
what is hydraulic pump cavitation for sale
The second leading cause of hydraulic pump failure, behind contamination, is cavitation. Cavitation is a condition that can also potentially damage or compromise your hydraulic system. For this reason, understanding cavitation, its symptoms, and methods of prevention are critical to the efficiency and overall health of not just your hydraulic pump, but your hydraulic system as a whole.
The product of excessive vacuum conditions created at the hydraulic pump’s inlet (supply side), cavitation is the formation, and collapse of vapors within a hydraulic pump. High vacuum creates vapor bubbles within the oil, which are carried to the discharge (pressure) side. These bubbles then collapse, thus cavitation.
This type of hydraulic pump failure is caused by poor plumbing, flow restrictions, or high oil viscosity; however, the leading cause of cavitation is poor plumbing. Poor plumbing is the result of incorrectly sized hose or fittings and or an indirect (not straight or vertical) path from the pump to the reservoir. Flow restrictions, for example, include buildup in the strainer or the use of an incorrect length of hose or a valve that is not fully open. Lastly, high oil viscosity—or oil that is too viscous—will not flow easily to the pump. Oil viscosity must be appropriate for the climate and application in which the hydraulic pump is being used.
The greatest damage caused by cavitation results from the excessive heat generated as the vapor bubbles collapse under the pressure at the pump outlet or discharge side. On the discharge side, these vapor bubbles collapse as the pressure causes the gases to return to a liquid state. The collapses of these bubbles result in violent implosions, drawing surrounding material, or debris, into the collapse. The temperature at the point of implosion can exceed 5,000° F. Keep in mind that in order for these implosions to happen, there must be high vacuum at the inlet and high pressure at the outlet.
Without a pressure condition at the outlet, or discharge side, these vapors merely form voids in the oil that reduce lubrication effectiveness. This results in friction and wear, which while seemingly mild compared to the excessive heat and violent implosions, can become detrimental over time.
Cavitation is usually recognized by sound. The pump will either produce a “whining” sound (more mild conditions) or a “rattling” sound (from intense implosions) that can sound like marbles in a can. If you’re hearing either of these sounds, you first need to determine the source. Just because you hear one of these two sounds doesn’t guarantee that your hydraulic pump is the culprit.
To isolate the pump from the power take-off (PTO) to confirm the source, remove the bolts that connect the two components and detach the pump from the PTO. Next, run the PTO with no pump and see if the sound is still present. If not, it is safe to assume your hydraulic pump is the problem.
Another sign you may be experiencing cavitation is physical evidence. As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If at any time during the inspection and replacement of these elements you find metallic debris, it could be a sign that you’re experiencing cavitation in the pump.
The easiest way to determine the health of your complete hydraulic circuit is to check the filter. Every system should have a hydraulic oil filter somewhere in-line. Return line filters should be plumbed in the, you guessed it, return line from the actuator back to tank—as close to the tank as possible. As mentioned earlier, this filter will have elements that should be replaced at regular intervals. If you find metallic debris, your pump could be experiencing cavitation. You’ll then need to flush the entire system and remove the pump for inspection.
Conversely, if you’ve already determined the pump to be damaged, you should remove the filter element, cut it open, and inspect it. If you find a lot of metal, you’ll need to flush the entire system and keep an eye on the other components that may be compromised as a result.
Once cavitation has been detected within the hydraulic pump, you’ll need to determine the exact cause of cavitation. If you don’t, cavitation can result in pump failure and compromise additional components—potentially costing you your system.
Since the pump is fed via gravity and atmospheric pressure, the path between the reservoir and the pump should be as vertical and straight as possible. This means that the pump should be located as close to the reservoir as is practical with no 90-degree fittings or unnecessary bends in the supply hose. Whenever possible, be sure to locate the reservoir above the pump and have the largest supply ports in the reservoir as well. And don"t forget, ensure the reservoir has a proper breather cap or is pressurized (3–5 PSI), either with an air system or pressure breather cap.
Be sure the supply line shut-off valve (if equipped) is fully open with no restrictions. This should be a “full-flow” ball valve with the same inside diameter (i.d.) as the supply hose. If feasible, locate a vacuum gauge that can be T’d into the supply line and plumb it at the pump inlet port. Activate the PTO and operate a hydraulic function while monitoring the gauge. If it reads >5 in. Hg, shut it off, and resume your inspection.
If a strainer is present in the reservoir, inspect it, and remove any gunk or buildup that may be restricting supply flow. Next, check the inlet (suction) hose for any visible layline (descriptive markings on the hose). The industry standard “suction” hose nomenclature will read 100R4, or possibly SAER4. This will indicate the hose has an inner bladder that’s been vulcanized to a heavy spiral wire.
A hose with an inner bladder vulcanized to a heavy spiral is designed to withstand vacuum conditions as opposed to outward pressure. The layline will also denote the size of the hose (i.d.). You can use Muncie Power’s PPC-1 hydraulic hose calculator to determine the optimal diameter for your particular application based on operating flows.
Another consideration, in regards to the inlet plumbing, is laminar flow. To reduce noise and turbulence at the pump inlet, the length of the supply hose should be at least 10 times its diameter. This means that any type of shut-off valve or strainer at the reservoir should be at least 10 diameters from the pump inlet. A flared, flange-style fitting at the pump inlet can also reduce pump noise by at least 50 percent compared to a SAE, JIC, or NPT fitting.
Selecting the proper viscosity of hydraulic fluid for your climate and application is also critical. Oil that is too viscous will not flow as easily to the pump. Consult your local hydraulic oil supplier for help selecting the optimal fluid viscosity.
By maintaining a regular maintenance schedule, remaining vigilant for any signs or symptoms, and taking preventative measures, the good news is that you should be able to prevent cavitation and experience efficient operation for the duration of your pump’s lifespan.
Poor plumbing is the leading cause of cavitation and can be prevented by selecting a properly sized hose, choosing the appropriate fittings, ensuring the most direct, straight routing from the pump to the reservoir, etc.
Since joining the company in 2007, Ben Gillum has served in various capacities including shipping and receiving clerk, CS assembly, customer service manager, product application specialist, training and education assistant manager, and warranty and returns manager.

Cavitation is the second leading hydraulic pump failure cause, behind contamination. As this can potentially cause damage and compromise your hydraulic system, it is important to understand what it is as well as its symptoms.
Cavitation is the product of excessive vacuum conditions created at the hydraulic pump’s inlet. This causes high vacuums to create vapour bubbles within the hydraulic oil, these are then carried to the discharge side before they then collapse - causing cavitation to occur.
These high vacuums and cavitation are often caused by poor plumbing, flow restrictions, or high oil viscosity. Poor plumbing is often the main cause of this and is due to an incorrectly sized hose or fittings and/or an indirect (not straight or vertical) path from the pump to the reservoir.
The easiest way to identify cavitation is through noise. The hydraulic pump will either emit a “whining” or a “rattling” sound. If you hear either or both of these sounds you will need to isolate the pump to make sure that this is where it is coming from.
As part of your general maintenance, you should be inspecting and replacing the hydraulic oil filter"s elements at regular intervals based on the duty cycle of the application and how often it is used. If when replacing the filter you come to find metallic debris this could be a sign that cavitation is occurring within the pump. In this case it is best to flush the entire system and detach the pump for closer inspection.
When replacing the filter you find that it is damaged, this could be due to cavitation. To find out if this is the case, remove the filter element of the hydraulic system and inspect for metallic debris. If there is some present then flush the system to prevent damage being caused elsewhere. Now that you have identified cavitation has been occurring within the hydraulic pump, you’ll need to determine the exact cause of cavitation.
As there are so many causes and damage results from cavitation, it is important to regularly check your hydraulic pump for signs of cavitation. By simply checking the pump and filter you can prevent your hydraulic system from failing when you most need it.
Hydraulic pumps come in a variety of sizes, styles and fuel types, so if you are having issues with your pump browse our great range for a replacement or get in contact with our expert team for advice on any hydraulic issue.
Although cavitation can occur anywhere in a hydraulic system, it commonly occurs within the suction line of a pump. This will cause excessive noise in the pump – generally a high pitched “whining” sound. However, this excessive noise is only the tip of the iceberg! The real result of this phenomenon is severe pump damage and a decrease in pump life. I have personally seen many instances where a customer was replacing pumps frequently, thinking they were receiving defective pumps from their vendor. In reality, the pump failures were not due to poor pump quality – the failures were occurring because of cavitation.
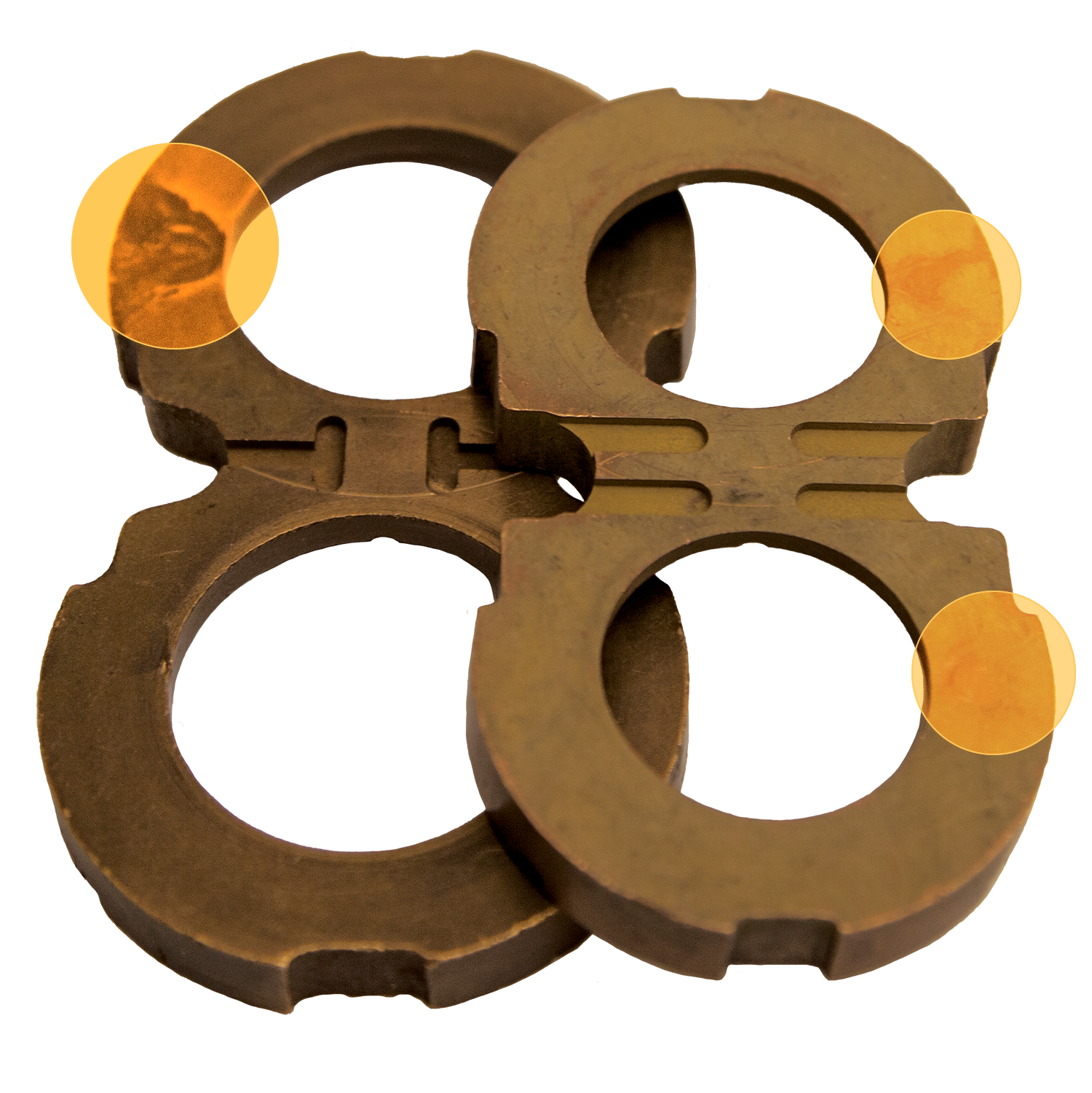
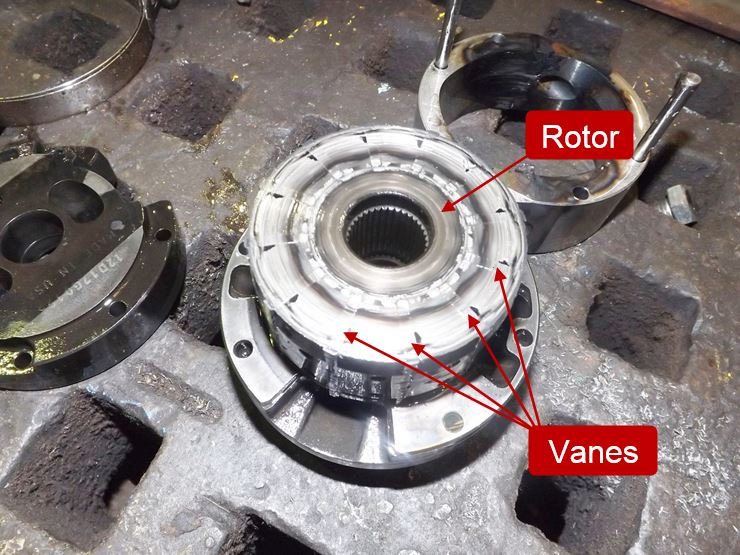
Simply put, cavitation is the formation of vapor cavities in the hydraulic oil. In hydraulic pumps, cavitation will occur any time the pump is attempting to deliver more oil than it receives into the suction (inlet) line. This is commonly referred to as “starvation” and results from a partial vacuum in the suction line. To fully illustrate what is happening when this occurs, we need to discuss vapor pressure. Vapor pressure is the pressure below which a liquid at a given temperature will become a gas, and this pressure varies significantly depending on the liquid. Generally, as the temperature of a liquid rises, the vapor pressure will proportionally increase. Likewise, as the temperature decreases, the vapor pressure will decrease. Most of us know that water will boil (turn to vapor) at 212°F (100°C) at 14.7 PSI (atmospheric pressure at sea level). In other words, the vapor pressure of water at 212°F is 14.7 PSI. If the pressure is reduced, the temperature at which the water boils will be reduced. If the temperature is lowered, the vapor pressure will decrease. In fact, water will boil at room temperature if the pressure is sufficiently reduced! The same principle applies to hydraulic oil, although the vapor pressure will be somewhat different than that of water. The vapor pressure of hydraulic oil is somewhere between 2 and 3 PSI at normal temperatures. In ideal conditions, the pressure in the suction line of the pump will be around 14.7 PSI at sea level. Of course, this pressure decreases with altitude, but sufficient pressure will normally be maintained in the suction line to prevent cavitation of the oil. However, if the pressure in the suction line of the pump is sufficiently reduced to the vapor pressure of the oil, vapor cavities will form. As the oil passes from the suction line to the outlet of the pump, the pressure will increase and the vapor cavities will implode violently. These extremely powerful implosions will cause erosion and premature failure of the pump components. In fact, a brand-new pump can be destroyed in a matter of minutes if the cavitation is severe enough. The picture below shows a rotor and cam ring from a vane pump that had failed due to severe cavitation.
In my 35-plus years of troubleshooting hydraulic components, this is the worst case of cavitation damage I have ever seen. In addition to the usual erosion of the parts, the vanes were actually fused to the rotor slots! Although this is an extreme example, it shows the potential damage to a pump due to cavitation. The good news is that cavitation is preventable and we will look at several conditions that can trigger this phenomenon.

Two leading causes why hydraulic pumps usually fail are: (1) contamination and (2) cavitation. In order to prevent any potential damage to your entire hydraulic system, it’s imperative to understand cavitation, the indications or symptoms from your system it is occurring, as well as the preventive measures.
How does cavitation happen exactly? It starts when vapor bubbles in the oil are created due to high vacuum. When these vapor bubbles are carried and collapsed on the pump outlet (discharge side), cavitation happens.
Make Sure Oil flow Paths are Straight – Hydraulic pumps are being supplied via atmospheric pressure and gravity, so it’s ideal to place the reservoir above it. Make sure that the path is as straight and vertical as possible. Keep an eye on bent or twisted supply hose.
Make Sure the Valve is Fully Open – If the supply line shut-off valve is equipped, make sure that it’s fully open without restrictions. This must be a “full flow” ball valve with the same inside diameter as your supply hose.
Check Laminar Flow – If you’re hearing turbulence or noise in pump inlet, make sure that the supply hose length is the correct ratio to its diameter. A flange-style, flared fitting in the pump inlet can also help in eliminating pump noise.
Check Proper Viscosity – It"s important to choose the hydraulic fluid with appropriate viscosity for your application and climate. Consult with your supplier for professional help in choosing the optimal fluid viscosity.
With regular maintenance, keeping an eye on symptoms, and taking preventive measures, you’d be able to avoid cavitation and expect efficient operation from your hydraulic pumps.

Pump cavitation is always a serious concern in the fluid power industry that leads to pump failure/breakdown. Cavitation occurs when liquid/oil contains dissolved gas and collapse during machine operation. In short, cavitation is the formation and collapse of air cavities in the liquid. The factors that affect air bubble formation are system pressure, temperature, fluid type, and external/internal leakages. This article will highlight all important facts about pump cavitation that includes its symptoms, method of prevention, and more.
What is pump cavitation? As we mentioned earlier, cavitation is the process of forming an air bubble in the hydraulic fluid. The primary reason for this issue is the partial pressure drop at the suction side of the pump caused while pumping fluid from the reservoir to the hydraulic pump. This pressure various will lead to the creation of a cavity inside the hydraulic pump. The produced air bubble will explode inside the pump causing system failure. There are numerous other causes for pump cavitation that includes the following.
Also, it is common for every hydraulic oil to contain 9% of dissolved air. The air will be pulled out of the oil when the pump doesn’t get sufficient oil. When this air bubble reaches a high-pressure area, it will explode or collapse.
Cavitation can be categorized based on its effect and different conditions. Based on the effects, cavitation can be of two types called inertial cavitation and non-inertial cavitation. Inertial cavitation will produce a shock wave when a bubble or void present in a liquid collapses. Whereas, non-inertial cavitation occurs when the air bubble in fluid changes its shape due to an acoustic field or some other type of energy input. Similarly, suction cavitation and discharge cavitation are two cavitation categories based on different conditions. I.e; suction cavitation occurs under high vacuum or low-pressure conditions that effects flow and discharge cavitation occurs when the pump’s discharge pressure becomes abnormally high.
The results of cavitation are excessive heat, reduced lubrication, violent implosions, friction and wear. These issues can cause serious damages to the pump leading to hydraulic system breakdown. The symptoms of cavitation are unusual sound while pump operation, presence of metal debris, and damage. When these symptoms occur, proper inspection and troubleshooting are necessary.
If pump cavitation is avoided, the pump will deliver maximum performance to a longer time period. Some tips for avoiding cavitation are mentioned below.

While there are several corrective actions that can be taken to resolve a pump cavitation issue within a hydraulic pump, supercharging, or pressurizing, the pump inlet is probably the easiest and most cost effective way of doing this. There are many different benefits to supercharging (forcing flow into the inlet), which creates an artificial positive head or pressure on the pump inlet, reducing the “suck” a pump must have to get oil into the system. Creating a positive head on the inlet will completely eliminate pump cavitation and increase the longevity of the hydraulic pump. There are different ways in which we can supercharge the pump inlet.

www.powermotiontech.com is using a security service for protection against online attacks. An action has triggered the service and blocked your request.
Please try again in a few minutes. If the issue persist, please contact the site owner for further assistance. Reference ID IP Address Date and Time 8bf2006c85a66667641f5dd58dcb3d35 63.210.148.230 03/07/2023 05:15 AM UTC
www.powermotiontech.com is using a security service for protection against online attacks. An action has triggered the service and blocked your request.
Please try again in a few minutes. If the issue persist, please contact the site owner for further assistance. Reference ID IP Address Date and Time 8bf2006c85a66667641f5dd58dcb3d35 63.210.148.230 03/07/2023 05:15 AM UTC

An in-depth description of what cavitation is, how cavitation can occur in pumps, how to prevent pump cavitation, and the effects pump cavitation can have on your pump. Pump cavitation is very noticeable and can cause serious damage to your pump, so it"s important to be able to identify and diagnose cavitation whenever it occurs.
Cavitation is the formation of bubbles when the pressure in certain spots of a pump begins to reach the vapor pressure of the fluid inside. When the pressure inside the pump gets as low as or lower than the vapor pressure of the fluid, the fluid begins to evaporate, creating bubbles. These bubbles exist until they reach a higher pressure area.
Pump cavitation is generally found in the inlet of pumps or in narrow piping sections, which are the areas that will have the lowest pressure in the pump. This is most pronounced around the edges of any inlet in the pump. The bubbles formed by these low pressure areas quickly reach an area pressurized enough to turn them back into water. Due to the properties of water when pressurized, when the bubbles pop they emit a powerful pressure shock. The volume of bubbles and shocks creates a loud noise.
The reason cavitation can be damaging comes from how each bubble collapses. Rather than the pressure shock damaging the pump, a small stream of water is expelled from the center of the bubble, and is powerful enough to cause micro cracks in material. Over time, this effect builds up, so much so that the pump can be seriously damaged. This small stream of water, called a micro jet, is formed by the way the bubble explodes - or more precisely, implodes.
Each cavitation bubble implodes upon itself, with the leading edge pushing back towards the opposite end of the bubble. Essentially, when the two edges make contact, they open up a hole in the bubble, and the force of the two edges connecting drags water through the newly-formed hole and launches the micro jet of fluid directly out. The micro-cracks caused by this are not immediately serious, but over the course of several months to a few years, cavitation can seriously damage the pump.

It differs little if it is a pump on an engine, a hydraulic system, or any other application. Fact is, a broken pump can bring your entire operation to a standstill. Though pumps can fail due to age and use, the reality is that most are murdered, snatched from their prime with much life left in them. The culprit is cavitation, and it sends warning signs (excessive vibration, hammering, groaning, and whistling) but most are ignored.
Pump cavitation describes the formation of bubbles or cavities in the bulk fluid being moved that usually develops around a low-pressure area. This is the result of either an entrained gas in the liquid from the vapor pressure being exceeded or from a lack of flow. When the vapor bubbles collapse or implode, they strike at the speed of sound, creating the noise and vibration. This collision will erode the surfaces of the pump and impeller, and will attack the bearing, shaft alignment, and seal.
When you examine a failed pump, you will notice an appearance that resembles a sponge-like texture or missing material. Depending on the pump design and operating characteristics, the bearing may fall victim first, allowing excessive shaft movement and a collision of the impeller with the housing. Minor cavitation will result in decreased output or pressure. It is imperative that you are cognizant of the sound and pressure/flow characteristic of your pumps. Cavitation caught in the early stages will have minimal to no impact on pump life.
Suction side cavitation occurs when a pump is under low pressure or excessive vacuum. The pump is being starved of liquid and is not being fed enough flow. At that time, bubbles form at the eye of the impeller (where it connects to the shaft). As these bubbles move over to the discharge region, the fluid condition is altered and the bubbles are compressed into a liquid, causing them to implode against the face of the impeller. An impeller subjected to suction side cavitation will have pieces of material missing.
Discharge cavitation is the result of the discharge pressure being extremely high, so that it is difficult for the liquid to vacate the pump. It then circulates around the impeller and housing causing a very high vacuum at the wall and the formation of bubbles. Discharge cavitation allows the imploding bubbles to create intense shock waves, removing material from the housing and impeller. In extreme discharge cavitation cases, the impeller shaft may even break.
The most common cause is a flow restriction or running the pump at a speed that is out of its operating range. The flow issue can be either on the suction or pressure side, or a cumulative effect of both. Proper and timely maintenance of filters and screens goes a long way in preventing cavitation. Keep in mind that on a sprayer or other application with aged rubber hoses, they can be collapsing slightly and limiting suction performance and evoking cavitation.
Plumbing design such as pipe diameter and the amount of turns and the sharpness of them will potentially create either suction or discharge cavitation. You may have upgraded to a larger pump and now the factory piping cannot support it. No fluid likes to make turns; this will result in a flow restriction, both on the feed and discharge sides.
If a pump does fail, you need to take it apart and determine if it was the result of cavitation. On an engine, the coolant (water) pump seal can fail prematurely if the rpm is brought too high while the thermostat is closed. During that time, the coolant is being forced through a small bypass hose or passage. Excessive engine speed even under no load will cause the suction side of the pump to experience a very high vacuum and, over time, violate the pump seal and leak from the weep hole. On any engine, the rpm should be moderated when the coolant is below the temperature of the thermostat opening point.

An in-depth description of what cavitation is, how cavitation can occur in pumps, how to prevent pump cavitation, and the effects pump cavitation can have on your pump. Pump cavitation is very noticeable and can cause serious damage to your pump, so it"s important to be able to identify and diagnose cavitation whenever it occurs.
Cavitation is the formation of bubbles when the pressure in certain spots of a pump begins to reach the vapor pressure of the fluid inside. When the pressure inside the pump gets as low as or lower than the vapor pressure of the fluid, the fluid begins to evaporate, creating bubbles. These bubbles exist until they reach a higher pressure area.
Pump cavitation is generally found in the inlet of pumps or in narrow piping sections, which are the areas that will have the lowest pressure in the pump. This is most pronounced around the edges of any inlet in the pump. The bubbles formed by these low pressure areas quickly reach an area pressurized enough to turn them back into water. Due to the properties of water when pressurized, when the bubbles pop they emit a powerful pressure shock. The volume of bubbles and shocks creates a loud noise.
The reason cavitation can be damaging comes from how each bubble collapses. Rather than the pressure shock damaging the pump, a small stream of water is expelled from the center of the bubble, and is powerful enough to cause micro cracks in material. Over time, this effect builds up, so much so that the pump can be seriously damaged. This small stream of water, called a micro jet, is formed by the way the bubble explodes - or more precisely, implodes.
Each cavitation bubble implodes upon itself, with the leading edge pushing back towards the opposite end of the bubble. Essentially, when the two edges make contact, they open up a hole in the bubble, and the force of the two edges connecting drags water through the newly-formed hole and launches the micro jet of fluid directly out. The micro-cracks caused by this are not immediately serious, but over the course of several months to a few years, cavitation can seriously damage the pump.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

The hydraulic pump is essential for your equipment to work correctly. Even though you perform routine maintenance as instructed, there are times you will need to have it repaired.
Below we have listed the most important signs that yourhydraulic pump needs repairing. If you see these signs, you must get your hydraulic pump repaired quickly. You have a lot of money invested in your machines. You want to keep them working correctly.
Hydraulic pumps should work quietly. If you hear abnormal noises, it could be a sign of aeration or cavitation. Both of these causes damage to the system and can lead to the entire pump needing to be replaced.
Aeration occurs when there are leaks through the seals or fittings. Air leaks in these areas are common and cause the air to mix with the hydraulic system, damaging the system. Aeration causes a louder, more pronounced sound than cavitation. The noise associated with aeration is banging and can sound like rocks tumbling around.
Cavitation formswhen there are gas bubbles in the Hydraulic pump system, and they pop due to pressure. The popping causes a quick surge of air, changing the pressure abruptly. Cavitation damages the pipes because of the extremely high temperatures. Cavitation usually makes a whining or rattling sound. If you hear either of these sounds, have a qualified repairman come out to look at it.
Internal leaks are much more difficult to find than external leaks. There is no visible sign when there is leaking inside the machine. Instead, you have to use flow meters and test different parts of the machine.
Look for signs such as decreased performance and pressure drops. If you notice either of these signs, inspect the machine immediately. If you do find an internal leak in your hydraulic pump, then call a licensed maintenance specialist. If the leak does not get fixed, it can lead to the entire system needing replacing.
External leaks are much easier to detect. The fluid leaks on the outside of the machine, making them easy to see. You may want to buy hydraulic oil that is not the same color as other fluids, so it is easier to detect. Your employees must report any hydraulic leaks immediately. Once aware of the leak, you need to find where it is. You can do this by cleaning the pump and watching for the leak.
When an external leak occurs, it can cause problems such as wasted fluid, environmental issues, strain on parts, and work-related injuries. These leaks are usually a simple fix for a qualified industrial hydraulic repair technician.
Water contamination is the most common contaminant. It typically occurs when there is a buildup of condensation from hot and cold changes in the temperature. If the hydraulic system sets for long periods, it can cause a buildup too.
Contamination from water is simple to spot because of the hydraulic fluid. The water and the fluid separates, and the hydraulic fluid will be noticeably different in color.
Water can harm the hydraulic system in many different ways. One way is it can erode the pump, causing rust. It can also cause bacteria to grow in the oil, making the pump slimy and have a musty odor. These are both signs of water contamination and lets you know you need to contact someone to fix the issue.
A change in your Hydraulic system’s performance is one of the first indications you need to have a technician come out to look at it. You will notice your machine working slower, and there will be a decline in the machine’s performance.
The change of performance can be due to any of the factors listed above. If there is an external or internal leak, there will be a loss of pressure, causing the hydraulic system to slow. Additional reasons for the lower performance could be that a pressure compensator fault or the system relief is incorrect. If either of these issues is the reason for the bogged-down hydraulic system, they are simple to fix.
If it is the pressure compensator, make sure it is not set too low and if it is, adjust the setting. If the system relief is not correct, adjust the valve or discover it is leaking, then replace it.
If you want to keep your hydraulic system up and running for many years, it is essential to perform proper maintenance. If you discover an issue, have it taken care of by a professional hydraulic system repair company. And train your employees how to detect these common signs too.
Servo Kinetics in Ann Arbor Michigan has more than 45 years of experience in industrial hydraulic repair services. We promise you the highest quality hydraulic repairs at the lowest possible cost and fast turn-around. Our hydraulic repair services include Vickers classic factory rebuilds, Beach Russ repair, reverse engineering services and much more includingnew pumps and motors. Call us to learn more about our hydraulic repair services and ask about our Special Offers!

Individually, these symptoms could be due to other root causes including wear, relief valve bypass, or aeration. An inexperienced troubleshooter (someone who “knows enough to be dangerous”) may guess that cavitation is the root cause, and often they’ll be right. But before making sweeping changes to the piping or pump it’s best to verify this hypothesis with calculation and/or testing.
Ha is applied pressure at the surface of the liquid. For liquids pulled from vented tanks, drums, totes, trucks, etc. this value is equal to atmospheric pressure in absolute units. Atmospheric pressure varies with altitude, so pumps at higher altitudes are often more prone to experiencing cavitation issues than those near sea level.
Hz is pressure due to the vertical distance between the surface of the liquid in the supply tank and the centerline of the inlet port of the pump. If the liquid level is above the pump (static suction head), this value is added, increasing NPSHa. If the liquid level is below the pump (suction lift), this value is subtracted, decreasing NPSHa.
Hf is total friction losses in the pipes, valves, fittings, strainers, etc. from the tank to the pump inlet. It’s always subtracted, further decreasing NPSHa.
Hvp is the vapor pressure of the liquid at the pumping temperature. It’s always subtracted, further decreasing NPSHa. The higher the vapor pressure, the easier it is to transition to a gas, causing cavitation.
It’s important to note that while any units can be used (PSI, bar, ft. of water, etc.), they do need to be held consistent for each of these coefficients.
Calculations are always recommended prior to pump selection, but once a pump is installed this exercise may be moot. First, variables may be different than what the original datasheet shows. Viscosity may vary, the roughness/inner diameters of the piping system may be in worse than “like new” condition, a valve may be partly closed, or some other obstruction may be hidden inside the pipes. Running these calculations may help to give you an idea of that the NPSH available should be, but once a system is up and running it makes more sense to take a direct measurement.
By installing a suction gauge at or near the inlet port of the pump, the pressure at the pump can be measured. By converting this value to an absolute pressure (adding atmospheric pressure) and subtracting the liquid’s vapor pressure NPSH available can be derived.
This NPSH available value would still need to be compared to the NPSH requirement of the pump provided by the manufacturer. If NPSH available (calculated and/or measured) is less than NPSH required, then this confirms that our original hypothesis is correct, and the symptoms of noise and loss of flow are being caused by cavitation.

When a reliable hydraulic system suddenly starts exhibiting problems, one of the first types of components most technicians assume may need to be replaced are hydraulic pumps, yet the pump should be the last component evaluated since it is often very time-consuming to replace.
There are all sorts of “warning” symptoms a hydraulic system will exhibit long before pump failure. Some of the most common types are changes in the sounds the system makes while it is in operation. If the system suddenly starts sounding different from how it has before, this could indicate various types of problems.
Two of the more common changes in sound are a banging noise, much like water banging in plumbing pipes, and or a very high pitched shrieking noise, similar to the sound sticky car brakes make. These sounds indicate aeration and cavitation in the system, which we will discuss in more detail shortly.
Another thing to check if you notice the system is not working correctly is to verify the pump is turning. Some systems are designed so that you have to manually engage or switch the pump on. You would be surprised by how many system problems are due to the pump not being turned on!
The last thing to check before getting into troubleshooting the pump is the hydraulic fluid level. If the fluid level is too low, it will allow air into the system and cause operational problems. If you discover air in the system, you will need to remove it first to avoid pump failure.
Aeration occurs when air is introduced into the hydraulic system. This can be due to defective seals, through low tank fluid level allowing air into the pump inlet line, damaged inlet hoses and connections. It is easy to check to find out if there is air in the system as the fluid returning to tank will be foamy and the oil in the tank full of bubbles.
Operating the system when air is present may result in the pump being unable to reach the pressures required to operate the system. A by-product of this problem is the generation of excessive heat. Excessive heat is of course another reason in itself for pump failure, in this case secondary to aeration but demonstrates how the primary cause can set off a vicious circle, in this case aeration, leading to excessive heat, leading to lack of lubrication, leading to contamination issues, possible partial or full bearing seizure before complete pump failure.
The opposite of aeration is cavitation. Instead of air being added to the fluid, it is removed very rapidly. Cavitation is where air bubbles form quickly and collapse inward on each other within the fluid. This occurs due to a vacuum at the pump inlet as a result of an insufficient fluid supply. As in excess of 10% by volume of hydraulic fluid is dissolved air when there is an excessive vacuum at the pump inlet it is this air that is being drawn out of the oil.
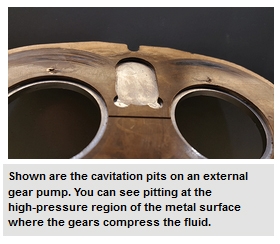
The effects of cavitation can be seen around the internal pump inlet surfaces as the air is drawn out the oil it causes the removal of tiny amounts of material from the internal pump surfaces on the inlet side. This is always particularly evident in aluminum gear pumps as it leaves a slightly pock marked or frosty looking surfaces on the bearing blocks and inside of the gear housing on the inlet side.
Every hydraulic pump has a maximum design pressure level. If you attempt to operate the pump at a higher pressure than it was designed for, it will cause premature pump failure. The pump simply cannot handle the excessive pressure.
Contaminants are one of the biggest reasons for hydraulic pump replacement. Contaminants can enter into the hydraulic system through a variety of entry points. One of the most common ones is through the hydraulic fluid reservoir.
It is easy for dust, dirt, metal shavings, and other debris to accidentally get into the fluid reservoir when fluid levels and the fluid filler are checked. Even with screens used on the suction port, small particles can still get drawn into the system. This is why it is essential to properly filter all the oil returning to the tank. It is also essential to make sure that the tank filler / breather is not damaged or blocked.
As contaminant levels grow, they can get stuck in between key surfaces such as between gear end faces and bearing block or pressure plate or between piston barrel and valve plate in a piston pump. This then leads to further wear and the generation of more contaminant and heat. The more contaminant induced wear there is to these surfaces the larger the gap becomes between these critical surfaces leading to loss of pressure capability, overheating and failure.
The viscosity of the hydraulic fluid moving through the system could lead to premature pump failure if it is not properly maintained. Having a fluid of a higher viscosity level than specified for the pump can result in cavitation within the hydraulic pump.
On the other hand, when fluid viscosity is too low, it can lead to excessive leakage between critical surfaces leading to an increase in heat generation. As such, the fluid can become too hot, overheating the entire system, and ultimately causing premature pump failure.
Extreme heat is often caused as a byproduct of other hydraulic system problems. If you notice your system seems to be operating at a higher temperature than it normally does, take it as a warning sign that something is wrong. Continuing to operate the system can lead to more costly repairs.
Excessive heat levels not only cause parts and components to fail but also can damage drive shafts, housings, and other metal components. Additionally, damaged parts and components may not properly seal leading to fluid leaks. Furthermore, inside pumps, misalignment of moving parts could occur, causing internal damages that introduce contaminants into the system.
Many types of hydraulic pump system failures could easily be avoided with regular pump maintenance. Regular maintenance requires checking and inspecting the entire hydraulic system prior to using it. Some of the more common things you should do include:
Another vital part of maintenance is replacing worn out hoses, valves, and related parts and components when they show signs they need to be replaced. It is better to replace hydraulic system parts and components before they fail. Doing so will result in low overall maintenance and repair costs. When replacing components always make certain they are clean of dust and dirt before fitting to avoid unwanted contamination entering the system.
Furthermore, hydraulic fluid should be changed periodically as it starts to slowly break down from extended use. Your objective is to ensure the fluid provides the right viscosity level required for your hydraulic operations. Always flush the system and replace the hydraulic fluid when replacing a pump or motor and be especially vigilant in removing contaminant from every nook and cranny of the system when component failure has been due to contamination damage and the source of contamination has been ascertained.
For further help troubleshooting hydraulic pump system failures, as well as all of your hydraulic system motors, pumps, parts, and component needs, please contact White House Products, Ltd. at +44 (0) 1475 742500 today!

Cavitation is a common problem for centrifugal pumps. If you hear strange noises coming from your pump there’s a good chance cavitation is the issue. But what exactly is cavitation? And how can you go about preventing it? Read on to find out.
To understand how to prevent pump cavitation, it’s important to have a good understanding of what the problem is and how it arises. There are several types of cavitation which we’ll discuss below, but the process is similar.
Cavitation Defined: Cavitation is the formation and accumulation of bubbles around a pump impeller. This tends to form in liquids of any viscosity as they are being transported through and around a pump system. When each of these tiny bubbles collapses or bursts, it creates a high energy shock wave inside the liquid. Imagine throwing a stone into a pond. The circular ripples which are created in this process are similar to cavitation bubbles exploding. The difference here is that due to the sheer number of bubbles creating these shock waves, the impeller and other pump components can be eroded over time.
1. Vaporisation: Also known as inadequate NPSHa cavitation or ‘classic cavitation’, this is the most common form. It occurs when a centrifugal pump imparts velocity on a liquid as it passes through the eye of the impeller. If the impeller isn’t functioning correctly, some of the liquid may be boiled quickly (vaporised), creating those tiny shock waves we discussed above.
2. Turbulence: If parts of the system - pipes, valves, filters, elbows etc. - are inadequate for the amount or type of liquid you are pumping, this can create vortexes in said liquid. In essence, this leads to the liquid becoming turbulent and experiencing pressure differences throughout. These differences can erode solid materials over time, in the same way that a river erodes the ground.
3. Vane Syndrome: Also known as ‘vane passing syndrome’, this type of cavitation occurs when either the impeller used has too large a diameter, or the housing has too thick a coating. Either or both of these creates less space within the housing itself. When this happens, the small amount of free space creates increased velocity in the liquid, which in turn leads to lower pressure. This lower pressure heats the liquid, creating cavitation bubbles.
4. Internal Re-circulation: In this instance, the pump cannot discharge at the proper rate and so the liquid is re-circulated around the impeller. The liquid travels through low and high pressure zones resulting in heat and high velocity. The end result? Vaporised bubbles. Common cause for this, is when a discharge valve has been close while the pump is running.
5. Air Aspiration Cavitation: Another common form. Air can sometimes be sucked into a pump through failing valves or other weak points such as joint rings. Once inside, the air has nowhere to go but along for the ride. As the liquid is swished around, the air forms bubbles which then gets popped under pressure by the impeller.
As with any structural or mechanical issue, it’s important to have a reliable maintenance process. Checking on components and the performance of your pump is a great way to identify early warning signs of cavitation.
Decreased Flow or Pressure: If your pump is not producing the amount of flow as stated by the manufacturer, this could mean that cavitation is occurring.
Erratic Power Consumption: If bubbles are forming around the impeller, or the impeller itself has already started to fail, you may notice that your pump requires more power than usual to transport its media. You may also notice fluctuations of power use as suction rises and falls depending on how the impeller is performing.
Noise: If there’s one sign of cavitation, it’s noise. When the bubbles implode they can make a series of bubbling, cracking, sounds. Alternatively, it might sound like tiny marbles or ball bearings rattling around inside the impeller housing.
In addition to the above, operating a centrifugal pump to the far right of the BEP (or off the end of curve) can cause cavitation. When the flow increases, Net Positive Suction Head required (NPSHr) also increases and when the NPSHr exceeds the Net Positive Suction Head available (NPSHa), cavitation occurs.
Now that you know what to look for, and understand the different types of cavitation you might encounter, you can formulate a plan to prevent cavitation, saving large amounts in maintenance and replacement parts.
Ensure you are not exceeding your pump’s manufacturer performance guidelines. A pump system which is pushed too hard will inevitably fail. Such as running the pump off the end of the performance curve. It is best to increase
Preventing vane passing or vane syndrome cavitation is relatively easy. Ensure that the free space between your impeller and its housing is 4% of your impeller’s diameter or more. Any less and cavitation will begin.
Assess pressure at the discharge line. If there is a problem with head pressure then it could be that the header isn’t up to the job and needs replaced, or the system is operating close to the shut-off head.
This can be a tricky one to prevent. Even the smallest amount of air being sucked into the system could over time cause cavitation. Going over your installation with a fine tooth comb to make sure all joints and connections are sealed properly, is the best approach.
Assess whether foaming liquid is causing an accumulation of bubbles. If so, run the system slower, or periodically empty the system of all contents, including air.
Make sure that all system materials are capable of handling the liquid you intend to transport. Viscous, abrasive, or acidic liquids can erode materials to the point where air can be sucked into the system.
By preventing cavitation, you will significantly increase the efficiency and lifespan of your pump. Remember, prevention is worth a thousand cures, so take the time to carry out a thorough maintenance program and it will save you in the long run.
If you need any help identifying which components you need for your system, don’t hesitate to contact one of our pump experts, be assured with the best advice from Global Pumps, Australia"s Most Trusted Industrial Pump Provider.
Detect a failing pump before it becomes a major problem: Learn about Condition Monitoring for Pumps and other Rotating Equipment. Global Pumps provide the latest remote condition monitoring technology available in Australia.



 8613371530291
8613371530291