
wood splitter hydraulic pump problems quotation

This is my first post. I found this site while searching for wood splitter pump troubleshooting. I was hoping someone might be knowledgeable in this area. .........What could cause the second stage of a wood splitter pump to suddenly stop workng? It is a new 16 gpm Barnes pump. The ram goes in and out just fine, but will only produce about 500 psi (I have a gauge just before the valve)and seems that it is just failing to go into the second stage once contact is made with the log. I have adjusted everything on the valve, but no changes. The engine does not bog down under load either. When I block off the line coming from the pump to the valve, it just holds 500 psi and the engine continues to run. Shouldn"t the engine die with the flow completely blocked off if the pump is working properly? Is there a spring or a valve that could suddenly snap or break that would make this happen? Where can a person get a parts breakdown or service manueal for this pump? Thanks

The hydraulic pump controls the flow of fluid within the pump system. Most log splitter hydraulic pumps will be two-stage pumps, meaning that they can force the liquid within them to move in two different directions, which allows for the hydraulic arm to be pushed forward to split wood, and also retracted so the machine can be reloaded with a new log. The seals on these pumps wear over time and eventually can cause hydraulic fluid to leak out of the system. If fluid is leaking from your pump, disassemble it and replace all seals. When repairing a damaged pump it is important to carefully analyze and address the rest of the hydraulic system. When the pump fails it will often send metal debris throughout the hydraulic system. At a minimum it will be necessary to thoroughly flush the hydraulic fluid and replace the filter. Debris left in the system can quickly ruin a new pump.

Beiler Hydraulics offers all the components needed to build your own log splitter as well as supply manufacturers of log splitters. We stock the log splitter two-stage pumps, log splitter valves, and a wide variety of hydraulic cylinders ranging from light duty tie-rod cylinders to heavy duty welded cylinders. So whether you are replacing a part on your log splitter or want a new set up, Beiler Hydraulics can help. Please contact our professional sales team for your specific log splitter needs.

Here at Beiler Hydraulics we stock a full range of log splitter pumps. Log splitter pumps automatically switch from high-speed/low-pressure to high-pressure/low-speed to meet the load requirements. The low-pressure side is preset at 400-900 psi, and the high-pressure side has a max of 3,000 psi. These pumps are ideal for log splitters, presses, or any application where you need to automatically switch from high speed at low pressure to high pressure at low speed. Beiler Hydraulics also stocks many other Log Splitter Parts including valves, cylinders, hose assemblies, and fittings. With our multi-million dollar inventory we are more than equipped to provide a complete solution for all your hydraulic needs. Our sales team has the knowledge and expertise to make sure you have exactly what you need. At Beiler Hydraulics we believe in offering quality products at competitive prices and providing the customer service you need before, during, and after the sale. Please Contact Us today with any questions or to place an order.

Hydraulic pumps are used in almost every type of production system, from plastic mold injection machines to the common conveyor belt. With proper maintenance, most hydraulic pumps will operate smoothly for years, but even with proper maintenance, the pressure inside these devices will eventually cause failures that need to be addressed as soon as possible. The way to avoid total system failure is by monitoring your pumps and looking for the following warning signs.
Liquids should remain in the tubes that were designed for them. If you notice any liquids anywhere else inside the pump, you have a problem. A line may have a break, or a seal may be loose. No matter what the case, an interior leak means your pump has gone bad.
Have you discovered liquid on the outside of your pump? This means either an interior leak has worsened or there could be a leak on the HPU that the pump is mounted to. This leakage results in reduced pressure in the system and immediate action is required to repair and salvage the pump. Leaking reduces the pressure, which increases the temperature of the system. This affects the viscosity of the oil, reducing the pressure in the system.
Increased fluid temperatures can be the result of the system’s inability to dissipate heat. In most systems, heat within the fluid dissipates through the fluid in the reservoir and a heat exchanger. Heat can cause the fluid to thin, which prevents proper lubrication and may cause pump leaks, reducing pump efficiency and system performance.
Hydraulic fluid that has a milky appearance is a clear indication of water contamination. One source is condensation buildup on the walls of the fluid reservoir as a result of temperature changes from warm days to cool nights. Water contamination can also corrode the pump and other critical components, which can shorten component life. Periodic fluid changes and draining of the water from the reservoir ensure water removal from the system.
If your seals continuously leak and fail, your pump may be operating with a bent or misaligned rod. Depending on the extent of the damage, a skilled machine shop may be able to repair your existing equipment, allowing you to get the most out of your equipment and minimizing costs.
System moving slow? If performance decreases, this could be a sign that your hydraulic pump is starting to go bad or your system is designed incorrectly. This lack of efficiency indicates a lack of flow.
You never want to let your system run if your pump is suffering from any of these problems listed above because it means your system is on the verge of experiencing pump failure. These symptoms are an indicator that something could be seriously wrong and could result in some expensive damage to your hydraulic system. The hydraulic experts at Pneumatic And Hydraulic Company can help in identifying the warning signs and replacing your pump before the damage becomes too costly.
When hydraulic cylinders don’t retract, all operations come to a halt. The situation is frustrating from a maintenance standpoint and from the downtime involved in troubleshooting the issue. Understanding common problems with retracting hydraulic cylinders can help save time and even prevent the problems altogether.
Single-acting hydraulic cylinders have an internal spring and use pump pressure to extend the rod. Retracting a single-acting hydraulic cylinder involves using either the spring or the weight of the load being carried. You usually see single-acting cylinders in applications requiring single-direction lifting.
Double-acting cylinders do not have an internal spring and rely on hydraulic pump power to extend and retract the rod. These cylinders are more common and used in applications where you need to lift and push loads while maintaining precise control over movement. Keep in mind that it is normal for double-acting hydraulic cylinders to retract at a slower pace than they extend. This is due to differences in pressure created for retracting and extending functions.
Several things can prevent a hydraulic cylinder from retracting properly. Knowing what to look for and how to avoid future problems can save time diagnosing issues and help you demolish downtime.
Seals naturally wear over time but failing to replace them causes fluid leaks. Having insufficient hydraulic fluid in your system causes cylinders to become hydraulically locked and unable to fully retract or extend. Worn seals can also cause misalignment issues between the seal and cylinder rod, which may cause trouble when retracting hydraulic cylinders.
Sometimes hydraulic cylinders retract when they shouldn’t—an issue known as hydraulic cylinder drift. This problem is caused by internal fluid leaks and is characterized by hydraulic cylinders slowly retracting while under load. While not as serious in light-duty applications, a retracting hydraulic cylinder under heavy loads can cause major equipment damage and endanger the lives of anyone nearby. Check your hydraulic fluid levels regularly and inspect your cylinders for evidence of leaking fluid.
Performing regular inspections and using the correct hydraulic cylinder for your industry and application is the best way to prevent issues with retracting hydraulic cylinders.
Hydraulic Cylinder, Inc. carries American-made, performance-built hydraulic cylinders for mobile and industrial equipment. Our product line includes welded rod, telescopic rod, and NFPA tie-rod cylinders in various sizes to meet your requirements. Shop our inventory online or give us a call to discuss our stock and custom hydraulic cylinder solutions.

The pump whether manual, air or electrically driven takes longer to start actuating the cylinder -All the pumping before the cylinder moves is the time it takes for the air in the system to be compressed enough to start moving the actuator.
Air being introduced into a hydraulic system can causeCavitationand in turn possibly cause severe damage to moving parts and potentially a dangerous situation to the user and anybody else around the hydraulic system or related machinery. This would most likely be an issue with high flow type systems, not with manually operated tools and jacks and hydraulic press set-ups that don’t operate at high RPMs. If you suspect that damage has occurred it’s best to stop using the equipment before more damage can happen, possible rendering the equipment beyond economical repair.
Manually operated devices like hand pump and cylinder set-ups, most jacks, hydraulic knock-out sets, crimpers and cutters, being over-filled or under-filled usually isn"t as damaging to the tool like Cavitation as described above. None the less can cause problems resulting in a potentially dangerous situation – Never attempt to work on any kind of hydraulic equipment that is under load or has pressurized lines.If you aren’t sure – STOP - find out. It’s not worth an accident!
There are many variations in designs of hydraulic jacks, tools and systems. Some may have special bleeding procedures specific to them – Don’t hesitate to call us if you need help getting the correct service instruction or parts manuals for your equipment! Work Safe!

The 257-011, by MTE, is manufactured in the USA. It is commonly used by individuals building their own log splitter. It may also be used as a replacement pump for major log splitter manufacturers like MTD, Timberwolf, Champion, Ariens, and Swisher.

Hydraulic cylinders, electric motors, gas engines, hydraulic two-stage pumps, hydraulic control valves, relief valves, strainer/filters, fluid reservoirs, mounting brackets, cou...

1) pump. It’s obviously a Vickers vane pump. I tried to decipher the numbers on the pump and came to a gpm of 25ish at 1200rpm. With 100psi max. I don’t feel confidant in my findings, but either way you should have a gear pump, not a vane pump on there. Vane style are for pulling a vacuum, or high flow/low pressure applications. Log splitter pumps are gear pumps. Better for high pressures.
2) tank. Although I get a volume of roughly 14 gallons. It is closer to 12 figuring the actual internal dimensions and the tank is not completely full. General rule of thumb is one gallon of oil per gpm of pump.
Stalling when attempting to split. While this could be nurmous things, but I feel it’s the pump problem. With a max operating pressure of 100psi or so it takes more to typically split wood. (I see up to 1000 psi regularly on my splitter). Your control valve has a relief built in but it probably won’t open until 2000 psi or so. So my guess is what’s happening is, the pump builds up to 100 psi. Then it can’t force the oil any more so it stalls everything out.
I would invest in a new pump that is 2 stage and direct mounted to the engine. The predator 212 is rated at 6.5 hp so you could get a 11 or 13gpm two stage pump. http://m.splitez.com/log_splitter_wood_splitters.html

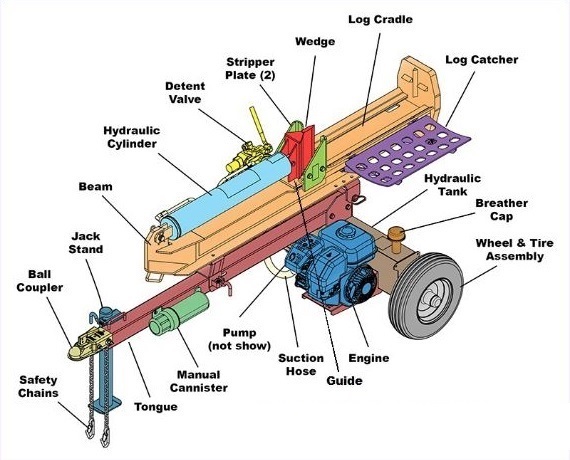
Let"s look at some of the specifics of these components to see how a real hydraulic system works. If you take a trip down to your local building supply center or a place like Northern Tool and Equipment and look at the log splitters, you will find that a typical backyard log splitter has:
A two-stage pump is an ingenious time-saver. The pump actually contains two pumping sections and an internal pressure-sensing valve that cuts over between the two. One section of the pump generates the maximum gpm flow rate at a lower pressure. It is used, for example, to draw the piston back out of a log after the log has been split. Drawing the piston back into the cylinder takes very little force and you want it to happen quickly, so you want the highest possible flow rate at low pressure. When pushing the piston into a log, however, you want the highest possible pressure in order to generate the maximum splitting force. The flow rate isn"t a big concern, so the pump switches to its "high pressure, lower volume" stage to split the log.



 8613371530291
8613371530291