
rig kelly bushing factory

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Start shopping at Alibaba.com to discover wholesale rotary kelly bushing at incredible prices.Browse through rotary kelly bushing for any type of vehicle.Bearings can be produced from a broad variety of materials, such as different steel, rubber, plastic, brass, and ceramic. These materials, each having their own benefits that render them appropriate to specific operations, including noise level, mass, weight, capacity, and resistance, and a series of options to match your individual needs and requirements.
This particular type of rolling component has had a lengthy lifespan, originally made popular in bicycles then, automobiles. It decreases spinning rubbing while withstanding axial and radial loads and has the potential to be used across a broad spectrum of different industries, of which aerospace, agricultural and machinery, wagons and other automobiles, skateboards, and of course fidget spinners!
However, getting a bushing that is properly functioning is critical to a comfortable and smooth ride, as they maintain the car in good conditions. We have variously available bushings including, grounding bushing, polyurethane bushings, energy suspension bushings, brass bushings, and even drill bushings.Buy our selection of rotary kelly bushing now. For those of you who are looking for quality wholesale rotary kelly bushing at a bargain price, well then you should look no further! At Alibaba.com, you may find a great array of quality automotive accessories and everything at an awesome price.

As ARK Drilling our machine are avaible for both Mud and Air Drilling operations. Mud operations with Mud Pumps and Air Drilling operations with high pressure compressors. Our rigs hose lines desinged for high pressure of water&mud and air.
These 2 important is very important for drilling rig owner. After years when your machine needs maintenance you wont need our factory send you parts for maintenance. If you will have any trouble while drilling you will able to solve your problem easly finding spare parts at your local market and changing parts will be not complicated as Hydraulic system top drive drilling rigs.

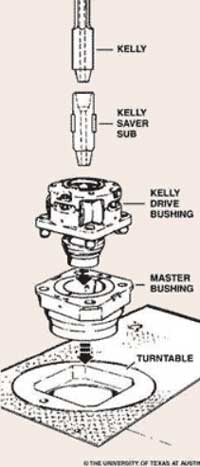
An adapter that serves to connect the rotary table to the kelly. The kelly bushing has an inside diameter profile that matches that of the kelly, usually square or hexagonal. It is connected to the rotary table by four large steel pins that fit into mating holes in the rotary table. The rotary motion from the rotary table is transmitted to the bushing through the pins, and then to the kelly itself through the square or hexagonal flat surfaces between the kelly and the kelly bushing. The kelly then turns the entire drillstring because it is screwed into the top of the drillstring itself. Depth measurements are commonly referenced to the KB, such as 8327 ft KB, meaning 8327 feet below the kelly bushing.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

MASTER BUSHING AS SEMBLY Original Filed Jan. 4, 1967 United States Patent Int. Cl. F16d 3/06 US. Cl. 6423.5 17 Claims ABSTRACT OF THE DISCLOSURE An improved master bushing assembly capable of selectively driving either a pin drive kelly bushing or a square drive kelly bushing.
Master bushings presently in use in the well drilling industry are of two general types, namely: those which function to drive a square drive kelly bushing; and those which function to drive a pin drive kelly bushing. Although it is desirable to have both the square and pin type master bushings vailalble to the same rig concurrently, some operators cannot hear the expense involved in equipping themselves so fully. Additionally, if an operator does have both type master bushings available and drilling conditions dictate a desired change from a pin to a square drive kelly bushing or conversely, this necessitates the removal of the existing master bushing, for example a pin type, and inserting a square type in place thereof within the rotary table, thereby resulting in increased operation costs.
The present invention comprises a master bushing which, when used in conjunction with adapter means and/ or spacer means, permits selective use of a pin drive or square drive kelly bushing without the need to change the master bushing as is required with conventional master bushings.
FIG. 1 is a perspective view of a master bushing as,- sembly embodying one form of the present invention showing elements disassembled from one another;
FIG. 2 is a front elevational view partly in section of the embodiment illustrated in FIG. 1 showing certain of the elements thereof operatively assembled together with ments" thereof operatively assembled together with a rotary table and a square drive kelly bushing.
type master bushing assembly 10 comprising a master bushing 11 used in conjunction with a polygonal drive adapter, shown as a square drive adapter, insert 12 and a; pin drive type master bushing assembly 10" comprising the master bushing 11 used in conjunction with a pin drive spacing adapter insert 113. FIG. 2 shows master bushing assembly 10 arranged to be rotatably driven in a well known manner in a suitably rotatably driven rotary table 13 which rotary table is suitably supported by a rotary table frame 14. A polygonal drive, shown as a Patented Sept. 8, 1970 square drive, kelly bushing 15 engaging a swivel supported kelly 16 for rotation about its longitudinal axis while at the same time permitting relative vertical movement of the kelly 16 to advance a connected drill string downwardly within a well, is suitably received in the square drive adapter insert 12. A familiar stabbing skirt 17 extends downwardly from a downwardly extending centrally disposed square drive 42 fixed to the under surface of the main body portion 43 of the kelly bushing 15. The master bushing assembly 10 coacts with the kelly bushing 15 "for rotatably driving the kelly bushing 15.
The rotary table 13 includes a rigid tubular body section 18 supported in rotary table frame 14 by bearings 19 for rotation about its vertically extending longitudinal axis. The body section 18 has a lower cylindrical opening 20 and a larger upper generally square shaped opening 21 which together with lower opening 20 defines a generally square horizontal annular shoulder 22. The upper opening 21 extends up to the horizontal upper surface 23 of the rotary table 13.
The master bushing 11 includes a rigid tubular cylindrically externally shaped main body portion 25 complementary in external shape with and snugly received by lower portion 20 of rotary table 13. The inner opening 26 of body portion 25 is generally cylindrically shaped. A generally square shaped bevelled-corner flange 27 is fixed to the upper end portion of main body portion 25 and extends outwardly therefrom. Flange 27 has a generally flat horizontal upper surface 28 which, when master bushing -11 is interfitted with rotary table 13, is coplanar with the horizontal upper surface 23 of rotary table 13. Flange 27 also has a centrally disposed generally polygonal, as shown square, shaped recess 29, extending therewithin, which recess 29 has its center point coincident with the longitudinal axis of main body portion 25 and is greater in its side dimension than the diameter of inner opening 26, so that an annular shoulder 30 is defined between recess 29 and inner opening 26. The outer shape of flange 27 is complementary in shape with and snugly and non-rotatably received by the upper opening 21 of rotary table 13 such that the undersurface of flange 27 and shoulder 22 abut. The flange 27 has four longitudinally extending identical cylindrical openings 31 uniformly spaced at the corner portions of the flange 27 which receive the pin drive means (not shown) therein, of a pin drive kelly bushing (not shown) of a well known construction.
The square drive adapter insert 12 has a dual function of accommodating slips together with serving as the drive adapter means of the present invention, and includes a tubular cylindrically externally shaped lower portion 34 comprised of two identical semi-cylindrical bodies 35. The outer surface of lower portion 34 is complementary in shape to the inner opening 26 of body portion 25 of master bushing 11 and is removably received therein. Lower portion 34 has a frusto-conical downwardly tapering inner opening 36 suitably shaped for receiving slips. A generally square shaped bevelled-corner flange 37 comprised of two identical halves 38 is fixed to and extends outwardly from the upper end of lower portion 34. The outer shape of the sides of flange 37 is generally complementary in shape with that of the sides of recess 29 of main body portion 25 of master bushing 11, such that flange 37 is snugly and non-rotatably received in recess 29 with the upper surface of flange 37 being coplanar with the upper surface 28 of flange 27 of master bushing 11. Flange 37 has a centrally disposed longitudinally extending generally polygonal, shown as square, shaped opening 40 therewithin, which opening 40 has a side dimension greater than the major diameter of inner opening 36 of lower portion 34 so that an annular shoulder 41 is defined between opening 40 and inner opening 36. Square opening 40 of flange 37 is suitably sized to snugly removably receive the square drive portion 42 of kelly bushing 15.
The pin drive spacing insert 113 is used in combination with bushing 11 when a pin drive kelly bushing (not shown) of a well known construction, is rotatably driven by having the pin drive means (not shown) thereof received in openings 31 of flange 27. Insert 113 is dimensionally identical to the drive adapter insert 12 hereinabove described, with the exception that insert 113 has a differently shaped interior opening than insert 12, namely a frusto-conical downwardly tapering inner opening 32, which is suitably shaped for receiving a pin drive kelly bushing tapered guide skirt (not shown) of a well known construction therein. The exterior contact surfaces of inserts 12 and 113 are identical, therefore, no further description of insert 113 is believed necessary and it will be received within master bushing 11 in exactly the manner insert 12 is received as hereinabove described.
In addition, the principles of this invention taught by the embodiment hereinabove described and shown in FIGS. 1 through 3 may be applied to a master bushing which can be classified as an adapter receiving chamber, that is it, in itself, will have no drive provisions on the flange thereof, but will provide support for a square drive adapter insert or a pin drive adapter insert. The square drive adapter will be identical to insert 12 hereinabove described, however, the pin drive adapter will differ from insert 113 hereinabove described in that it will have drive pin receiving openings within the upper outwardly extending flange thereof. In this case the master bushing need not have the large flange that is required if the drive pin receiving openings were to be located therein.
FIGS. 4 and 5 represent another embodiment of a polygonal, shown as square, drive master bushing assembly of the present invention generally indicated at 65, which comprises a pin drive master bushing 11, of a construction well known in the art, and a pin drive to polygonal, shown as square, drive adapter insert means, generally indicated at 52, which converts the pin drive master bushing 11 to the square drive master bushing assembly 65.
Since certain elements as shown in FIGS. 4 and 5 are identical to those of FIGS. 1 through 3, the same reference characters will be applied to corresponding elements. Master bushing 11 is dimensionally identical to the master bushing 11 hereinabove described and illustrated in FIGS. 1 through 3, with the exception that master bushing 11" has a differently shaped interior opening Within the flange 27, namely a cylindrical opening 50". Additionally, as shown in FIGS. 4 and 5 the master bushing 11" is suitably arranged to be rotatably driven by the rotary table 13 suitably supported by the rotary table frame 14. The exterior contact surfaces of master bushings 11" and 11 are identical, therefore, no further description of master bushing 11" is believed necessary and it will be received within the rotary table 13 in exactly the manner master bushing 11 is received therein as hereinbefore described with reference to the embodiment of this invention illustrated in FIGS. 1 through 3.
The drive adapter means 52 includes an upper rigid flat plate portion 54 and an insert bowl portion 60 extending downwardly from the underside of plate portion 54. The plate portion 54 has a centrally disposed generally polygonal shaped, shown as square shaped, opening 55 therewithin and has external dimensions substantially the same as the dimensions of flange 27 of main body portion of master bushing 11". Square opening 55 is suitably sized and shaped, and plate portion 54 has a suitable thickness such that the square drive portion 42 of the square drive kelly bushing 15 will be snugly and non-rotatably received in square opening 55 as will be shown hereinafter.
Four cylindrically shaped pins 56 extends downwardly from and are rigidly fixed to the corner regions of the undersurface of plate portion 54 with the respective longitudinal centerlines of such pins 56 being substantially parallel with the vertical centerline of plate portion 54. Pins 56 have outer diameters substantially the same as the inner diameters of openings 31 in flange 27 of main body portion 25 of master bushing 11, with pins 56 having a longitudinal length to be received in openings 31 such that the undersurface of plate member 54 is flush with the upper surface 28- of flange 27.
Insert bowl portion 60 comprises a rigid cylindrically externally shaped body 62 being externally complementary shaped with and snugly removably received within the inner opening 26 of the main body 25 of master bushing 11". An outwardly extending generally cylindrically shaped flange 63 comprises the upper portion of body 62, which flange 63 is integral with and extends downwardly from the underside of plate portion 54. The flange 63 has an external shape complementary with the shape of recess 50 of flange 27 of main body portion 25 of master bushing 11", such that flange 63 is snugly received in recess 50. The inner opening 64 of body 62 is shaped in a frustoconical downwardly tapering manner for accommodating slips.
With plate portion 54 being mated with the master bushing 11" by interfitting pins 56 in openings 31 and insert bowl portion 60 into opening 26 the lower surface of the main body portion 43 of kelly bushing 15 will abut the upper surface of plate portion 54 and the square drive portion 42 of kelly bushing 15 will be snugly received in opening 55 with the lower surface of square drive portion 42 being coplanar with the upper surface 28 of flange 27.
1. A master bushing comprising: a body member having an opening extending therethrough and an outer configuration of a form that said body member is closely and non-rotatively received within the central opening of a given rotary drilling table with the axes of said openings being coincident; said opening in said body member being of a form to non-rotatively receive an adapter insert completely therein; said body member being partially in the form of an outwardly extending flange portion at the end thereof last receivable within such a central opening; and said flange portion having a plurality of parallel externally accessible open bores of a size and orientation to receive the pins of a known pin drive kelly bushing therein.
2. A master bushing as specified in claim 1 having a spacing adapter inserted in said opening in said body member, said insert comprising: a member having an outwardly extending flange portion at the end thereof last receivable within said opening in said body member; said member having a downwardly depending bowl portion; and said member having a circular central opening extending therethrough for the guiding and centerin of a known pin drive kelly bushing.
4. A master bushing as specified in claim 1 having a driving adapter inserted in said opening in said body member, said insert comprising: a member having an outwardly extending flange portion at the end thereof last receivable within said opening in said body member; and said member having a central polygonal cross-sectional opening at the upper end thereof of a size and orientation to non-rotatively receive a drive portion of a known polygonal drive kelly bushing.
7. A master bushing assembly comprising: a body member having an opening extending therethrough and an outer configuration of a form that said body member is closely and non-rotatively received within the central opening of a given rotary drilling table with the axes of said openings being coincident; a driving adapter insert having an outer configuration of a form that said insert is non-rotatively received within said opening extending through said body member; and said insert having a central polygonal cross-sectional opening at the upper end thereof of a size and orientation to non-rotatively receive a drive portion of a known polygonal drive kelly bushing.
8. A drive adapter for downward insertion into a pin drive kelly bushing wherein said adapter comprises: a body member having an opening extending centrally therethrough, said body having a lower portion with an external configuration coaxial with said opening and complementary and slidably receivable in an insert bowl passageway of a known pin drive master bushing, said opening having a configuration at the upper end thereof for receiving the square drive portion of a square drive kelly bushing and a configuration extending downwardly from said upper end thereof for receiving slip member; and drive pins for drivingly cooperating with said known pin drive master bushing and said body member.
9. A master bushing assembly comprising a drive adapter as specified in claim 8 in combination with a pin drive master bushing wherein said main body upper end surface becomes coplanar with the upper surface of said master bushing upon being so inserted.
10. A master bushing assembly comprising: a master bushing having means for accommodating a selected one of a pin drive insert and a square drive insert therein in combination with said selected one of said inserts providing for driving connection to a kelly drive bushing.
11. A master bushing assembly as specified in claim 10 wherein said master bushing has an upwardly open through bore with a top portion of polygonal internal cross section.
12. A master bushing assembly as specified in claim 11 wherein said selected one of said inserts is a pin drive spacing insert having a top external profile of mating polygonal cross section with said through bore top portion.
13. A master bushing assembly as specified in claim 11 wherein said selected one of said inserts is a polygonal drive adapter insert having a top external profile of mating polygonal cross section with said through bore top portion and an upwardly open central recess of polygonal cross section mateable with a known polygonal drive kelly bushing.
15. An adapter insert for a pin drive master bushing, said adapter insert having drive pins thereon for drivingly mating with a known pin drive master bushing and said adapter having an internal upwardly open recess of polygonal cross section mateable with the polygonal drive portion of a known polygonal drive kelly bushing.
16. A master bushing assembly comprising: a pin drive master bushing in combination with an adapter insert as specified in claim 15 for prividing driving connection between rotary drilling table and a polygonal drive kelly bushing.

Supplying drill rig replacement parts has been the specialty of Drilling Supply and Manufacturing (DSM) since it first opened its doors in 1977. Today, it is not only known as a supplier of essential replacement parts, it is also known as a drill rig manufacturer and rebuilder.
“We manufacture and sell parts for Gardner-Denver, Mayhew, Midway and Badger drill rigs, and make custom parts for many other rigs,” Ken Young, DSM general manager, claims. Starting with 12 acres of land and just 3,750 square feet of building space in Austin, Texas, the company has grown to fill three buildings totaling 300,000 square feet. “We still have room to grow,” Ken adds, “but not much.”
In 1977, Young came to Austin to join forces with Palmer and Stanley Martin (father and son) to form DSM. Ken had been a partner and manager of the Midway Supply & Manufacturing in Odessa, Texas, (the manufacturer of Midway Drill Rigs) until he sold out in 1974. As a condition of the sale, he remained with Midway for three years after the change in ownership. At this point in his life, Ken considered a number of options in the drilling business before moving to Austin and forming a partnership with the Martin’s.
Palmer Martin began his career in the drilling business in 1945 and opened his own machine shop, Martin Machine Corp., in 1963. From 1963 to 1977, Palmer manufactured parts for Midway Supply & Manufacturing, where he dealt with Ken Young. Palmer’s son, Stanley Martin, began helping out at the family machine shop at the age of 13 and is today the general shop manager and consulting engineer for the company. “Designing drill rig parts and components is not an easy task, “Stanley notes.
DSM is active in the drill rig manufacturing business today, making and marketing the DSM Bob Cat 1000W, 1500W, and other custom rigs. DSM also manufactures rotary tables, Drawworks, PTOs, floating subs, slips, fishing tools and swivels.
“We do a lot of drill collar and cross-over sub work, too,” Ken says. “We make most of the parts right here in our own shop using special lathes and equipment. We make all of our own kelly bushing and slips. We have our own sand-casting molds, but have the casting done outside.”
Skilled employees are a key component of DSM’s success. “We employ a number of former drillers at DSM,” Ken explains. “Drillers make some of the best mechanics and parts people. They understand the needs of our customers whey they call needing replacement parts in a hurry. Parts people have to know a lot about drill rigs in order to locate the problem area and match up the parts for rigs of a given manufacturer and year model,” he adds. Ken’s son, Randy, is DSM’s parts manager. He’s also involved in outside sales.
In 1986, DSM dedicated a complete hydraulic parts and repair shop – DSM Fluid Power – to serve the needs of drill rig owners and operations. This shop maintains the largest hydraulic test equipment in central Texas.
On Dec. 12, 1991, DSM purchased the Mayhew/Gardner-Denver Water Well Division from Cooper Industries, which included all blueprints, patent rights and molds.

We can offer NON-OEM or OEM replacement spare parts for oilfield drilling rig equipment used on Oil & Gas or Geothermal Energy drilling rigs. This service includes sourcing, purchasing and delivery for the international end user. This service provides a convenient one stop process for many of our international drilling contractor customers that do not have an office in the United States for purchasing from many of the manufacturers here in the USA for drilling equipment parts.
* We currently have procurement contracts and alliances with drilling contractors all over the world with set markups for all drilling equipment parts purchased for long term benefits for both parties. Benefits include record keeping and online documentation/certification services for each rig.

This is the brief explanation of a Kelly rotating system on the rig. Kelly rig is on an old style rigs and nowadays it is mostly used on land operations. For offshore operation, a top drive system is used instead.
First of all, it is important for new people to look at these images before reading the information below because they show the equipment’s name and where they are on the rig.
The upper end of the drill pipe is screwed onto the saver sub. The saver sub is used to protect and minimize wearr and tear on the threads at the bottom of the Kelly. The Kelly is about 40 ft in length with a square or hexagonal shape and it is hollow throughout in order to transport the drilling mud. Kelly moves freely through a Kelly bushing even though the drill stem is rotated.
A Kelly cock valve is located at the top of a Kelly and it is a safety valve which can be closed to stop back pressure from coming back to damage other surface equipment.
A swivel attached to the hook does not rotate, but at the bottom part it supports the Kelly which is being rotated while drilling. Drilling mud is pumped from a mud pump to a stand pipe manifold, Kelly hose and then to a gooseneck connection at a swivel.
A rotary table rotates a Kelly bushing and it simultaneously rotates a Kelly and a drill string and a drill bit. A rotary table has two main functions. The first one is to provide rotation to a drill stem and a bit and the second function is to hold slip in order to support the weight of a drill stem when it is not connected to a Kelly.
Generally, a rotary drive consists of a chain and rotary-drive sprocket. A rotary-drive sprocket is a part of the draw-works. In other rig power systems, an independent electric motor or engine with a direct drive to a rotary table is utilized. For this case, the rotary is normally driven by a drive shaft instead of a chain and rotary-drive sprocket.
A master bushing severs its function as a rotary motion transmission from a rotary table to a Kelly. Additionally, it is a link between a slip and a rotary table.
A Kelly bushing (some people call “rotary Kelly bushing”) engages a master bushing via four pins and rollers inside a Kelly bushing to allow a Kelly to move up or down freely while it is rotated or in a static mode.

The kelly is a primary link between the drilling rig’s surface equipment and the bit, and is therefore a critical component of the rotary system. Although top drive systems have replaced kelly/rotary table combinations on many rigs, some knowledge of their manufacture and operation is useful.
Their angled surfaces, or drive flats, are designed to fit into a drive roller assembly on the kelly bushing, so that as the rotary table turns to the right, the kelly turns with it. To allow for normal right-hand rotation of the drill string, kellys have right-hand threads on their bottom connections and left-hand threads on their top connections.
The American Petroleum Institute has established manufacturing and design standards for kellys, and has included them in the follwoing publications:API RP 7G, Recommended Practice for Drill Stem Design and Operating Limits.
For a kelly to be efficient in turning the drill string, the clearance between its drive flat surfaces and the rollers in the kelly bushing must be kept to a minimum. Kellys most often wear out due to a rounding-off of the drive corners, as shown in Figure 1 (new kelly with new drive assembly) and Figure 2 (worn kelly with worn drive assembly).
For minimal rounding, there must be a close fit between the kelly and the roller assembly, with the rollers fitting the largest spot on the kelly flats. Manufacturing techniques and rig operating practices play important roles in determining this fit.
Both square and hexagonal kellys are manufactured either from bars with an “as-forged” drive section, or from bars with fully-machined drive sections. Forged kellys are cheaper to manufacture. But machined kellys tend to last longer because:Unlike forged kellys, machined kellys are not subject to the metallurgical process of decarburization, which leaves a relatively soft layer of material on the drive surface that can accelerate the rounding process and increase the potential for fatigue cracks;
To minimize rounding, rig personnel should follow these guidelines (Brinegar, 1977):Always use new drive-bushing roller assemblies to break in a new kelly.
Frequently inspect and periodically replace drive assemblies to ensure that clearance and contact angle between the kelly and the rollers is held to a minimum;
Fatigue failures are seldom a problem with kellys because of the high-quality steels used in their manufacture. Nevertheless, kellys should be regularly inspected for cracks and other signs of wear, particularly within the threaded connections, in the areas where the flats join the upper and lower upsets and in the center of the drive section.
In general, the stress level for a given tensile load is less in the drive section of a hexagonal kelly than in the drive section of a square kelly of comparable size. Hexagonal kellys are thus likely to last longer than square kellys before failing under a given bending load.
Kellys can become crooked or bent due to improper handling. Examples of mishandling include dropping the kelly, misaligning it in the rathole and thereby exerting a side pull, using poor tie-down practices during rig moves, not using the kelly scabbard and improper loading or unloading techniques. Depending on where a bend is located, it may cause fatigue damage not only to the kelly but to the rest of the drill string, and can also result in uneven wear on the kelly bushing.
Unusual side motions or swaying of the swivel are good indicators of a crooked kelly. A good field service shop has equipment for straightening bent kellys, making this an easily-corrected problem.
A kelly saver subshould always be run between the kelly and the top joint of drill pipe. This protects the kelly’s lower connection threads from wear, as joints of drill pipe are continually made up and broken out. A saver sub is much less expensive and much easier to replace than the kelly itself, and it can also be equipped with a rubber protector to help keep the kelly centralized and to protect the top joint of casing against wear.
A kelly cock is a valve installed above or below the kelly, which prevents fluid from escaping through the drill string if the well should begin to flow or “kick.” As an extra well control precaution, an upper kelly cock (having left-hand threads) should be installed directly above the kelly, while a lower kelly cock (having right-hand threads) should be installed below the kelly. Installing two kelly cocks ensures that at least one of them is always accessible, regardless of the kelly’s position.
Automatic check valves, designed to close when the mud pumps are shut off, are also available, and can be installed below the kelly to prevent mud from spilling onto the rig floor during connections.

Mitchell Rotary Rig #21 is the newest and most advanced rig in the Illinois Basin. It has depth capabilities of up to 12,500 feet (3.81 km) total vertical depth (TVD) and full horizontal and directional capabilities.
Rig #21 has a 17 foot (5.2 m) Kelly Bushing Height (KB) and is outfitted with an 800 Bbl steel pit system that is equipped with dual shaker technology as well as 1,000 GPM mud cleaning capabilities. This rig can be outfitted with up to two 1,005 hp triplex pumps with 5,000# fluid ends. Rig #21 has handling equipment for slim hole and regular hole drill strings. It is outfitted with a full stack blowout preventer (BOP) and can also utilize a rotating head if requested.
Mitchell Rotary Rig #21 has the capability to drill the depths required Carbon Capture Sequestration and Enhanced Oil Recovery (CCS-EOR) technologies.
CONTENTS Introduction How does Kelly Bushing work? Fixing (Engagement) of the kelly drive bushing Types of Kelly bushing Kelly bushing design Maintenance
Introduction Kelly drive bushing is advise that is fitted to the rotary table and which the Kelly passes The Kelly bushing has inside diameter profile that matches that of the Kelly , usually square or hexagonal Depth measurements are commonly referenced to the KB,
How does kelly bushing work? The rotary motion from the rotary table is transmitted to the bushing through the pins, and then to the Kelly itself through the square or hexagonal flat surfaces between the Kelly and the Kelly bushing. The Kelly then turns the entire drill string because it is screwed into the top of the drill string itself.
B) By a square on the bottom of the Kelly drive bushing fitting into the corresponding square recess of the master bushing The result of this engagement is that when the rotary turns the Kelly and the Kelly bushing turns the entire drill string
Types of Kelly bushing Three types of Kelly bushing are available: Heavy, Medium, light-duty Heavy duty Kelly Bushing This unit is used for heavy duty drilling operations and high torque conditions on off shore as well as on shore drilling operations. Medium duty Kelly Bushing Designed for shallow to medium depth applications. Light duty Kelly bushing designed for shallow, slim hole drilling and workover rig applications
ROLLER KELLY BUSHING Model 27 HDS 27 HDP 20 HDP RTM4 Medium Type Heavy Drive style Square Pin Pin Square 20 1/2 MSPC and MDSP 17 1/2 MSPC and MDSP 17 - 27 1/2 inch Master Bushing 23 - 49 1/2 Inch 23 - 491/2 Inch 20 - 22 1/2 inch Square Kelly size 3 - 6 3 - 6 3 - 6 2 - 5 1/4 Hex Kelly size 3 - 6 3 - 6 3 - 6 3 - 4 1/4
Kelly bushing design The Kelly drive bushing is equipped with rollers that permit the Kelly to move freely upward or down word either when the rotary is turning or when it is stationary
The Kelly bushing may be designed to fit either shape of Kellys (square hexagonal triangular ) or it may be designed to accommodate either shape by changing rollers to fit The Kelly bushing may have an optional lock assembly that locks it into the master bushing , that is especially useful for use with motion compensators offshore
Maintenance1. Lubrication to reduce wear is the most important aspect of maintenance , it is done with a grease gun , it can be done each tour or each day but must not be neglected 2. Keep top nut tight to keep roller pins from working in the body journal area 3. The bushing regardless of its design type , must be inspected regularly for wear 4. Parts can be removed and replaced right on the rig floor by the floor crew under the supervision of the driller

The global kelly drive market was valued at $1.6 billion in 2021, and is projected to reach $2.3 billion by 2031, growing at a CAGR of 3.7% from 2022 to 2031.
Report Key HighlightersThe kelly drive market is consolidated in nature with few players such as NOV Inc., SANY Group, BAUER Maschinen GmbH (Subsidiary of BAUER Group), Jereh Global Development LLC (As a Subsidiary of Jareh Group) and Liebherr-International Deutschland GmbH. that hold significant share of the market.
The study covers in-depth analysis of 16 countries from different regions including North America, Europe, Asia-Pacific, and LAMEA. In addition, country-wise data of every country has been provided for better understanding of kelly drive market dynamics in every country.
A kelly drive is a particular kind of well drilling tool which uses a section of pipe with a polygonal or splined outer surface and feeds it through a rotary table and matching kelly (mating) bushing which have the same shape or splines. The Kelly is a long, four- or six-sided steel bar having a hole bored through the center to allow drilling fluid to pass through. The kelly bushing allows the drill string to be lifted or lowered while it rotates by transferring rotating motion from the rotary table or kelly bushing to the drill string. Crewmembers make up several attachments to the kelly. The attachments include the upper kelly cock, the lower kelly cock (drill pipe safety valve), and the kelly saver sub.
Kelly drilling is one of the most used dry rotary drilling techniques. The kelly drive is used to create large-diameter bored piles (from a size of approx. 500 mm). With the increasing drilling activities is booting the kelly drive market share in coming year. The kelly drive works with almost any kind of rock and soil. According to kelly drive market forecast, the demand for short rotary drilling instruments, such as augers, core barrels, buckets, and specialized drilling tools which are used to move the dirt will be more in the market. The drill rod which is also known as a kelly bar, is a typical component of this drilling technique. The strong kelly bars enables deep drilling and help in boosting the kelly drive market trend in forecast period.
Globally, there has been a surge in oil exploration activity, which is driving the demand for kelly drive in rig and drilling industry. Apart from the pandemic time, a boom in exploration has tripled over the last five years. Kelly drive market analysis showcase the owing to a global boom in exploration of oil reserves, several oil companies are getting into the rig sector. With the ongoing expansion in petroleum products, large oil extraction companies are contracting with drilling equipment manufacturers for the rent and sale of drilling equipment. Oil exploration companies and equipment companies collaborate to provide offshore support services that can increase production. Factor such as oil exploration activities is likely to boost the market for kelly drive in near future.
Advances in technology and equipment have enabled more oil and natural gas to be recovered from the length of each well, improving production and reducing the environmental footprint of energy production. Kelly drive is cheaper however, technology is slow, inefficient, and unsafe as compared to the other technology which are present or coming in the market. These factors may restrain customers from using kelly drive; thus, hampering the market growth.
With combination of seismic surveys and drilling wells, companies are doing the search of oil reserve and deposits beneath the surface of the earth. Exploration projects can be expensive, time-consuming, and risky, drilling a well may cost tens of millions of dollars. Several factors are considered the number of wells to be drilled, recovery method, type of installation to be used, separation systems for the gas & fluids, and how the oil and gas will be transported to a processing facility. High demand for the petroleum products in the market resulting into several new excavations projects in different regions. This factor is anticipated to increase the sales of kelly drive; thus, creating lucrative kelly drive market opportunities.
The kelly drive market is segmented into product type, and region. On the basis of product type, the market is bifurcated into cleaners, braking oil, grease and lubes, degreaser, and others. Region-wise, the market is studied across North America, Europe, Asia-Pacific, and LAMEA.
In 2021, the square kelly segment was the largest revenue generator, and is anticipated to grow at a CAGR of 3.6% during the forecast period. With the increasing horizontal drilling operations result in increasing demand for square kelly in the market. To increase the output from a single well, drilling square kelly equipment are being used frequently in the market. Square Kelly is advantageous for end-users, however equipment can be used for both onshore and offshore drilling operations. Drilling activities are becoming more challenging which are demanding the high quality of kelly equipment. Several oil firms engage in new types of drilling on land, such as horizontal well drilling which covers a significantly larger area under the earth. With the increasing horizontal well drilling creates the opportunity for square kelly segment in global kelly drive market.
In 2021, the kelly bar segment was the largest revenue generator, and is anticipated to grow at a CAGR of 4.0% during the forecast period. With the increasing number of excavation projects and finding of deep oil reserves will increase the demand for kelly bars in the market. Companies are entering into the agreement for the drilling operations which is driving the kelly bars market. Today, reserves are found very deep under the land of sea which require the high strength bars for handling the pressure. Vertical and horizontal drilling activities are increasing which is increasing the demand for different shapes of kelly bars.
The North America kelly drive market size is projected to grow at the highest CAGR during the forecast period. The region is experiencing more drilling activities of oil and gas extraction as the demand for oil-related goods rises worldwide. Kelly drive equipment is particularly helpful for drilling through hard rock and getting to the oil deposits. The Kelly Drive can be used to reduce operational expenses in drilling operations. For field operators and engineers, it ensures long-term project success and a high rate of return.
LAMEA was the second-largest contributor in terms of revenue in the global kelly drive market in 2021, and is anticipated to grow at a CAGR of 3.8% during the forecast period. Accelerated investment across the upstream sector along with crude oil price recovery will foster the drilling activities in the region. Robust growth in petrochemical products demand along with increase in industrial and commercial activities across the developing economies will boost the kelly drive market growth in LAMEA region.
The leading players operating in the global kelly drive market include, NOV Inc., SANY Group, BAUER Maschinen GmbH (Subsidiary of BAUER Group), Jereh Global Development LLC (As a Subsidiary of Jareh Group) and Liebherr-International Deutschland GmbH, Bridges Equipment LTD, Lake Petro., TEXAS INTERNATIONAL OILFIELD TOOLS, LTD, Goldman, Tianhe Oil Group Co. Ltd., XI"AN KINGWELL OILFIELD MACHINERY CO.,LTD, El Didi Group.
It outlines the current Kelly drive market trends and future estimations from 2021 to 2031 to understand the prevailing opportunities and potential investment pockets.
The invasion of Russia has further worsened an already precarious scenario for the energy and drilling markets, notably in Europe. To minimize the possibility of an interruption in Russian oil and gas supply, oil and gas corporations must collaborate with governments. In longer term, the sector needs to increase its adaptability and relevance in a rapidly evolving energy environment. The scenario brought about by the conflict between Russia and Ukraine influences the Kelly Drive market as well. Many projects that were previously underway in the nations are now on hold, and new projects are being delayed, which has slowed the market"s expansion in recent years.

• Kelly is manufactured strictly according to API Spec7-1 standard. Manufactured from AISI 4145H-modified, fully heat-treated alloy steel with aBrinell hardness range of 285-341 and a minimum average Charpy impact value of 40 ft-lbs.



 8613371530291
8613371530291