
vfd hydraulic pump quotation

In the current economy everyone has been feeling the pinch. ASI Hydraulics has been taking notes and has noticed the need for a “green” solution to powering the machinery that is required to run an efficient process. The need for a hydraulic power source that can effectively cut costs and endure for the long haul has finally be brought to the table and will be here to stay.

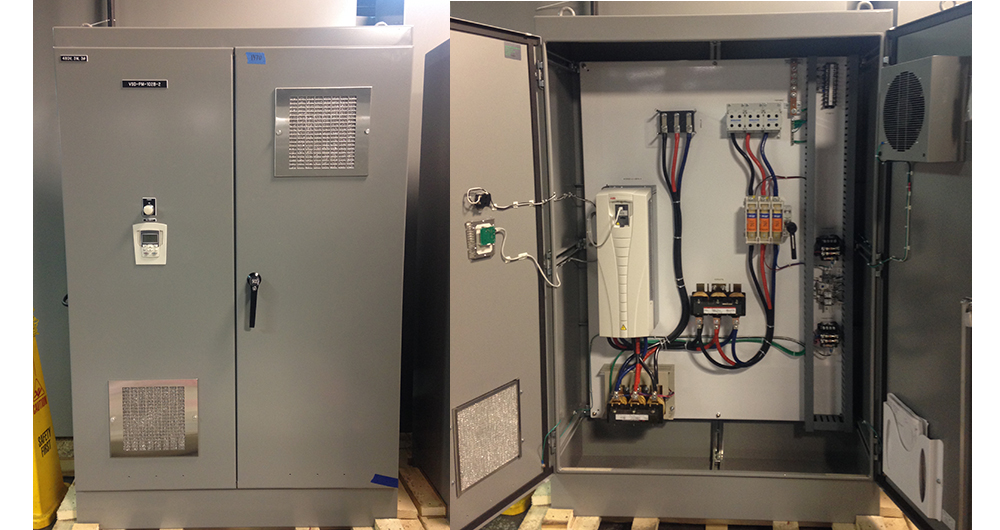
Our Variable Frequency Drive (VFD) Power Units are ready for your process control and mobile applications. Dependable, precise variable flow control, less heat and energy saving. Coupling a power unit with a VFD is only a step in the right direction. The percentage of energy savings recorded can significantly reduce your consumption and help you focus on other needs.

Compared with traditional variable speed drives, the Bear 100 VFD series water pump dedicated variable frequency drive is more efficient and easier to install and operate. In addition,
The Bear 100 VFD variable frequency drive with a 137Amp can be used with any standard AC motor, IP65 protection rating Bear 100 VFD could install on the motor directly, no need for extra PLC, relay, contactors, and control box. The built-in application software makes it the most convenient driver for debugging, programming and operation.
The professional control and protection function for the pump and motor, the soft start and stop, incredibly improve the service life of the pump, motor, and pipe. All these features make this compact and easy-to-use drive reliable and energy-saving up to 70%, suitable for almost any application.

VFD technology was developed in response to the limitations of AC power. AC motors, such as the ones powering industrial pumps, rotate at a rate set by the incoming power and the number of poles inside the motor. Since AC power in the US is supplied at a standard 60 Hz frequency, this means that standard single phase two-pole motors spin 60 times per second.
Adding more sets of poles reduces the speed without any need to alter the incoming electrical frequency. However, you can’t just swap out an electric motor with more or fewer poles every time you need to change the operating speed of a pump. Transistor systems that allow you to turn specific motor poles on and off have been available for decades, but these systems are complex and often lack the fine control needed for industrial pumping. Instead, VFD’s change the frequency of the power supply, allowing for exact and immediate adjustments to the pump operation.
The VFD works by taking in AC power at the 60 Hz frequency, converts it into direct current (DC) power through a rectifier circuit, and sends it through a DC bus to filter the voltage further. Then, power reaches the inverter which creates pulses of DC energy that function like AC current. The pulsing nature of the output mimics AC power enough to create the correct induction processes needed to spin the rotor of the motor. Since DC is easier to control in voltage and frequency, using it instead of true AC power allows the VFD to adjust the electrical supply on the fly. A series of transistors, especially the Insulated Gate, Bipolar Transistor (IGBT), give manual or automatic control over the power output and the resulting EDDY pump performance. Power is easily increased to a sludge pump under heavy load and then dropped again after a blockage passes or the texture of the slurry or sludge being pumped changes.

A Variable Frequency Drive (VFD) is a versatile piece of machinery that can be used in a wide variety of applications. They can be used in pumps, motors, conveyors, air handlers, fans, and more. Anything that needs a varying speed or acceleration can be handled by a VFD.
Think of it like this: a VFD is similar to your foot on the gas pedal of your car. Your foot controls the acceleration and deceleration of your vehicle, which, in turn, varies the speed of the vehicle based on your needs. A VFD does that as well with whatever application it’s connected to. It will slow, stop, start, accelerate, and decelerate a system based on the needs of that system, function, or application.
While there are other ways to do this, a VFD is one of the most efficient ways to adjust speed and torque limit of a system. A VFD is able to better control the starting current of a system, which puts less wear on the motor. This can extend your motor’s life and reduce necessary maintenance (more on this later). The lower power demand that a VFD requires can also reduce your overall power usage.
VFD panels allow for overall increased control of acceleration and speed including easier/lower start speeds, programmable controllers, remote adjustment options, and improved stopping. Smoother VFD stopping mechanisms can reduce wear on mechanical components of the system and make processes safer for industrial and manufacturing applications.
Oftentimes businesses find that replacing or installing a VFD system as opposed to other systems can reduce the space the panel/drive takes up because they use fewer components. VFD drives don’t require a reverse starter, and many can eliminate the need for other equipment like hydraulic pumps and gearboxes.
Control valves in hydraulic pumps can also become sticky and/or suffer from control valve hysteresis. These downsides are eliminated with the use of a VFD panel. VFD drives are faster and more responsive than hydraulic pumps as well.
The reduced load that a VFD offers compared to a hydraulic pump system can also elongate the lifespan of your overall system as a result of less wear.
VFD panels can greatly increase your energy efficiency. They lower the necessary power demand on start, reduce overall power usage, and generally improve energy efficiency of your system.
However, it is worth noting that the scale of the energy efficiency a VFD panel or system will provide depends on your particular application, industry, uses, and more. You can ask us any question about how you can expect your energy efficiency to change with the use/installation of a VFD panel or system.
VFDs reduce energy waste by smoothly controlling speed and only using the energy it requires instead of energy/power overuse that can occur with other speed control systems.
Perhaps the most obvious would be connected to the energy efficiency of a VFD panel. Reduced power use and/or energy consumption can reduce your energy spending.
The lowered maintenance requirements and fewer components of a VFD system can also reduce expenses related to upkeep of the system. Longer motor life and less wear on components can also reduce costs associated with this system.
Various states also offer potential financial rebates for VFD installation, which can reduce your overall costs and give you the long term benefits of VFD panels.
VFD benefits range from energy efficiency to prolonged life to noise reduction. They’re also excellent for their versatility and their ability to be customized for each business and each application.
Advanced Fluid Systems is proud to offer hydraulic repair services for hydraulic pumps and motors, from gear pumps to vane pumps to the largest radial piston pumps, regardless of brand. Our inventory includes seals, parts and re-manufactured pumps available for immediate shipment.
100HP programmable variable frequency drive (VFD) test system for mineral oil and water glycol fluids that allows us to test pumps with electronic controls.

Hydraulic pumps are NOT the same as water pumps! they are Positive Displacement pumps, not centrifugal. They do indeed need high starting torque and in fact a centrifugal pump is exactly the opposite. DO NOT use the "Pump Control" macros in a VFD for a hydraulic pump, it will not work. But it can be done, just be sure to use a "vector" drive so that you can get full motor torque at start-up and use the "Constant Torque" output pattern.
But why are you thinking of putting a VFD on a Hydraulic pump anyway? Lowering the speed may not give you the performance you are thinking of. Don"t get me wrong, it"s done all the time because running the pump slower when you don"t need full flow does save a little energy compared to full speed and a recirc. / throttling valve, and it is also a lot quieter. But at really slow speeds you can run into HP problems and have to have the valve control there anyway. So if you are going to spend a lot of time running at very low flow rates, you might want to rethink the cost of adding the VFD.

EXCEL PUMPS PRIVATE LIMITED has 3 decades of on hand experience in the field of manufacturing & marketing of various types of Industrial Pumps and Pumping Systems.
During our journey, we invented optimum & economic pumping solution for various installations. Honoring the commitments of Pump Performance is our Prime Face for consistent relationship with our customers.

12/24 Volt DC hydraulic pump motors for sale, price cheap, 500W, 800W, 1.6 kW, 2.2 kW and 2.5 kW hydraulic pump motor for selection, hydraulic pump motor is widely used in dump trucks, fixed boarding bridges, lifting platforms, van wings, car lifts, vehicle headboards, etc. It has the characteristics of high speed and small rotational inertia, which is convenient for starting, braking, speed regulation and commutation.
Hydraulic motor and hydraulic pump, all with the help of sealing work in the capacity of the transformation to complete the kinetic energy, - the same with the flow distribution organization. Hydraulic motor in the keyed high-pressure liquid state effect, into the liquid cavity from the small increase, and the rotating components caused by the torque, in order to get rid of the load resistance torque, to complete the rotation; In addition, the motor back to the liquid cavity from the large shrinkage, to the car tank or pump suction pipe mouth back to the liquid, the work pressure is reduced. The pressure wave state continues to enter from the leakage port of the hydraulic motor, and discharge from the return port, then the motor rotor of the hydraulic motor rotates continuously and opens to the external work.
From the theory. In theory, in addition to the valve type hydraulic pump, other ways of hydraulic pump and hydraulic motor with cross, can be used. In fact, because the performance indicators and provisions are not the same, the same way the pump and motor in the structure is still different.
The hydraulic motor is keyed into the liquid containing the working pressure to promote its rotation, so it is necessary to ensure the original confinement, without having the ability of self-priming. While the hydraulic pump - generally must have self-priming ability.
Hydraulic motor should be able to forward and reverse, so the internal structure of the hydraulic transmission must be symmetrical. Hydraulic pump is generally all single-sided rotation, in the structure of the general do not have this limit.
Hydraulic motor speed than a large range, especially when the speed is relatively low, super piston hydraulic motor should be able to ensure that all the normal work, so should be selected with roller bearings or negative pressure rolling bearings, if the choice of gas pressure rolling bearings, it is not easy to produce grease film. And the hydraulic pump speed is relatively high, the general shift is small, there is no such provision.



 8613371530291
8613371530291