
what causes hydraulic pump whine for sale

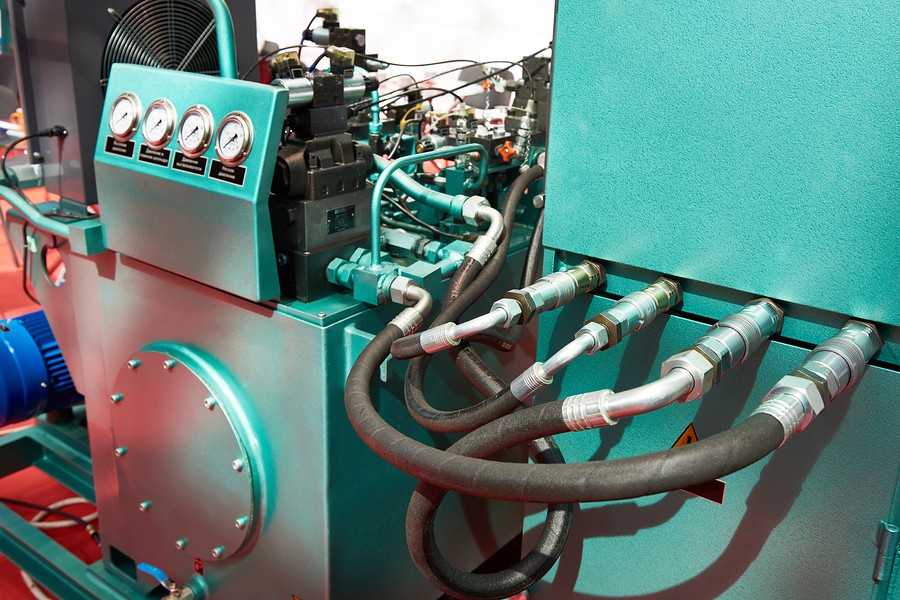
Pump cavitation is first and foremost caused by insufficient flow. This happens when the volume of fluid being supplied doesn’t meet the demands of the hydraulic circuit, and the pressure at the suction end of the pump isn’t sufficient. This leads to the absolute pressure falling below the vapor pressure of the liquid, which leads to air bubbles being formed. These tiny bubbles implode as they pass through the system, creating shockwaves and causing pump vibrations.
The process of these bubbles forming and collapsing is done with a great deal of force, and leads to eventual metal erosion inside the pump. The mechanical damage caused by cavitation can have irreversible impacts on system components and may possibly lead to complete failure. Cavitation happens only on the suction side of the pump, and may be caused by a series of different malfunctions, including:
Cavitation is typically characterised as a high-pitched whining or screeching sound, and in some extreme cases, can present itself as a loud rattling sound. Whilst these hydraulic pump whine noises are generally the most obvious telltale signs of cavitation, other symptoms to look out for also include:
By design, hydraulic pumps contain a miniscule amount of air which allows space for the hydraulic fluid to heat up and expand. However, too much air in the pump can cause serious issues – this is known as aeration.
Aeration in a hydraulic pump occurs when there is an air leak in the suction line. When outside air enters the pump through a damaged connector, loose pump seal, pipe fitting, or any other damage, it gets drawn into the pump’s hydraulic fluid supply. This unwanted air quickly gets dissolved into the hydraulic fluid and leads to contamination.
Contaminated hydraulic fluid can have serious implications for the system, as the excess air means that it cannot conduct heat as efficiently and can cause the fluid to foam. This can lead to overheating and in some cases, a substantial decrease in power. Aeration may happen on both sides of the pump, and has several causes including:
Similar to cavitation, aeration is usually indicated by a sudden change in noise, which can sometimes make it difficult to differentiate between the two causes However, aeration tends to produce a more erratic low-pitched ‘rumbling’ or ‘rattling sound, as opposed to the more consistent whining noise of cavitation.

Excessive or erratic hydraulic pump noise is a symptom of malfunction that could cause damage or accelerated wear if not addressed quickly and correctly. While it’s never nice to hear strange noises emitted from your pump, different forms of noise, which are related to different faults can provide valuable clues that can help you to diagnose your problem and get it fixed before it turns into something major.
So it pays to know what different pump noises mean and with practice you can quickly distinguish between the normal operating sounds and signs that something is wrong. In this article, we’ll talk about what causes some of these sounds, so you can identify them.
A constant hissing sound is indicative of a relief valve that is set too low or is stuck open and is continually releasing pressure. An erratic whistling sound is a symptom that a relief valve is set incorrectly or is damaged. It is common for pump settings to be changed carelessly or inadvertently - sometimes to overcome other issues with the hydraulic system - sometimes due to a lack of understanding of the correct operating conditions, so include this in your regular checks. In addition to noise problems, relief valve damage can be accompanied by slamming of actuators, stalls and excessive heat generation.
Noise issues are just one symptom that gives you a clue when things go wrong with your hydraulic pump. There are several other issues to know and understand, which could help you to identify pump problems quicker. Which means you can sort them out sooner - potentially saving big money down the road. These include heat problems, pressure problems and flow problems.

Every hydraulic pump makes some noise. If all is well with a pump, then this noise stays more or less the same. However, if something goes wrong with the pump or its connected system parts, then you may start to hear sounds that you haven"t heard before.
The fluid that flows through your system needs to move at a smooth and even rate. The pump has to deliver the fluid at a specific flow for things to work.
If something prevents the fluid from achieving and maintaining its optimum flow, then your pump may start to make unusual noises. For example, you may hear a high-pitched whine coming from the pump. This can be a constant or intermittent sound.
If your pump whines constantly, then you may have a cavitation problem. Here, the pump can"t deliver its fluid at the right volume or rate. There isn"t enough fluid coming through the pump"s suction line.
In some cases, this is a sign that your pump"s motor is on the wrong setting. So, the pump itself is working at the wrong speed to create the right flow.
A hydraulic pump might get noisy if one of its parts or connections has a problem. A faulty or failing pressure control, bearing, valve, seal, or coupling can make a noise you haven"t heard before.
In some cases, you may hear vibrating clunks as your pump works if you have a problem with a connecting pipe. A loose seal or connector might allow the pipe to move. It then passes vibrations along to the pump itself.
While some noise problems are easy to fix, some are a sign that your pump is close to the end of its working life. Sometimes, this is due to natural wear, usage, and age. However, in some cases, minor problems cause more widespread damage if you don"t fix them quickly.
For example, if you"ve had cavitation problems for a while, then your system may not have been getting the lubrication it needs; it may have overheated regularly. Even if you fix the cavitation issue, you may be left with a damaged pump that needs a more significant repair, rebuild, or replacement.
So, while new sounds or an increase in operating noise don"t necessarily mean that you have a serious pump problem, you should investigate any unusual noise. Typically, this is a sign that something isn"t working right.
A minor problem in your system could go on to cause significant damage. For an expert diagnosis, contact Quad Fluid Dynamics, Inc. Ourhydraulic pump repair and rebuild servicewill get your pump running smoothly and efficiently again.

Hey everyone. We"ve recently started hearing a noise that sounds like it"s coming from our hydraulic pump. It usually only makes this sound at certain rpms and when the volume control is adjusted higher it seems to increase the noise. We have a 2014 Concord 40meter with less than 600 hrs
what kind of noise do you hear? when it appears, is it a constant noise, and when you adjust the volume, does it go away? i suspect, that there is a bearing inside the pump, that is not 100% anymore, possibly unbalanced, and at certain rpms/settings the noise intensifies, to the point that you can hear it.
Thank you for your reply. The noise is basically a higher pitched whining noise. It only makes the sound when rpms are turned up. If we are pumping at lower rpms and we turn volume up, it will also make the noise. You are actually the second person to suggest a bearing going out.
Try engaging the PTO in a gear Lower than normal. If it pumps in 7th gear, put the PTO in 6th gear. If the noise is the same, Exactly the same, it"s likely not a bearing issue. If the noise is still present but at a noticeably Lower pitch, then it"s possibly a bearing.

Longer cycle times are often the first indication that there is something wrong with a hydraulic system. Decreased speed of hydraulic actuators (such as cylinders) points to decreased flow through the system.
Decreased flow can be caused by either external or internal leaks. External leakage can often be spotted very easily. Look for leaking/busted hydraulic hose, hydraulic fluid around connectors or under components.
See the related blogs on preventive maintenance of hydraulic hoses and knowing when to replace a hydraulic hose. Another related blog, “What is Causing Your Hydraulic System to Leak” has a free download of our Port End Assembly Guide, which can educate your maintenance personnel on preventing connector leaks in the first place.
Internal leaks (such as high-pressure fluid passing around the cylinder piston, or incorrectly set relief valve pressure) are more challenging to identify. One way to identify an internal leak is by detecting elevated temperature of a failing component. A leak generates heat. Higher temperature results in decreased viscosity of the hydraulic fluid. Decreased viscosity of the fluid further increases leakage, leading to additional increases in temperature… You get the picture of how the situation escalates.
In some cases, temperature measurement is not conclusive. If an internal leak cannot be detected by locating a component generating abnormal heat, use a hydraulic flow meter.
Knocking, loud whining, or screeching often indicates aeration or cavitation. Aeration means air inclusion in the hydraulic fluid, cavitation is the presence of vaporized hydraulic fluid in the system.
Banging or knocking noises can indicate that air is included in the hydraulic fluid. Other symptoms of air inclusion are foaming of the fluid, and erratic actuator movements.
Air in the system accelerates breakdown of the hydraulic fluid and decreases hydraulic fluid’s lubricating properties. Both conditions lead to increased wear of the system’s components, through increased friction, overheating, and burning of seals.
Air usually enters the system through the pump intake. Check the fluid level and a condition of the suction hose. If the hose is old or shows any warning signs, replace it. See related blogs on knowing when to replace a hydraulic hose, scheduled hydraulic hose replacement, and preventive maintenance of hydraulic hoses for more information on the subject.
Cavitation results from demand for hydraulic fluid not being met. Typically (but not exclusively), this happens at the pump. The insufficient flow causes the absolute pressure in the affected part of the circuit to fall below the vapor pressure of the hydraulic fluid, which in turns causes formation of vapor cavities within the fluid. When the vapor cavities are compressed, they implode and produce a knocking noise.
Excessive temperature of hydraulic fluid (generally above 180°F), reduces its working life and damages seals in the system. In addition, viscosity of hydraulic fluid decreases with increasing temperature, which in turn results in inadequate lubrication and increased wear of the system"s components.
There are two general causes for increased hydraulic fluid temperature: either a component produces more heat than it should, or the heat dissipation capacity of the system is reduced/inadequate.
Regularly check the hydraulic oil level and viscosity. Check the heat exchanger for any obstructions in both coolant lines and hydraulic fluid lines. Make sure that the heat exchanger has adequate space around it.
To properly analyze and/or troubleshoot your hydraulic system, you will need some tools. At minimum, you need to be able to measure pressure, temperature, and flow at different parts of your circuit. The more complex your hydraulic system, the more sophisticated meters you will need to get the job done.
Parker SensoControl family of diagnostic meters offers four different diagnostic solutions to address the needs of maintenance personnel, based on the complexity of their hydraulic circuits.

The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.

Hydraulic pumps are at the core of many essential factory operations. Unfortunately, there are numerous pitfalls to plan for, mitigate, and overcome to keep them running. Keeping up on routine maintenance is important, but the best way factory techs can avail themselves of costly, frustrating breakdowns is to understand the various catalysts for hydraulic pump failure.
The simplest way to identify the cause of pump failure is to thoroughly inspect and dissect the aftermath of the problem. In most cases, the cause of failure will be evident by the nature of the catalyst(s). Here are eight of the most common problems, some of their defining features, and how they ultimately come to fruition.
1. Fluid contamination is one of the biggest causes of hydraulic pump damage and involves debris mixing with the liquid. This debris causes friction, leading to extenuated wear on the pump itself. The result is inefficiency, culminating in malfunction.
2. Fluid viscosity issues occur when the hydraulic fluid within a pump breaks down over time. Viscosity that’s too high leads to cavitation (another catalyst for damage). Subsequently, if a tech changes and replaces fluid with a viscosity that’s too low, heat and friction become concerns.
3. Over-pressurization occurs because of excessive load on the pump itself, resulting in red-line operation that’s both unsafe and damaging. Hydraulic pumps operating under high duress for extended periods of time will likely experience component wear and premature failure, usually in spectacular fashion.
4. Excess heat can be a product of poor fluid viscosity or environmental factors. This issue is rarely a singular catalyst for pump breakdown, but it exacerbates other factors or masks other issues, such as fluid contamination.
5. Implosion invariably results in extreme failure for hydraulic pumps and is a major safety hazard. Implosion occurs when air bubbles within a hydraulic pump collapse, causing an overload of pressure to the pump that generates an intense shock.
6. Aeration occurs when hydraulic fluid traps air bubbles. The pump subjects the bubbles to pressure, causing high heat and over-pressurization when the bubbles collapse. Aeration at extreme levels leads to implosion.
7. Pump aeration pertains to air not in the hydraulic fluid, but air introduced through unsealed joints or shafts. This air quickly causes pressure instability affecting crucial parts of the pump. This can quickly lead to breakdowns — generally marked by a whine or other high-pitched sound.
8. Cavitation is a symptom of uncontrolled pump speeds, which fail to allow hydraulic fluid to completely fill the pump. It results in destabilized pressure, heat, and excess wear. Cavitation is often marked by the same type of whine or squeal as pump aeration.
Because the factors causing each of these problems differ in nature, it’s best to fully evaluate a damaged hydraulic pump to determine if more than one issue is responsible.
Maintenance is the best approach for ensuring safe, efficient hydraulic pump function. But routine service is just the start. Identifying common issues plaguing your hydraulic pumps will lead to a better quality of targeted maintenance — for example, if you pinpoint a heat issue related to viscosity, that issue may be resolved by opting for a different fluid weight.
Every piece of information learned about your pumps can translate into better care, leading to longer uptimes, fewer issues, and fundamentally better maintenance.
Having trouble identifying the catalysts for your hydraulic pump’s issues? Let the professionals at Global Electronic Services take a look! Contact us for all your industrial electronic, servo motor, AC and DC motor, hydraulic, and pneumatic needs — and don’t forget to like and follow us on Facebook!

Hydraulic systems can be extremely useful in a lot of machine solutions, but they can also be extremely loud. Any industrial location with active machines will make some noise, but when the noise rises to a certain level, it can be a problem. Systems that are too loud can cause headaches, hearing loss and elevated stress — and the noise may make it difficult for your workers to focus on what they are doing.
For this reason and others, it can be very useful to your operation for you to know how to reduce hydraulic system noise. While each situation is a little bit different, here are some tips and guidelines for noise control in hydraulic systems.
While it is impossible to completely eliminate hydraulic system noise, quality noise control in hydraulic systems is definitely possible. It starts with understanding the source of hydraulic system noise. Once you know where the noise is coming from, you are in a much better position to control it. While hydraulic noise originates from the pump, the power unit is the greatest contributor to hydraulic system noise.
Pressure fluctuations and vibrations of the various components of the system can amplify hydraulic noise as well. Each part of the hydraulic system has a potential noise control solution.
You’ve probably noticed that everything with an electric motor makes some noise. In many cases, very loud noise. A hydraulic system is no different. The movement of the fan, the vibrating of the bearings and the rotor and stator assembly all translate into what can be some very grating noise.
Hydraulic motors and other actuators can be some of the noisiest components of the system. A few tricks for keeping the hydraulic motor quiet include using very long tubing with a hose assembly at both ends and using a mesh screen set 30 degrees form horizontal.
Bearings, pistons, gears and the many other components of the pump can all combine to make a lot of noise, especially when you join the pump to the loud electric motor. Submerging the entire motor-pump assembly in oil or some other liquid can create a barrier that significantly dampens the sound of the system. You can also make the pump quieter by running it at a lower speed or using multiple small pumps instead of one or two large pumps.
One of the most important tools for reducing hydraulic system noise is the use of vibration-dampening mounts. You can mount the motor-pump assembly to a subframe with vibration-dampening mounts and you can mount the subframe to the power unit with vibration dampening mounts. Other industrial soundproofing materials wrapped around your hydraulic system can also be useful in reducing unwanted noise.
If the manufacturer is of no help, you can always contact a local engineering lab. These labs often have hydraulic experts that are highly knowledgeable and may relish the chance to take a look at your system and come up with ways to make it quieter and more efficient.
It’s also possible that your hydraulic system is making so much noise because it is in need of repair. If you suspect this is the case, either because you are having other problems with the system or you are seeing other possible symptoms of a problem like heavy shaking or sounds that you have not heard before, it can pay to have a professional take a look.
You can call Global Electronic Services anytime to have a certified professional inspect your system and perform a fast, efficient repair if necessary. For an estimate on hydraulics repair, call 877-249-1701 or contact Global Electronic Services online today.
The condenser water pumps take hot water from the condenser to the cooling tower, and the chilled water pumps take cold water from the chiller to your AC unit.
When the pump fails, water is not circulated as efficiently or at all, compromising the performance of your entire system. Thankfully, pumps often signal that there is something wrong, and these signals usually come in the form of odd and loud pump noises.
Loud and unusual sounds emanating from circulating pumps are always a red flag, a sign that something is wrong either with the pump or in the water lines.
Modern pumps have bleeder valves that make the process very easy. Slowly open the valve until you start hearing a hissing noise. Once the hissing ceases, you will see a slight dribble of water, indicating that the pump no longer has air. At this point, you can close the valve.
After doing this, make sure that the pump has been installed correctly. Even a few degrees of inclination or misalignment will allow air to get locked in the pump.
Pumps can be oversized for several reasons. It could happen due to a degree of error in the planning and design stage when engineers need to “guesstimate” piping length and fittings, or it could be purposely designed this way so the system can expand in the future and the “right-size” pump today would not be able to meet the future demand of tomorrow.
Sometimes a pump replacement is needed right away, and the supplier didn’t have the perfect replacement in stock, or the engineers choose an oversized pump already considering an expected build-up of corrosion in the pipes that require more pump head.
Regardless of the reason that led to an oversized pump, having one can always cause excessive noise and vibration, loosing up connections and joints and causing piping fatigue.
Under sizing a pump presents a more serious issue. That’s because you, unfortunately, don’t have much choice other than replacing the pump and installing a larger one.
If the system is undersized, it can’t provide the duty needed, it can also lead to deadheading - when a pump’s discharge is closed because of a blockage in the line or an unintentional closed valve. When this happens, the fluid churns inside the pump until it heats up into a vapor, causing noise and damage. Deadheaded pumps can lead to motor burn out, a damaged impeller, seal leakage, cracked bushings, and compromised elastomers, ultimately killing the pump.
In systems with undersized pumps, you can verify if the existing pump can handle a larger motor to avoid dead head. Even though it may be the cheapest way to handle the problem, it is not the best and the solution would just be temporary.
Only some pumps have bearing assemblies, not all. However, all electric pump motors have bearings, and the excessive wear of bearings – whether on the assembly or inside the motor - can cause pump noise.
The good news is that pump models with bearing assemblies usually have the components available for purchase, and they are inexpensive and easy to replace.
Water with rust and other sediments can wear out the circulating pump and clog the impeller. When this happens, noise is a consequence. To get rid of it, there is no magic bullet: the solution is in cleaning the system.
High-quality and modern pumps usually have 3 flow settings, while older pumps may have only one or two. That’s why older pumps are typically noisier than others. They are less efficient, and the energy loss is usually translated into a humming noise.
If your pump is making this noise and you have more than one option of flow setting to work with, locate the flow switch and turn it down one level. Then check the radiators and tower rails to verify if they are still getting up to the temperature they should. If so, then leave it this way.
If you operate with a VFD and your pump is still making a humming noise, check to see if you have a correct grounding of the motor to the VFD. In many cases, incorrect grounding allows the system to act as a noise transmitter.
To understand this, we need to take a step back and take a quick look at pump operation. Bernoulli"s principle shows us that fluid flows from areas of high pressure to areas of low pressure.
HVAC pumps operate by creating low pressure at the inlet, allowing the water to be pushed into the pump. As the fluid flows through the pump, the pressure decreases. If the pressure at the inlet happens to fall below the vapor pressure of the fluid, air bubbles form at the inlet. These bubbles can cause cavitation, leading to pump noise, damage, and lower capacity.
Net Positive Suction Head or NPSH is the difference between liquid pressure at the pump suction and liquid vapor pressure and is expressed in terms of the height of the liquid column. NPSH needs to be usually 3 to 5 feet to avoid cavitation.
If detected in an inspection that there’s a problem with the NPSH, basically two things can be done: first, there’s the option to choose a more appropriate pump for the application (our recommendation if the pump has already suffered irreparable damage due to cavitation). Second, the system can be reevaluated to see if elevating the cooling tower can increase NPSHa (the absolute pressure at the suction port of the pump) or if fittings that rob current NPSHa can be reduced.
If you need assistance with anything related to circulating pumps, contact us. We have 3 offices in California, and we can go wherever you are to inspect your pump if you are experiencing loud and unusual noises.
The Vertical Systems team of sales engineers and technicians can point out the cause of pump noises, and determine the best solution to eliminate it. Experts in all types of circulating pumps, our professionals can solve any problems with installation, worn components, leaks, and issues related to water temperature, pressure, and air bubbles. They can also recommend energy-efficient upgrades that will make your system perform better and save you money.

Noise is undesirable because it can cause additional load on hydraulic components leading to premature failure, additional system cost, operator fatigue and potential hearing loss. The U.S. Department of Labor’s Occupational Safety and Health Administration (OSHA) states that exposure to 85 dB(A) of noise for more than eight hours per day can result in permanent noise-induced hearing loss (NIHL)1.
Noise is known to cause many issues with components in hydraulic systems but in particular steel tube assemblies are known to be very susceptible to vibration failure.
Vibration can travel through the system via the fluid and/or metal components transmitting to all parts of the equipment. Noise travels easily through the metal components such as pumps, valves, cylinders, steel tubes and elbow fittings but can also travel through the steel wire reinforcement in the hose.
A quick and easy solution that some designers have discovered to eliminate noise in power steering systems, hydrostatic pumps, pump outlets, motor inlet/outlet and PTOs is to utilize thermoplastic fiber reinforced hose. This hose is constructed using a variety of smooth bore polymer inner cores for a high degree of chemical compatibility, high strength fibers, and a polymer jacket. Fiber braided thermoplastic hose is available in pressure ratings from 500 psi to 7500 psi.
Parker"s Parflex Division is contacted at least once a month by companies looking to bring the noise down below audible noise level (vibration). Through years of studying noise and its effects on hydraulic systems, as well as, working closely with our customers to reduce application-specific noise, Parflex has developed an extensive line of thermoplastic hoses with a high degree of dampening effects.
Parflex 510D, 518D, 520Nand 53DM are most suited for reducing noise and have a working pressure range of 1500 to 5000 psi at a 4:1 design factor. Hose selection tools and application engineering expertise are available through Parflex for your equipment hydraulic design needs.
When hydraulic systems do not receive the routine maintenance they need, they become vulnerable to a number of major performance problems. Few of these issues are more annoying than excessive noise.
A noisy system not only creates unnecessary disruptions in the workplace, it’s also the symptom of a potentially severe mechanical issue. Therefore, a hydraulic system that keeps emitting loud vibrations, knocking sounds, or other hard-to-ignore noises should be inspected at the earliest opportunity so the problem can be located and properly corrected.
A hydraulic system that won’t stop emitting strange noises is an irritation that no one should have to endure, as it tends to disrupt the concentration and peace of mind of personnel who work in the area.
An excessively noisy hydraulic system may even violate the law. In the U.K., employers are required to ensure that workplaces do not have pieces of equipment that generate excessive noise levels. The relevant legislation is the Control of Noise at Work Regulations 2005.
Although noise can emit from many areas along the system, the most common cause is a defect with the pump(s). Noise may be generated by the mechanical motion of the unit (e.g., the bearings) and/or the movement of the hydraulic fluid through the pump. If you’re searching for the source of system noise, it’s a good practice to start with these components.
Another frequent culprit is the electric motor connected to the pump. Fluid conductors such as hoses and tubes can also generate excessive noise if these components are worn out or improperly connected to the system. Later on, we’ll explore some specific tips for pinpointing issues with these kinds of parts.
Aeration – The presence of air in the hydraulic fluid is known as aeration, and it can trigger serious problems. Aeration can lead to a reduction inf fluid quality, compromising its ability to lubricate moving parts and prevent overheating. Pockets of air in the system tend to make a loud knocking or banging noise as they travel through the hydraulic system.
Cavitation – When a hydraulic system fails to provide a sufficient amount of fluid to a particular area, vapor bubbles (or cavities) can form. This is known as cavitation. An increase of system pressure makes the cavities implode, generating a shock wave. Cavitation in a hydraulic system makes a distinctive knocking sound—but the problem is more serious than mere annoying noises. The imploding cavities can harm system components, possibly causing them to fail altogether.
Check the Hoses – Improperly configured hoses are a frequent cause of excessive noise in hydraulic systems. The problem develops when the hose is bent at a sharp angle in order to connect it properly. Bent hose, however, tends to generate noise, significantly more than straight hose does. You may be able to reduce noise levels dramatically simply by replacing these bent hoses with metal tubing, which will not generate as much racket. If it is the inlet hose that is bent, oil supply may become restricted by the end leading to noise as a result of pump cavitation.
Check the Electric Motor – The cooling fan in the motor may be contributing to the noise emanating from your hydraulic system. Bi-directional fans produce more racket than ones designed to move in one direction. If you have a fan of the former type, it may be worth the expense of replacing it with a uni-directional fan. It may also be that the fan cowling is blocked or the motor bearings are needing to be replaced.
Pumps—even brand-new modern pumps—produce a certain amount of vibration that generates noise. Reducing these vibrations can substantially contribute to your efforts to solve your noise problem. How can you go about achieving this? An accumulator teed into the pressure line is an excellent shock absorber that has the effect of dampening noise. If your system already has an accumulator, check it to ensure that nothing is amiss—keep in mind that these units require periodic maintenance. You may also wish to change the type of accumulator in your system, as each kind has its own particular advantages. Accumulators are available in three basic types: piston, bladder, and diaphragm. Bladder accumulators are known for their fast response time, while piston accumulators are capable of managing a higher gas compression ratio.
Check the Pump Intake Lines – As we mentioned earlier, aeration is a potentially serious issue. When air gets into the system, it often does so via the pump intake lines, so you should examine these to ensure that they are properly connected and still in acceptable condition.
Check the Pump Speed – Reducing the pump speed, when possible, helps to reduce the amount of noise produced by this device. Adding more pumps to the system may allow you to run them at a lower speed without interfering with performance. Figuring out how many pumps to use at which speed can be problematic, so make sure that you have considered all variables before proceeding.
To a large extent, the task of reducing hydraulic system noise requires using high-quality components and performing routine maintenance checks to ensure that everything is in good working condition. White House Products Ltd. is a reliable resource for many organizations across the U.K. that need state-of-the-art hydraulic parts and components. Please explore our online catalog for first-class products from the leading manufacturers active today. Please contact uswith any questions you have about our range—we will respond as soon as possible.
Hydraulic pumps operate at high pressures and are exposed to high heat as well. Over time, this makes them prone to wear and tear. A leak occurs when fluid bypasses the pump shaft. It may happen within the system and, therefore, may not be visible. Hydraulic pump leakage can thin out fluid, which increases heat load via aeration and cavitation, so both higher temperatures and a lack of lubrication may contribute to damage.
An external hydraulic leak is most easily detectable because there will be puddles of slick fluid. An internal leak can be suspected through changes in system performance and efficiency.
Common signs of leakage include a pump that makes whining, banging, or knocking noises, increased fluid temperature (any readings above 180℉), and slower system operation. Cycle times may gradually increase, indicating pressure drops are leading to overheating. For subtle signs of leaks, use a hydraulic flow tester, ultrasonic detector, or bench testing system to locate the leak and make repairs.
Wear and tear is the greatest contributor to leakage in a hydraulic system. Hydraulic fluid tends to be quite abrasive, even more so when tiny metal particles become suspended. Under high operating pressures, these wear away at components from the inside, especially pump seals where leaks most often occur. Pump seals are found around the shaft that connects the pump to the motor, which contains the fluid on the pump side. Depending on its design, the pump may have a fluid seal surrounding its piston or one containing fluid within the pump chambers.
An issue with a filter is a major contributor to hydraulic pump leakage. Regularly changing it can keep wear in check and, ultimately, prevent system failure, as the filter can trap abrasive particles that break free as components wear over time. The more internal wear there is, the more surface area there is for fluid to contact. This increases the rate of wear and potential for leakage even more.
Poor system design can also result in pump leakage. If equipment isn’t manufactured to the correct tolerances, it may not perform as expected and increased wear, damage, and leaks may occur. Installing an incorrect part can also trigger a leak.
If it is more than just the seal that is worn out, the pump may be near the end of its service life. Evaluating the pump assembly helps determine the condition of parts, such as the coupling, filter, and pump shaft. A hydraulic pump with more than one faulty component should be replaced, as there’s probably more damage and additional repairs will likely be required soon.
At White House Products, Ltd., we carry all types of hydraulic pumps and can manufacture piston gear and vane pumps to your specifications. We can also repair hydraulic pumps, test them at our facilities, and supply new parts. To learn more, call +44 (0) 1475 742500.

The hydraulic pump is essential for your equipment to work correctly. Even though you perform routine maintenance as instructed, there are times you will need to have it repaired.
Below we have listed the most important signs that yourhydraulic pump needs repairing. If you see these signs, you must get your hydraulic pump repaired quickly. You have a lot of money invested in your machines. You want to keep them working correctly.
Hydraulic pumps should work quietly. If you hear abnormal noises, it could be a sign of aeration or cavitation. Both of these causes damage to the system and can lead to the entire pump needing to be replaced.
Aeration occurs when there are leaks through the seals or fittings. Air leaks in these areas are common and cause the air to mix with the hydraulic system, damaging the system. Aeration causes a louder, more pronounced sound than cavitation. The noise associated with aeration is banging and can sound like rocks tumbling around.
Cavitation formswhen there are gas bubbles in the Hydraulic pump system, and they pop due to pressure. The popping causes a quick surge of air, changing the pressure abruptly. Cavitation damages the pipes because of the extremely high temperatures. Cavitation usually makes a whining or rattling sound. If you hear either of these sounds, have a qualified repairman come out to look at it.
Look for signs such as decreased performance and pressure drops. If you notice either of these signs, inspect the machine immediately. If you do find an internal leak in your hydraulic pump, then call a licensed maintenance specialist. If the leak does not get fixed, it can lead to the entire system needing replacing.
External leaks are much easier to detect. The fluid leaks on the outside of the machine, making them easy to see. You may want to buy hydraulic oil that is not the same color as other fluids, so it is easier to detect. Your employees must report any hydraulic leaks immediately. Once aware of the leak, you need to find where it is. You can do this by cleaning the pump and watching for the leak.
When an external leak occurs, it can cause problems such as wasted fluid, environmental issues, strain on parts, and work-related injuries. These leaks are usually a simple fix for a qualified industrial hydraulic repair technician.
Water contamination is the most common contaminant. It typically occurs when there is a buildup of condensation from hot and cold changes in the temperature. If the hydraulic system sets for long periods, it can cause a buildup too.
Contamination from water is simple to spot because of the hydraulic fluid. The water and the fluid separates, and the hydraulic fluid will be noticeably different in color.
Water can harm the hydraulic system in many different ways. One way is it can erode the pump, causing rust. It can also cause bacteria to grow in the oil, making the pump slimy and have a musty odor. These are both signs of water contamination and lets you know you need to contact someone to fix the issue.
A change in your Hydraulic system’s performance is one of the first indications you need to have a technician come out to look at it. You will notice your machine working slower, and there will be a decline in the machine’s performance.
The change of performance can be due to any of the factors listed above. If there is an external or internal leak, there will be a loss of pressure, causing the hydraulic system to slow. Additional reasons for the lower performance could be that a pressure compensator fault or the system relief is incorrect. If either of these issues is the reason for the bogged-down hydraulic system, they are simple to fix.
If you want to keep your hydraulic system up and running for many years, it is essential to perform proper maintenance. If you discover an issue, have it taken care of by a professional hydraulic system repair company. And train your employees how to detect these common signs too.
Servo Kinetics in Ann Arbor Michigan has more than 45 years of experience in industrial hydraulic repair services. We promise you the highest quality hydraulic repairs at the lowest possible cost and fast turn-around. Our hydraulic repair services include Vickers classic factory rebuilds, Beach Russ repair, reverse engineering services and much more includingnew pumps and motors. Call us to learn more about our hydraulic repair services and ask about our Special Offers!

Located in Taiwan since 1981, Camel Precision Co., Ltd. is a hydraulic pumps and hydraulic valves supplier and manufacturer in Machinery and Equipment Manufacturing Industry.
In 1981 Camel Precision Co.,Ltd was founded. The management of company fully awards of high quality products requires not only sophisticate machinery, But good knowledge in technology is also important as well. Company invited senior engineers from Germany and Japan to lead the manufacturing and training of local engineers in hydraulic industry. We offer our customers industrial pumps, solenoid directional control valves, hydraulic pumps, vane pumps, external gear pump, internal gear pump, directional valve, hydraulic valves...etc.
CML, Camel Hydraulic, Camel Precision has been offering customers high-quality Vane Pump, Variable Displacement Vane Pump, Internal Gear Pump, Eckerle Asia Agent, External Gear Pump, Solenoid Valve, Modular Valve, Pressure Reducing Valve, Flow Control Valve, Hydraulic Valve since 1981, both with advanced technology and 38 years of experience, CML, Camel Hydraulic, Camel Precision ensures each customer"s demands are met.
CML, Camel Hydraulic, Camel Precision welcomes you to view our high quality products Vane Pump, Gear Pump, Solenoid Valve, Modular Valve, Hydraulic Pump and feel free to Contact Us.



 8613371530291
8613371530291