the bulk iron ore unloaders suffered from a high degree of wear due to a combination of the large amount of abrasive iron ore dust in the atmosphere and the heavy duty nature of the unloading operation. As a result the ropes were replaced every three to four weeks costing both time and money. Required Specication: Good penetration properties to ensure that the rope core received effective lubrication Increase the operational life of...
PRODUCT NAME CORROSION PROTECTION FEATURES & BENEFITS Waxy lm for long term outdoor corrosion protection. Ideal for long term protection of machinery, elevators, forklift trucks, underground installations and offshore platforms. Temperature range -20°C to +110°C Heavy duty, waxy lm for long term corrosion protection Excellent corrosion protection outdoors for up to 2 years Good de-watering properties Good penetration Can provide a light lubricating lm in some applications Ideal for outdoor corrosion protection of exposed metal parts Does not contain silicones or chlorinated solvents...

Manufacturer of chain, wire rope & cable grease. Available as coating grease. Features include soft, semifluid formulation & water-resistant. Coating grease contains a wear-reducing additive that protects against premature wear & shields metal against corrosive attack. Available in three NLGI grades in red/gold colors. Services include equipment reliability assessment, oil analysis, lubricant storage, handling & transfer, contamination exclusion, contamination removal, education & training & design, implementation & support.
Manufacturer and distributor of grease for chain, cable and wire rope applications. Products include conventional grease, aerosol grease, food grade aerosol grease, liquid aerosol grease, food grade white grease, biodegradable grease, bearing grease, heavy duty multipurpose grease and heavy duty aluminum complex multipurpose grease. Grease for use in asphalt plant, bottling/canning, construction, fleet maintenance, marine transport, paper/lumber mill, plastics manufacturing, power generation and printing applications are available. JIT delivery available.
Manufacturer of wire rope and cable grease. Types include biodegradable and marine and automotive grease. Resistant to fresh and salt water. Services include designing, product development, plant surveys and lubricant inventory consolidation, lubrication maintenance, oil or fluid and grease analysis and training. Markets served include food, beverage and pharmaceutical. NSF/H-1 registered.
Manufacturer of synthetic multi-purpose PTFE ( lubricants & grease, low temperature torque, high temperature performance. Magnalube-G protective & lubricating film on metal parts, water resistant specialty lubricant for industrial engineers. Magnalube GX with molybdenum disulfide for extreme pressure environments. All product applications include machining, construction, gears, bearings, hydraulics & pneumatic mechanical functions.
Manufacturer of biobased professional-grade greases and lubricants. Products reduce friction, heat and wear. Contain no VOCs and mix with petroleum-based greases. Non-flammable with high flash points. Non-toxic, biodegradable formulations recommended for environmentally sensitive areas near waterways. For use on chains, slides, rollers, hinges, pivot points, gears, cables, metal-to-metal contact areas, oil lubricated bearings. For industries including industrial, hardware, marine, automotive and agricultural markets, as well as many industries requiring professional-grade greases.
Manufacturer of wire rope and cable grease. Nuclear grade bearing, silicone brake and silicone dielectric greases are available. Used in cable connections, battery and parking break cables applications. Available in tubes, cartridges, pails, cans and drums. RoHS and REACH compliant. NSF, USDA, and FDA certified.
Distributor of cable & wire rope grease. Product range includes telecom tools, batteries, digging/trenching tools, drill bits, electrical connectors, cord & terminals, fasteners/anchors, powertools, screwdrivers/nutdrivers & tool kits for telecom & cable companies.
Design & manufacture of a high efficiency grease that outperforms the others. Each Accrolube® specialty lubricant is designed for specific applications. Can also custom formulate a lubricant to fit particular need.
Distributor of rope grease including rust preventive products. Contains three performance rust preventives covering a range of applications including storage and inter-operational activities. Intended for protection cold-rolled sheet and coiled steel in the metal industry. Available in weight of 40.00 lbs., rope grease can be used as protective coatings for cold-rolled sheet and coiled steel, coatings for precision machined parts and instruments for storage and die lubricant in light duty pressing operations.
Manufacturer of wire rope & cable lubricants including grease. Specifications of wire rope & cable grease include pour point of minus 25 degrees F, flash point of 120 degrees F, viscosity of 3.28 at 100 degrees F & 12.8 at 40 degrees F, & specific gravity of 0.89. Wire rope & cable grease capacities include ability to penetrate wire rope, evaporate & leave a film of molybdenum disulphide in the core to lubricate each wire strand. Wire rope & cable grease can be applied by spraying, brushing or dipping in a in-line tank with no heating requirements. Grease is available in 25 lb. pail or 55 gal. drums. Compliant with ASTM standards.
Broadline distributor of electronic components, including heat sink products: aluminum heat sinks, cable & wire grease, wire rope & cable grease, fiber optics heat sinks, & printed circuit board heat sinks.
Distributor of gear, wire rope and cable greases for marine industry. Other products include oils, lubricants, fluids, inhibitors, and coolants. Also offers turnkey lubricant services.
Manufacturer of cable and wire rope grease. Suitable for lubricating wire ropes, cables, flexible couplings, chains, open gears, and partly open gears. Blending, product development, packaging, transloading, warehousing, and distribution services are also available.
Manufacturer of wire rope and cable lubricants for marine industry. High-performance and biodegradable lubricants and water resistant and extreme-pressure greases are available. Offered in different specifications.
Manufacturer of braided products & accessories, using synthetic yarns & wires. Products include ropes for commercial fishing, utilities, sailing & proprietary applications. Weighted, dynamic, static & float lines, shock cords, specialty & rescue lines & custom products using high-tech materials such as Kevlar®, spectra & Dyneema®.
Distributor of O-ring greases for cable, wire, chain and rope applications. Features friction, wear and corrosion-resistant properties with a variety of operating temperature ranges. Available in tubes, pails and aerosols. Also offers oil and gel lubricants. Materials worked with include PTFE and silicone.
Manufacturer of calcium sulfonate and lithium grease for wire ropes, trolley wires, and cables. Specifications include 94 and 96 viscosity index and 9.25 and 8.29 lbs. per gal. density. Available with various features such as smooth and semi-fluid textures, oxidation and water resistance, thermal stability, and rust and corrosion protection. Also offers trailer axle, machinery, and coupling grease.
Distributor of abrasives & lubricants including cable, wire, rope & wire rope grease. Services include vendor managed inventory & process improvement. Markets served include electronic, foundries, aerospace, automotive, woodworking, metal working & ship repair industries.
Manufacturer of biodegradable and non-biodegradable corrosion resistant grease for sealing wireline, wire rope and cables. Biodegradable sealing grease is available in 235 to 314 cSt viscosity. Automotive, heavy duty fleet, off-road, aviation, environmental, extreme pressure, water resistant, high temperature and synthetic grease also available. Reduces friction and protects against corrosion from hydrogen sulfide (H2S), brine water, carbon dioxide (CO2), acids, caustics, chemicals, saltwater, drips and splatters. Suitable for food-grade, aircraft, sports, engine and drive train applications. Private labeling services and customized chemical solutions are also offered.
Distributor of abrasives & lubricants including cable, wire, rope & wire rope grease. Services include vendor managed inventory & process improvement. Markets served include electronic, foundries, aerospace, automotive, woodworking, metal working & ship repair industries.
Manufacturer of standard and custom wire rope and cable lubricants, specifically greases. Available in silicone and non-silicone dielectric grease types with temperature ranges of -40 degrees C to 200 degrees C. Synthetic and damping greases are also offered. Other products available are silicone fluids, compounds, and grease removers. Contract packaging and filling services are also offered. Serves the automotive, electrical, medical, oil and gas, marine, and food processing industries. ISO/TS 16949:2009 certified.

Developed as a service tool, the Lincoln Wire Rope Lubricator is attached periodically to equipment on a monthly, quarterly or other cycle to lubricate wire ropes. Lubrication intervals should be determined according to rope manufacturer specifications. The life cycle of a steel wire rope that has been periodically lubricated is approximately six to eight times longer than a wire rope that has not been lubricated. Specifically for Wire Rope Lubricator applications a biodegradable grease LGTE 2 is available. The grease is environmentally acceptable and certified with Ecolabel.
Also, lubricating a wire rope while in service helps to prevent corrosion of the wires. Corrosion can be internal and external, and it often is caused by acids, alkaline waters, salt air, humidity, fumes, and abrasive and industrial environments in general.

This product is a semi-fluid wire rope lubricant designed to meet the lubrication and corrosion prevention requirements of wire ropes working under all conditions. Typical application areas are dockside and ship crane ropes, drag lines, hoists and mobile cranes.
Wire Rope Lube will penetrate between the rope strands to provide integral lubrication and to provide both internal and external protection against corrosion caused by wet, adverse weather conditions and sea water.

Rope Services Direct recommend using lubrication. For instance the Tygris Chain and wire rope lubricant. Therefore you should use it with all of our wire ropes. Because it ensures longevity. Also notably the lubricant comes under the bracket of Industrial Maintenance Aerosols. In addition the wire rope lubricants specification follows for your convenience.
This is a heavy duty, molybdenum disulphide reinforced lubricant. It penetrates deeply into drive chains and also wire ropes to give long lasting lubrication. Not to mention preventing corrosion, wear and chain elongation. It gives outstanding performance under extreme load and is also resistant to fling off.
Contents: Blend of mineral oils, molybdenum disulphide, bitumen, xylene, white spirit. Extreme pressure and dewateringadditives,solventandhydrocarbon propellants. No silicones.
See below for the complete specification on this product. Including hazard identification, composition and first aid. Not to mention exposure control, regulatory information and more.

Crosby’s Vitalife®products are the preferred wire rope lubricants in the industry because of their ability to penetrate into wire rope and displace water and contaminants, thus reducing wear and corrosion throughout the rope.Available in a variety of container sizes.
Whitmore’s Wire Rope Lubricant products also coat these strands to prevent friction and wear. This results in longer wire rope life, less downtime for rope changes and more production.
Whitmore’s Wire Rope Lubricant is easily pumpable at temperatures down to -25°F (-35°C). Its nondrying film remains flexible in the most extreme weather conditions, which eliminates flaking and peeling.Whitmore’s Wire Rope Lubricant can be used to lubricate all sizes of wire rope, as well as chains, leaf springs and other applications where penetrating oil is needed. It may be applied by hand or automatic lube system.

Wire rope forms an important part of many machines and structures. It is comprised of continuous wire strands wound around a central core. There are many kinds of wire rope designed for different applications. Most of them are steel wires made into strands wound with each other. The core can be made of steel, rope or even plastics.
Wire ropes (cables) are identified by several parameters including size, grade of steel used, whether or not it is preformed, by its lay, the number of strands and the number of wires in each strand.
A typical strand and wire designation is 6x19. This denotes a rope made up of six strands with 19 wires in each strand. Different strand sizes and arrangements allow for varying degrees of rope flexibility and resistance to crushing and abrasion. Small wires are better suited to being bent sharply over small sheaves (pulleys). Large outer wires are preferred when the cable will be rubbed or dragged through abrasives.
There are three types of cores. An independent wire rope core (IWRC) is normally a 6x7 wire rope with a 1x7 wire strand core resulting in a 7x7 wire rope. IWRCs have a higher tensile and bending breaking strength than a fiber core rope and a high resistance to crushing and deformation.
A wire strand core (WSC) rope has a single wire strand as its core instead of a multistrand wire rope core. WSC ropes are high strength and are mostly used as static or standing ropes.
Wire ropes also have fiber cores. Fiber core ropes were traditionally made with sisal rope, but may also use plastic materials. The fiber core ropes have less strength than steel core ropes. Fiber core ropes are quite flexible and are used in many overhead crane applications.
The lay of a wire rope is the direction that the wire strands and the strands in the cable twist. There are four common lays: right lay, left lay, regular lay and lang lay. In a right lay rope the strands twist to the right as it winds away from the observer. A left lay twists to the left. A regular lay rope has the wires in the strands twisted in the opposite direction from the strands of the cable. In a lang lay rope, the twist of the strands and the wires in the strands are both twisted the same way. Lang lay ropes are said to have better fatigue resistance due to the flatter exposure of the wires.
Wire ropes are made mostly from high carbon steel for strength, versatility, resilience and availability and for cost consideration. Wire ropes can be uncoated or galvanized. Several grades of steel are used and are described in Table 1.
Steel cable wire is stiff and springy. In nonpreformed rope construction, broken or cut wires will straighten and stick out of the rope as a burr, posing a safety hazard. A preformed cable is made of wires that are shaped so that they lie naturally in their position in the strand, preventing the wires from protruding and potentially causing injury. Preformed wire ropes also have better fatigue resistance than nonpreformed ropes and are ideal for working over small sheaves and around sharp angles.
Lubricating wire ropes is a difficult proposition, regardless of the construction and composition. Ropes with fiber cores are somewhat easier to lubricate than those made exclusively from steel materials. For this reason, it is important to carefully consider the issue of field relubrication when selecting rope for an application.
There are two types of wire rope lubricants, penetrating and coating. Penetrating lubricants contain a petroleum solvent that carries the lubricant into the core of the wire rope then evaporates, leaving behind a heavy lubricating film to protect and lubricate each strand (Figure 2). Coating lubricants penetrate slightly, sealing the outside of the cable from moisture and reducing wear and fretting corrosion from contact with external bodies.
Both types of wire rope lubricants are used. But because most wire ropes fail from the inside, it is important to make sure that the center core receives sufficient lubricant. A combination approach in which a penetrating lubricant is used to saturate the core, followed with a coating to seal and protect the outer surface, is recommended. Wire rope lubricants can be petrolatum, asphaltic, grease, petroleum oils or vegetable oil-based (Figure 3).
Petrolatum compounds, with the proper additives, provide excellent corrosion and water resistance. In addition, petrolatum compounds are translucent, allowing the technician to perform visible inspection. Petrolatum lubricants can drip off at higher temperatures but maintain their consistency well under cold temperature conditions.
Various types of greases are used for wire rope lubrication. These are the coating types that penetrate partially but usually do not saturate the rope core. Common grease thickeners include sodium, lithium, lithium complex and aluminum complex soaps. Greases used for this application generally have a soft semifluid consistency. They coat and achieve partial penetration if applied with pressure lubricators.
Petroleum and vegetable oils penetrate best and are the easiest to apply because proper additive design of these penetrating types gives them excellent wear and corrosion resistance. The fluid property of oil type lubricants helps to wash the rope to remove abrasive external contaminants.
Wire ropes are lubricated during the manufacturing process. If the rope has a fiber core center, the fiber will be lubricated with a mineral oil or petrolatum type lubricant. The core will absorb the lubricant and function as a reservoir for prolonged lubrication while in service.
If the rope has a steel core, the lubricant (both oil and grease type) is pumped in a stream just ahead of the die that twists the wires into a strand. This allows complete coverage of all wires.
After the cable is put into service, relubrication is required due to loss of the original lubricant from loading, bending and stretching of the cable. The fiber core cables dry out over time due to heat from evaporation, and often absorb moisture. Field relubrication is necessary to minimize corrosion, protect and preserve the rope core and wires, and thus extend the service life of the wire rope.
If a cable is dirty or has accumulated layers of hardened lubricant or other contaminants, it must be cleaned with a wire brush and petroleum solvent, compressed air or steam cleaner before relubrication. The wire rope must then be dried and lubricated immediately to prevent rusting. Field lubricants can be applied by spray, brush, dip, drip or pressure boot. Lubricants are best applied at a drum or sheave where the rope strands have a tendency to separate slightly due to bending to facilitate maximum penetration to the core. If a pressure boot application is used, the lubricant is applied to the rope under slight tension in a straight condition. Excessive lubricant application should be avoided to prevent safety hazards.
Some key performance attributes to look for in a wire rope lubricant are wear resistance and corrosion prevention. Some useful performance benchmarks include high four-ball EP test values, such as a weld point (ASTM D2783) of above 350 kg and a load wear index of above 50. For corrosion protection, look for wire rope lubricants with salt spray (ASTM B117) resistance values above 60 hours and humidity cabinet (ASTM D1748) values of more than 60 days. Most manufacturers provide this type of data on product data sheets.
Cable life cycle and performance are influenced by several factors, including type of operation, care and environment. Cables can be damaged by worn sheaves, improper winding and splicing practices, and improper storage. High stress loading, shock loading, jerking heavy loads or rapid acceleration or deceleration (speed of the cable stopping and starting) will accelerate the wear rate.
Corrosion can cause shortened rope life due to metal loss, pitting and stress risers from pitting. If a machine is to be shut down for an extended period, the cables should be removed, cleaned, lubricated and properly stored. In service, corrosion and oxidation are caused by fumes, acids, salt brines, sulfur, gases, salt air, humidity and are accelerated by elevated temperatures. Proper and adequate lubricant application in the field can reduce corrosive attack of the cable.
Abrasive wear occurs on the inside and outside of wire ropes. Individual strands inside the rope move and rub against one another during normal operation, creating internal two-body abrasive wear. The outside of the cable accumulates dirt and contaminants from sheaves and drums. This causes three-body abrasive wear, which erodes the outer wires and strands. Abrasive wear usually reduces rope diameter and can result in core failure and internal wire breakage. Penetrating wire rope lubricants reduce abrasive wear inside the rope and also wash off the external surfaces to remove contaminants and dirt.
Many types of machines and structures use wire ropes, including draglines, cranes, elevators, shovels, drilling rigs, suspension bridges and cable-stayed towers. Each application has specific needs for the type and size of wire rope required. All wire ropes, regardless of the application, will perform at a higher level, last longer and provide greater user benefits when properly maintained.
Lubrication Engineers, Inc. has found through years of field experience, that longer wire rope life can be obtained through the use of penetrating lubricants, either alone or when used in conjunction with a coating lubricant. Practical experience at a South African mine suggests that life cycles may be doubled with this approach. At one mine site, the replacement rate for four 44-mm ropes was extended from an average 18.5 months to 43 months. At another mine, life cycles of four 43-mm x 2073 meter ropes were extended from an average 8 months to 12 months.
In another study involving 5-ton and 10-ton overhead cranes in the United States that used 3/8-inch and 5/8-inch diameter ropes, the average life of the ropes was doubled. The authors attribute this increased performance to the ability of the penetrating lubricant to displace water and contaminants while replacing them with oil, which reduces the wear and corrosion occurring throughout the rope. A good spray with penetrating wire rope lubricant effectively acts as an oil change for wire ropes.
In these examples, the savings in wire rope replacement costs (downtime, labor and capital costs) were substantial and dwarfed the cost of the lubricants. Companies who have realized the importance of proper wire rope lubrication have gained a huge advantage over those who purchase the lowest priced lubricant, or no lubricant at all, while replacing ropes on a much more frequent basis.
Castrol Molub-Alloy 902 SF Wire Rope Lubricant may be applied manually. However, application by automatic spray equipment is recommended. For best coverage and penetration, wire rope should be sprayed on all sides, which requires a minimum of two nozzles opposing each other.
Castrol Molub-Alloy 902 SF Wire Rope Lubricant is intended to provide safe operation through longer service life of wire ropes while reducing total lubrication and maintenance costs. The naturally flexible and adhesive film provides the required persistence to assure also protection of sheaves and drums without excessive application.

A special blend of synthetic lubricants, solvents and Molybdenum designed to keep chains and wire rope in peak operating condition. Ideal for low speed conveyors, drive chains, hoists, winches, pulleys, rollers and come-alongs. Resists water wash-off and high-temperature sling off. NSF H2 Registered. 16 oz. aerosol; 10 wt. oz.

Our users can always expect excellent performance from any one of our Kirkpatrick wire rope lubrication systems. Their superb engineering provides unmatched strand lubrication and cleaning benefiting customers in any industry where wire rope maintenance is a priority. The Wire Rope Surface and groove pattern are scraped clean of penetration blocking debris and product buildup as the wire rope surface is uniformly coated with new lubricant. Every space within the wire rope open to receive the newly applied wire rope lubricant is filled.
Optimum penetration occurs as the wire rope being serviced passes through a controlled 100% pressurized immersion within the system’s internal seal lubrication chamber. This immersion displaces any entrapped surface moisture within the rope’s internal strands and replaces it with the newly applied coating product. You can trust Kirkpatrick systems’ functionality with high- and low-viscosity coatings. Higher viscosity coating products maximize fluid film support against strand rubbing that can shorten any working ropes life due to friction wear. In the event your application requires low viscosity coatings such as a mining friction hoist; our systems easily apply those products as well accommodating high wire rope travel speeds.
Do your wire ropes, cables and draglines become rusted, corroded or frayed? You can protect your wire rope and cable from high stress loading, shock loading, jerking and heavy loads with LE"s full line of penetrating and coating wire rope lubricants. Whether you want lubricant to penetrate to the core or to coat and seal, LE has a full range of protective lubricant solutions, including wire rope lubricant applicators to reduce labor costs and ensure safe, reliable operation.
New Extended Warranty: Documented use of LE452, LE453 Wirelife™ Almasol Wire Rope Lubricant or Earthwise™ EAL Wire Rope Lubricant will double the Viper warranty period to 24 months.

Wire rope is a collection of metal strands that have been twisted and wound to form the shape of a helix with the purpose of supporting and lifting heavy loads and performing tasks that are too rigorous for standard wire. On shipping docks, rigging, and load bearing equipment, wire rope is attached to swivels, shackles, or hooks to lift a load in a controlled, even, and efficient manner.
The uses for wire rope include adding support to suspension bridges, lifting elevators, and serving as additional reinforcement for towers. The design of wire rope, with its multiple strands wrapped around a stable core, provides strength, flexibility, and ease of handling for applications that have bending stress.
Individual designs of wire rope involve different materials, wire, and strand configurations as a means for supporting and assisting in the completion of lifting or supportive applications.
The term wire rope encompasses a wide range of mechanical tools that are made to perform heavy and extreme lifting jobs. Wire rope is a complicated and complex tool with multiple moving parts capable of moving in unison. A 6 by 25 wire rope has 150 outer strands that move as one in an intricate pattern supported by a flexible core.
An essential part of the design of wire rope is the required clearance between the strands to give each stand the freedom to move and adjust when the rope bends. It is this unique feature that differentiates wire rope from solid wire and other forms of cable.
The basic element of wire rope is wire that is used to configure, shape, and form the rope. Typically, steel, stainless steel, and galvanized wires are the first choice with aluminum, nickel alloy, bronze, copper, and titanium being second possibilities. The choice of wire is dependent on the type of work the wire is going to be used to perform with strength, flexibility, and abrasion resistance being the major determining factors.
Stainless steel wire rope has all of the basic qualities of galvanized and general wire rope with the added benefits of corrosion and rust resistance; this makes it the ideal choice for harsh and stressful conditions.
Steel wire rope is classified as general purpose wire rope and comes in a wide variety of sizes, diameters, and strengths. It is the most common type of wire rope and is used for several industrial, manufacturing, and construction applications.
Before going further into the discussion of how wire rope is made, it is important to understand the numbers used to describe each type. All wire ropes have a core around which wires are wound. The various styles of cores vary according to the construction and design of the requirements of the wire rope that is being produced.
Wire rope is classified by the number of strands it has as well as the number of wires in each strand. The most common classification is a seven wire rope that has one strand in the center and six around its circumference. This type of wire rope is lightweight with a very simple construction. The majority of wire ropes are more complex and intricate with multiple intertwining strands and wires.
What must be understood about wire rope is that it has a complicated configuration. It is actually wires wrapped around wires to form bundles that are wrapped around other bundles. In the case of a seven wire wire rope, the core has bundles of wires wound around it; this can be seen in the image below.
The first step in wire rope creation is the production of wire strands where wires are wound around a single core wire. The number of wires included in the strand is dependent on the specified strength, flexibility, and size requirements of the rope. Once the strand is completed, it is straightened before being moved to wire rope construction.
Like wire ropes, strands have different patterns; patterns are the arrangements of the wires and their diameters. Though most strands have a core, there are strand patterns that have three or four wires without a core that are referred to as centerless strands. The design of each strand pattern is meant to enhance the strength of the wire rope and improve its performance.
For a multiple layer strand, the layers of wire are placed over one another in successive order. The placement of the wires on top of each other must be such that they fit smoothly and evenly.
The Warrington pattern is like the multiple layer pattern with one variation. Like the multiple layer pattern, the inner wires and the core are the same and have the same diameter. The difference is in the outer layer, which has wires of alternating sizes of large and small with larger diameter wires laying in the valleys of the inner wires.
All of the wires of a filler pattern are the same size. What makes this pattern unique is the insertion of small wires in the valleys of the inner wires to fill the gap between the inner and outer layer.
The flattened strand pattern is also known as the triangular strand, which can be triangular or oval. Three round wires form the core. The outer flattened surface has a greater sectional metallic area; this makes this pattern stronger and longer lasting.
The core of a wire rope runs through the center of the rope and can be composed of a variety of materials, which include synthetic fibers, natural fibers, a single strand, or another wire rope. The core supports the wound strands, helps maintain their position, is an effective lubricant carrier, and provides support.
Wire ropes with fiber cores are restricted to light loads and are not used in severe, harsh, or stressful conditions. Polypropylene and nylon are types of synthetic fiber cores and can be used in conditions where there is exposure to chemicals.
Cores made of wire are classified as independent wire cores. The core of a wire rope with a wire core is actually a wire rope with another wire rope serving as the core, as can be seen in the diagram below. These types of wire ropes are used where the rope will be exposed to exceptional resistance and crushing.
A strand, or wire strand core, is exactly like the rest of the strands of the wire rope with wires of the same diameter and size as the other strands.
The choice of core and creation of the strands are the simplest yet most essential parts of wire rope construction. Wire rope lays, the method used to wind the strands, is more complex and involves several choices.
Lay is a term used to describe three of the main characteristics of wire rope: direction, relationship, and linear distance. The strands can be wrapped around the core going right or left. Right or left refers to the direction of the strands wrapped around the core and the wires within the strands. The linear distance is how far a strand moves when it is making a revolution around the core.
In a regular lay, the wires and strands spiral in opposite directions. With a right hand regular lay, the wires spiral to the left and the strands to the right. In the left hand regular lay, the wires spiral to the right and the strands to the left. This type of lay is easy to handle but wears out quickly because the crown wires are in contact with the bearing surface.
In the Lang, or Albert, lay, the wires and strands spiral in the same direction with right hand lay being the most common. The wires in a Lang lay appear to run parallel to the center line of the rope. The difficulty with Lang lay wire ropes is handling since they tend to kink, twist, and crush.
Wire rope is an exceptionally strong tool that has been configured and designed to withstand the stress placed upon it through rigorous and continual use. In most applications, wire rope has to endure extreme stress and strain. It is for these reasons that coatings have been developed to protect wire rope from abrasions, corrosion, UV rays, and harmful and damaging chemicals.
Three main types of coatings are used to protect wire rope: polyvinyl chloride (PVC), polypropylene, and nylon. Of the three types, PVC is the most popular.
In cases where there are severe and hazardous working conditions, polypropylene is the recommended choice since it is capable of protecting wire rope against corrosion and chemical leaching. Additionally, it is resistant to impact damage and abrasion. Polypropylene is a tough, rigid, and crystalline thermoplastic that is made from a propene monomer and is resilient as well as inexpensive.
Braided wires are electrical conductors made up of small wires that are braided together to form a round tubular braid. The braiding and configuration of braided wire makes them very sturdy such that they do not break when flexed or bent. Braided wires are widely used as conductors, are commonly made from copper due to copper"s exceptional conductivity, and can be bare or coated depending on the application.
Braided wire can be round and tubular or flat. Round tubular braids fit in most spaces where flat braided wire will not. Flat braided wire begins as round braided wire which is flattened on a capstan. They are exceptionally strong and designed for medical and aircraft applications.
Metals used to make wire rope are various grades of stainless steel, bright steel, and galvanized steel. Though the majority of wire rope manufacturers use these three metals, other metals such as copper, aluminum, bronze, and monel are also used on a limited basis.
The most important aspect of wire rope is the wire and the metal from which it is made. The strength and resilience of wire rope is highly dependent on the quality of metal used to make it, and these are essential factors to be considered when purchasing it.
Bright steel wire does not have a coating and is rotation resistant, (designed to not rotate when lifting a load). It is drawn from hot rolled rods that are put through a die to match its specific dimensional tolerances, mechanical properties, and finish. Bright wire is used as a single line in conditions that require a rope that will resist cabling.
Galvanized steel has a zinc coating for corrosion resistance and has the same strength and durability as bright steel. Environmental conditions determine the use of galvanized steel. In mildly severe and slightly harsh conditions, galvanized steel wire is an economical replacement for stainless steel.
In the manufacturing process, galvanized wire goes through the process of galvanization, a method of coating steel wire with a protective and rust resistant metal. Galvanized wire is exceptionally strong, rust resistant, and flexible enough to meet the needs of a variety of applications.
Wire rope made from copper is mostly used for electrical applications due to its exceptional electrical characteristics. The benefits of copper wire rope are its durability, flexibility, and resilience compared to standard copper wire. The strength of copper wire rope is seen in its use in applications where there are vibrations and shaking.
The wire rope lubrication process begins during its fabrication and continues during its use. Lubrication of wire rope is designed to lower the amount of friction it endures and provide corrosion protection. Continued lubrication increases the lifespan of wire rope by preventing it from drying up, rusting, and breaking.
The types of lubricants for wire rope are penetrating or coating with coatings covering and sealing the outside of the rope. Penetrating lubricants go deep into the rope and seep into the core where they evaporate to form a thick coating or film.
The application of the lubricant is dependent on the type of core. Fiber cores absorb the lubricant and serve as a reservoir that retains the lubricant for an extended period of time. With metal cores, the lubricant is applied as the wire is twisted into strands to give complete saturation and coverage of the wires.
Asphaltic compounds are a mineral based oil combined with bitumen to create a tacky, high viscosity lubricant with an undiluted viscosity. As a lubricant, asphaltic compounds create an oil film that separates the mating surfaces and are applied as a spray. Once applied, the meshing of surfaces causes the solvent to flash; this leaves a viscous coating of lubricant.
There are several types of greases that are used as wire rope lubricating agents and are made up of oil, a thickener, and additives. The essential components are the base oil and additives, which influence the behavior of the grease. The thickener holds the base oil and additives together. The amount of base oil in a grease is between 70% and 95% with an additive of 10%.
The additive in grease enhances the positive properties of the oil and suppresses the negative properties. Common additives are oxidation and rust inhibitors as well as pressure, wear, and friction reducing agents.
Of the many choices for lubricants, vegetable oil is the easiest to use and penetrates the deepest. The design of the additives for vegetable oils gives them the necessary qualities required to penetrate deep into a wire rope. The exceptional penetration provides protection against wear and corrosion. Since vegetable oil is a fluid, it helps in washing the wire rope to remove external abrasive contaminants.
Wire rope is widely used in machines, structures, and varied lifting applications. Its type, size, and requirements are determined by how it will be used. Regardless of its use, wire rope guarantees exceptional strength and provides high quality and excellent performance.
The lifting of heavy loads for centuries involved the use of hemp rope or chains, neither of which was a guaranteed or substantial method. Early in the 18th Century, between 1824 and 1838, Wilhelm Albert, a German mining engineer, combined the twisting of hemp and strength of chains to create today‘s wire rope.
The most common use of wire rope is as a part of a crane hoist wherein it is attached to the hook of the hoist and wrapped around a grooved drum. The tensile strength and durability of wire rope makes an ideal tool for lifting and keeping loads secure. Though it is used in several industries, it is very popular for production environments wherein materials need to be lifted quickly and efficiently.
In addition to its many lifting applications, the strength and stability of wire rope is useful in other applications, especially in the aerospace industry. Pedals, levers, and connectors in the cockpit of an aircraft are connected with wire rope. The wires provide for the passage of power between systems and mechanisms; this allows control of the aircraft. Wire rope is used to control propeller pitch, cowl flaps, and the throttle. It also assists in lowering and minimizing vibrations.
Tires are reinforced with wire rope to increase their durability and strength. All automotive production environments make use of wire ropes for supplying materials, moving heaving loads, and positioning equipment. Wire rope can be found in the production of steering wheels, cables, exhausts, springs, sunroofs, doors, and seating components.
As surprising as it may seem, the place that wire rope has the greatest use is in the home, where its strength, long life, endurance, and resilience provide guaranteed protection and performance. The main reason wire ropes are so popular for home use is cost.
Inexpensive, easy to obtain, easy to install, and easy to maintain, wire ropes provide an additional method for performing home repairs and structural support. Their excellent flexibility and sturdiness combined with their invisibility has made wire rope an ideal solution to several home maintenance issues. It is used to support staircases, fences, decks, and hang plants.
The search and production of crude oil has relied on wire ropes for centuries to lift drill bits, insert shafts, and support oil rigs on land and the water. When equipment, machinery, and tools have to be lowered into the depths of the earth and sea, wire ropes are the tool that the oil industry relies on to do the job.
Many of the tasks of oil production require tools that are capable of enduring severe and harsh conditions. Wire ropes have to withstand enormous pressure, extraordinary stress, and a wide range of temperatures. The use of wire rope includes maintaining oil rig stability and moorings for offshore rigs.
Wire rope has long been a standard component for the transportation industry, from the cable cars of San Francisco to the lift chairs for ski resorts. For many years, cable cars have relied on heavy duty cables (wire ropes) to be pulled by a central motor from multiple locations. It is a method of transportation that has existed for centuries.
In Europe, funiculars use cables that hang from a support to move cars up and down a mountain with cables moving in opposite directions. The word funicular is from the French word funiculaire, meaning railway by cable. The terms wire rope and cable are used interchangeably when discussed by professionals. The first part of funicular, or funiculaire, is from the Latin word "funis," meaning rope.
The major use for wire ropes in the food and beverage industries is as a means for lifting and moving heavy loads. Wine barrels and containers full of ingredients are lifted and placed through use of cranes and wire ropes. They are also part of conveyor systems that move products from one station to another.
From the beginnings of amusement rides up to the present, wire ropes have been an essential part of attraction construction and safety. They pull cars on roller coasters, hold cabins that swing, and move carriages through haunted houses. The main concern of amusement parks is safety. The strength, stability, and guaranteed performance of wire ropes ensures that people who attend amusement parks will have a good time and stay safe.
The rigging used to complete the stunts in modern movies depends on wire rope for safety. Much like in amusement rides, wire ropes protect performers from injury and harm as they hang above a scene or carry out an impossible move.
The live theater industry uses wire ropes to raise and lower curtains, support overhead rigging, and hold backdrops and scenery pieces. During a production, rapid and efficient movement is a necessity that is facilitated by the use of wire ropes.
Wire rope is a tool that we tend to envision as indestructible, unable to succumb to any form of damage. Though it is exceptionally sturdy and strong as well as capable of enduring constant use, it is just as susceptible to breakdown as any other tool.
To avoid serious harm and damage, wire ropes should be scheduled for regular inspections. There are situations that can damage or break a wire rope; these should be understood prior to the problem arising.
Guide rollers have the potential to damage and cause abrasions on wire rope if they become rough and uneven. Of the various elements of a crane and lift, guide rollers have the greatest contact with the mechanism‘s wire rope. Regular inspection of guide rollers will ensure they are not damaging the rope or causing abrasions.
Bending is normally a regular part of wire rope usage; this occurs repetitively as the rope passes through a sheave. As a wire rope traverses the sheave, it is continually bent and develops cracks or breaks. The cracking and breaking are exacerbated by movement on and off the groove of the drum. Normally, the breakage happens on the surface and is visible. Once it appears, it accelerates to the core of the rope.
A bird cage is caused by a sudden release of tension and a rebound of the rope. This type of break requires that the rope be replaced since the place of the break will not return to its normal condition.
Wire ropes are multi-layered; this makes them flexible and torque balanced. The layering inside and outside creates flexibility and wear resistance. Relative motion between the wires causes wear over time, which leads to internal breakage. The detection of these breaks can be indicated by an electromagnetic inspection that calculates the diameter of the rope.
Kinked wire rope is caused by pulling a loop on a slack line during installation or operation; this causes a distortion in the strands and wires. This is a serious condition that necessitates rope replacement.
Corrosion damage is the most difficult cause of wire rope damage to identify, which makes it the most dangerous. The main reason for corrosion is poor lubrication that can be seen in the pitted surface of the rope.
The types of damage and problems listed here are only a small portion of the problems that can be caused if a wire rope is not regularly lubricated and inspected. Various regulatory agencies require that wire ropes be inspected weekly or monthly and provide a list of factors to examine.
As with any type of heavy duty equipment, wire rope is required to adhere to a set of regulations or standards that monitor and control its use for safety and quality reasons. The two organizations that provide guidelines for wire rope use are the American Society of Mechanical Engineers (ASME) and the Occupational Safety and Health Administration (OSHA).
All wire rope manufacturers and users closely follow the standards and guidelines established by OSHA and ASME. In the majority of cases, they will identify the specific standards they are following in regard to their products.
OSHA‘s regulations regarding wire rope fall under sections 1910, 1915, and 1926, with the majority of the stipulations listed in 1926 under material handling, storage, use, and disposal.
"Running rope in service shall be visually inspected daily, unless a qualified person determines it should be performed more frequently. The visual inspection shall consist of observation of all rope that can reasonably be expected to be in use during the day‘s operations. The inspector should focus on discovering gross damage that may be an immediate hazard."
"The inspection frequency shall be based on such factors as rope life on the particular installation or similar installations, severity of environment, percentage of capacity lifts, frequency rates of operation, and exposure to shock loads. Inspections need not be at equal calendar intervals and should be more frequent as the rope approaches the end of its useful life. Close visual inspection of the entire rope length shall be made to evaluate inspection and removal criteria."
ASTM A1023 covers the requirements for steel wire ropes with specifications for various grades and constructions from ¼ in. (6 mm) to 31/2 in. (89 mm) manufactured from uncoated or metallic coated wire. Included are cord products from 1/32 in. (0.8 mm) to 3/8 in. (10 mm) made from metallic coated wire.
United States Federal Spec RR W 410 covers wire ropes and wire seizing strands but does not include all types, classes, constructions, and sizes of wire rope and strands that are available. The purpose of Spec RR W 410 is to cover more common types, classes, constructions, and sizes suitable for federal government use.
Wire rope and wire seizing strand covered by United States Federal Spec RR W 410 are intended for use in general hauling, hoisting, lifting, transporting, well drilling, in passenger and freight elevators, and for marine mooring, towing, trawling, and similar work, none of which are for use with aircraft.
API 9A lists the minimum standards required for use of wire rope for the petroleum and natural gas industries. The types of applications include tubing lines, rod hanger lines, sand lines, cable-tool drilling and clean out lines, cable tool casing lines, rotary drilling lines, winch lines, horse head pumping unit lines, torpedo lines, mast-raising lines, guideline tensioner lines, riser tensioner lines, and mooring and anchor lines. Well serving wire ropes such as lifting slings and well measuring are also included in API 9A.
Wire rope is a collection of metal strands that have been twisted and wound to form the shape of a helix with the purpose of supporting and lifting heavy loads and performing tasks that are too rigorous for standard wire.
Individual designs of wire rope involve different materials, wire, and strand configurations as a means for supporting and assisting in the completion of a lifting or supportive task.



 8613371530291
8613371530291