
pressure compensated hydraulic pump how it works manufacturer

Hydraulic pumps are an incredibly important component within hydraulic systems. IFP Automation offers a variety of pump and hydraulic system products that deliver exceptional functionality and durability. Our partner Parker’s extensive line of hydraulic pumps deliver ideal performance in even the most demanding industrial and mobile applications. In this post, we are going to spend time discussing pressure compensated and load sensing hydraulic pumps.
Do to the surface area of the servo piston and the pressure exerted on that area, a force is generated that pushes the swash plate of the pump to a lower degree of stroke angle.
The pump tries to maintain compensator setting pressure, and will provide whatever flow (up to it’s maximum flow rate) that is necessary to reach that pressure setting.
For more information on how you can make use of hydraulic pump technology in your applications, please contact us here to receive a personalized contact by an IFP Application Engineer:
IFP Automation supplies innovative technology and design solutions to the automation and mobile marketplaces. Our firm is a technology supplier specializing in the design and supply of automation and motion control products to OEM, integrator, and end user customers. Companies partner with IFP because they like the depth of our product and application knowledge and our commitment to outstanding customer service.

A pressure compensator is a device built into some pumps for the purpose of automatically reducing (or stopping) pump flow if system pressure sensed on the pump outlet port, should rise above a pre-set desired maximum pressure (sometimes called the "firing" pressure). The compensator prevents the pump from being overloaded if an overload is placed on the hydraulic system.
A compensator is built into the pump at the factory and usually cannot be added in the field. Any pump built with variable displacement can be controlled with a compensator. These include several types of axial piston pumps and unbalanced (single lobe) vane pumps. Radial piston pumps can sometimes be built with variable displacement but do not lend themselves readily to this action. Most other positive displacement pumps including internal and external gear, balanced (double lobe) vane, gerotor, and screw types cannot be built with variable displacement.
Figure 1 is a schematic of a check valve axial piston pump, variable displacement, controlled with a pressure compensator. The pistons, usually 5, 7, or 9 in number, are stroking inside a piston block which is keyed to and is rotating with the shaft. The left ends of the pistons are attached through swivel joints, to piston shoes which bear against and slide around on the swash plate as the piston block rotates. The swash plate itself does not rotate; it is mounted on a pair of trunnions so it can swivel from neutral (vertical) position to a maximum tilt angle. The angle which the swash plate makes to the vertical causes the pistons to stroke, the length of stroke being proportional to the angle. Normally, at low system pressures, the swash plate remains at its maximum angle, held there by spring force, hydraulic pressure, or by the dynamics of pump construction, and pump flow remains at maximum. The compensator acts by hydraulic pressure obtained internally from the pump outlet port. When pump pressure rises high enough to over-come the adjustable spring behind the compensator piston, the "firing" pressure has been reached, and the compensator piston starts to pull the swash plate back toward neutral, reducing pump displacement and output flow. The spring in the compensator can be adjusted for the desired maximum or "firing" pressure.
Under working conditions, on a moderate system overload, the compensator piston reduces the swash plate angle just enough to prevent the system pressure from exceeding the "firing" pressure adjusted on the compensator. On severe overloads the compensator may swing the swash plate back to neutral (vertical) to reduce pump flow to zero.
Maximum Displacement Stops. Some pumps are available with internal stops to limit the tilt angle of the swash plate. These stops limit the maximum flow and limit the HP consumption of the pump. They may be fixed stops, factory installed and inaccessible from the outside, or they may be externally adjustable with a wrench.
Manual Control Lever. Some pressure compensated pumps, especially hydrostatic transmission pumps, are provided with an external control lever to enable the operator to vary the swash plate angle (and flow) from zero to maximum. On these pumps the pressure compensator is arranged to override the manual lever and to automatically reduce the swash plate angle if a system overload should occur even though the operator control lever is still shifted to maximum displacement position.
Basically the pressure compensator is designed to unload the pump when system pressure reaches the maximum design pressure. When the pump is unloaded in this way, there is little HP consumed and little heat generated even though pressure remains at the maximum level, because there is no flow from the pump.
Variable displacement pumps are usually more expensive than fixed displacement types, but are especially useful in systems where several branch circuits are to be supplied from one pump, and where full pressure may be required simultaneously in more than one branch, and where the pump must be unloaded when none of the branches is ill operation. If individual 4-way valves are used in each branch, each valve must have a closed center spool. The inlet ports on all 4-way valves must be connected in parallel across the pump line. However, if all branch circuits are operated from a bank valve of the parallel type, a pressure compensated variable displacement pump may not be necessary; a fixed displacement pump, gear, vane, or piston, may serve equally well because the bank valve will unload the pump when all valve handles are placed in neutral, but when two or more handles are simultaneously shifted, their branch circuits will automatically be placed in a parallel connection.
As in all hydraulic systems, more pump oil will flow to the branch with the lightest load. Bank valve handles can be modulated to equalize the flow to each branch. When individual 4-way valves are used in each branch, flow control valves may be installed in the branch circuits and adjusted to give the flow desired in each branch.
Figure 2 shows a multiple branch circuit in which a variable displacement pump is used to advantage. Individual 4-way valves, solenoid operated, are used for each branch, and they have closed center porting. Please refer to Design Data Sheet 54 for possible drift problems on a pressure manifold system. A pressure relief valve is usually required even with a pressure compensated pump due to the time interval required for the swash plate to reduce its tilt angle when a sudden overload occurs. The relief valve will help absorb part of the pressure spike generated during this brief interval. It should be adjusted to crack at about 500 PSI higher than the pressure adjustment of the compensator piston spring to prevent oil discharge across it during normal operation.
All hydrostatic transmission systems use a variable displacement pump with pressure compensator, and often combine the compensator with other controls such as the horsepower input limiter, load sensing, flow sensing, or constant flow control.
© 1990 by Womack Machine Supply Co. This company assumes no liability for errors in data nor in safe and/or satisfactory operation of equipment designed from this information.

www.powermotiontech.com is using a security service for protection against online attacks. An action has triggered the service and blocked your request.
Please try again in a few minutes. If the issue persist, please contact the site owner for further assistance. Reference ID IP Address Date and Time 8bf2006c85a66667641f5dd58dcb3d35 63.210.148.230 03/12/2023 08:49 AM UTC

Variable-displacement pumps are used in hydraulic systems where the flow requirements vary. This usually means the system has several actuators and, depending on the current cycle of the machine, the number of actuators moving at a given time will fluctuate. The most common type of variable-displacement pump is the pressure-compensating pump.
Pressure-compensating pumps are designed to deliver only the amount of flow required by the system to maximize efficiency and avoid heat generation. The compensator is adjusted to a pressure somewhat higher than that required to move the system’s heaviest load.
A pressure-compensating pump will deliver its maximum flow until the system pressure reaches the compensator setting. Once the compensator setting is reached, the pump will be de-stroked to deliver only the amount of flow that will maintain the compensator setting in the line.
Whenever more flow is demanded by the system (such as would occur when an additional actuator begins to move), the pump will increase its stroke to meet the new flow demand. Whenever the system flow needs to decrease (such as when one or more actuators are stopped), the pump stroke is reduced.
When the system is stopped completely, the pump stroke is reduced almost to zero. It will stroke only a very small amount or whatever is required to maintain the compensator setting in the line, overcoming any system bypassing or leaks. While a pressure-compensating pump is efficient, the standby pressure remains high.
Adjusting a pressure-compensating pump is quite simple. With all flow blocked and the system idle, the compensator valve is adjusted to the desired pressure. However, some pressure-compensating pumps have two valves mounted on the pump body.
The two adjustments can look nearly identical. This type of pressure-compensating pump is called a load-sensing pump. The second adjustment is called either a “load-sensing” valve or “flow-compensator” valve.
A load-sensing pump is designed to reduce its pressure to a much lower standby level whenever the system is idle. This can conserve energy and reduce heat and wear in systems that spend a significant amount of time in an idle condition.
The two separate pressure adjustments allow setting the compensator valve to the required maximum system pressure and the load-sensing adjustment to a much lower standby pressure.
Whenever the system is moving a load, the high-pressure adjustment limits the system pressure. For instance, as a cylinder is extended, pressure in the system will build as necessary to move the load. Eventually, the cylinder reaches the end of its stroke, and flow is blocked.
When the flow is blocked in this fashion, the system pressure can build no higher than the setting of the compensator, but until another load is to be moved, there is no need for the system pressure to be kept so high.
Most load-sensing systems have a pump-loading directional-control valve of some sort that can place the system in an idle condition until it is necessary to move another load. When the pump-loading valve is shifted, the system pressure drops to the much lower load-sensing valve setting.
A load-sensing valve usually is smaller than the compensator valve and typically mounted directly on top of the compensator. The compensator valve is closer to the pump. The load-sensing valve is factory preset and normally does not need to be adjusted during the initial pump setup. In most pumps, the factory preset is approximately 200-300 pounds per square inch (psi).
The most common reason to adjust a load-sensing valve is because someone unfamiliar with the pump has mistakenly attempted to set the maximum system pressure by adjusting the load-sensing valve instead of the compensator. This not only can result in unstable system pressure but in some cases can also void any warranty on the pump.
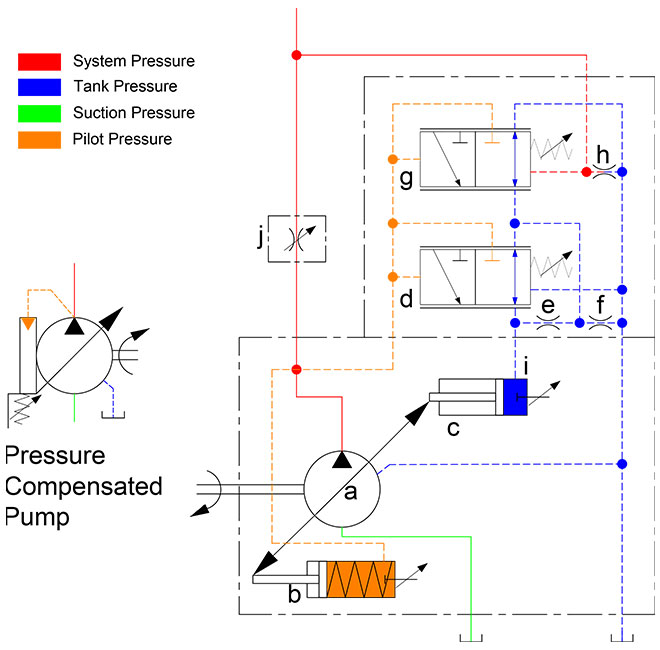
A typical configuration of a pressure-compensating pump is shown in Figure 1. A pump-loading valve is used to determine whether the system is idle or prepared to move a load. The pump-loading valve is de-energized whenever the system is idle.
Pilot pressure on the left-hand side of the load-sensing valve is then released to the tank. The pilot line on the right-hand side of the load-sensing valve is connected to the pressure line at the pump outlet. System pressure shifts the load-sensing valve and directs pressure to reduce the pump stroke so that system pressure drops to the load-sensing setting of 300 psi, as illustrated in Figure 2.
When a load is to be moved, the pump-loading valve is energized. This directs pilot pressure to the left side of the load-sensing valve, keeping it from shifting. System pressure shifts the compensator valve to de-stroke the pump exactly the amount necessary to limit system pressure to the compensator setting, 3,000 psi as shown in Figure 3.
To make the pressure settings, always adjust the load-sensing valve first. The pump should be deadheaded by closing the manual hand valve. With the pump-loading valve de-energized, pressure will build only to the current setting of the load-sensing valve. Adjust the load-sensing valve to the desired pressure.
Once the load-sensing valve is set, energize the pump-loading valve. System pressure will then build to the current compensator setting. Adjust the compensator to the desired setting. Open the manual valve, and the system can be placed back into service.
There are several variations of this design. Sometimes a throttle valve will be used to determine if a load is available. The pressure drop that results when oil moves through the throttle valve signals the need for higher system pressure.
Another common variation is to use the load-sensing valve in conjunction with a proportional relief valve connected in series. Standby pressure will then be determined by the sum of the load-sensing pressure and the electronically controlled setting of the proportional relief.
In more complex arrangements such as this, hand valves should be installed that can be opened or closed to deadhead the load-sensing valve and also to release its pressure to the tank to enable setting the pressure.
Jack Weeks is a hydraulic instructor and consultant for GPM Hydraulic Consulting. Since 1997 he has trained thousands of electricians and mechanics in hydraulic troubleshooting methods. Jack has...

Another option is to utilize a load sense compensator. With a load sense compensator, this compensator will include a lighter spring setting to control the swash plate. Upstream pressure is ported into a load sense port on the pump, as the pressure requirement increases, the pressure acts against the load sense piston. Once the pressure requirement is higher than the offset, the pump swash plate angle changes and the pump begins to increase flow, by increasing the swash plate angle, until we have enough pressure to balance the piston. Once balanced, the flow remains steady until the load changes.
The offset pressure is normally 200-300 PSI. With a load sense compensator, the pump produces what the load requires plus the spring offset, normally 200-300 PSI.
This system will also utilize a standard compensator so if the system pressure increases enough, the pressure compensator will take control and reduce the swash plate angle to reduce the pressure.
Let’s look at my initial application but this time, it has a varying load. They conveyor requires 1500 PSI to move 50% of the time, but the balance of the time the system requires between 2250-2500 PSI to move the load.
With a standard pressure compensator, you would have to set the pump at 2600 PSI to accomplish the work. When the work only requires 1500 PSI, the pump will be trying to produce 2600 PSI. Fifty percent of the time, your system will be operating at 1100 PSI of inefficiency, which means heat. With a load sense compensator, when the load requires 1500 PSI, the pump will actually produce about 17-1800 PSI. Yes, this is 300 PSI inefficient, but that is much better than 1100 PSI inefficient.
With a varying load, the load sense is a much better system. For additional control, you can utilize an electronic proportional flow control or throttle. You can use an electrical signal to vary the hydraulic signal which is received by the pump’s load sense line. This would give you full electronic control of the amount of flow the pump produces.
There are additional control options which allow you to remotely control the pressure compensator. With this remote compensator control, you can set 2 or more different system pressures. With the ability of a variable piston pump to build 5,000 or more PSI; the additional setting can be used when operating components with a much lower pressure requirement.
The next control is a torque limiting or HP limiting control. By adding an additional spring and piston, you can set a pump to always maximize its allowable input torque, therefore, maximizing output flow and pressure at a defined setting.
In this application, you are operating large bore, long strong cylinder. The cylinder has a 10” bore and 150” stroke. During most of the stroke, the cylinder is not doing very much work and can operate at 800-1200 PSI. During the last 20” of stroke, we want to hit our system pressure of 4500 PSI, but we can move much slower.
Our pump has an output of 15 CIR, a maximum flow of about 113 gallons at 1750 RPM. Our prime mover is an electric motor, 75HP with a 1.15 service factor. I want to keep my cylinder moving as fast as possible, but I also want to ensure that I never exceed a power demand 82 HP.
At 82 HP, the pump can produce 1254 PSI at full output, 113 GPM. As the load requires more pressure, the pump will begin to reduce flow and increase pressure. At 90 GPM flow, the system will produce about 1560 PSI; at 60 GPM we can get almost 2350 PSI. At 4500 PSI, the pump flow will be reduced to about 31 GPM. The advantage of this pump is that the internal controls of the pump are adjusting to maximize flow and pressure at all times without exceeding the available HP.
If I wanted to use a pump which could produce 113 gallons of flow at 4500 PSI, I would need 296 HP. If I choose a 75 HP motor with a pressure compensated variable piston pump, the motor would stall before the pressure compensator could kick in and reduce the pump flow. Depending on the load, a load sense pump could also stall the 75 HP motor if the load pressure is high enough to use up the HP before the pressure compensator kicks in. With a torque limiting (HP) control, we utilize the full limits of the prime mover and maximize power usage.
On a recent project, there was a 25 horsepower motor running a torque limited piston pump. When we were doing performance testing, everything worked out fine. As soon as I left, the customer was complaining about excessive heat generation leading to downtime waiting for the oil to cool.
At first, I thought that a relief valve may be set below the compensator pressure, but a quick check showed they were operating correctly. So I did some research.
The problem wasn’t clear until I talked with the pump manufacturer. In order to keep a pressure compensated pump cool, the oil needs to be circulated internally. Depending on the manufacturer, 1/4 of the flow may be dumped back to tank to keep the pump cool.
Pressure compensated hydraulic systems tend to overheat because oil is continually circulated to keep the pump cool. The higher the standby pressure, the more heat created. Adding heat exchangers, shutting the pump down and lowering or having adjustable stand by pressure can reduce the heat generated.
So you have spent the extra money to get a piston pump, but do you know that there is a hidden danger in built in to these pumps? Let’s explore the danger
It turns out that pressure compensated systems are always moving oil, even when in standby. I found out that roughly 3 to 4 gpm were being dumped back to tank through the pump’s case drain at the compensator pressure. This was nearly 7 horsepower that was wasted.
This situation was not detected in testing, because we ran back to back tests with no idle time in between. Once the idle time was added in, we discovered that the oil temperature rose around 1-2 degrees per minute. An impressive feat on 100 gallons of hydraulic oil.
Adding a heat exchanger is a very obvious solution. These are usually forced air radiators made for hydraulics that are installed on the return line or the case drain line.
But as an engineer you should be asking yourself, “Why am I generating all this power just to heat the shop? That extra heat is going to make working in the summer excruciating.” All that an it is wasteful as well.
If we assume that we have 7 hp of wasted power from our pump during idle time, that is 5.2 kWh of energy. At 12 cents per kWh, that is $0.63 / hr of idle time.
If the only reason you are adding a heat exchanger is to reject idle time heat generation, there are many other options which we will explore below. Don’t let the simplicity of the a heat exchanger solution be where you stop. Keep reading.
As an engineer, the first step should always be fully diagnosing the root cause and not just masking the symptom. If you notice excessive idle time, make inquiries as to why the machine idles so much. Is an operator waiting on another process? Is it breaktime? They are many reasons for high idle time.
If the idle time can be modified by a process change or other external change, do that. However, don’t let that be your only change. People and processes aren’t perfect so expect those types of changes to occasionally fail.
This one is pretty self explanatory. If the system doesn’t need to be on, shut it down. If the system isn’t running, it can’t create heat. In fact, it has the opportunity to reject heat out of the system. Win-win!
Luckily, pressure compensated systems will start in a loaded condition. There should be no (or little) pressure on the outlet and compensator. This means that when starting the motor, it won’t be anywhere near fully loaded. Since there is no pressure, it will take 1-3 seconds for the pump to produce enough pressure to load up the compensator. This will usually be long enough to minimize startup loads on the motor.
If the machine is PLC controlled, adding a timer is easy to do when the machine is idle. This will be a good back up to the case where an operator accidentally leaves the system on when it is break time.
In the machine discussed above, we added a 2 minute timer for periods when there were no outputs given to any function. This was a great protection from heat generation, plus it was a signal to the operator that he or she was taking too long. Yes, it also had the side effect of increased production.
If excessive motor startup is a real concern, you may want to add a restart delay. This is common in HVAC systems where it is common to see a 5 minute ‘compressor delay’. This delay probably adds many hours of life to your HVAC system.
In some hydraulic systems, you just don’t need the system pressure you designed for. As a good designer, you have calculated your pressures and flows for less than what is available. As a result, you can reduce the standby pressure, but only minimally.
I say minimally, because there isn’t a drastic reduction in power with this one. However, you know your machine better than I do, so maybe there is more energy savings here.
This option is the most expensive and most efficient. By using an electro-proportional relief valve (DO3 P to T relief valve for industrial applications), you can set the compensator pressure for exactly what you need for the current function. As the functions change, the compensator pressure changes.
This is the most expensive option because your PLC system is going to have to output an analog signal (usually 0 – 10VDC) to control the electro-proportional relief valve (also expensive). As a good designer, you will also want a pressure sensor to provide feedback on the system.
However, this system is fully customizable and can act similiar to a load sensing mobile system. Through careful programming, you can tailor your pressure setting to what that function needs at any particular time.
Be cautious, the programming can get very complicated. It may not seem to be a big deal now, but will cause headaches in years to come when you or others will need to service the machine.
This is a much simpler version of the adjustable compensator option above. In this scenario, we would have one or more compensator relief valves switched on or off by non-proportional solenoid valves.
In this system, there would be one relief valve (main relief below) tied directly to the compensator and other relief valves are separated from the pressure line by 2 position, 2 way, normally closed solenoid operated valve. The main valve must be set at the maximum desired pressure so that if all else fails, the system will have a direct path of pressure control. The other valves can be activated, one at a time, to control the pressure for certain pressures.
This system cost is also reduced from the adjustable relief valve option because it eliminates the needed analog control system and extra programming for the PLC.
Additionally, the system can be made to look quite neat as well. Having a multisection DO3 manifold with the pressure port connected to the compensator will provide the foundation. Often, you can get the main relief valve already incorporated into the manifold which is a big bonus. You can then add solenoid valves on as the first row. On top of those valves you can add the individual relief valves.
If none of the sections are energized, the pump will create the maximum pressure which is set in the manifold relief valve. If one or more sections are activated, the pump will create pressure to the lowest set active pressure. In the schematic above, you can adjust the compensator pressure to 600 psi, 1200 psi, 2200 psi or 2750 psi depending on which sections are activated.
This can be a subset of several other options. If your system idles for long periods of time, you can just have a 2 position, 2 way, normally closed solenoid valve dump the pressure to tank. This will destroke the pump and not create any heat.
Another option on this is to couple it with a timer so that if there is no demand for the system hydraulics, the solenoid will activate and the pressure will be reduced. When demand for higher pressures is needed, the PLC will deactivate this solenoid.
I actually chose two of these solutions. First, I put a two minute timer on when the system is in normal standby. There is also a 25 minute timer when the system is in the cutting mode. At the 25 minute cycle, only 500 psi is needed to operate a hydraulic motor and control the travel of a saw.
In cutting mode, I also reduced the standby pressure from 2750 psi to 500 psi reducing the needed power by 82%. Sweet! I accomplished this by adding a second compensator relief valve that is activated by a 2 position 3 way valve.
Pressure compensated systems are generally more efficient and with a torque limiter they will give you the best performance of any other hydraulic system. Unfortunately, they do have the drawback of heat generation when in standby mode. If the solutions above are applied, you can often eliminate the need for a heat exchanger.

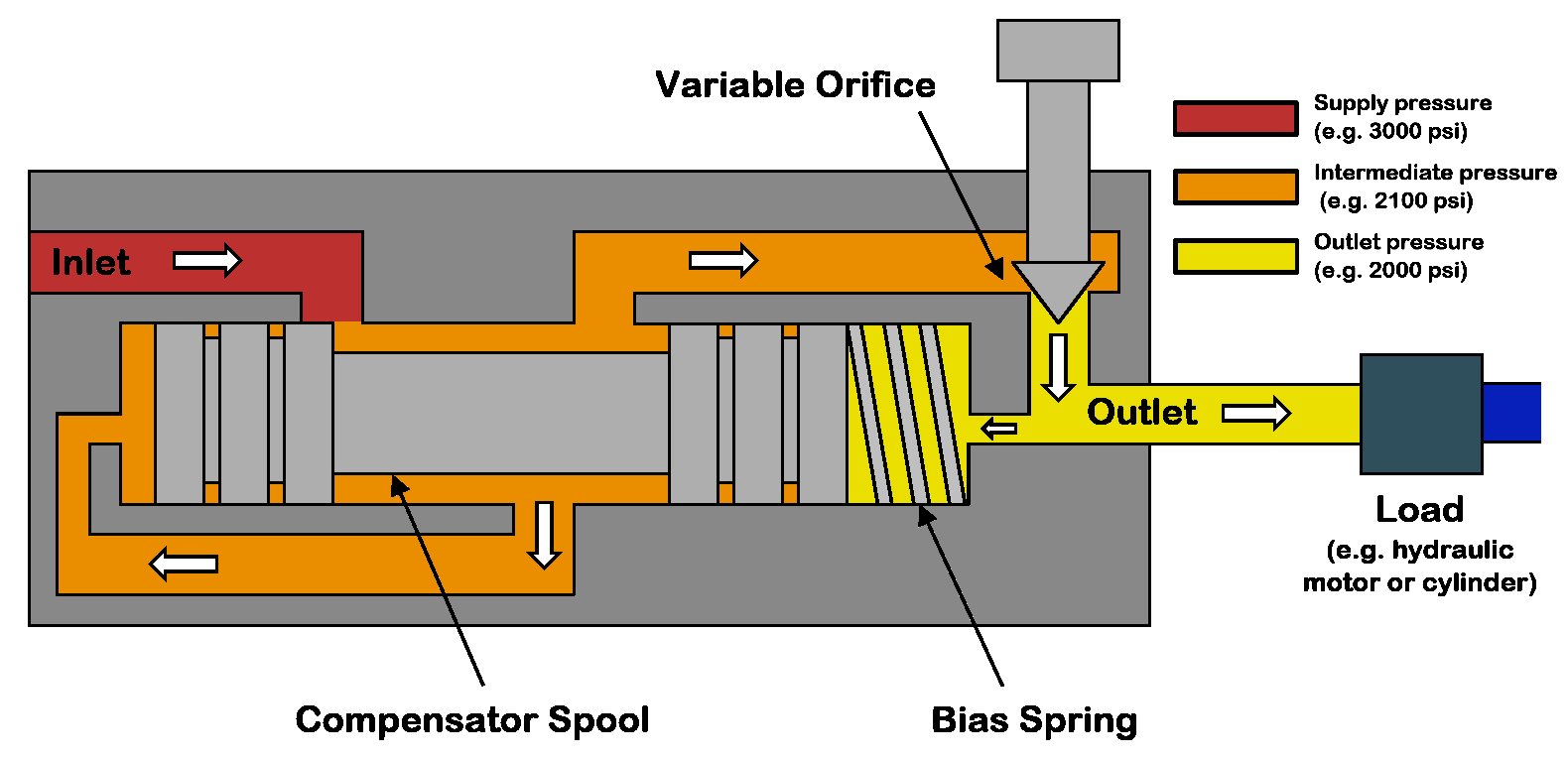
You’ve been around hydraulics a while, haven’t you? With that in mind, you probably take some things for granted. There is plenty of jargon in our industry, and it isn’t learned overnight. However, if you were like me, the term pressure compensation was difficult to grasp early in your hydraulic career. If you still don’t quite get it, here’s a quick explanation of pressure compensation.
Fluid flows through components and plumbing at a rate dictated by pressure potential. If you measure pressure at point A close to your pump, and also at point B at your actuator, the difference in those two pressures is the energy available for the fluid to literally get from point A to point B. The higher this difference, the more energy there is for flow to take place. The closer point B pressure is to point A pressure, the less flow potential can take place. In hydrodynamic applications, you lose the ability to achieve velocity in your actuators because of the energy lost to flowing.
With positive displacement systems like hydraulics, which we call hydrostatics, it’s the physical force applied from the pump that pushes the oil like a physical rod. It’s literally force transfer occurring, rather than energy being contained in the inertia of the fluid moving. In this case, if fluid is pumped through one passageway, flow is not affected by pressure differential between point A and point B, except in what is lost to leakage. I should note leakage rates increase as pressure increases, but the same can occur in hydrodynamic applications.
The problem with changes in pressure at point B, is that it changes pressure differential between it and point A. This pressure differential is critical to dictate flow rates, especially when metering of fluid rate is employed. If point A is a constant 3,000 psi, and your orifice is 0.140 in., you will flow about 26 gpm. With no other changes but adding a load from a downstream motor that uses 2,000 psi flow suddenly drops to just over 15 gpm with only 1,000 psi left for flow potential (the difference between point A and point B). The rest of the 11 gpm being created by the pump would then go over the relief valve.
If you change your orifice to a pressure compensated metering valve and set it to flow about 26 gpm at 3,000 psi, it will do exactly that … always. When you run your motor using 2,000 psi of work pressure, you’re still only left with 1,000 psi to move fluid through the metering valve. Only this time, the valve self-pilots open to increase its effective diameter closer to 0.185 in., which is enough to flow 26 gpm at 1,000 psi. The valve compensates for changes in downstream pressure by opening and closing to increase or decrease its orifice.
Essentially, pressure compensation is when a hydraulic component can ready load or system pressure and adjust itself to make up for changes in those pressures. It could be a pressure compensated pump which reduces flow when downstream pressure rises too high, or a pressure compensated flow control which increases flow potential when downstream pressure rises.

Pressure compensation is the control of flow by compensating for the changes in load pressure. Most hydraulic systems today use pre-compensation as a means of maintaining consistent flow from an orifice or spool. However, there are applications when post-compensation has advantages over pre-compensation.
The fundamental difference is that with pre-compensation, the pressure drop across the orifice or spools is determined by the compensator. With post-compensation, the pressure drop is determined by the load sense (LS) spring inside the pump.
In post-compensated systems with multiple functions, the pump flow is divided at a fixed ratio. If flow settings exceed the pump output capability, the flow is reduced to each function at a fixed ratio. This is why post-compensation is sometimes referred to as “flow sharing”.
In post-compensated circuits, the pressure drop across each valve is determined by the load sense spring in the pump and all valves or orifices will have the same pressure drop. The load sense differential, sometimes referred to as standby, decreases when the pump cannot satisfy the total demand. All pressure compensators reference the highest load of the various functions.
The benefits include high efficiency under partial load and/or partial speed conditions and all functions slow down together at a fixed ratio when the pump cannot fully satisfy demand.
In the example below, the pump differential, or standby, is 200 PSI. The load sense pump will develop enough pressure to overcome the load and maintain a 200 PSI differential. The pressure drop across the valve or orifice remains fixed and is calculated by: system pressure minus the highest load pressure minus the compensator spring value.
The circuit below is an example of the flow sharing aspect. When another function is operated and the pump cannot fully satisfy the flow demand, the differential decreases. The pressure drop across each valve or orifice is reduced at the same fixed ratio, so the flow is divided, or shared, equally. In this example, each valve is fully open so total pump flow is shared equally between the functions.
So what happens when the functions require different flows and the pump cannot fully satisfy the total flow demand? The pump flow will be divided into the ratio of each function to total flow available. In the example below, the theoretical total flow demand is 42 GPM. The ratio of the function flow demand to total theoretical flow demand multiplied by the maximum pump flow is the resulting actual flow from each valve.
Post-compensation will increase stability and control in systems where demand can exceed the pump’s flow output. Because of its increased efficiency under partial load conditions, the compensator saves horsepower and reduces heat. It will also make the initial movement of actuators more predictable and provide better operator control.

Piston pumps are durable and relatively simple devices. A basic piston pump is made up of a piston, a chamber, and two valves. The pump operates by driving the piston down into the chamber, thereby compressing the media inside. In a hand pump, this is usually air. Once the pressure of the air exceeds that of the outlet valve spring, the compressed media goes through the open outlet valve. When the piston is drawn back up, it opens the inlet valve and closes the outlet valve, thereby utilizing suction to draw in new media for compression.
Although somewhat expensive, piston pumps are among the most efficient types of pumps. They have an excellent pressure rating (as high as 10,000 psi), but their design makes them susceptible to contaminants. They provide an excellent solution for many high-pressure hydraulic oil pumping applications.
Axial piston pumps are positive displacement pumps that use multiple cylinders grouped around a central axis. The group of cylinders, usually containing an odd number, is called a cylinder block. The pistons within each cylinder are attached to a swashplate. The swashplate is also known as a cam or wobble plate and attaches to a rotating shaft. As the shaft turns, the angle of the swashplate changes, which drives the pistons in and out of their respective cylinders.
Since the swashplate is at an angle to the axis of rotation, the pistons must reciprocate axially as they orbit around the cylinder block axis. The axial motion of the pistons is sinusoidal. As a piston rises, it moves toward the valve plate. At this point in the rotation, the fluid trapped between the buried end of the piston and the valve plate is expelled to the pump"s discharge port through one of the valve plate"s semi-circular ports. As the piston moves back toward the valve plate, the fluid is pushed through the discharge port of the valve plate.
Axial piston pumps can be designed as variable displacement piston pumps, making them very useful for controlling the speeds of hydraulic motors and cylinders. In this design, a swashplate is used to vary the depth to which each piston extends into its cylinder as the pump rotates, affecting the volume of discharge. A pressure compensator piston is used in some designs to maintain a constant discharge pressure under varying loads. Cheaper pressure washers sometimes use fixed-rate designs.
In a typical pressure-compensated pump, the swashplate angle adjusts through the action of a valve using pressure feedback to make sure that the pump output flow is precisely enough to maintain a designated pressure. If the load flow increases, the pressure momentarily decreases, but the pressure-compensation valve senses the decrease and then increases the swashplate angle to increase the pump’s output flow, restoring the desired pressure.
Axial piston pumps can contain most of the necessary circuit controls intrinsically by controlling the swash-plate angle, to regulate flow and pressure. They are very reliable and can allow the rest of the hydraulic system to which they’re attached to be very simple and inexpensive.
They are used to power the hydraulic systems of jet aircrafts, being gear-driven off of the turbine engine"s main shaft, and are often used for automotive air conditioning compressors for cabin cooling. The design of these pumps meets the limited weight and space requirement in the vehicle"s engine bay and reduces vibrations.
Pressure washers also use these pumps, and axial reciprocating motors are used to power many machines. They operate on the same principles as axial piston pumps, except that the circulating fluid is provided under substantial pressure and the piston housing rotates and provides shaft power to another machine. A typical use of an axial reciprocating motor is powering small earthmoving machines such as skid loader machines.
This guide provides a basic understanding of axial piston pumps. To find out more about other types of pumps, read our guide here. For more information on related products, consult our other product guides or visit the Thomas Supplier Discovery Platform to locate potential sources or view details on specific products.

Why would we want to add this extra complication to our hydraulic systems?Having a hydraulic pump which reduces its output to near zero when the system pressure reaches maximum saves the system from pointlessly forcing oil over a relief valve.
Whenever a system is at maximum pressure, and the pump is a fixed displacement model, like a gear pump, then the system is at maximum displacement as well.
The combination of these two maximums also means that the power requirement from the prime mover (diesel engine or electric motor) is at maximum as well.A prime mover at maximum power is consuming maximum energy (fuel or electricity). Much of this energy is being used for nothing other than a conversion to heat.
You could compare this to operating a truck at maximum throttle while it is parked against a solid wall of rock. You"ll burn a lot of fuel but you won"t be doing any useful work!

There are typically three types of hydraulic pump constructions found in mobile hydraulic applications. These include gear, piston, and vane; however, there are also clutch pumps, dump pumps, and pumps for refuse vehicles such as dry valve pumps and Muncie Power Products’ Live PakTM.
The hydraulic pump is the component of the hydraulic system that takes mechanical energy and converts it into fluid energy in the form of oil flow. This mechanical energy is taken from what is called the prime mover (a turning force) such as the power take-off or directly from the truck engine.
With each hydraulic pump, the pump will be of either a uni-rotational or bi-rotational design. As its name implies, a uni-rotational pump is designed to operate in one direction of shaft rotation. On the other hand, a bi-rotational pump has the ability to operate in either direction.
For truck-mounted hydraulic systems, the most common design in use is the gear pump. This design is characterized as having fewer moving parts, being easy to service, more tolerant of contamination than other designs and relatively inexpensive. Gear pumps are fixed displacement, also called positive displacement, pumps. This means the same volume of flow is produced with each rotation of the pump’s shaft. Gear pumps are rated in terms of the pump’s maximum pressure rating, cubic inch displacement and maximum input speed limitation.
Generally, gear pumps are used in open center hydraulic systems. Gear pumps trap oil in the areas between the teeth of the pump’s two gears and the body of the pump, transport it around the circumference of the gear cavity and then force it through the outlet port as the gears mesh. Behind the brass alloy thrust plates, or wear plates, a small amount of pressurized oil pushes the plates tightly against the gear ends to improve pump efficiency.
A cylinder block containing pistons that move in and out is housed within a piston pump. It’s the movement of these pistons that draw oil from the supply port and then force it through the outlet. The angle of the swash plate, which the slipper end of the piston rides against, determines the length of the piston’s stroke. While the swash plate remains stationary, the cylinder block, encompassing the pistons, rotates with the pump’s input shaft. The pump displacement is then determined by the total volume of the pump’s cylinders. Fixed and variable displacement designs are both available.
With a fixed displacement piston pump, the swash plate is nonadjustable. Its proportional output flow to input shaft speed is like that of a gear pump and like a gear pump, the fixed displacement piston pump is used within open center hydraulic systems.
As previously mentioned, piston pumps are also used within applications like snow and ice control where it may be desirable to vary system flow without varying engine speed. This is where the variable displacement piston pump comes into play – when the hydraulic flow requirements will vary based on operating conditions. Unlike the fixed displacement design, the swash plate is not fixed and its angle can be adjusted by a pressure signal from the directional valve via a compensator.
Flow and Pressure Compensated Combined – These systems with flow and pressure compensation combined are often called a load-sensing system, which is common for snow and ice control vehicles.
Vane pumps were, at one time, commonly used on utility vehicles such as aerial buckets and ladders. Today, the vane pump is not commonly found on these mobile (truck-mounted) hydraulic systems as gear pumps are more widely accepted and available.
Within a vane pump, as the input shaft rotates it causes oil to be picked up between the vanes of the pump which is then transported to the pump’s outlet side. This is similar to how gear pumps work, but there is one set of vanes – versus a pair of gears – on a rotating cartridge in the pump housing. As the area between the vanes decreases on the outlet side and increases on the inlet side of the pump, oil is drawn in through the supply port and expelled through the outlet as the vane cartridge rotates due to the change in area.
Input shaft rotates, causing oil to be picked up between the vanes of the pump which is then transported to pump outlet side as area between vanes decreases on outlet side and increases on inlet side to draw oil through supply port and expel though outlet as vane cartridge rotates
A clutch pump is a small displacement gear pump equipped with a belt-driven, electromagnetic clutch, much like that found on a car’s air conditioner compressor. It is engaged when the operator turns on a switch inside the truck cab. Clutch pumps are frequently used where a transmission power take-off aperture is not provided or is not easily accessible. Common applications include aerial bucket trucks, wreckers and hay spikes. As a general rule clutch pumps cannot be used where pump output flows are in excess of 15 GPM as the engine drive belt is subject to slipping under higher loads.
What separates this pump from the traditional gear pump is its built-in pressure relief assembly and an integral three-position, three-way directional control valve. The dump pump is unsuited for continuous-duty applications because of its narrow, internal paths and the subsequent likelihood of excessive heat generation.
Dump pumps are often direct mounted to the power take-off; however, it is vital that the direct-coupled pumps be rigidly supported with an installer-supplied bracket to the transmission case with the pump’s weight at 70 lbs. With a dump pump, either a two- or three-line installation must be selected (two-line and three-line refer to the number of hoses used to plumb the pump); however, a dump pump can easily be converted from a two- to three-line installation. This is accomplished by inserting an inexpensive sleeve into the pump’s inlet port and uncapping the return port.
Many dump bodies can function adequately with a two-line installation if not left operating too long in neutral. When left operating in neutral for too long however, the most common dump pump failure occurs due to high temperatures. To prevent this failure, a three-line installation can be selected – which also provides additional benefits.
Pumps for refuse equipment include both dry valve and Live Pak pumps. Both conserve fuel while in the OFF mode, but have the ability to provide full flow when work is required. While both have designs based on that of standard gear pumps, the dry valve and Like Pak pumps incorporate additional, special valving.
Primarily used on refuse equipment, dry valve pumps are large displacement, front crankshaft-driven pumps. The dry valve pump encompasses a plunger-type valve in the pump inlet port. This special plunger-type valve restricts flow in the OFF mode and allows full flow in the ON mode. As a result, the horsepower draw is lowered, which saves fuel when the hydraulic system is not in use.
In the closed position, the dry valve allows just enough oil to pass through to maintain lubrication of the pump. This oil is then returned to the reservoir through a bleed valve and small return line. A bleed valve that is fully functioning is critical to the life of this type of pump, as pump failure induced by cavitation will result if the bleed valve becomes clogged by contaminates. Muncie Power Products also offer a butterfly-style dry valve, which eliminates the bleed valve requirement and allows for improved system efficiency.
It’s important to note that with the dry valve, wear plates and shaft seals differ from standard gear pumps. Trying to fit a standard gear pump to a dry valve likely will result in premature pump failure.
Encompasses plunger-type valve in the pump inlet port restricting flow in OFF mode, but allows full flow in ON mode lowering horsepower draw to save fuel when not in use
Wear plates and shaft seals differ from standard gear pumps – trying to fit standard gear pump to dry valve likely will result in premature pump failure
Live Pak pumps are also primarily used on refuse equipment and are engine crankshaft driven; however, the inlet on a Live Pak pump is not outfitted with a shut-off valve. With a Live Pak pump, the outlet incorporates a flow limiting valve. This is called a Live Pak valve. The valve acts as an unloading valve in OFF mode and a flow limiting valve in the ON mode. As a result, the hydraulic system speed is limited to keep within safe operating parameters.
Outlet incorporates flow limiting valve called Live Pak valve – acts as an unloading valve in OFF mode and flow limiting valve in ON mode restricting hydraulic system speed to keep within safe operating parameters

Variable-displacement piston pumps offer an array of controls based on pressure, flow, HP, or a combination of all of these. I’ll run through the basic types and reasons that you would use each.
One concept, which needs to be explained first, is the variable displacement. The amount of flow that each pump can provide is dependent on a rotating group of pistons. By varying the stroke of the pistons, we adjust the displacement of the pump. In a variable-displacement pump, we vary the angle of the rotating group, which is done by tilting the swash plate.
Pressure-compensated control is the most basic control for a variable-stroke piston pump. The swash plate of the pump is off-set by a heavy spring and an internal piston, holding the pump at maximum displacement. When the prime mover (an electric motor or another device) turns the pump shaft, the pump will produce maximum flow. The system pressure pushes back against the the internal piston, which is being held by the heavy spring. When the force of the system pressure is high enough to move the piston and overcome the spring pressure, the swash plate angle is lowered and the pump flow is reduced. As the load varies, the system pressure changes, which alters the angle of the swash plate. The pump will produce just enough flow to maintain the set pressure.
This is a very simple control method, and in certain applications, this is all you need. You can adjust the spring tension, but that’s it. Remember, the flow of the pump is not adjusted until you have built pressure at full displacement. You must have enough HP to take the pump to full pressure at full flow. If there is not enough HP, the prime mover will slow down or stall before the pressure begins to compensate and lower the flow.
An application example is using a hydraulic motor to operate a conveyor. The load is constant, and the motor requires about 1500 psi to handle the load. You set the piston pump compensator at 1600 psi and let it run. Your system will also need a safety relief in case of emergency. System pressure is adjusted using the pump compensator, and the system relief should be set a few hundred PSI higher than the pump compensator. If they are set too close, they can fight each other, causing the pump to go on and off stroke and/or the relief to open and close, causing inefficiency, heat, and vibration.
This system will also utilize a standard compensator, so if the system pressure increases enough, the pressure compensator will take control and reduce the swash plate angle to reduce the pressure.
Let’s look at my initial application, but this time, it has a varying load. The conveyor requires 1500 psi to move 50% of the time, but the balance of the time, the system requires between 2250-2500 psi to move the load. With a standard pressure compensator, you would have to set the pump at 2600 psi to accomplish the work. When the work only requires 1500 psi, the pump will be trying to produce 2600 psi. Fifty percent of the time, your system will be operating at 1100 psi of inefficiency, which means heat.With a load-sense compensator, when the load requires 1500 psi, the pump will actually produce about 1700-1800 psi. Yes, this is 300-psi inefficient, but that is much better than 1100-psi inefficient.
With a varying load, the load sense is a much better system. For additional control, you can utilize an electronic proportional flow control or throttle. You can use an electrical signal to vary the hydraulic signal, which is received by the pump’s load-sense line. This would give you full electronic control of the amount of flow the pump produces.
There are additional control options that allow you to remotely control the pressure compensator. With this remote compensator control, you can set two or more different system pressures. With the ability of a variable-piston pump to build 5000 or more PSI, the additional setting can be used when operating components with a much lower pressure requirement.
The next control is a torque-limiting or HP-limiting control. By adding an additional spring and piston, you can set a pump to always maximize its allowable input torque, therefore maximizing output flow and pressure at a defined setting.
This gets a bit more complicated, but here is an example to demonstrate how the control works. In this application, you are operating a cylinder with a 10″ bore and 150″ stroke. During most of the stroke, the cylinder is not doing very much work and can operate at 800-1200 psi. During the last 20″ of stroke, we want to hit our system pressure of 4500 psi, but we can move much slower.
Our pump has an output of 15 CIR, a maximum flow of about 113 gallons at 1750 rpm. Our prime mover is an electric motor, 75 hp with a 1.15 service factor. I want to keep my cylinder moving as fast as possible, but I want to ensure that I never exceed a power demand of 82 hp.
At 82 hp, the pump can produce its full output of 113 gpm at 1254 psi. As the load requires more pressure, the pump will begin to reduce flow and increase pressure. At 1560 psi, the system will produce about 90 gpm; at 2350 psi, we can get almost 60 gpm. At 4500 psi, the pump flow will be reduced to about 31 gpm. The advantage of this pump is that the internal controls of the pump are adjusting to maximize flow and pressure at all times without exceeding the available HP.
If I wanted to use a pump that could produce 113 gallons of flow at 4500 psi, I would need 296 hp. If I choose a 75-hp motor with a pressure-compensated variable-piston pump, the motor would stall before the pressure compensator could kick in and reduce the pump flow. Depending on the load, a load-sense pump could also stall the 75-hp motor if the load pressure is high enough to use up the HP before the pressure compensator kicks in. With a torque-limiting (HP) control, we utilize the full limits of the prime mover and maximize power usage.
About the author: Paul Badowski, CFPPS, CFPHS, CFPS,has been an account manager in the fluid power industry for over 25 years, calling Michigan, Florida, and now Georgia home. His background includes pneumatic, electrical automation, and hydraulic systems and components. Mr. Badowski has been working with Cross Company – Mobile Hydraulics & Control Systems Group for over 16 years. He can be reached at paul.badowski@crossco.com.
A hydraulic pump is a mechanical device that converts mechanical power into hydraulic energy. It generates flow with enough power to overcome pressure induced by the load.
A hydraulic pump performs two functions when it operates. Firstly, its mechanical action creates a vacuum at the pump inlet, subsequently allowing atmospheric pressure to force liquid from the reservoir and then pumping it through to the inlet line of the pump. Secondly, its mechanical action delivers this liquid to the pump outlet and forces it into the hydraulic system.
The three most common hydraulic pump designs are: vane pump, gear pump and radial piston pump. All are well suited to common hydraulic uses, however the piston design is recommended for higher pressures.
Most pumps used in hydraulic systems are positive-displacement pumps. This means that they displace (deliver) the same amount of liquid for each rotating cycle of the pumping element. The delivery per cycle remains almost constant, regardless of changes in pressure.
Positive-displacement pumps are grouped into fixed or variable displacement. A fixed displacement pump’s output remains constant during each pumping cycle and at a given pump speed. Altering the geometry of the displacement chamber changes the variable displacement pump’s output.
Fixed displacement pumps (or screw pumps) make little noise, so they are perfect for use in for example theatres and opera houses. Variable displacement pumps, on the other hand, are particularly well suited in circuits using hydraulic motors and where variable speeds or the ability to reverse is needed.
Applications commonly using a piston pump include: marine auxiliary power, machine tools, mobile and construction equipment, metal forming and oil field equipment.
As the name suggests, a piston pump operates through pistons that move back and forth in the cylinders connected to the hydraulic pump. A piston pump also has excellent sealing capabilities.
A hydraulic piston pump can operate at large volumetric levels thanks to low oil leakage. Some plungers require valves at the suction and pressure ports, whilst others require them with the input and output channels. Valves (and their sealing properties) at the end of the piston pumps will further enhance the performance at higher pressures.
The axial piston pump is possibly the most widely used variable displacement pump. It’s used in everything from heavy industrial to mobile applications. Different compensation techniques will continuously alter the pump’s fluid discharge per revolution. And moreover, also alter the system pressure based on load requirements, maximum pressure cut-off settings and ratio control. This implies significant power savings.
Two principles characterise the axial piston pump. Firstly the swash plate or bent axis design and secondly the system parameters. System parameters include the decision on whether or not the pump is used in an open or closed circuit.
The return line in a closed loop circuit is under constant pressure. This must be considered when designing an axial piston pump that is used in a closed loop circuit. It is also very important that a variable displacement volume pump is installed and operates alongside the axial piston pump in the systems. Axial piston pumps can interchange between a pump and a motor in some fixed displacement configurations.
The swivel angle determines the displacement volume of the bent axis pump. The pistons in the cylinder bore moves when the shaft rotates. The swash plate, in the swash plate design, sustain the turning pistons. Moreover, the angle of the swash plate decides the piston stroke.
The bent axis principle, fixed or adjustable displacement, exist in two different designs. The first design is the Thoma-principle with maximum 25 degrees angle, designed by the German engineer Hans Thoma and patented in 1935. The second design goes under the name Wahlmark-principle, named after Gunnar Axel Wahlmark (patent 1960). The latter features spherical-shaped pistons in one piece with the piston rod and piston rings. And moreover a maximum 40 degrees between the driveshaft centre-line and pistons.
In general, the largest displacements are approximately one litre per revolution. However if necessary, a two-litre swept volume pump can be built. Often variable-displacement pumps are used, so that the oil flow can be adjusted carefully. These pumps generally operate with a working pressure of up to 350–420 bars in continuous work
Radial piston pumps are used especially for high pressure and relatively small flows. Pressures of up to 650 bar are normal. The plungers are connected to a floating ring. A control lever moves the floating ring horizontally by a control lever and thus causes an eccentricity in the centre of rotation of the plungers. The amount of eccentricity is controlled to vary the discharge. Moreover, shifting the eccentricity to the opposite side seamlessly reverses the suction and discharge.
Radial piston pumps are the only pumps that work continuously under high pressure for long periods of time. Examples of applications include: presses, machines for processing plastic and machine tools.
A vane pump uses the back and forth movement of rectangle-shaped vanes inside slots to move fluids. They are sometimes also referred to as sliding vane pumps.
The simplest vane pump consists of a circular rotor, rotating inside of a larger circular cavity. The centres of the two circles are offset, causing eccentricity. Vanes slide into and out of the rotor and seal on all edges. This creates vane chambers that do the pumping work.
A vacuum is generated when the vanes travel further than the suction port of the pump. This is how the oil is drawn into the pumping chamber. The oil travels through the ports and is then forced out of the discharge port of the pump. Direction of the oil flow may alter, dependent on the rotation of the pump. This is the case for many rotary pumps.
Vane pumps operate most efficiently with low viscosity oils, such as water and petrol. Higher viscosity fluids on the other hand, may cause issues for the vane’s rotation, preventing them from moving easily in the slots.
Gear pumps are one of the most common types of pumps for hydraulic fluid power applications. Here at Hydraulics Online, we offer a wide range of high-powered hydraulic gear pumps suitable for industrial, commercial and domestic use. We provide a reliable pump model, whatever the specifications of your hydraulic system. And we furthermore ensure that it operates as efficiently as possible.
Johannes Kepler invented the gear pump around year 1600. Fluid carried between the teeth of two meshing gears produces the flow. The pump housing and side plates, also called wear or pressure plates, enclose the chambers, which are formed between adjacent gear teeth. The pump suction creates a partial vacuum. Thereafter fluid flows in to fill the space and is carried around the discharge of the gears. Next the fluid is forced out as the teeth mesh (at the discharge end).
Some gear pumps are quite noisy. However, modern designs incorporating split gears, helical gear teeth and higher precision/quality tooth profiles are much quieter. On top of this, they can mesh and un-mesh more smoothly. Subsequently this reduces pressure ripples and related detrimental problems.
Catastrophic breakdowns are easier to prevent with hydraulic gear pumps. This is because the gears gradually wear down the housing and/or main bushings. Therefore reducing the volumetric efficiency of the pump gradually until it is all but useless. This often happens long before wear causes the unit to seize or break down.
Can hydraulic gear pumps be reversed? Yes, most pumps can be reversed by taking the pump apart and flipping the center section. This is why most gear pumps are symmetrical.
External gear pumps use two external spur gears. Internal gear pumps use an external and an internal spur gear. Moreover, the spur gear teeth face inwards for internal gear pu



 8613371530291
8613371530291