
what is a 2 stage hydraulic pump quotation

2-stage hydraulic pumps are used in motor-driven operations wherein a low-pressure, high rate inlet must be transferred to high pressure, low flow-rate outlet. Single-stage pumps are rated to a static max pressure level and have a limited recycle rate.
To achieve high pressure without a 2-stage unit, the drive engine would require significantly higher horsepower and torque capacity but still lack an effective cycle rate. Other hydraulic pump variants exist – such as piston pumps – but are expensive, making 2-stage units more feasible.
For example, a single gear hydraulic pump might be designed to generate a high-pressure output. Still, it will be unable to repeat a cycle rapidly due to a necessarily low flow rate at the intake. A 2-stage unit ensures consistent flow to increase cycle turnover.
Compactors utilize a similar 2-stage process. High-pressure flow drives the compacting rod, while the low-pressure flow retracts the mechanism and feeds the high-pressure chamber for repeated impacts.
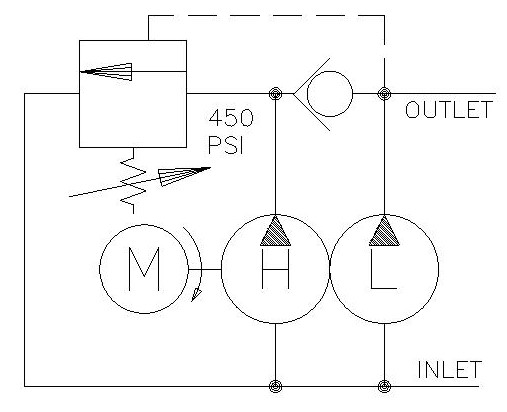
2. Once the first-stage pressure meets a certain pressure threshold, a combiner check valve will open and feed into the second-stage, small-gear unit – joining flows at relatively low pressure.
3. A load sensing pin will trigger the unloading valve to open and the check valve to close. The flow will be directed exclusively to the discharge port.
4. A small amount of fluid may feedback to a load sensing pin to measure the pressure at the outlet and signal lower flow rate in the first unit, lowering the pressure and providing the conditions for a cycle to repeat.
A piston pump operates according to variable displacement. Flow is determined by the angle of an internal slant disk attached to the pump shaft. Pump adjustments – like torque or horsepower limiters – allow piston pumps to emit a max flow rate regardless of pressure level.
In most cases, hydraulic piston pumps are an order of magnitude more expensive than gear-based pumps. Potential downtime and part replacement in high volume work conditions exacerbate price disparities further.
Chiefly: fuel and power consumption. A piston pump operating in high-pressure ranges will regularly demand the full horsepower capabilities of its associated drive engine – increasing the power utilization of the system.
Opportunity cost may also be considered when using a piston pump. Depending on the application (e.g., log splitting), work output can be heavily impacted by the cycle speed of the pump. Not only is a piston pump more expensive to peruse, it is also slower than 2-stage pumps.
Panagon Systems has specialized in manufacturing industry-standard and custom hydraulic assemblies for 25 years. Reach out to our team for a consultation on your specific operational and equipment needs.

Hydraulic pumps convert mechanical energy into fluid power energy. All hydraulic pumps are positive displacement which means the outlet flow is sealed from the inlet flow. A small amount of fluid is designed to leak internally to lubricate and cool the internal components of the pump. The only function of the pump is to produce flow in a system. Bailey International, LLC provides a wide range of pumps and accessories including clutch pumps, dump, gear, jaw couplers, mounting brackets, pistons, PTO, vane and two stage pumps.
Northern Hydraulics offers a full line of 2-stage hydraulic pumps for your log splitters, compactors, and press-type applications. Haldex/Concentric pumps have a cast iron gear housing and are available in flows ranging from 9 GPM to 28 GPM. These 2-stage hydraulic pumps are designed for heavy-duty use and long cycle times. The Haldex brand assures you are getting top-quality, high-performing products. Northern Hydraulics replacement pumps also have a cast iron gear housing and are available in flows ranging from 5 GPM to 28 GPM. These log splitter hydraulic pumps are ideal for the recreational wood splitter user, as they are still a quality product, but offered at a much lower price point.

How does a 2 stage hydraulic pump work? Knowing the answer to this question means going back to the basics. This includes understanding that 2 stage pumps are usually called log splitter pumps. In terms of purpose, these pumps are an amazing way to expect better performance without worrying about an increase in the horsepower.
A 2 stage pump is often regarded as an excellent time-saver. This is because the pump is composed of two pumping parts, along with an inside pressure-sensing valve which works by cutting between the two. A section of the hydraulic pump creates the max gpm flow rate at a relatively low-pressure rate.
As mentioned, looking inside the housing of this type of pump will introduce you to two components – a huge volume pump, alongside its low volume counterpart.
What makes this pump unique is that it makes possible that a hydraulic system produces either high pressure or high flow, which can easily be powered using an engine of a moderate size. The usual log splitters come between 5 and 12 hp.
In contrast to single stage pump which is composed of a single dual suction impeller that is situated on both vehicle sides and giving volume to all of the vehicle discharges, the2-stage hydraulic pump features two suction impellers that work side-by-side.
With this in mind, it is the operator’s call whether more volume or more pressure is required. This can be done by choosing the right switch that is located on the panel of the pump.
In a standard log splitter, a log is placed by the operator on the splitter, shifting a directional valve so as to route fluid coming from the pump and into the cap end of the cylinder. Then, the smaller pump works by moving the piston rod at a low speed, and can still attain higher pressure in pushing the wedge to the log, splitting it.
Engine– The engine is typically a small 4-stroke gasoline engine. It works by providing power to the entire system. It is connected to the hydraulic oil pump. A regular log splitter has a 5-hp gasoline engine or a a higher horsepower such as a Briggs & Stratton engine.
Hydraulic Oil Pump – This component produces a continuous high-pressure oil stream, running to a valve. The usual splitter features a 2 stage hydraulic oil pump that is rated at a max of 11 gpm, at 2500 psi.
Valve – This part allows the operator to actuate the hydraulic cylinder, thus splitting a log. The valves work by applying forward and backward pressure into the piston. A certain type of valve is called “spool valve” because it looks similar to a spool of thread.
Tank – The tank is the component that holds the hydraulic oil which feeds the pump. There is also a filter that keeps the oil clean. It can also be found in the tank. A usual log splitter comes with a 3.5 gallon hydraulic oil tank.
It is also possible to speed up the log splitter. For this, you need to have a bigger hydraulic pump. As you also upgrade your pump, you may also have to upgrade the size of the tank. This will help in preventing fluid overheating. You may also want to increase the size of the hoses, as this will also help in accommodating the increase in the flow rate.
As such, controlling the flow rate of a pump requires setting the output pressure towards the point using the P-V diagram, allowing the pump to provide the flow rate desired.
2 stage hydraulic pumps are often seen in hydraulic systems. They work by allowing the passage of different substances right into the pump, as well as the other components that are in the system. The different aspects of working can be adjusted, such as the valve accuracy, pressure settings, and creating minor adjustments using tools that you can find at home.
Locate the adjustment screw that is situated at the back of the hydraulic gauge. For this process, you can use a flathead screwdriver in turning the screw. This step enables you to easily adjust the needle of the screw. When needed, you can also turn it into zero.
This time, take time in adjusting the pressure switch. This switch can be found at the back of the hydraulic gauge. The best tool for this step is a wrench, using it to loosen the nut on the switch. Turn the adjusting screw afterwards. The pressure switch may also be adjusted in stopping the pump as it reaches a given setting in the pressure. Turn it in a counterclockwise direction to decrease the setting for the pressure switch.
After adjusting the 2 stage hydraulic pump, you can then focus your attention on adjusting the pressure regulating valve. This valve is situated right beside the pressure switch. This can be done with a wrench, loosening the nut on the switch.
Afterward, turn the screw in a clockwise motion to increase the setting for the pressure. Note that the switch needs to be adjusted to make sure that you can achieve a pressure differential of around 300 psi.
How does a 2 stage hydraulic pump work? As mentioned earlier, this equipment is truly a life saver and very effective. It contains two sections for pumping, along with an internal pressure-sensing valve, cutting over between both. A section creates the maximum gallon per minute flow rate at a low pressure. Among the uses include drawing the piston back from a log after splitting the log. Drawing it back to the cylinder requires little force, and should be done fast, so as to expect the best possible flow rate at a lower pressure.

A two-stage hydraulic pump is two gear pumps that combine flow at low pressures and only use one pump at high pressures. This allows for high flow rates at low pressures or high pressures at low flow rates. As a result, total horsepower required is limited.
Pumps are rated at their maximum displacement. This is the maximum amount of oil that is produced in a single rotation. This is usually specified in cubic inches per revolution (cipr) or cubic centimeters per revolution (ccpr). Flow is simply the pump displacement multiplied by the rotation speed (usually RPM) and then converted to gallons or liters. For example, a 0.19 cipr pump will produce 1.48 gallons per minute (gpm) at 1800 rpm.
Simply put, gear pumps are positive displacement pumps and are the simplest type you can purchase. Positive displacement means that every time I rotate the shaft there is a fixed amount of oil coming out. In the diagram shown here, oil comes in the bottom and is pressurized by the gears and then moves out the top. The blue gear will spin clockwise. These pumps are small, inexpensive and will handle dirty oil well. As a result, they are the most common pump type on the market.
I found that I was constantly waiting for the cylinder to stroke so that I could insert the next piece. I was really good at determining how much stroke I would need so that wasn’t wasting time over stroking the cylinder.
A piston pump is a variable displacement pump and will produce full flow to no flow depending on a variety of conditions. There is no direct link between shaft rotation and flow output. In the diagram below, there are eight pistons (mini cylinders) arranged in a circle. The movable end is attached to a swashplate which pushes and pulls the pistons in and out of the cylinder. The pistons are all attached to the rotating shaft while the swashplate stays fixed. Oil from the inlet flows into the cylinders as the swashplate is extending the pistons. When the swashplate starts to push the pistons back in, this oil is expelled to the outlet.
So, we don’t actually turn one of the pumps off. It is very difficult to mechanically disconnect the pump, but we do the next best thing. So earlier in the article I mentioned that pumps move oil they don’t create pressure. Keeping this in mind, we can simply recirculate the oil from the pressure side back to the tank side. Simple. So, let’s look at this as a schematic.
Luckily, turning off the pump is quite simple and only involves two components: a check valve and an unloader valve. The check valve is there to keep the higher-pressure oil from the low flow pump separate from the oil in the high flow pump. The higher-pressure oil from the low flow pump will shift the unloader valve by compressing the spring. This allows flow from the high flow pump to return to the suction line of the pump. Many pumps have this return line internal to the pump, so there is no additional plumbing needed. At this point, the high flow pump uses little to no power to perform this action. You will notice that the cylinder speed slows dramatically. As the log splits apart, the pressure may drop causing the unloader valve to close again. At this point, the flows will combine again. This process may repeat several times during a single split.
The graph above shows the overlay of a performance curve of a piston pump and two stage gear pumps. As you can see, the piston pump between 700 psi and 3000 psi will deliver the maximum HP that our engine can produce and as a result, it will have maximum speed. Unfortunately, it will also have maximum cost. If we are willing to sacrifice a little performance, the two-stage pump will work very well. Most of our work is done under 500 psi where the two pumps have identical performance. As pressure builds, the gear pump will be at a slight disadvantage, but with good performance. The amount of time we spend in this region of the curve is very little and it would be hard to calculate the time wasted.
After the pump on my log splitter died, I replaced it with a two-stage pump. While I was missing out on the full benefits of the piston pump, there was a tremendous increase in my output (logs/hr.). I noticed that instead of me waiting on the cylinder to be in the right position, I was now the hold up. I couldn’t get the logs in and positioned fast enough. What a difference!
As you go from a standard two-stage pump to your own custom design, you will find that you will need to add the check valve and unloader separately. However, there are many available cartridges manifold out there already that make this simple. Some even have relief valves built in!
Two stage pumps are wonderful creations! They allow for better utilization of pressure, flow and power by giving you two performance curve areas. They also show their versatility in conserving power which leads to energy savings while remaining inexpensive. A lot of these pumps come pre-made and preset, but you can make your own! See if your next project can get a boost from one of these wonderful devices.

Enerpac C-604, Parker 3000 Series, Safeway S30 Series, Stucchi IVHP Series, Perfecting T Series, Snap Tite 76 Series, Dnp PVM Series, Faster PVVM Series
Push Button Stop/ Start, Lever Valve Action - Control lever forward: Pump into hose A, Returns to reservoir on hose B. Control lever neutral: Returns to reservoir on hose A and B. Control lever backward: Pump into hose B, Returns to reservoir on h
The ordering and shipping was easy. Showed up in just a few days. I bought this one because it says it’s rebuildable components. Hoping I don’t need that but it’s nice to have. I’m a little disappointed in the plastic coverings on the motor. Would like to have seen metal because it’s in a metal shop setting. The valve handle hits the pressure gauge in the far right hand position. Overall I think it’s going to serve it’s purpose well. I’m using it on a 20 ton shop press.
I ordered this approximately one month ago and received it within 5 days. Hook up to my project was easy and where I had a technical question I received a quick response from TEMCo. Owner"s / Operator"s manual could be considerably improved which is the reason I"ve not given more stars..

Hydraulic pumps come in a wide range of styles and designs, and Flowfit Hydraulic two stage hi-lo gear pumps are amongst the most efficient available. These models can give you much faster cycle times and provide a higher maximum pressure, whilst only utilising a small engine. Typically, two-stage hi-lo gear pumps are excellent for use on log-splitters and hydraulic press applications.
Running at 85% efficiency, our range of hydraulic pumps are amongst the most effective in compactly designed hydraulic components available in the UK. With various designs, all available with a range of GPM specifications, you will be able to find the ideal model for your systems requirements amongst our extensive range.

I"m referring to the type of hydraulic pump typically used on log splitters. It provides a high flow at lower pressure (to move the splitter wedge without resistance quickly) and a lower flow at high pressure (to move the wedge slower but with more force when resistance is encountered). How do these work internally to get the two different flows and pressures? Anybody know? It must be pretty simple, or it wouldn"t be reliable (right?).
I have a small tractor/loader whose "transmission" is a hydrostatic drive pump and 4 hydraulic wheel motors. One of the disadvantages of this design is that you only have 1 "gear"...slow! The thought struck me that some sort of two stage pump might give you more speed when there"s little resistance and more torque when it"s needed...kind of like a automagic gear-selector... /forums/images/graemlins/shocked.gif Any thoughts?

The 257-011, by MTE, is manufactured in the USA. It is commonly used by individuals building their own log splitter. It may also be used as a replacement pump for major log splitter manufacturers like MTD, Timberwolf, Champion, Ariens, and Swisher.

BE AG & INDUSTRIAL HI/LO Hydraulic Pumps are a premium solution for hydraulic systems. Built with a precision machined housing and a 2 stage gearing designed for heavy duty applications.

VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
VEVOR is a leading brand that specializes in equipment and tools. Along with thousands of motivated employees, VEVOR is dedicated to providing our customers with tough equipment & tools at incredibly low prices. Today, VEVOR has occupied markets of more than 200 countries with 10 million plus global members.
This is an excellent replacement pump for log splitters, hydraulic presses, snow plow power units and a variety of other agricultural power equipment. Mounting Positions: Horizontal & Vertical This two-stage gear pump provides faster cycle times with an over-all higher pressure rating, so you can squeeze every bit of power out of your equipment.
The motor is built to last, and the tank has been specifically designed to not crack & leak under harsh conditions. Its high-quality starter ensures long life and a fast-starting each time.
This log splitter hydraulic fluid constructed with high-quality oil suck pipes, which needed to be cleaned often, our pump work in a low-noise condition.
This hydraulic pump is equipped with other hydraulic tools that can carry out lifting, pressure type, elbow, bending row, straightening, cutting, assembly, demolition and many other works. Reduce labor intensity.
Used in applications where extending a hydraulic cylinder is needed, truck tailgate lift, RV leveling, scissor lift, dump trailer, lift truck, snow plow, aerial platform, road signs, material handling, wheelchair lifts, etc.

7905 3 stage hydraulic pump products are offered for sale by suppliers on Alibaba.com, of which hydraulic pumps accounts for 1%, construction machinery parts accounts for 1%.
A wide variety of 3 stage hydraulic pump options are available to you, such as new, used.You can also choose from piston pump, gear pump and vane pump 3 stage hydraulic pump,as well as from 1 year, 6 months, and 1.5 years 3 stage hydraulic pump,and whether 3 stage hydraulic pump is hydraulic power units, or fittings.

We are committed to providing you with the best shopping experience possible! This is backed by providing you, our valued customer, with a secure shopping experience that ensures your purchasing protection. We take great pride in offering a safe and secure online shopping experience.



 8613371530291
8613371530291