
unidirectional hydraulic pump supplier

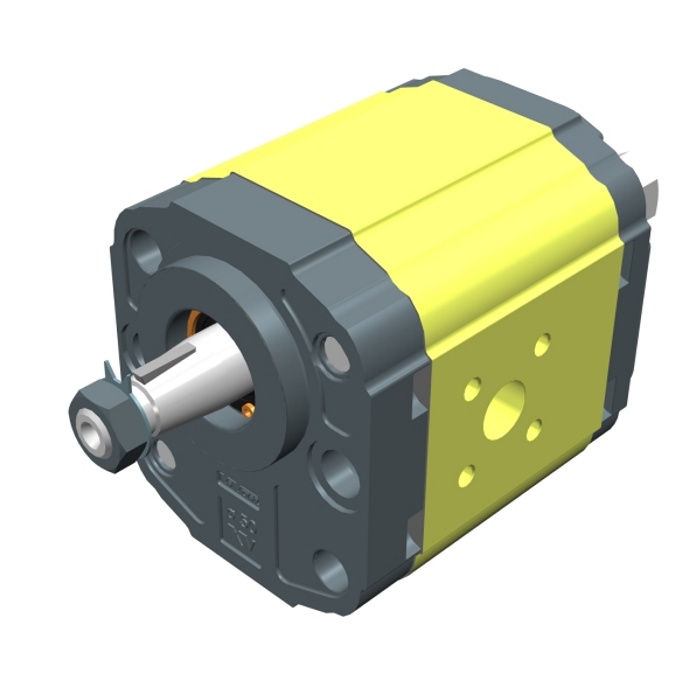
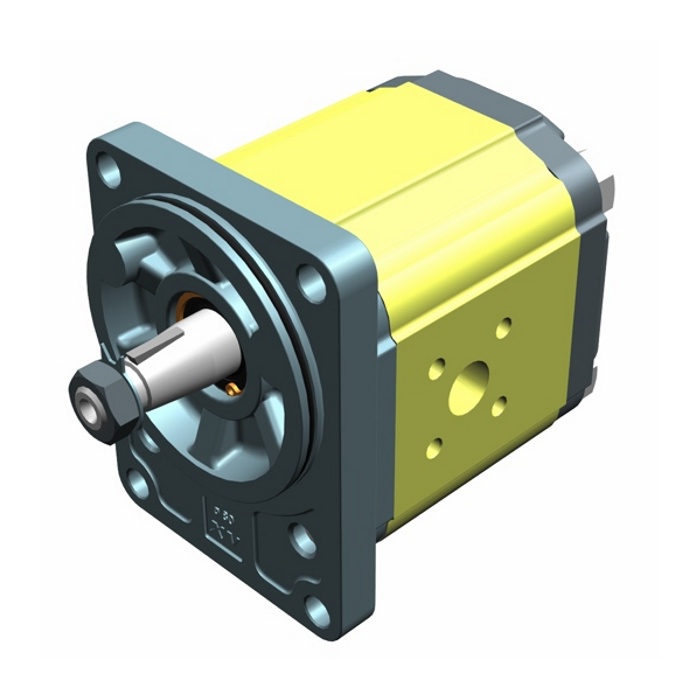
The rotation verse is clockwise or counterclockwise, and you can reverse it without adding any components, so you can optimize storage space and adapt the pump to your needs. In this catalogue from pages 18 to 29, you will find instructions for changing the rotation verse of our unidirectional pumps, divided by type.

Vivolo manufactures high-end hydraulic components, essential for the operation of various types of machinery: agricultural, industrial, automotive and earth-moving. Their products can be customized in their technical features, starting from small quantities.
There are typically three types of hydraulic pump constructions found in mobile hydraulic applications. These include gear, piston, and vane; however, there are also clutch pumps, dump pumps, and pumps for refuse vehicles such as dry valve pumps and Muncie Power Products’ Live PakTM.
The hydraulic pump is the component of the hydraulic system that takes mechanical energy and converts it into fluid energy in the form of oil flow. This mechanical energy is taken from what is called the prime mover (a turning force) such as the power take-off or directly from the truck engine.
With each hydraulic pump, the pump will be of either a uni-rotational or bi-rotational design. As its name implies, a uni-rotational pump is designed to operate in one direction of shaft rotation. On the other hand, a bi-rotational pump has the ability to operate in either direction.
For truck-mounted hydraulic systems, the most common design in use is the gear pump. This design is characterized as having fewer moving parts, being easy to service, more tolerant of contamination than other designs and relatively inexpensive. Gear pumps are fixed displacement, also called positive displacement, pumps. This means the same volume of flow is produced with each rotation of the pump’s shaft. Gear pumps are rated in terms of the pump’s maximum pressure rating, cubic inch displacement and maximum input speed limitation.
Generally, gear pumps are used in open center hydraulic systems. Gear pumps trap oil in the areas between the teeth of the pump’s two gears and the body of the pump, transport it around the circumference of the gear cavity and then force it through the outlet port as the gears mesh. Behind the brass alloy thrust plates, or wear plates, a small amount of pressurized oil pushes the plates tightly against the gear ends to improve pump efficiency.
A cylinder block containing pistons that move in and out is housed within a piston pump. It’s the movement of these pistons that draw oil from the supply port and then force it through the outlet. The angle of the swash plate, which the slipper end of the piston rides against, determines the length of the piston’s stroke. While the swash plate remains stationary, the cylinder block, encompassing the pistons, rotates with the pump’s input shaft. The pump displacement is then determined by the total volume of the pump’s cylinders. Fixed and variable displacement designs are both available.
With a fixed displacement piston pump, the swash plate is nonadjustable. Its proportional output flow to input shaft speed is like that of a gear pump and like a gear pump, the fixed displacement piston pump is used within open center hydraulic systems.
As previously mentioned, piston pumps are also used within applications like snow and ice control where it may be desirable to vary system flow without varying engine speed. This is where the variable displacement piston pump comes into play – when the hydraulic flow requirements will vary based on operating conditions. Unlike the fixed displacement design, the swash plate is not fixed and its angle can be adjusted by a pressure signal from the directional valve via a compensator.
Vane pumps were, at one time, commonly used on utility vehicles such as aerial buckets and ladders. Today, the vane pump is not commonly found on these mobile (truck-mounted) hydraulic systems as gear pumps are more widely accepted and available.
Within a vane pump, as the input shaft rotates it causes oil to be picked up between the vanes of the pump which is then transported to the pump’s outlet side. This is similar to how gear pumps work, but there is one set of vanes – versus a pair of gears – on a rotating cartridge in the pump housing. As the area between the vanes decreases on the outlet side and increases on the inlet side of the pump, oil is drawn in through the supply port and expelled through the outlet as the vane cartridge rotates due to the change in area.
Input shaft rotates, causing oil to be picked up between the vanes of the pump which is then transported to pump outlet side as area between vanes decreases on outlet side and increases on inlet side to draw oil through supply port and expel though outlet as vane cartridge rotates
A clutch pump is a small displacement gear pump equipped with a belt-driven, electromagnetic clutch, much like that found on a car’s air conditioner compressor. It is engaged when the operator turns on a switch inside the truck cab. Clutch pumps are frequently used where a transmission power take-off aperture is not provided or is not easily accessible. Common applications include aerial bucket trucks, wreckers and hay spikes. As a general rule clutch pumps cannot be used where pump output flows are in excess of 15 GPM as the engine drive belt is subject to slipping under higher loads.
What separates this pump from the traditional gear pump is its built-in pressure relief assembly and an integral three-position, three-way directional control valve. The dump pump is unsuited for continuous-duty applications because of its narrow, internal paths and the subsequent likelihood of excessive heat generation.
Dump pumps are often direct mounted to the power take-off; however, it is vital that the direct-coupled pumps be rigidly supported with an installer-supplied bracket to the transmission case with the pump’s weight at 70 lbs. With a dump pump, either a two- or three-line installation must be selected (two-line and three-line refer to the number of hoses used to plumb the pump); however, a dump pump can easily be converted from a two- to three-line installation. This is accomplished by inserting an inexpensive sleeve into the pump’s inlet port and uncapping the return port.
Many dump bodies can function adequately with a two-line installation if not left operating too long in neutral. When left operating in neutral for too long however, the most common dump pump failure occurs due to high temperatures. To prevent this failure, a three-line installation can be selected – which also provides additional benefits.
Pumps for refuse equipment include both dry valve and Live Pak pumps. Both conserve fuel while in the OFF mode, but have the ability to provide full flow when work is required. While both have designs based on that of standard gear pumps, the dry valve and Like Pak pumps incorporate additional, special valving.
Primarily used on refuse equipment, dry valve pumps are large displacement, front crankshaft-driven pumps. The dry valve pump encompasses a plunger-type valve in the pump inlet port. This special plunger-type valve restricts flow in the OFF mode and allows full flow in the ON mode. As a result, the horsepower draw is lowered, which saves fuel when the hydraulic system is not in use.
In the closed position, the dry valve allows just enough oil to pass through to maintain lubrication of the pump. This oil is then returned to the reservoir through a bleed valve and small return line. A bleed valve that is fully functioning is critical to the life of this type of pump, as pump failure induced by cavitation will result if the bleed valve becomes clogged by contaminates. Muncie Power Products also offer a butterfly-style dry valve, which eliminates the bleed valve requirement and allows for improved system efficiency.
It’s important to note that with the dry valve, wear plates and shaft seals differ from standard gear pumps. Trying to fit a standard gear pump to a dry valve likely will result in premature pump failure.
Encompasses plunger-type valve in the pump inlet port restricting flow in OFF mode, but allows full flow in ON mode lowering horsepower draw to save fuel when not in use
Wear plates and shaft seals differ from standard gear pumps – trying to fit standard gear pump to dry valve likely will result in premature pump failure
Live Pak pumps are also primarily used on refuse equipment and are engine crankshaft driven; however, the inlet on a Live Pak pump is not outfitted with a shut-off valve. With a Live Pak pump, the outlet incorporates a flow limiting valve. This is called a Live Pak valve. The valve acts as an unloading valve in OFF mode and a flow limiting valve in the ON mode. As a result, the hydraulic system speed is limited to keep within safe operating parameters.
Outlet incorporates flow limiting valve called Live Pak valve – acts as an unloading valve in OFF mode and flow limiting valve in ON mode restricting hydraulic system speed to keep within safe operating parameters

Hydraulic pump and power unit in high pressure from 700 to 4000 bar designed and produced by FPT – Fluid Power Technology to adapt to the multiple needs of customers. They are available in 4 different motor configurations: three phase electric or single phase electric, gas engine and air / pneumatic motor.
Hydraulic pumps are equipped with piston pumps with different flow rates available in the single stage version model FPT2 and in the double stage model models FPT 1-5 and 9. It is possible to mount a wide range of manual, electric or pneumatic valves for cylinders or applications simple or double effect. In the standard configuration there are 10 liter tanks up to 60 liters and a very wide range of accessories including transport cages, pressure gauges, quick couplings, heat exchangers, filters, unidirectional valves and many others. The FPT Hydraulic pump and power unit are made with a high constructive flexibility to meet the most varied customer needs and can be used to drive one or more hydraulic cylinders of any tonnage or single or double acting actuators. FPT also specializes in the design and production of cusotm hydraulic pumps manufactured according to specific customer requests. When standard production fails to meet customer requirements FPT is able to design and produce hydraulic power packs designed with operating pressure from 350 bar up to 4000 bar, having extremely compact tanks of 2 or 5 liters up to large tanks for driving multiple cylinders up to 400 or 500 liters. The pumps can be axial or radial, single-stage, dual-stage, combined and have capacities suitable for the customer’s application. The special high pressure pumps and units can be equipped with a three-phase or single-phase electric motor, 110V, 220V, 480V, 50hz or 60hz, or with a pneumatic or petrol engine. With pump motor units having the installed power required by the customer.
The base symbol for the hydraulic pump (Figure 1) is actually quite simple. It starts with the standard circle and a directional arrow pointing out one end from within that circle. The solid-filled triangle makes this a hydraulic pump while pneumatic pumps (and most pneumatic symbols) are outlines only. There exist no other options for this particular pump symbol, which can be accurately described as a fixed displacement, unidirectional hydraulic pump.
It’s rare to see a pump in any orientation but North when reading schematics, and they are often paired below to a line terminating into the reservoir symbol, which I show just once. If multiple components such as filters, ball valves, accessories or even other pumps are used, the tank line can be widened as needed. Other designers prefer to show every tank line terminate into the same small symbol, while others will place a tank symbol right at every component requiring it, just is done in electrics with the ground symbol.
My favorite symbol to express the pressure compensated pump is the smaller of the two symbols in Figure 2. This is a slightly more detailed example of the symbol I depicted in Hydraulic Symbology 101, and I’ve added color to help with the explanation. Don’t worry about the scary looking object to the right, we’ll get to that shortly.
For this particular symbol of the pressure compensated pump, the shaft sticks out to the right, which can be attached to the square of a combustion engine prime mover symbol or the circular symbol of an electric motor. The semicircular arrow shows us the shaft rotates clockwise, or to the right since rotation direction is always observed from the vantage point of the shaft end.
The variable arrow bisects the pump symbol and of course tells us the pump is adjustable displacement. The method of displacement control is defined by the compound symbol attached to the pump’s left. Under the long rectangle is a spring with a variability arrow, which represents the pressure compensator spring, itself semienclosed and attached to the bottom of the pump’s variable arrow. Opposite the spring is a triangular input for pilot pressure, and this juxtaposition is intentional.
The orange pilot signal is taken directly from the red system pressure line exiting the pump, with the dashed orange line confirming it is indeed pilot energy. The spring setting fights with pilot pressure to infinitely and smoothly adjust the flow rate to match downstream pressure drop equal to the compensator setting. For example, if the setting is 3,000 psi, any downstream combination of load and flow-related pressure below 3,000 psi will see the spring maintain full displacement of the swashplate, producing full pump flow.
Moving along to the scary looking thing on the right, we have here the detailed breakdown of the variable displacement, pressure compensated, load-sensing, unidirectional hydraulic pump. You’ve likely seen this symbol before because the manufacturers prefer to show this level of detail, especially to differentiate advanced controls options like remoted compensation or horsepower control. This “load-sensing pump” will make sense to you shortly. I’ll warn that it will take some time and effort to understand this symbol as you methodically work through the rest of this article.
Starting with the pump (a), it has the diagonal variability arrow bisecting the circle and is attached to the rod ends of two cylinders. Cylinder (b) is the bias piston meant to force the pump to full displacement whenever possible, a task made easier by a spring pushing the piston forward. Some pumps make do with only a strong spring, but this example is balanced with pilot energy. Affixed on the right is a tiny object with a variable arrow, which can be adjusted to move left or right within the cylinder. Not all pumps have this additional component, which is the minimum volume stop, preventing the bias piston from retracting fully, which subsequently prevents fully standby of the pump.
If you’re familiar with cylinder symbols, you’ll see that (c) also looks like a single acting cylinder with a stroke adjustor at the cap side. This is the control piston, which will always be a larger bore diameter than the bias piston. The control piston’s stroke adjustment is called the maximum volume stop and is used to modify the maximum displacement of the pump, convenient when you need a displacement between the two sizes available for the chosen pump. The two “cylinders” are attached by their rods to each other, and as one extends the other must retract and vice versa, and I’ll explain shortly why and how their battle develops.
Because all load sensing pumps must be pressure compensated, I’ll start with (d), which is the pressure compensator. Although it looks different, it is essentially a relief valve governing the control piston (c). It’s shown in its neutral condition, where it bleeds the chamber of the control piston (c) through orifice (e), orifice (f), and also through the other compensator (g) where it can choose any flow path directly to tank. Regardless of its flow path, pilot energy inside the control piston (c) is zero, so it loses the battle with the bias piston (b) and the pump is on full displacement pump at its highest rate.
The variable orifice at (j) could be any flow control, lever valve or proportional valve used to adjust flow (which creates backpressure when reduced) in the red system pressure line starting at the pump. You can see the node just after the pump outlet that combines system pressure with pilot lines supplying the bias piston and both compensators. Let’s first take the load sense compensator (g) out of the picture and describe the pressure compensator (d) and what occurs during operation.
When the pump fires up, and assuming all downstream directional valves are closed, the spring inside the bias piston (b) fully strokes the pump to max displacement. This immediately creates pressure in the work and pilot lines as fluid fills the plumbing with no exit strategy, and this rise in pressure at the pilot line at (d) forces the pressure compensator to shift to the right. The second pilot line attached to the top of compensator (d) allows pilot energy to enter through line (i) where it fills the control piston (c) rapidly. Because the control piston is larger bore than the bias piston, it wins the fight and moves the pump’s variable arrow to reduce displacement until the only flow is what is required to overcome leakage. The pump is on “standby.”
Now when a downstream directional valve is opened, a flow path is created that drops system pressure to below the setting of the (d) compensator, and it immediately succumbs to spring pressure and snaps back to near its neutral setting, opening the drain lines once again to tank. The orifices (e) and (f) dampen the motion of the compensator, preventing rapid oscillations, but the orifice also prevents pressure spikes into the pump’s case. They also ensure that pressure doesn’t decay from the control piston (c) when system pressure degrades rapidly for fractions of a second. Flow from the pump will be balanced by the opposing bias and control pistons to match downstream pressure drop at exactly the pressure compensator setting.
Finally, we look at the operation of the load sense compensator (g) shown on top. It also receives a pilot signal directly from the pump outlet, but you’ll see that it also gets a competing signal from the work line after the metering orifice. The pressure signal at (g) compares the combined effort of the spring value and the load-sense pilot signal just before (h). The setting of the pressure compensator (d) is much higher than the setting of the load sense compensator (g), which is set to create reasonable pressure drop across (j). If the (d) compensator is set to 3,000 psi, it’ll only see this pressure on standby or max load pressure, while the (g) compensator might be set to 300 psi, where it measures pressure drop across (j) valve.
Typically a load sense circuit will have multiple orifices in a load sense network all feeding back a pilot signal to the load sense compensator (g), where it picks the highest pressure signal and meters the pump’s flow to match that pressure differential and provides just enough flow to satisfy the desired flow rate at the desired work pressure plus the pressure of the load sense compensator’s spring value. For example, if load pressure is 1,000 psi, the pump will hold pressure at 1,300 psi, providing the extra 300 psi just to create flow across the metering valve (j).
This symbol shows you that no matter the initial feeling of complexity, breaking down any schematic thoughtfully reveals its purpose of design. I fell in love with hydraulics when I learned about the load sensing concept. That just using columns of fluid pressure to create an efficient supply and demand scenario to satisfy many downstream actuators with essentially the exact flow and pressure they need for the job, and little more, I found exhilarating.

The ideal in hydraulic system designis to match overall efficiencies to the application performance expectation. This requires the designer to first match the motor, then the pump to a specific system performance expectation. Whether the requirement is to do something within a specific time frame, or in handling a given amount of load, the design of the entire system will change depending on the motor selected.
A hydraulic motor is a hydraulic actuator that, when properly connected into a hydraulic system, will produce a rotary actuation. This can be unidirectional or bidirectional depending on the system design. Motors are similar in design to pumps only where a pump takes a rotary actuation to move hydraulic fluid out of the unit, whereas a motor will take flow into itself and put out a rotaryactuation.
The motor selection comes first in the process because application design best practices require that you start with the load requirement, then work back to the prime mover—the pump that will put the fluid power into the motor selected to deliver the performance goal.
Starting torqueis the torque the motor can generate to turn a load when starting from a stop. In general, starting toque is the lowest torque rating of a hydraulic motor due to inefficiencies.
The rotationalspeedof the motor shaft is measured in units of rotations per minute (rpm). Motor speed is a function of hydraulic input flow and motor displacement.
Pressure is generated by resistance to hydraulic flow. The more resistance, the higher the pressure. Common measurement units are pounds per square inch (psi), kilo Pascal’s (kPa) or bar.
Common motor classes and typesGenerally, hydraulic motors are placed into one of two classifications: high speed, low torque (HSLT) or low speed, high torque (LSHT).
Gear motorscome in two varieties—the gerotor/geroller or orbital and external spur gear designs. Orbital styles are classified as LSHT motors; however, some do exist with the HSLT classification. They consist of a matched gear set enclosed in a housing. When hydraulic fluid is moved into the motor, it causes the gears to rotate. One of the gears is connected to the motor output shaft, which produces the motor’s rotary motion. Key features include:
Applications include mobile hydraulics, agricultural machinery to drive conveyor belts, dispersion plates, screw conveyors or fans. Their biggest drawback is that they have a higher noise level.
Vane motorsare typically classified as HSLT units. However, larger displacements will fall into the LSHT range. Hydraulic fluid enters the motor and is applied to a rectangular vane, which slides into and out of the center rotor. This center rotor is connected to the main output shaft. The fluid being applied to the vane causes the output shaft to rotate.
Parker’s vane motors feature a balanced design where the inlet and outlet ports of the motor are applied to sections of the vane cartridge that are 180° apart from each other to ensure that the hydraulic forces are always in balance inside the motor. Key features include:
In-line piston motorsare classified as HSLT. Hydraulic fluid enters the motor and is applied to a series of pistons inside a cylinder barrel. The pistons are pressed against a swash plate, which is at an angle. The pistons push against this angle, which causes the rotation of the swash plate that is mechanically connected to the output shaft of the motor. The swash plate can be a fixed or variable angle. Variable angle motors can have their displacements adjusted between a maximum and minimum setting. The command signals to change the displacement can be electrical, hydraulic or a combination of both.
Bent-axis piston motorsare classified as HSLT. They are similar to inline motors except that the piston barrel is at an angle in relation to the swash plate. Hydraulic fluid enters the motor and is applied to the pistons, which are contained in a cylinder barrel. The pistons are at an angle to the drive shaft, which means that the piston will rotate the shaft as fluid enters the motor.
They can be both fixed and variable displacement. In a variable-displacement bent-axis motor, the cylinder barrel is rotated between maximum and minimum displacements. The command signals to change the displacement can be electrical, hydraulic or a combination of both.
They are best known for high performance, high pressures, high speeds and volumetric mechanical efficiencies in the 97 to 98% range. The also offer quick reaction and precise control. These motors are suitable for applications that require a significant amount of power. They are used to drive mobile and construction equipment, winches, ship-cranes and all kinds of heavy-duty hydraulic equipment for offshore and onshore operations.
Radial piston motorsare LSHT classified. These motors are designed with pistons arranged perpendicular to the output shaft. Typically, the pistons will ride against a cam, which is mechanically connected to the output shaft. The pistons will force the cam to rotate as hydraulic fluid enters the motor.
In general, these motors are fixed displacement. However, some versions will allow for variable displacement. They accomplish this by limiting the number of pistons that can receive hydraulic fluid. Other versions change the internal geometry of the cam the pistons areacting against.
Proper hydraulic motor selection starts with the expected performance required by the application, then works back to the prime mover—the pump. Then it is necessary to evaluate the cost of your motor options along with the degree of complexity you want for the overall system.

The present invention relates generally to fluid transfer devices, and more specifically to a fluid (i. e., hydraulic) pump providing for movement of fluid in a single direction, independent of the direction of the rotary drive therefor. The pump includes mechanical means for translating the rotary drive motion to reciprocating motion to drive a plunger, as well as other features, and is adaptable to a variety of hydraulic devices and drive means.
Various hydraulic devices have been developed in the past for the application of force or work to an object. Such devices generally use a hydraulic ram, i. e., a piston being pushed from a cylinder by hydraulic pressure. Many automotive jacks, presses, engine hoists, portable pumps, etc. utilize the above principle, and in the case of relatively light duty and/or portable devices, generally manual power is used to supply the hydraulic pressure to the unit .
Alternatively, many such devices intended for heavier duty and/or for permanent installation, have dedicated power sources providing the required hydraulic pressure to the hydraulic device. Such devices are generally not portable and utilize relatively large electric or other motors or power sources to supply the required pressure. Generally, portable or relatively light duty hydraulic tools are not equipped with automated power sources, which can pose a problem to many users under some circumstances.
The need arises for a relatively small and lightweight automated hydraulic pump for hydraulic devices such as jacks, lifts, presses, and the like, which pump is easily adaptable to such hydraulic tools and equipment. The pump should also be easily adaptable to various types of power supplies, i. e., electrical, pneumatic, and hydraulic motors, to provide power therefor. A speed reduction may provide not only for a smaller and lighter power supply motor, but also for smaller valving due to the relatively lower rate of hydraulic flow, thus serving further to reduce weight and bulk for the device. In addition to the above, the pump should be unidirectional, i. e., providing hydraulic output independently of the direction of rotation of the power source.
U. S. Patent No. 1,694,834 issued to George W. Sinclair on December 11, 1928 discloses a Mechanism For Transmitting Movement wherein a crank is used to turn an eccentric, which in turn causes a shaft to revolve. The crank may be adjustably angularly offset relative to the rotating shaft, thus causing the shaft to reciprocate in addition to its rotational movement. However, the shaft requires an additional link between the output arm of the crank and the shaft, in order to allow purely axial movement of the shaft. The present pump uses a very loosely similar mechanism, but avoids the requirement for the additional link. Moreover, the Sinclair device does not provide an automated power supply, speed reduction, hydraulic pump means, or valving, as in the present pump.
U. S. Patent No. 2,255,852 issued to Knut E. Lundin on September 16, 1941 discloses a Pump Assembly comprising a radial multiple cylinder device with reciprocating pistons connected to a crankshaft. No combination of rotary and reciprocating motion of the pistons is possible with this arrangement. The plane of reciprocation of the pistons is perpendicular to the plane of rotation of the crankshaft drive, which in combination with the radial array, results in a relatively bulky assembly, unlike the present pump. No means is disclosed for ease of installation to an existing hydraulic device in order to provide power therefor.
U. S. Patent No. 2,436,493 issued to Ralph H. Shepard on February 24, 1948 discloses a Mechanical Lubricator in which a rod provides the rotary motion to the pump, rather than being the driven member of the device. An angularly adjustable offset has one end rotationally captured by a slot in the rod and an opposite end captured by an adjustable member. As the rod rotates, the offset member is also forced to rotate and thereby reciprocate due to the offset. The reciprocation of the captured end within the rod provides a pumping action, but the direction of fluid flow or pressure is dependent upon the direction of rotation of the rod, unlike the unidirectional output of the present pump.
I ield on April 6, 1954 discloses a Hydraulic Speed Governor For Prime Movers utilizing a spring biased wobble plate or swash plate which works against the spring due to centrifugal force when in operation. Thus, the angle of the swash plate relative to the shaft is variable, unlike the fixed angular relationship of the rotary drive (which is not a swash plate) and plunger of the present invention. Moreover, the fluid flow through the Ifield device is bidirectional, unlike the present invention.
U. S. Patent No. 3,061,044 issued to Albert Shotmeyer on October 30, 1962 discloses a Hydraulic Lift designed for ease of installation and removal, but nevertheless being a semi-permanent installation, unlike the present invention. The pump mechanism is not disclosed, other than that it is driven by a reversible electric motor. The present invention does not require any specific direction of rotation for the drive means due to the unidirectional fluid output, thus a reversible motor is not needed.
Accordingly, one of the objects of the present invention is to provide an improved hydraulic pump which is adaptable to various types and configurations of power sources (e. g. , electric, hydraulic, pneumatic) and to various types and configurations of hydraulic devices (e. g., jacks, presses, hoists) to provide hydraulic pressure therefor.
Another of the objects of the present invention is to provide an improved hydraulic pump which provides unidirectional fluid flow independent of the direction of rotation of the power source. Yet another of the objects of the present invention is to provide an improved hydraulic pump which includes an angularly displaced rotary drive means and means converting the rotary motion to reciprocating motion and obviating any requirement for a movable or flexible intermediate link between the rotary component and the reciprocating component.
Still another of the objects of the^ present invention is to provide an improved hydraulic pump which includes a separate, enclosed and independently lubricated bearing means connecting the rotary component and reciprocating component of the pump.
A further object of the present invention is to provide an improved hydraulic pump which includes speed reduction means between the output of the power source and the rotary shaft of the pump.
An additional object of the present invention is to provide an improved hydraulic pump which valve means comprises an inlet, an outlet, and a bypass valve
within a valve cartridge, which cartridge is quickly and easily removable from and replaceable within another hydraulic device for control of hydraulic fluid thereto and therefrom. Another object of the present invention is to provide an improved hydraulic pump which valve cartridge may include axially ported ball and/or needle valves, as well as other features.
Yet another object of the present invention is to provide an improved hydraulic pump which may include a pressure relief valve disposed either upstream or downstream of the outlet valve.
Still another object of the present invention is to provide an improved hydraulic pump which power source is easily removable therefrom and which provides for manual crank operation in lieu of automated or motorized operation.
A final object of the present invention is to provide an improved hydraulic pump for the purposes described which is inexpensive, dependable and fully effective in accomplishing its intended purpose.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT Referring now particularly to figures 1 and 2 of the drawings, the present invention will be seen to relate to a fluid pump 10 particularly adapted for hydraulic fluid transfer and providing for unidirectional fluid flow, independent of the direction of rotation of the rotary power means used to power the pump 10. Pump 10 may be powered by a motorized power source, such as the electric, hydraulic or pneumatic motor 12 shown generally in figures 1 and 2, or alternatively may be powered by a hand crank 14 shown in figure 4, which operation is described further below.
The present pump operates by applying rotary power to the rotary output shaft 18, which shaft 18 causes the rotary arm 30 affixed thereto to rotate. As the rotary axis of the arm 30 is angularly displaced relative to the axis of the plunger 52, it will be seen that as the arm 30 rotates, the arcuate path described by the outboard or plunger pin attachment end 36 of the rotary arm 30 will have one side relatively higher than the other, when viewed from the side as in figure 1. The result of this path of travel of the outboard end 36 of the arm 30 will be to cause the plunger pin 58, and thus the plunger 52 to which it is affixed, to not only rotate about the axis
The present pump 10 is intended to be used with existing hydraulic devices, particularly portable and/or otherwise manually powered hydraulic rams, e. g. , hydraulic floor and bottle jacks, presses, lifts, wood splitting and other cutting devices, etc. As such, it is important that the valve means used for the control of hydraulic or other fluid be adaptable to such devices. Normally, such devices are equipped with manually operated valves to provide for the capture or release of pressurized fluid. However, other means must be provided for supply of fluid to the device. Accordingly, the present pump 10 may include a valve cartridge 76 which is installable as a replacement for the standard hydraulic master cylinder and/or valving associated therewith, in cartridge form. Figure 1
discloses a cartridge 76a, in which the relief valve is ported downstream of the output valve, while figure 2 discloses a cartridge 76b in which the relief valve is ported upstream of the output valve. The differences between the two cartridges 76a and 76b will be discussed separately below. The valve cartridge 76a/76b is removably installable within the housing H of a hydraulic device, and provides for output and pressure relief of pressurized fluid supplied by the plunger 52 and plunger body cylinder 50. The plunger body 38 includes a threaded lower outer surface 78, which provides for the threaded attachment of the present pump 10 to the housing H of a hydraulic device in order to provide for the automated operation thereof .
The original hydraulic pressure delivery means is removed from the hydraulic device, the present valve cartridge 76a/76b is inserted into the housing H, and the plunger body 38 of the present pump 10 is threaded into the housing H to capture the valve cartridge 76a/76b therein and secure the assembly together. The valve cartridge 76a/76b is accordingly preferably cylindrical and may include opposite beveled edges 80a and 80b at its two opposite ends. These bevels 80a and 80b provide space between the housing, the lower or fluid control end 82 of the plunger body 38, and the housing H, for the capture of 0-rings 84a and 84b respectively therein to provide for the sealing of the valve cartridge 76a/76b within the housing H and relative to the plunger body 38, as the valve cartridge 76a/76b is captured within the housing H by the plunger body 38.
The valve cartridge 76a/76b provides internal valving for the inflow, outflow, and pressure relief of fluid transferred by the present pump 10. In figure 1, the cartridge 76a includes an inlet valve 86a, an outlet valve 88a, and a pressure relief valve 90a. The cartridges 76a/76b each respectively include a circumferential fluid flow groove or passage 92a/92b, allowing fluid to flow to the inlet/relief valves 86a/86b and 90a/90b regardless of the orien- tation of the cartridge 76a/76b within the housing H. Similarly, a conic widening or relief 94 of the fluid output end 82 of the plunger body 38 provides for fluid flow from the cylinder bore 50 to and from the radially displaced inlet valve 86a/86b and outlet valve ducts 96a/96b, without any requirement for precise alignment of the cartridge 76a/76b within the housing H or relative to the threaded installation of the plunger body 38 within the housing H.
will then flow past the valve seat lOOa/lOOb, through the axially offset fluid passages 104a/104b, and through the central inlet valve retainer orifice 106a/l06b to enter the cylinder 50. The outlet valves 88a and 88b operate in a similar manner, with the outlet valve 88a being a ball check type valve and the outlet valve 88b a conical tip or needle valve. (It will be understood that either type of valve may be used in any of the configurations of the valve cartridges 76 of the present pump 10.) as the plunger 52 descends within the cylinder bore 50, any fluid contained therein will be forced under pressure through the outlet valve duct(s) 96a/96b. When the pressure is sufficiently high to overcome both the resistance of the outlet valve spring 106a/106b and any working pressure developed within the hydraulic device being operated (and thus reflected back to the outlet port P of the housing H) , the outlet valve 88a/88b will be forced away from its seat 108a/l08b, and fluid will flow from the outlet duct 96a/96b, past the outlet valve seat, through the axially displaced fluid passages HOa/llOb, and out the outlet valve retainer passage 112a/ll2b through the outlet port P of the housing H. In the event that working pressure builds to the limits of the present pump 10, a pressure relief valve (s) 90a/90b is provided respectively for each of the cartridges 76a/76b. It will be seen that, as the outlet valve (s) 88a/88b open during the downstroke of the plunger 52, the pressure within the outlet valve passage 96a/96b will be essentially equal to the working pressure within the hydraulic device being operated (excepting any momentary dynamic transients) .
Normally, the pressure relief valve spring 114a/114b will be considerably stronger than the inlet and outlet valve springs 102a/102b and 106a/106b discussed above; the pressure relief valve springs 114a/ll4b must provide a closing force equal to the intended working pressure limits of the pump 10 and/or the hydraulic device being operated by the pump 10.
As noted above, normally the present pump 10 is powered by a hydraulic, electric or pneumatic motor 12 for ease of operation. However, in the event of a power or motor failure, or if a suitable power source is not available, the present pump 10 may also be manually operated. Preferably, the motor 12 is quickly and easily removable from and installable on the output shaft housing 22, e.g., by means of the threaded attachment 126. The motor 12 may be unscrewed or otherwise removed from the output shaft housing 22, thus also withdrawing the motor drive shaft 16 from the housing 22. The plate 128 upon which the planetary gear set 24 is mounted, includes a slot or other receptacle 130 at its center, which receptacle 130 is exposed when the motor 12 and its accompanying drive shaft 16 are removed from the housing 22. A hand crank 14 (figure 4) including a cooperating blade or other fitting 132, may be provided for manual operation of the present pump 10. By inserting the blade 132 into the slot 130, the operator of the present pump 10 may manually operate the pump 10 and any hydraulic device to which it is connected, without need for other power sources or
motorized means. The pump 10 operates similarly whether manually powered or motorized, with the direction of rotation having no effect upon the direction of inlet or outlet flow. Other devices (e.g., power screwdriver) may also be used for power. When pump 10 is motorized, the rpm will generally be higher than that achieved by manual operation, preferably on the order of 300 to 800 rpm in order to provide optimum speed for plunger 52 operation with the valve sizes provided within the unitary valve cartridge 76a/76b. Accordingly, a guard or shroud 134 may be provided over the rotary arm 30, plunger pin 58, and their common joint, for the protection of persons using the present pump 10. In summary, the present hydraulic pump 10 will be seen to provide numerous advantages in the shop or other environment where hydraulic tools and equipment are used. The simple removal of existing generally manually operated hydraulic supply means from such devices, and the installation of the present pump 10 therefor, alleviates much of the workload involved with the operation of such devices . In the event that the valve cartridge of the present pump is not adaptable to the hydraulic device to be powered by the present pump 10, the cartridge is easily removable from the remainder of the pump as it is not directly attached to any component of the pump but is disposed adjacent to and communicates with the plunger body of the present pump. Thus, the present pump is seen to be adaptable to a wide range of hydraulic equipment. The present pump is intended to be powered by a wide variety of sources. When electric, pneumatic, or hydraulic power is not available, or the pump motor is
inoperable, the motor may be easily removed to expose a fitting in the drive mechanism for manual operation by a hand crank or the like. Alternatively, other power means (electric screwdriver, etc.) may be used to power the pump.
The mechanical means for converting rotary motion to reciprocal motion to drive the pump plunger, eliminates all moving joints between rotary drive and plunger, except one, to provide a relatively rugged construction. The single relatively movable joint provides both rotary and longitudinal motion for the joint components, to provide compliance for all relative motion of the moving parts of the present pump. It is to be understood that the present invention is not limited to the sole embodiment described above, but encompasses any and all embodiments within the scope of the following claims.

A hydraulic motor is a mechanical actuator that converts hydraulic pressure and flow into torque and angular displacement (rotation). The hydraulic motor is the rotary counterpart of the hydraulic cylinder as a linear actuator. Most broadly, the category of devices called hydraulic motors has sometimes included those that run on hydropower (namely, water engines and water motors) but in today"s terminology the name usually refers more specifically to motors that use hydraulic fluid as part of closed hydraulic circuits in modern hydraulic machinery.
Conceptually, a hydraulic motor should be interchangeable with a hydraulic pump because it performs the opposite function - similar to the way a DC electric motor is theoretically interchangeable with a DC electrical generator. However, many hydraulic pumps cannot be used as hydraulic motors because they cannot be backdriven. Also, a hydraulic motor is usually designed for working pressure at both sides of the motor, whereas most hydraulic pumps rely on low pressure provided from the reservoir at the input side and would leak fluid when abused as a motor.
One of the first rotary hydraulic motors to be developed was that constructed by William Armstrong for his Swing Bridge over the River Tyne. Two motors were provided, for reliability. Each one was a three-cylinder single-acting oscillating engine. Armstrong developed a wide range of hydraulic motors, linear and rotary, that were used for a wide range of industrial and civil engineering tasks, particularly for docks and moving bridges.
The first simple fixed-stroke hydraulic motors had the disadvantage that they used the same volume of water whatever the load and so were wasteful at part-power.cut-off controlled. To overcome this, motors with variable stroke were developed. Adjusting the stroke, rather than controlling admission valves, now controlled the engine power and water consumption. One of the first of these was Arthur Rigg"s patent engine of 1886. This used a double eccentric mechanism, as used on variable stroke power presses, to control the stroke length of a three cylinder radial engine.swashplate engine with an adjustable swashplate angle would become a popular way to make variable stroke hydraulic motors.
A gear motor (external gear) consists of two gears, the driven gear (attached to the output shaft by way of a key, etc.) and the idler gear. High pressure oil is ported into one side of the gears, where it flows around the periphery of the gears, between the gear tips and the wall housings in which it resides, to the outlet port. The gears then mesh, not allowing the oil from the outlet side to flow back to the inlet side. For lubrication, the gear motor uses a small amount of oil from the pressurized side of the gears, bleeds this through the (typically) hydrodynamic bearings, and vents the same oil either to the low pressure side of the gears, or through a dedicated drain port on the motor housing, which is usually connected to a line that vents the motor"s case pressure to the system"s reservoir. An especially positive attribute of the gear motor is that catastrophic breakdown is less common than in most other types of hydraulic motors. This is because the gears gradually wear down the housing and/or main bushings, reducing the volumetric efficiency of the motor gradually until it is all but useless. This often happens long before wear causes the unit to seize or break down.
For high quality rotating drive systems plunger motors are generally used. Whereas the speed of hydraulic pumps range from 1200 to 1800 rpm, the machinery to be driven by the motor often requires a much lower speed. This means that when an axial plunger motor (swept volume maximum 2 litres) is used, a gearbox is usually needed. For a continuously adjustable swept volume, axial piston motors are used.
Like piston (reciprocating) type pumps, the most common design of the piston type of motor is the axial. This type of motor is the most commonly used in hydraulic systems. These motors are, like their pump counterparts, available in both variable and fixed displacement designs. Typical usable (within acceptable efficiency) rotational speeds range from below 50 rpm to above 14000 rpm. Efficiencies and minimum/maximum rotational speeds are highly dependent on the design of the rotating group, and many different types are in use.
The crankshaft type (e.g. Staffa or SAI hydraulic motors) with a single cam and the pistons pushing inwards is basically an old design but is one which has extremely high starting torque characteristics. They are available in displacements from 40 cc/rev up to about 50 litres/rev but can sometimes be limited in power output. Crankshaft type radial piston motors are capable of running at "creep" speeds and some can run seamlessly up to 1500 rpm whilst offering virtually constant output torque characteristics. This makes them still the most versatile design.
Hydraulic motors usually have a drain connection for the internal leakage, which means that when the power unit is turned off the hydraulic motor in the drive system will move slowly if an external load is acting on it. Thus, for applications such as a crane or winch with suspended load, there is always a need for a brake or a locking device.
Hydraulic pumps, motors, and cylinders can be combined into hydraulic drive systems. One or more hydraulic pumps, coupled to one or more hydraulic motors, constitute a hydraulic transmission.
Hydraulic motors are used for many applications now such as winches and crane drives, wheel motors for military vehicles, self-driven cranes, excavators, conveyor and feeder drives, cooling fan drives, mixer and agitator drives, roll mills, drum drives for digesters, trommels and kilns, shredders, drilling rigs, trench cutters, high-powered lawn trimmers, and plastic injection machines.
"Aeronautics - Aircraft Hydraulics - Level 3 (Hydraulic Motors)". Aeronautics Learning Laboratory for Science Technology and Research. 2004-03-12. Archived from the original on 2014-07-24. Retrieved 2014-01-27.



 8613371530291
8613371530291