
single stage vs two stage hydraulic pump brands

2-stage hydraulic pumps are used in motor-driven operations wherein a low-pressure, high rate inlet must be transferred to high pressure, low flow-rate outlet. Single-stage pumps are rated to a static max pressure level and have a limited recycle rate.
To achieve high pressure without a 2-stage unit, the drive engine would require significantly higher horsepower and torque capacity but still lack an effective cycle rate. Other hydraulic pump variants exist – such as piston pumps – but are expensive, making 2-stage units more feasible.
For example, a single gear hydraulic pump might be designed to generate a high-pressure output. Still, it will be unable to repeat a cycle rapidly due to a necessarily low flow rate at the intake. A 2-stage unit ensures consistent flow to increase cycle turnover.
Compactors utilize a similar 2-stage process. High-pressure flow drives the compacting rod, while the low-pressure flow retracts the mechanism and feeds the high-pressure chamber for repeated impacts.
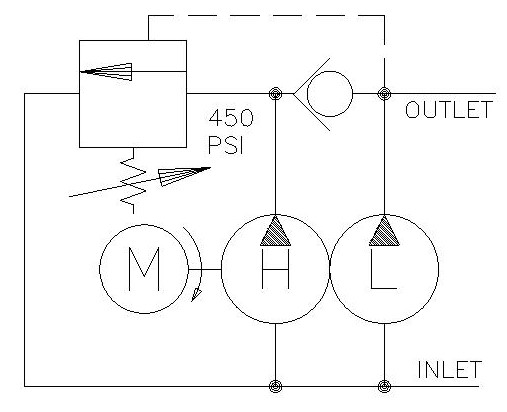
2. Once the first-stage pressure meets a certain pressure threshold, a combiner check valve will open and feed into the second-stage, small-gear unit – joining flows at relatively low pressure.
A piston pump operates according to variable displacement. Flow is determined by the angle of an internal slant disk attached to the pump shaft. Pump adjustments – like torque or horsepower limiters – allow piston pumps to emit a max flow rate regardless of pressure level.
In most cases, hydraulic piston pumps are an order of magnitude more expensive than gear-based pumps. Potential downtime and part replacement in high volume work conditions exacerbate price disparities further.
Chiefly: fuel and power consumption. A piston pump operating in high-pressure ranges will regularly demand the full horsepower capabilities of its associated drive engine – increasing the power utilization of the system.
Opportunity cost may also be considered when using a piston pump. Depending on the application (e.g., log splitting), work output can be heavily impacted by the cycle speed of the pump. Not only is a piston pump more expensive to peruse, it is also slower than 2-stage pumps.
Panagon Systems has specialized in manufacturing industry-standard and custom hydraulic assemblies for 25 years. Reach out to our team for a consultation on your specific operational and equipment needs.

A single stage hydraulic pump is a pump that uses a single impeller to generate flow, while a double stage hydraulic pump uses two impellers in series to generate flow. This means that the double stage hydraulic pump has more pressure output than a single stage hydraulic pump of the same size, but it also means that it is typically larger and more expensive. Double stage hydraulic pumps are often used in high pressure applications where a high level of pressure is required to operate the hydraulic system.
A single stage hydraulic pump is typically used in applications where a moderate level of pressure is required, such as in a hydraulic system that is used to operate a lift or a small crane. These pumps are relatively simple in design and are often less expensive than double stage pumps.
Double stage hydraulic pumps, on the other hand, are typically used in applications where a high level of pressure is required, such as in a hydraulic system that is used to operate a large piece of heavy machinery or a hydraulic press. These pumps are more complex in design and are often more expensive than single stage pumps. The increased complexity and cost of double stage pumps is due to the fact that they have two impellers instead of one, which allows them to generate higher pressure.
The main advantage of a double stage hydraulic pump over a single stage pump is its ability to generate higher pressure. This makes it suitable for applications where a high level of pressure is needed to operate the hydraulic system. Additionally, double stage pumps are typically more efficient than single stage pumps, which means they can produce more flow with less input power. This can result in energy savings and can make the hydraulic system more efficient overall.
However, there are also some disadvantages to using a double stage hydraulic pump. As mentioned earlier, these pumps are typically more complex and more expensive than single stage pumps. They are also generally larger and heavier, which can make them more difficult to install and maintain. Additionally, the increased pressure output of a double stage pump can put more stress on the other components of the hydraulic system, which can lead to increased wear and tear and a shorter lifespan for the system overall.
It is difficult for me to provide a comparison of the performance data for single stage and double stage hydraulic pumps without more specific information about the pumps in question. The performance of a hydraulic pump can vary depending on a number of factors, such as the size and design of the pump, the type of fluid it is designed to work with, and the pressure and flow requirements of the hydraulic system it is used in. In general, however, a double stage hydraulic pump will have a higher pressure output than a single stage pump of the same size, but it will also typically have a lower flow rate. This means that a double stage pump is better suited for applications where high pressure is required, but a lower flow rate is acceptable.
Customers often ask, “when do I need a two-stage hand pump versus a single-stage hand pump?” Well, that depends on the type of work you are trying to do inside your hydraulic system. There is a measurable difference between the two of them and both have benefits depending on the application. To explain, let’s look at the new PowerX International line of hand pumps.
First up is the PowerX P43 single-stage 10,000 psi (700 bar) hand pump. The reason why it is called a “single-stage” pump is because the flow of oil produced is the same on each stroke of the handle. For the PowerX P43, the flow is a continuous 0.20 in3 of oil per stroke. The pumps flow rate remains constant, whether it is simply raising a single acting cylinder with no weight on it, or pushing 10 tons at 10,000 psi. A single-stage pump is great if your hydraulic ram does not have to travel far before it starts to lift or push the load. But if the ram needs to travel any significant distance to meet the load, there would be a lot of excessive pumping by the operator before they actually started to do any work. This would get tiresome very quickly!
Enter the PowerX P37 “two-stage” 10,000 psi (700 bar) hand pump. Two stage hydraulic hand pumps give the operator higher flow rates up until the cylinder or ram starts to do work. In the case of the PowerX P37 hand pump, the first stage has a flow of 0.79 inches3 of oil per stroke (almost 4 times more than the P43) before making contact with the work load where the pressure builds. Once the ram makes contact with the load, and the pressure inside the system raises above 200 psi, the second stage kicks in at 0.17 in3 of oil volume. This two-stage pump allows the operator to do less work (or hand pumping) before coming into contact with the load. Your operators will thank you!
Both the PowerX P43 and the PowerX P37 are built with rugged steel construction and both have internal pressure relief valves to protect against overload. To learn more about the PowerX line of 10,000 psi (700 bar) hand pumps, click here.

The size of the section of pump that goes to high pressure is defined by the engine hp. One stage or two stage it does NOT matter! The small section is defined by the engine hp.
A two stage pump simply adds another section in the same body. When less than maximum psi is needed, the larger gearset adds into the flow. You get way more flow to use the entire engine hp.
BTW, I published in an earlier thread topic here I think, but a two stage pump runs the small one always to the outlet. The larger section either adds to the flow from the small one (say 3 + 8 = 11 gpm out) or it unloads back to the inlet at almost no pressure. Then the outlet is just the small one (3 gpm for instance). The pump does not vary its displacement in any way, just loads and unloads the larger section.
Sure, a single stage pump is constant speed, but the two stage is not "slowing down" from that speed. The single stage pump STAYS on SLOW speed always, as the max size that the engine can pull. The two stage runs at the same speed in low, or speeds up when pressures are low.
Or I could put on a single stage pump and run 7 gpm all day, and use under 10 hp most of the time. SLOW! Or I could put on a 28 gpm single stage pump and a 45 hp engine to turn it….
The only place I would ever consider using a single stage pump is if there was a free, big engine already there running say a processor or elevator, or farm tractor PTO pump package. Then you have more than enough power, so no reason to use a two stage.

One important aspect of designing your new pumper is deciding what type and capacity pump you want to install. One of the concerns you should have is the water supply availability in your response area. Do you have a response district that has an abundant amount of fire hydrants? Or is your area mostly rural where you might have to rely on tanker operations. A 2,000 gpm pump for a rural operation might not be the best solution.
The difference between the two is really simple. A single-stage pump has one dual suction impeller located on both sides of the vehicle, providing volume to all discharges on the vehicle. A two-stage pump has two suction impellers operating side by side. The operator must decide if he wants volume or more pressure by selecting a switch on the pump panel.
The decision to use single-stage pumps is common in 75 percent of the current apparatus purchases. If you feel that you need more than the 350 psi provided in a single-stage pump, then maybe the two-stage is right for you.
Training is also a factor in using a two-stage pump. The pump operator must be comfortable with a transfer valve and decide when to use volume versus pressure.

A two-stage hydraulic pump is two gear pumps that combine flow at low pressures and only use one pump at high pressures. This allows for high flow rates at low pressures or high pressures at low flow rates. As a result, total horsepower required is limited.
Pumps are rated at their maximum displacement. This is the maximum amount of oil that is produced in a single rotation. This is usually specified in cubic inches per revolution (cipr) or cubic centimeters per revolution (ccpr). Flow is simply the pump displacement multiplied by the rotation speed (usually RPM) and then converted to gallons or liters. For example, a 0.19 cipr pump will produce 1.48 gallons per minute (gpm) at 1800 rpm.
Simply put, gear pumps are positive displacement pumps and are the simplest type you can purchase. Positive displacement means that every time I rotate the shaft there is a fixed amount of oil coming out. In the diagram shown here, oil comes in the bottom and is pressurized by the gears and then moves out the top. The blue gear will spin clockwise. These pumps are small, inexpensive and will handle dirty oil well. As a result, they are the most common pump type on the market.
A piston pump is a variable displacement pump and will produce full flow to no flow depending on a variety of conditions. There is no direct link between shaft rotation and flow output. In the diagram below, there are eight pistons (mini cylinders) arranged in a circle. The movable end is attached to a swashplate which pushes and pulls the pistons in and out of the cylinder. The pistons are all attached to the rotating shaft while the swashplate stays fixed. Oil from the inlet flows into the cylinders as the swashplate is extending the pistons. When the swashplate starts to push the pistons back in, this oil is expelled to the outlet.
So, we don’t actually turn one of the pumps off. It is very difficult to mechanically disconnect the pump, but we do the next best thing. So earlier in the article I mentioned that pumps move oil they don’t create pressure. Keeping this in mind, we can simply recirculate the oil from the pressure side back to the tank side. Simple. So, let’s look at this as a schematic.
Luckily, turning off the pump is quite simple and only involves two components: a check valve and an unloader valve. The check valve is there to keep the higher-pressure oil from the low flow pump separate from the oil in the high flow pump. The higher-pressure oil from the low flow pump will shift the unloader valve by compressing the spring. This allows flow from the high flow pump to return to the suction line of the pump. Many pumps have this return line internal to the pump, so there is no additional plumbing needed. At this point, the high flow pump uses little to no power to perform this action. You will notice that the cylinder speed slows dramatically. As the log splits apart, the pressure may drop causing the unloader valve to close again. At this point, the flows will combine again. This process may repeat several times during a single split.
The graph above shows the overlay of a performance curve of a piston pump and two stage gear pumps. As you can see, the piston pump between 700 psi and 3000 psi will deliver the maximum HP that our engine can produce and as a result, it will have maximum speed. Unfortunately, it will also have maximum cost. If we are willing to sacrifice a little performance, the two-stage pump will work very well. Most of our work is done under 500 psi where the two pumps have identical performance. As pressure builds, the gear pump will be at a slight disadvantage, but with good performance. The amount of time we spend in this region of the curve is very little and it would be hard to calculate the time wasted.
After the pump on my log splitter died, I replaced it with a two-stage pump. While I was missing out on the full benefits of the piston pump, there was a tremendous increase in my output (logs/hr.). I noticed that instead of me waiting on the cylinder to be in the right position, I was now the hold up. I couldn’t get the logs in and positioned fast enough. What a difference!
As you go from a standard two-stage pump to your own custom design, you will find that you will need to add the check valve and unloader separately. However, there are many available cartridges manifold out there already that make this simple. Some even have relief valves built in!
Two stage pumps are wonderful creations! They allow for better utilization of pressure, flow and power by giving you two performance curve areas. They also show their versatility in conserving power which leads to energy savings while remaining inexpensive. A lot of these pumps come pre-made and preset, but you can make your own! See if your next project can get a boost from one of these wonderful devices.

Hydraulic pumps convert mechanical energy into fluid power energy. All hydraulic pumps are positive displacement which means the outlet flow is sealed from the inlet flow. A small amount of fluid is designed to leak internally to lubricate and cool the internal components of the pump. The only function of the pump is to produce flow in a system. Bailey International, LLC provides a wide range of pumps and accessories including clutch pumps, dump, gear, jaw couplers, mounting brackets, pistons, PTO, vane and two stage pumps.

... HP-LEVER pump of the HP Series is a single-acting air-hydraulic pump with manual operation with an ergonomic lever. It has an oil flow rate of 2.4 to 0.1 l / min and ...
We produce double-acting air-hydraulic pumps with pedal drive and Cetop3 flanged connection available in different models with oil flow rates from 2.6 to 0.15 l / min and operating pressures up to 1000bar.
... pinion-shaft technology, high pressures up to 280 bar are developed in a single stage. QXEH pumps are therefore particularly well suited for a wide range of applications in industrial ...
Available with all piston options, this single-stage pump is a continuous pressure, reciprocating, stall-type pump: air pressure is simply converted to hydraulic ...
Double-acting, single-stage air-powered compact pump. Standard with a 3/8” NPT female thread and compressed air connector. Excluding coupler, hoses and pressure gauge.

Northern Hydraulics offers a full line of two stage Hi-Lo hydraulic gear pumps for your log splitters, compactors, and press type applications. Haldex/Concentric pumps have a cast iron gear housing and are available in flows ranging from 9 GPM to 28 GPM. These hydraulic two stage pumps are designed for heavy duty use and long cycle times. The Haldex brand assures you are getting top quality, high performing products. Northern Hydraulics replacement pumps also have a cast iron gear housing and are available in flows ranging form 5 GPM to 28 GPM. These Hi-Lo log splitter pumps are ideal for the recreational woodsplitter user, as they are still a quality product, but offered at a much lower price point.

How does a 2 stage hydraulic pump work? Knowing the answer to this question means going back to the basics. This includes understanding that 2 stage pumps are usually called log splitter pumps. In terms of purpose, these pumps are an amazing way to expect better performance without worrying about an increase in the horsepower.
A 2 stage pump is often regarded as an excellent time-saver. This is because the pump is composed of two pumping parts, along with an inside pressure-sensing valve which works by cutting between the two. A section of the hydraulic pump creates the max gpm flow rate at a relatively low-pressure rate.
As mentioned, looking inside the housing of this type of pump will introduce you to two components – a huge volume pump, alongside its low volume counterpart.
What makes this pump unique is that it makes possible that a hydraulic system produces either high pressure or high flow, which can easily be powered using an engine of a moderate size. The usual log splitters come between 5 and 12 hp.
In contrast to single stage pump which is composed of a single dual suction impeller that is situated on both vehicle sides and giving volume to all of the vehicle discharges, the2-stage hydraulic pump features two suction impellers that work side-by-side.
With this in mind, it is the operator’s call whether more volume or more pressure is required. This can be done by choosing the right switch that is located on the panel of the pump.
In a standard log splitter, a log is placed by the operator on the splitter, shifting a directional valve so as to route fluid coming from the pump and into the cap end of the cylinder. Then, the smaller pump works by moving the piston rod at a low speed, and can still attain higher pressure in pushing the wedge to the log, splitting it.
Engine– The engine is typically a small 4-stroke gasoline engine. It works by providing power to the entire system. It is connected to the hydraulic oil pump. A regular log splitter has a 5-hp gasoline engine or a a higher horsepower such as a Briggs & Stratton engine.
Hydraulic Oil Pump – This component produces a continuous high-pressure oil stream, running to a valve. The usual splitter features a 2 stage hydraulic oil pump that is rated at a max of 11 gpm, at 2500 psi.
Valve – This part allows the operator to actuate the hydraulic cylinder, thus splitting a log. The valves work by applying forward and backward pressure into the piston. A certain type of valve is called “spool valve” because it looks similar to a spool of thread.
Tank – The tank is the component that holds the hydraulic oil which feeds the pump. There is also a filter that keeps the oil clean. It can also be found in the tank. A usual log splitter comes with a 3.5 gallon hydraulic oil tank.
It is also possible to speed up the log splitter. For this, you need to have a bigger hydraulic pump. As you also upgrade your pump, you may also have to upgrade the size of the tank. This will help in preventing fluid overheating. You may also want to increase the size of the hoses, as this will also help in accommodating the increase in the flow rate.
As such, controlling the flow rate of a pump requires setting the output pressure towards the point using the P-V diagram, allowing the pump to provide the flow rate desired.
2 stage hydraulic pumps are often seen in hydraulic systems. They work by allowing the passage of different substances right into the pump, as well as the other components that are in the system. The different aspects of working can be adjusted, such as the valve accuracy, pressure settings, and creating minor adjustments using tools that you can find at home.
Locate the adjustment screw that is situated at the back of the hydraulic gauge. For this process, you can use a flathead screwdriver in turning the screw. This step enables you to easily adjust the needle of the screw. When needed, you can also turn it into zero.
This time, take time in adjusting the pressure switch. This switch can be found at the back of the hydraulic gauge. The best tool for this step is a wrench, using it to loosen the nut on the switch. Turn the adjusting screw afterwards. The pressure switch may also be adjusted in stopping the pump as it reaches a given setting in the pressure. Turn it in a counterclockwise direction to decrease the setting for the pressure switch.
After adjusting the 2 stage hydraulic pump, you can then focus your attention on adjusting the pressure regulating valve. This valve is situated right beside the pressure switch. This can be done with a wrench, loosening the nut on the switch.
How does a 2 stage hydraulic pump work? As mentioned earlier, this equipment is truly a life saver and very effective. It contains two sections for pumping, along with an internal pressure-sensing valve, cutting over between both. A section creates the maximum gallon per minute flow rate at a low pressure. Among the uses include drawing the piston back from a log after splitting the log. Drawing it back to the cylinder requires little force, and should be done fast, so as to expect the best possible flow rate at a lower pressure.

This 2-Stage pump fits a wide variety of log splitters and outdoor power equipment and works in both horizontal and vertical orientations. The included inlet nipple requires a 1" inner diameter suction hose.
Rated for up to 3,000 PSI at 3,600 RPM, this pump can power log splitters from 5 to 35 tons, depending on the inner diameter of the hydraulic cylinder. It features a fast cycle time by moving quickly when unloaded. It automatically shifts to low-flow/high-pressure mode at 500 PSI.
Be sure to use AW-32 10-Weight (ISO 32) or AW-46 20-Weight (ISO 46) light hydraulic fluid or Dexron III automatic transmission fluid. This pump is not designed for use with “universal” or "tractor" transmission oil, such as "303". The use of incorrect fluid may damage the pump and void the warranty.
Make sure the hydraulic fluid reservoir is not below the pump to ensure a sufficient flow of fluid to the pump. Suction-side filtration should be no finer than 150 microns. The use of a 10-25 micron filter on the suction side of the pump is too restrictive and will cause failure.
The mounting flange on this pump has a 4-bolt, 2 inches on center, mounting pattern. The bolt circle is 2.85" and the bolt hole diameter is M8 (.344").

This 2-Stage pump fits a wide variety of log splitters and outdoor power equipment and works in both horizontal and vertical orientations. The inlet (suction) port is 1" NPT and the minimum suction hose inner diameter (ID) is 1-1/4". The inlet barbed fitting is not included but is available separately. Use a 1-1/4 ID Suction Hose and 3/4" ID high-pressure hose.
Be sure to use AW-32 10-Weight (ISO 32) or AW-46 20-Weight (ISO 46) light hydraulic fluid. This pump is not designed for use with “universal” or "tractor" transmission oil, such as "303". The use of incorrect fluid may damage the pump and void the warranty.
Make sure the hydraulic fluid reservoir is not below the pump to ensure a sufficient flow of fluid to the pump. The hydraulic fluid reservoir should have a capacity of at least 12 gallons to allow sufficient cooling. Suction-side filtration should be no finer than 150 microns. The use of a 10-25 micron filter on the suction side of the pump is too restrictive and will cause failure.
We recommend using an L-style jaw coupling to connect the pump to an engine. Couplings and mounting brackets are available. You should use at least a 15hp engine to maintain 3,600 RPM under load.

One of the most controversial matters we get to is about the single-stage vacuum pumps and double-stage vacuum pumps. Yet, these two pumps can be identified through a battle of single stage vs two stage vacuum pumps. Keeping all these aside, precise definitions of both these vacuum pumps can meet our confusion a lot.
Single-stage or 1 stage pumps usually work with a specific amount of vacuum level. Whereas, a two-stage vacuum pump always stands first at conveying deeper vacuum levels. But for those who want an affordable vacuum pump, a single-stage pump just is for them.
From the above perspective, you must have understood that single-stage pumps and double-stage pumps are superior in their own way. Now the question is, which one is going to be preferable for us. To figure this out, I am going to show you a prescribed juxtaposition between single-stage vacuum pumps and double-stage vacuum pumps.
The main difference between a 1 stage vacuum pump and 2 stage vacuum pump is their way of operating. Nonetheless, a single-stage vacuum pump’s work is to generate vacuums. On the flipping side, a second stage vacuum pump’s work is to clean the entire system of vacuum. As a result, the two-stage vacuum pump ensures a deeper vacuum level.
All in all, it is inevitable that a two-stage vacuum pump is better than a single-stage vacuum pump. Although a 1 stage vacuum pump does not perform less than expected, it is somewhere behind 2 stage pumps. So yeah, a double stage pump produces deeper vacuum levels than those one stage vacuum pumps.
While judging the efficiency in single-stage vs two-stage vacuum pumps, two-stage pumps are quite better. The reason is, a two-stage vacuum pump produces deeper vacuums than a single-stage vacuum. But that does not mean single-stage vacuum pumps are inferior either.
If you see, a single-stage vacuum pump is not inferior either. It leaves no stone unturned in providing a moderate amount of vacuum levels. Those who bother with only sufficient cleaning can simply rely on single-stage vacuum pumps.
With sliding blades, cylinders, and one pair of rotors, a single-stage pump performs amazingly. In the same way, it gives enough convenience to the rough vacuum levels.
Nonetheless, a single-stage pump tends to be lightweight within a small volume. Besides, the design of single stage vacuum produces fluid flow in times of driving by a motor.
Not only have that, but a single-stage vacuum pump also works by exhausting in the pump’s built-in chamber. Therefore, this vacuum pump smoothly separates oil from its pumped gas. And when the oil gets back to its actual place, the gaseous substances start to exhaust again.
If you are concerned about the CFM of any stage vacuum pump, go through the product’s specifications. Well, some single-stage pumps include 4.5 CFM, 2.5 CFM, or 6.0 CFM.
Ensures a long operational life by resisting contamination. Besides, a single-stage vacuum pump does not have any moving parts and removes dirt and debris in a click.
In many operations, we get to see lots of dirt and dust. Again, handling card boxes make us see different contaminants too. If you want to overcome these problems with a suitable substitute, a single-stage vacuum pump is a fine choice. Or if you see any rough vacuum levels, nothing can be better than a single-stage vacuum pump.
A dual-stage pump is a reliable vacuum pump that comes with two suction impellers. And these two impellers operate side by side at the same time. Again, while working with a two-stage pump, you have to decide whether you want more pressure or more volume. Just select your choice from its pump panel.
It would be great if you are comfortable with the pump’s transfer valve. Also, remember to make a selection between pressure and volume in times of using a 2 stage vacuum pump.
Like single-stage vacuum pumps, two-stage vacuum pumps come with impellers. But the difference is, two-stage pumps have two suction impellers that operate side by side. Those who will be operating must choose between more pressure and volume. Well, you can find these options on the pump panel.
Dual-stage vacuum pumps or two-stage vacuum pumps are high in a mated vacuum and low in a vacuum. Mainly, the low vacuum stage plays a crucial role in improving the performance of your vacuum pump. The reason is, the low vacuum stage in a two-stage vacuum pump compresses the gas into atmospheric pressure.
Autogen Vacuum Pump is one of the best two-stage vacuum pumps in the market. In this product, you will find numerous applications, like- food processing, milking cow, degassing wine, refrigerant recharging. However, this pump is available on Amazon in a good quantity.
On the other hand, the Vevor two-stage vacuum pump contains high-quality materials. It not only delivers a longer service life but also a strong suction power. So for those who are looking for a first-rate vacuum pump, Autogen Two-stage Pump and Vevor Two-stage Pump would be worthy options.
By accumulating all information about the two-stage vacuum pump, we got to know how efficient this pump is. Other than that, a two-stage pump will always give a high level of vacuum performance. Thus, getting numerous benefits from a two-stage pump is very obvious for us.
As mentioned before, a two-stage vacuum pump comes with two rotors and one vane. Accordingly, the first stage of it simulates vacuum, whereas the second stage engages in cleaning the entire system. So whenever you want to banish dirt from your places, you will need a reliable vacuum performance.
A single-stage vacuum pump offers a definite amount of vacuum performance. Moreover, their price is affordable too. Whereas, a two-stage vacuum pump is excellent for high vacuum performance. Similarly, its price is high in the market.
Now the thing is, users cannot expect high performance from a single-stage vacuum pump. So if you are okay with medium pressure from a vacuum pump, a single-stage vacuum pump will be a fine choice.
On the other hand, a two-stage vacuum pump delivers maximum vacuum power. For instance, a hotel or lodge requires first-rated vacuum pumps. In such cases, a two-stage vacuum pump would be a reliable object.
Most of us think that dual-stage vacuum pumps are more reliable than single-stage vacuum pumps. But this case is only for vacuum performance. At a low cost, single-stage pumps also serve like magic too.
The main work of a single-stage vacuum pump is to exhaust in the pump’s built-in chamber and separate oil from pump gas. On the flipping side, a two-stage vacuum pump is made with two vanes and motors. In these two stages, the first stage generates a vacuum, and the last stage works on cleaning the vacuum.
By considering these aspects, we can say a single-stage vacuum pump somewhere lacks in providing deeper vacuums. But the two-stage vacuum pump uses both of its stages and ensures deeper vacuum levels.
In a battle of 1 stage vs 2 stage vacuum pumps, two-stage pumps win over single-stage pumps. The reason is, dual-stage vacuum pumps consume higher pressure. Hence, getting a perfect vacuum performance from a two-stage vacuum pump is quite inevitable.
Anyways, a single-stage vacuum pump serves great in medium vacuum pressure. Furthermore, they are less expensive and give no complaints regarding their performance. But that is true, single-stage pumps do not have deeper vacuum levels like the two-stage vacuum pumps. So yeah, the best vacuum pumps are the two-stage pumps.
Yes, a vacuum pump can run for as long as you need. Make sure that your vacuum’s level is not becoming too hot. Also, you will have to check the oil level which is situated in the mold. After figuring out all the levels, you can simply leave your vacuum pump running overnight.
There are numerous reasons for a vacuum pump to fail. Well, the most common causes are- electrical problems of the unit, broken belts, or failed vacuum hoses. Whenever the engine is on, the pump does not take any break and operates constantly. As a result, you will get to see many tears and wear which are other reasons for failing a vacuum pump. Furthermore, the braking performance starts to reduce accordingly.
Generally, vacuum pumps do two things. One is decreasing the atmospheric pressure. And the second thing is, circulating the gas. Considering these two terms, anyone can determine the size of a vacuum pump. Just think of how deep your vacuum needs to be and how much gas remains in its chamber.
Hopefully, you got to affiliate a lot about the differences between single-stage pumps and double-stage pumps. Anyways, both of these wins in their own way. Though the battle of single stage vs two stage vacuum pump clearly stated their features, still there is more to differentiate between them.
Especially the newbies, who will be choosing between single-stage pumps and double-stage pumps, shall go for the single-stage ones. Conversely, the double stage pumps are a superb choice for high-level vacuum performance.
If you are on a tight budget, a single-stage vacuum pump can serve you perfectly within a medium vacuum level. But if a high level of vacuum performance is more important to you, then double stage pumps are the best options.



 8613371530291
8613371530291