
end face mechanical seal pricelist

repair kits keep your Scot Pump in prime condition. Choose a replacement seal or contact us for help finding the right part for your pump. Our Scot Pump product specialists will help you get the right seal at the right price.
We stock mechanical seals and seal kits for all scot pump models. If you need help identifying the seal you need just get in touch and we’re happy to assist.
Mechanical seals are made using both flexible and rigid elements. The combination of materials maintains contact to create a seal at their interface, while allowing the rotating shaft to pass through. A spring or other device is both hydraulically and mechanically loaded to maintain the seal.

Mechanical shaft seals are the best way to seal a pump. Face seals prevent leakage better than packing and if selected properly will last longer. Mechanical seals used in clean well lubricated applications can last 20 years. Seals can be constructed in single or double configurations, allowing only a vapor to escape.
Shaft seals are engineered forshaft-sealingapplications to serve Original Equipment Manufacturers or field replacement requirements, our seals will hold up to difficult applications. We can also asset in theconversion from braided pump packing to a mechanical seal.
American Seal and Packing delivers a full range of rotary mechanical seals configurations and component materials - to handle pump service requirements in a wide range of industries. . When you Specify a AS&P seals you have the advantage of proven reliability. When we need engineered seals for difficult applications we utilize the engineering departments of some of the top mechanical seal manufacturersin the world.

Mechanical seals are usually made of moving rings, stationary rings, compression elements and sealing elements. These parts are tightly bonded to form a sealing surface to avoid leakage. The liquid in the sealed chamber causes the end face to press against the end face of the stationary ring, and the mechanical seal occurs on the end faces of the two rings and the adhesion is to maintain the compression of the component pressure. The pump can not only work in the state, but also adhere to the end of the paste to ensure that the sealing medium does not leak, and avoid impurities into the sealed end. The sealing element acts as a gap between the sealing ring and the shaft, the action of the static ring and the gap of the gland, and the oscillation of the pump with the elastic element. When running with other components of the pump, the condition of the mechanical seal is closely linked with the external conditions. Only if the parts, auxiliary sealing equipment and technical requirements are ensured that the mechanical seal works well.
First, we need to turn off the pump, and then clean and inspect each part of the pump. Second, remove the impeller by rotating it in the anticlockwise direction. Then take out the seal at the backside of the impeller, and place the mechanical seal on to the shaft. Fix the mechanical seal and screw the impeller onto the motor shaft. Here are some notes of installation:
With its wide range of designs, the mechanical seals can also be made of different materials. In fact, the seal face materials decide the service time of mechanical seals. The most popular materials include rubber, stainless steel, PTFE, carbon, ceramic, Sic, and TC.
In SEALCON, equipped with advanced CNC processing equipment, you can not only buy the mechanical seals, but also buy the mechanical spare parts: sealing rings, spring, O-ring, sleeve and gland. All of our products conform to the standard of DIN24960, EN12756, ISO3069 API610, API682.

... a dual pressurized gas barrier metal bellows seal utilizing APGS non-contacting seal face technology. Welded metal bellows eliminate dynamic O-ring hang-up in a compact ...
• Drive mechanisms external to the product;• Seal faces positioned for maximum protection;• A dynamic elastomer moves on a non-metallic surface, eliminating fretting defects;• Hydraulically balanced;• Cartridge easy to ...
• Static grafoil gaskets;• Temperatures up to 425 ºC;• Inconel bellows available;• Cartridge easy to install;• Metal bellows provide better faces alignment;• Does not have dynamic gaskets;• Self-cleaning;• Adapts to API ...
The product is constructed with the combination of materials such as graphite, silicon carbide, tungsten carbide and aluminum oxide. Then, a secondary sealing of materials are acrylonitrile rubber, fluorine and silicon ...
... carbide, tungsten carbide and Aluminum oxide, with the secondary sealing. The secondary sealings consist of Acrylonitrile rubber, Fluorine rubber, Ethylene propylene rubber, PTFE, metal component and ...
This seal withstands -45℃-200℃ temperature, over 2.0Mpa pressure, in 15m/s speed or over. The series V1,Q1,Q2,U2,U1 are stationary, A,B,Q1,Q2,U2 are rotary and V,P and E are secondary seal. It has a standard ...
The MTM10-11 is a conical spring mechanical seal developed by Microtem. It is mainly used for general services machinery at low and medium pressure. This unbalanced mechanical seal ...
... manufactured by MICROTEM, is a conical spring mechanical seal that can compensate positioning errors and withstand stresses created by vibrations. The contact surface can be made with silicon carbide, ...
Single mechanical seal, balanced, independent of the direction of rotation with multi-spring configuration. The MTM180 Series represents the mechanical seal with the ...
Aura™ reduces operational and transactional costs using a patented polymeric sealing device. Aura reduces leakage rates by up to 15 percent, lowering the total cost of operation while protecting the environment. An enhanced rotor design ...
The AESSEAL® API Type A, B and C single-seal range offers the user an unprecedented range of API engineered sealing solutions to suit all application ...
Cartridge Seals by CinchSeal are customized mechanical seals for rotary air locks in bulk handling equipment. They are designed to replace lip and packing seals in screw ...
Our Mechanical seal model CR is widely used for GRUNDFOS-PUMP . The normal material combination include SIC/SIC/viton/machined ss304,TC/TC/VITON/machined ss304 and SIC/ SIC/VITON/SS304. ...
Slurry mechanical seal as a simple "pre-set cartridge seal" that requires no measuring or special tools for assembly into the equipment housing easily disassembled and rebuilt either in the field or plant workshop, without the need of any special tools.
Sealing many products in various types of fluid handling equipment WITHOUT any type of flush thereby eliminating product dilution or contamination from barrier fluids or gases. (Some services a flush has been shown to prolong seal life).
Optimum sealing performance while running totally submerged, but to also withstand intermittent dry running situations, and still maintain a positive seal when the fluid returns to the seal area.
Design features have minimized the number of parts facilitating ease of assembly and installation. Fewer o-rings than other slurry seals reducing the number of possible leak paths.
Minimum amount of spares for inventory, thereby minimizing inventory carry costs and freeing up shelf space. (Traditional mechanical seals are sold in 1/8 in. increments. One PANACEAL compared to eight traditional seals).
No seal hang-up due to product crystallization on the atmospheric side of the rotary assembly. (Product crystallization is a normal result of face lubrication).
The PSS Shaft Seal is a mechanical face seal. The sealing surface is created between the flat surfaces of the rotating stainless-steel rotor and the stationary carbon flange. The stationary carbon flange is attached to the front side of the bellows with hose clamps, and the back end of the bellows fits over the stern tube and is secured with hose clamps. The stainless-steel rotor is fitted on the shaft in front of the carbon flange. The stainless-steel rotor compresses the bellows before the rotor is secured to the shaft with set screws. This compression (pre-load) maintains constant contact between the two flat faces of the stainless-steel rotor and carbon flange, allowing the PSS to compensate for the variable fore and aft movement due to propeller thrust. In addition, the carbon flange is over-bored to the shaft diameter allowing it to float around the shaft and thus compensate for most misalignment and vibration problems. The stainless-steel rotor is sealed to the shaft by two O-rings recessed into the collar"s bore. These O-rings rotate with the shaft and stainless-steel rotor and do not experience wear during operation.

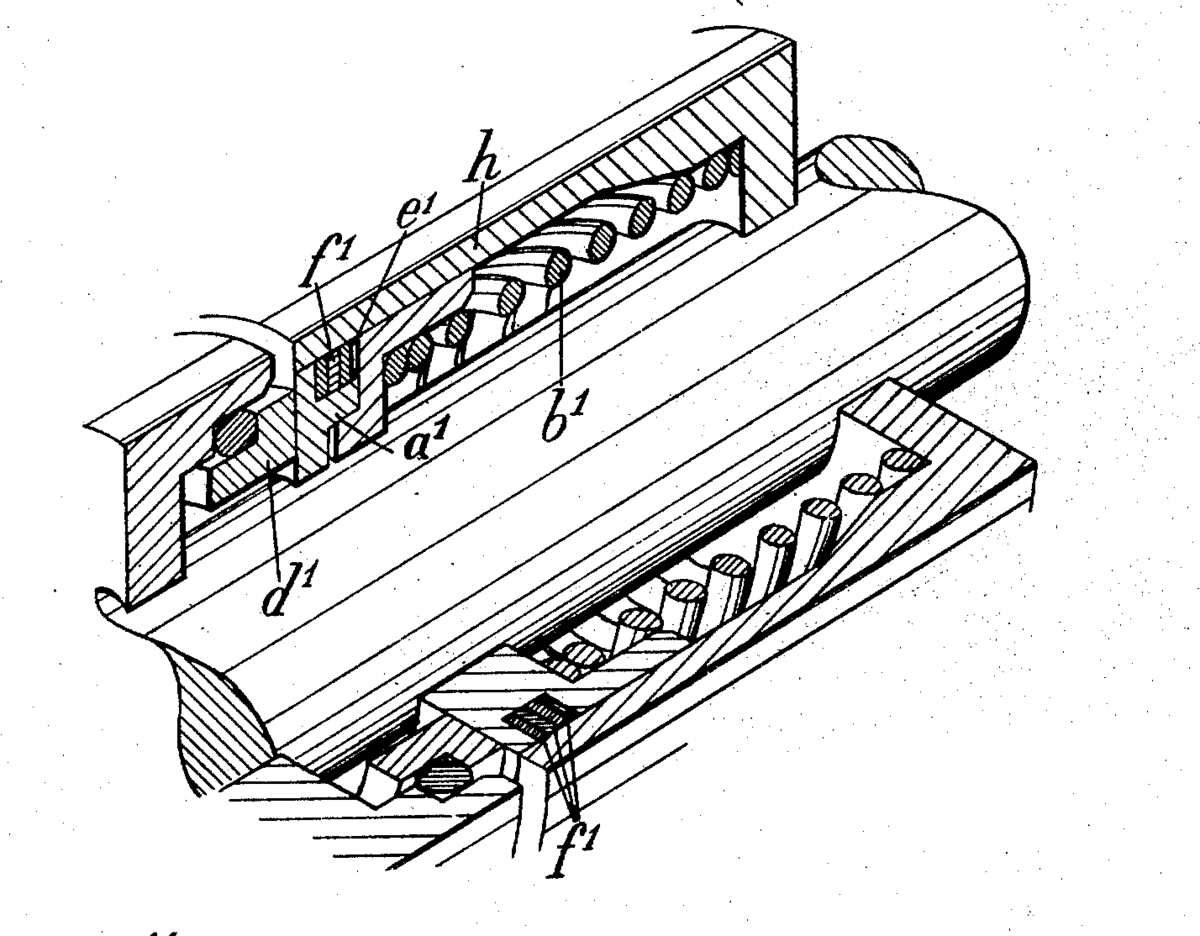
Elements d1 and a1 bear and slide on each other, creating a seal at their interface. One group of parts is connected to the rotating shaft and the other to the machine"s case. The spring keeps the elements tight against each other, maintaining the seal and allowing for wear.
An end-face mechanical seal, or a mechanical end-face seal, also referred to as a mechanical face seal but usually simply as a mechanical seal, is a type of seal used in rotating equipment, such as pumps, mixers, blowers, and compressors. When a pump operates, the liquid could leak out of the pump between the rotating shaft and the stationary pump casing. Since the shaft rotates, preventing this leakage can be difficult. Earlier pump models used mechanical packing (otherwise known as gland packing) to seal the shaft. Since World War II, mechanical seals have replaced packing in many applications.
An end-face mechanical seal uses both rigid and flexible elements that maintain contact at a sealing interface and slide on each other, allowing a rotating element to pass through a sealed case. The elements are both hydraulically and mechanically loaded with a spring or other device to maintain contact. For similar designs using flexible elements, see radial shaft seal (or "lip seal") and O-ring.
An end-face mechanical seal consists of rotating and stationary components which are tightly pressed together using both mechanical and hydraulic forces. Even though these components are tightly pressed together, a small amount of leakage occurs through a clearance that is related to the surface roughness.
The seal ring and mating ring are sometimes referred to as the primary sealing surfaces. The primary sealing surfaces are the heart of the end-face mechanical seal. A common material combination for the primary sealing surfaces is a hard material, such as silicon carbide, ceramic or tungsten carbide and a softer material, such as carbon. Many other materials can be used depending on pressure, temperature and the chemical properties of the liquid being sealed. The seal ring and mating ring are in intimate contact, one ring rotates with the shaft and the other ring is stationary. Either ring may be rotating or stationary. Also, either ring may be made of hard or soft material. These two rings are machined using a process called lapping in order to obtain the necessary degree of surface finish and flatness. The seal ring is flexible in the axial direction; the mating ring is not flexible.
By definition, the seal ring is the axially flexible member of the end-face mechanical seal. The design of the seal ring must allow for minimizing distortion and maximizing heat transfer while considering the secondary sealing element, drive mechanism, spring and ease of assembly. Many seal rings contain the seal face diameters, although this is not a requirement of the primary ring. The seal ring always contains the balance diameter.
The shape of the seal ring may vary considerably according to the incorporation of various design features. In fact, the shape of the seal ring is often the most distinct identifying characteristic of a seal.
By definition, the mating ring is the non-flexible member of the mechanical seal. The design of the mating ring must allow for minimizing distortion and maximizing heat transfer while considering ease of assembly and the static secondary sealing element. The mating ring can contain the seal face diameters, although this is not a requirement of the mating ring. To minimize primary ring motion, the mating ring must be mounted solidly and should form a perpendicular plane for the primary ring to run against. Like seal rings, mating rings are available in many different shapes.
Secondary sealing elements are gaskets which provide sealing between the seal ring and shaft (or housing) and the mating ring and shaft (or housing). Typical secondary sealing elements include O-rings, wedges or rubber diaphragms. The secondary sealing elements (there may be a number of them) are not rotating relative to one another. The secondary sealing element for the mating ring is always static axially (although it may be rotating). Secondary sealing elements for the seal ring are described as being either pusher or non-pusher in the axial direction. The term pusher is applied to secondary seals that must be pushed back and forth by the movement of the shaft or primary ring whereas non-pusher secondary seals are static and associated with bellows seal rings.
In order to keep the primary sealing surfaces in intimate contact, an actuating force is required. This actuating force is provided by a spring. In conjunction with the spring, axial forces may also be provided by the pressure of the sealed fluid acting on the seal ring. Many different types of springs are used in mechanical seals: single spring, multiple springs, wave springs, and metal bellows.
The term "hardware" is used to describe various devices which hold the other components together in the desired relationship. For example, a retainer might be used to package the seal ring, secondary sealing element and springs into a single unit. Another example of hardware is the drive mechanism which is necessary to prevent axial and rotational slippage of the seal on the shaft.
There are a number of different ways in which “seals” may be classified. Sometimes a reference to a “seal” may be to a sealing system whereas other times the reference is to a device such as a gasket, an O-ring, compression packing, etc. In this article, the reference is to an end-face mechanical seal.
One such method of classification considers design features or the configuration in which these features may be used. Classification by Design accounts for the details and features incorporated into a single seal ring/mating ring pair. Classification by Configuration includes the orientation and combination of the seal ring/mating ring pair.
In general, design features are not completely independent; that is, emphasis of a particular feature may also influence other features. For example, selection of a particular secondary sealing element may influence the shape of the seal ring.
The most common seal face design is a plain, flat, smooth surface but there are many special treatments intended for specific applications. The most common objective for the face treatment is to reduce the magnitude of mechanical contact. In general, face treatments provide a means of modifying the pressure distribution between the seal faces through hydrostatic or hydrodynamic topography. Seal face topography refers to the three dimensional aspects of the seal face surface.
In addition to the spring force, the seal faces are pushed together through pressure acting hydrostatically on the geometry of the seal. The ratio of the geometric area tending to close the seal faces to the area tending to open the seal faces is called the balance ratio.
Pusher seals employ a dynamic secondary sealing element (typically an O-ring) which moves axially with the seal ring. Bellows seals employ a static secondary seal (such as an O-ring, high temperature graphite packing, or elastomeric bellows and axial movement is accommodated by contraction or expansion of the bellows.
In addition to retaining the other components, the seal hardware includes the drive mechanism which is necessary to prevent axial and rotational slippage of the seal on the shaft. The drive mechanism must withstand the torque produced by the seal faces while also allowing the seal ring to move axially. In addition to torque, the drive mechanism must withstand the axial thrust produced by hydrostatic pressure acting on the components. The various types of drive mechanisms include: dent drive, key drive, set screws, pins, slots, snap rings and many more. Typically, the retainer for the seal ring might include set screws, a dent or slot drive, recesses for the spring and a snap ring to complete the assembly. In contrast, mating ring hardware might be only a pin or slot to prevent rotation. Corrosion is a major consideration when selecting seal hardware.
Both the seal ring and mating must accommodate secondary sealing elements. In some designs, various retainers, sleeves and other components may also include secondary sealing elements. Whereas a simple O-ring might require only a groove for fitting, some secondary sealing elements (for example, packing) might require mechanical compression. Although O-rings are available in many elastomers, sometimes an elastomer might not be compatible with the fluid being sealed or might be considered too expensive. In such cases, a secondary sealing element might be manufactured from perfluoroelastomer and shaped in the form of a wedge, V or U.
Although all end-face mechanical seals must contain the five elements described above, those functional elements may be arranged or oriented in many different ways. Several dimensional and functional standards exist, such as API Standard 682 - Shaft Sealing Systems for Centrifugal and Rotary Pumps, which describes the configurations for used in Oil & Gas applications. Even though the scope of API 682 is somewhat limited, it may be extended to describe end-face mechanical seals in general.
Configuration refers to the number and orientation of the components in the end-face mechanical seal assembly. For example, springs may be rotating or stationary. Single or multiple pairs of sealing faces may be used. For multiple seals, the individual pairs of sealing faces may be similarly oriented or opposed. Containment devices such as bushings may or may not be used as part of the configuration.
The basic components of an end-face mechanical seal may be installed directly onto the shaft but a popular approach is to pre-assemble the components into some sort of package for ease of installation.
Either the seal ring or the mating ring may be the rotating element. Seals with rotating seal rings are said to be "rotating" seals; seals with stationary seal rings are said to be "stationary" seals. Because the springs are always associated with the seal rings, sometimes the distinction is made as "rotating springs" versus "stationary springs". For convenience, rotating seals are used in most equipment; however, stationary seals have some advantages over rotating seals. In small, mass-produced seals for modest services, the entire seal may be placed in a package which minimizes shaft and housing requirements for the equipment. Stationary seals are also used to advantage in large sizes or at high rotational speeds.
When classifying end-face mechanical seals by configuration, the first consideration is whether there is only one set of sealing faces or multiple sets. If multiple sets are used, are the sets configured to be unpressurized or pressurized.
A tandem seal consists of two sets primary sealing surfaces with the space in-between the two seals filled with a compatible low pressure fluid called the buffer fluid. This buffer fluid/space may be monitored to detect performance of the assembly. Unfortunately, the definition of “tandem seal” was often stated in a confusing manner. In particular, a tandem seal was usually described as two seals pointing in the same direction; that is, in a face-to-back orientation. This orientation is not necessary to the function of the configuration and the API chose to use the term Arrangement 2 instead of tandem in the API 682 standard.
A double seal consists of two sets primary sealing surfaces with the space in-between the two seals filled with a compatible pressurized fluid called the barrier fluid. This barrier fluid/space may be monitored to detect performance of the assembly. Unfortunately, the definition of “double seal” was often stated in a confusing manner. In particular, a double seal was usually described as two seals pointing in the opposite direction; that is, in a back-to-back orientation. This orientation is not necessary to the function of the configuration and the API chose to use the term Arrangement 3 instead of double in the API 682 standard.
An end-face mechanical seal generates heat from rubbing and viscous shear and must be cooled to assure good performance and reliable operation. Typically, cooling is provided by circulating fluid around the seal. This fluid, known as a flush, may be the same as the fluid being sealed or an entirely different fluid. The flush may be heated, filtered or otherwise treated to improve the operating environment around the seal. Collectively, the flush and treating systems are known as piping plans. Piping plans for mechanical seals are defined by American Petroleum Institute specification 682 and are given a number. Some piping plans are used for single seals and some only for multiple seals. Some piping plans are intended to provide a means of monitoring the seal. Some sealing systems include more than one piping plan. See the table below for a summary and description of piping plans.
The first commercially successful mechanical seal to be used on centrifugal pumps was probably made by the Cameron Division of the Ingersoll-Rand Company. The Cameron seal was installed in a number of centrifugal pipeline pumps in 1928.
Mechanical seals in the 1930s often used a face combination of hardened steel versus leaded bronze. Carbon-graphite was not widely used as a seal face material until after World War II. Soft packing was used as secondary sealing elements. The O-ring was developed in the 1930s but not used in mechanical seals until after World War II.
In the late 1930s, probably about 1938 or 1939, mechanical seals began to replace packing on automobile water pumps. The famous Jeep of WWII used a rubber bellows seal in the water pump. After WWII, all automobile water pumps used mechanical seals.
In the mid-1940s pump manufacturers such as Ingersoll-Rand, Worthington, Pacific, Byron Jackson, United, Union and others began to make their own mechanical seals. Eventually most of these companies got out of the seal business but the Byron Jackson seal became the Borg-Warner seal (now Flowserve) and the Worthington seal was sold to Chempro (now John Crane - Sealol).
Cartridge seals were used on a regular basis by 1950; this convenient packaging of seal, sleeve and gland was probably developed by C. E. Wiessner of Durametallic about 1942.
By 1954, mechanical seals were used with such regularity in the refining and process industries that the American Petroleum Institute included seal specifications in the first edition of its Standard 610, "Centrifugal Pumps for General Refinery Services".
By 1956, many of the conceptual designs and application guidelines that are in use today had been developed. Commercially available designs included both rotating and stationary flexible elements, balanced and unbalanced hydraulic loading, rubber and metal bellows, and a wide variety of spring designs and types. Secondary sealing elements included O-rings, wedges, U-cups and various packings. Carbon-graphite was widely used as a seal face material; the mating seal face was often cast iron, Ni-resist, 400 series stainless steel, Stellite or aluminum oxide although tungsten carbide was coming into use. Stainless steel was widely used for springs, retainers, sleeves and glands. Single and multiple seal arrangements were used as necessary to accomplish the required performance. In 1957, Sealol introduced the edge welded metal bellows seal. Previously, metal bellows seals had used a formed bellows which was much thicker and stiffer.
In 1959, John C. Copes of Baton Rouge, LA filed for a patent on a split seal and was awarded Patent #3025070 in 1962. In the Copes design, only the faces were split. Copes chose to provide custom split seals which he manufactured himself so very few of his split seals were produced.
The Clean Air Act of 1990 placed limits on fugitive emissions from pumps. Seal manufacturers responded with improved designs and better materials. In October, 1994, the American Petroleum Institute released API Standard 682, "A Shaft Sealing Systems for Centrifugal and Rotary Pumps”. This standard had a major effect on the sealing industry. In addition to providing guidelines for seal selection, API 682 requires qualification testing by the seal manufacturers.
Today, in addition to face patterns such as spiral grooves and waves, materials have been developed that have special surfaces to promote hydrodynamic lift. Lasers can be used to etch microscopic, performance enhancing textures on the surface of the seal face. Piezoelectric materials and electronic controls are being investigated for creating truly controllable seals. The application of specialized seal face patterns, surfaces, and controls is an emerging technology that is developing rapidly and holds great promise for the future.
API Standard 682, Fourth Edition, 2014, “Pumps – Shaft Sealing Systems for Centrifugal and Rotary Pumps,” American Petroleum Institute, Washington D.C.
Schoenherr, K. S., "Design Terminology for Mechanical End Face Seals", Society of Automotive Engineers Transactions, Vol. 74, Paper Number 650301, (1966).
Buck, G. S., Huebner, M. B, Thorp, J. M., and Fernandez, C. L. “Advances in Mechanical Sealing – An Introduction to API-682 Second Edition”, Texas A&M Turbomachinery Symposium, 2003.

The scope of our mechanical seal product range far exceeds any other seal manufacturer. From small elastomer bellows seals used in millions of domestic water pumps to double mechanical seals that ensure maximum sealing safety and large, highly customized dry-running gas seals for mission critical high speed turbo compressors, John Crane has the right product for any application.
The right seal support system is critical for promoting seal reliability. John Crane customizes support systems to meet a variety of seal specifications, contributing to safe, cost-effective, reliable operation and reducing harmful environmental effects. Our support systems comply with constantly changing design codes and standards, and meet the increasingly stringent demands on end users.
Our comprehensive suite of seal face technologies are designed to overcome rigorous sealing challenges, including limited seal face lubrication and severe-service duties that adversely affect reliability, operational costs and seal life. Designed by our engineering experts, John Crane’s face treatment options help your equipment power through low-lubricity and dry-running conditions by using advanced micromachined patterns and features to improve seal face lubrication to optimize the performance of rotating equipment in all process industries
Isomag’s advanced magnetic face technology delivers unparalleled performance. The lapped flat faces create a positive liquid tight seal preventing lubricant leakage and the ingress of contaminants in both static and dynamic conditions on horizontal and vertical equipment alike. By optimizing the magnetic energy loading, Isomag’s are capable of running at shaft speeds well above average (up to 15,000 feet per minute) providing the ability to effectively seal the bearing housings on a wide variety of applications
Often your very method of production will introduce contamination to your process, whether from imperfect ingredients, necessary reagents or process equipment, and to deliver an end product free from impurity and contamination, inhibiting, filtering action is required. Filtration is typically an imperfect process - some fluid remains on the feed side of the filter and fluid and particulates become embedded in the filter media.
Do you want to minimize leakage from your pumps in an effective manner? This is a challenge operators and maintenance managers face on a daily basis, which can prove costly. John Crane offers a wide selection of packing materials in compression packing, automatic packing, floating packing, and injectable packing. Learn more about our variety of packing equipped to handle the vast majority of sealing solutions and available for nearly all applications.



 8613371530291
8613371530291