
api mechanical seal plans supplier

To keep mechanical seal systems functioning as long as possible, we recommend using standardized seal piping plans. Detailed API seal piping plans ensure minimal seal face wear by maintaining the optimal seal chamber environment.
Since they were first formulated, seal piping plans have been maintained and remodeled by the American Petroleum Institute (API). Current plans are based on API 682 and are sorted numerically. In some cases, designated letters are also used to differentiate between plans.
The API Plan 01 is suited to applications where process fluids could easily thicken or freeze within the piping. Plan 01 permits fluid circulation from the discharge area to the seal chamber.
Please contact AESSEAL Systems Division for further details. Tel: +44 (0)28 9266 9966 Email: systems@aesseal.com For more information, and a video demonstrating the piping plan in operation, select a plan below
Seal support systems are vital to the reliable functioning of the thousands of pumps that keep a refinery running around the clock. When they are properly designed, installed, and maintained, the seal support systems help ensure pump reliability and maximize the pump life by maintaining the optimum seal chamber conditions. In Northern California, pump reliability takes on an added dimension—environmental compliance. Any leakage of hydrocarbons could result in sanctions from the California Division of Occupational Safety and Health (Cal/OSHA) or Bay Area Air Quality Management District (BAAQMD).
If you’re new to API plans, you’ll quickly realize that the range of options available in API seal flush plans reflects the range and complexity of the various pumping processes and conditions across a refinery. Choosing the right API seal flush plan is a critical step in ensuring pump reliability. In my years of experience in working with process engineers and maintenance teams at Northern California refineries, we’ve always achieved better outcomes when I have the opportunity for on-site analysis of pumping processes and can advise them on the latest advancements and configuration options available.
The tables below provide an overview of the three standard categories of API seal flush plans—process side, between seals, and atmospheric. It’s not a comprehensive list of all API plans, but I hope they provide enough information to help you understand the range of options available in each category and take the first steps in matching plans with your specific pumping processes.
Description: Process side API seal flush plans use a single mechanical seal to prevent pump (process) fluid from leaking. In this arrangement, the process fluid is the lubricant. It provides a thin film between the seal faces to reduce friction and absorb heat. In doing this, the pressurized process fluid “leaks” across the seal faces and returns to the process flow.
Recirculates process fluid from pump discharge through a cooler, then to the seal chamber; Preferred for viscous process fluids that could clog seal flush cooler
Recirculates process fluid from the seal chamber through a cooler, then back into the seal chamber using a pumping ring; By continually recirculating seal chamber fluid through the seal flush cooler, it provides greater cooling capacity compared to Plan 21
Recirculates process fluid from pump discharge through a cyclone separator, sending clean process fluid to the seal chamber and particulates back to pump suction; For optimum performance, particulates should have a specific gravity twice the process fluid
Delivers clean or cool flush fluid to the seal chamber from an external source; Employs a close-clearance throat bushing to ensure seal chamber higher pressure; Because flush fluid will migrate past the bushing it must be chemically compatible with process fluid
Recirculates process fluid from pump discharge through a cyclone separator, sending clean process fluid to the seal chamber and particulates back to pump suction; Particulates should have a specific gravity twice the process fluid
Each of these API seal flush plans has options to help tailor the plan to the requirements of the specific pumping process. Instrumentation such as temperature, pressure, and flow gauges help monitor system performance. If you’re not using process fluid to lubricate the mechanical seal, flush fluids can be water, water/glycol, or mineral- or synthetic-based hydraulic and lubricating oils. Cooling capacity needs to be carefully calculated based on process fluid temperature, pressure, and mechanical seal type. When you’re faced with choosing among these options, the guidance of an experienced, local seal support system vendor is critical. Well-informed design decisions are the foundation for long-term reliability.
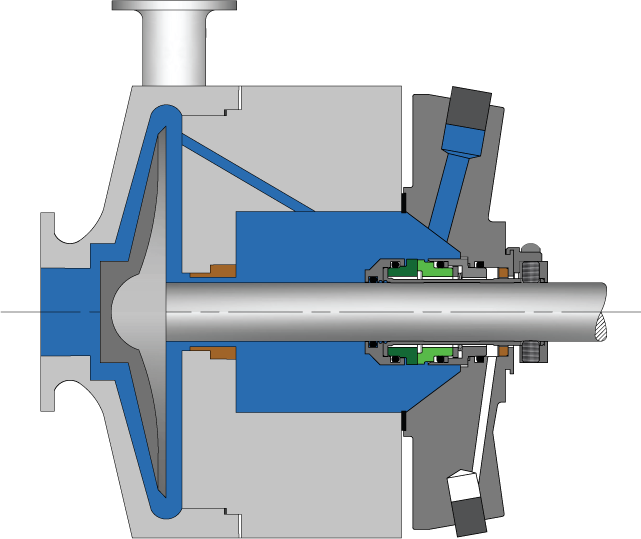
Description: The majority of refinery processes deal with hydrocarbons. In comparison to process side API seal flush plans, between seal plans provide a higher degree of protection against leakage. As a result, between seal plans (or dual mechanical seals) are used in the majority of refinery pumping applications.
These API seal flush plans deliver a barrier (pressurized) or buffer (unpressurized) fluid delivered from an external source to the space between the inboard and outboard seals. Barrier fluids can be a water/glycol mix, or mineral- or synthetic-based hydraulic and lubricating oils.
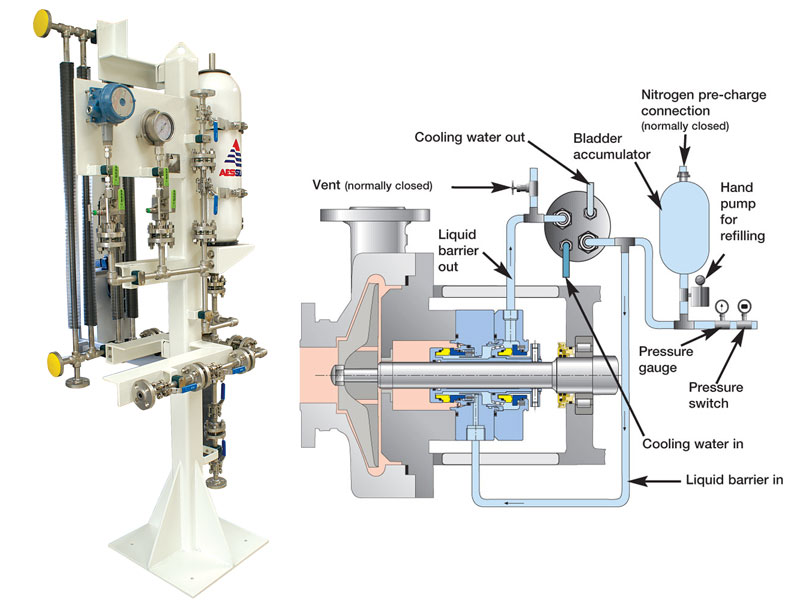
Uses a pressurized bladder accumulator to isolate pressurized gas from barrier fluid and delivers clean barrier fluid between the inboard and outboard seals at a pressure higher than the process fluid pressure; An internal pumping ring circulates the nitrogen barrier fluid; Bladder prohibits gas absorption into the barrier fluid and facilitates higher operating pressures than Plan 53A
Preferred for applications where the seal chamber pressure varies during pump operation; Uses a sensing line from the seal chamber into the piston accumulator to deliver barrier fluid from a reservoir at a constant, but higher pressure than the process fluid pressure; An internal pumping ring circulates the barrier fluid
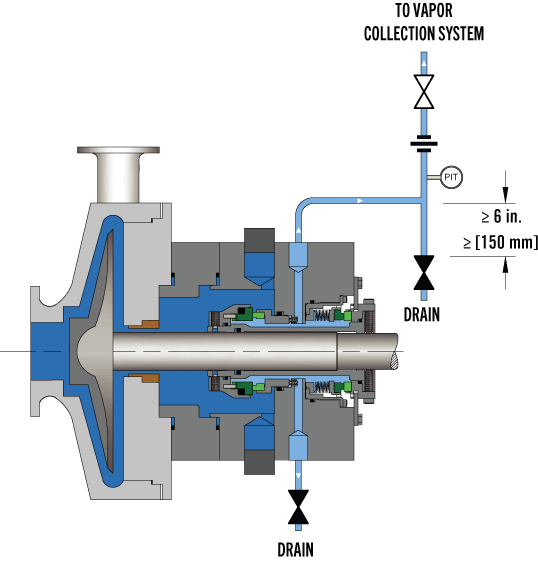
Delivers buffer gas (typically plant nitrogen) from an external source to the seal chamber at a lower pressure than the process pressure; Uses a coalescing filter to remove any moisture and particulate present in the plant nitrogen supply; Any process fluid vaporizing across the inboard seal is then swept into a closed collection system
Delivers barrier gas (typically plant nitrogen) from an external source to the seal chamber at a higher pressure than the process pressure; Uses a coalescing filter to remove any moisture and particulate present in the plant nitrogen supply; Allows a small amount of nitrogen to leak into the process fluid
These plans also can also have a significant number of design options. Plans 54 and 55 lend themselves to a high degree of customization regarding reservoir volume, pump, filters, coolers, and instrumentations. These plans can also be configured to support multiple pumps with similar pumping characteristics. Plan 72 has the option of adding a condensing or non-condensing leakage collection system. For each of these, determining the proper pressure is one of the most critical factors regarding system performance.
If you’re making an investment in a new or upgraded seal support system, it’s well worth the time to work with an experienced Field Engineer who understands the importance of configuring the options for the specific pumping process.
Description: In comparison to the range of options in the above API seal flush plan categories, atmospheric side plans are much simpler. Their purpose is to provide a non-pressurized cooling flush to a mechanical seal"s faces on the atmosphere side to prevent or remove solid formations—crystallization, icing, and coking. Water, steam, and nitrogen are the typical flush fluids.
A quench improves atmospheric seal performance by absorbing or removing any process fluid leakage, preventing process fluid from being exposed to the atmosphere, and cooling or heating (relative to the process fluid temperature) to prevent the formation of solids proximate to the mechanical seal.
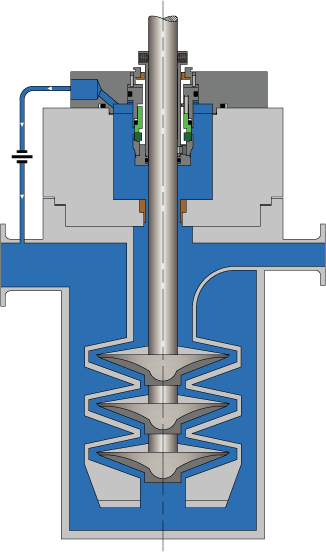
Delivers clean flush fluid from an external reservoir to the atmospheric side of a single seal preventing icing at ambient temperatures on the atmospheric side; Used for vertical pump applications
Delivers a low rate (2 to 4 PSI) of quench fluid (nitrogen, water, steam) from an external source to the atmosphere side of the seal. Typically uses a throttle bushing for containment.
Each of the atmospheric side plans has an option to collect condensing process fluid leakage into a reservoir. In the event of excessive leakage, a level transmitter on the reservoir triggers an alarm.
The proper design of your flush plan is the biggest factor in ensuring long-term performance and reliability. You may have the in-house expertise to determine the appropriate API flush plans for the various pumps in a new installation or upgrades of existing pumps, but your outcomes will improve if you engage the service of an experienced, local partner. In working with process engineers for over the years, I can tell you first-hand that you’ll:
An experienced API seal flush plan partner has Field Engineers to evaluate each process and pumping conditions, fluid compatibility issues, and infrastructure considerations (on-site or virtually) to help determine plan requirements.
Swagelok has decades of expertise in helping refineries determine the proper API seal flush plans. We can design, fabricate, and thoroughly test the API seal plans prior to delivery. For over 50 years, Swagelok has been meeting the seal support needs of refineries in Northern California. We offer a complete range of API seal flush plans, available as kits or assemblies.
To learn howSwagelok Northen Californiacan assist you in choosing API seal flush plans that are right for your process needs by providing expert consultation, design, and fabrication,contact our teamtoday by calling
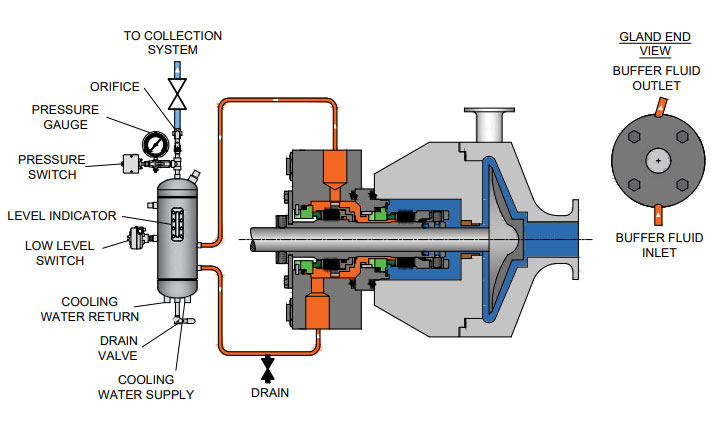
API Plan 54 is a custom engineered system that delivers a pressurized barrier fluid to the seal chamber. The barrier liquid is circulated to and from the seal chamber via a pump located on an external reservoir. This fluid is maintained at a pressure greater than that found in the seal chamber. A Plan 54 can contain filters, coolers, and other components that are selected according to the specific parameters of the application.
Plan 54 is available as a seal skid assembly. The associated field installation kit for use in connecting the assembly to your system is also available. Assembly contents may include:
See page 47 of the Mechanical Seal Support Systems Application Guide for additional details and ordering information. Contact your authorized Swagelok sales and service center for information on optional components.
Swagelok’s standard designs can quickly and easily be configured to meet your specific needs whether single-seal, dual-seal, quench or gas seal. Our plans meet API 682 standards that support the use of tubing instead of piping, reducing potential leak points and providing enhanced vibration resistance.
Watch episode 5 of Swaging with Garyas he interviews Technical Advisor JakeJones, a former millwright, and I&E tech and planner, with one of the largest rubber plants on the Gulf Coast about the benefits of Swagelok"s Seal Support Systems.
Kits adhere to API best practices by showing technicians where to bend tubing to eliminate potential leak points through the reduction of elbow fittings and pipe threads.
The mechanical seal is the most likely part of the pump to fail. Approximately 70% of the pumps removed from service for maintenance are victims of mechanical seal failure. Mechanical seal parts are highly engineered with very close tolerances and any upset in the pump or associated system can cause seal failure, including:
Mechanical seals are based on positioning two very flat and smooth discs called seal faces, one rotating on the shaft and one stationary in the pump, against each other. The discs are flat and smooth enough to ALMOST prevent the pumped fluid from leaking out between them. However, the faces do rely on a very thin film of fluid between the faces to lubricate that rubbing fit. Without this film of fluid, the seals will overheat and fail. Lack of lubrication is the PRIMARY cause of seal failure. If the fluid is very hot, it can flash to a vapor as the fluid moves across the faces, again resulting in lack of lubrication. Note that gas seals use a gas film between the faces to minimize face contact and heat buildup.
Seal flush plans are intended to keep the area around the seal in the most seal friendly environment practical, usually meaning clean and cool. Dual seal plans also provide backup and leak detection for safety.
Note that seal flush plans use pressure differences at the pump to drive the flush fluids. The pump suction is low pressure, the seal chamber is a medium pressure, and the pump discharge is at high pressure.
As the seal faces faces rub together (with their thin film of lubricating fluid), they generate heat. The heat can build up in the seal chamber and push the fluid towards its boiling point, resulting in premature flashing, lack of lubrication, and failure. This first set of seal plans is intended to create circulation through the seal chamber to dissipate the heat out of the seal chamber and back into the pumped fluid.
Flush fluid flows from high pressure at pump discharge to the medium pressure seal chamber and back into the main flow to remove heat from seal chamber
Can be used to increase seal chamber pressure. Increased chamber pressure may be required to keep chamber fluid from flashing to vapor or to provide enough pressure to push the fluid between the faces for lubrication. (Seal chamber must be 5 psi minimum above external atmospheric pressure).
These seal plans are intended to provide the seal with the friendliest environment possible by cooling and/or cleaning the fluid in the seal chamber. The throat that separates the seal chamber from the main pumped fluid can be further restricted by adding a close clearance bushing in the bottom of the seal chamber, better isolating the cool, clean seal chamber fluid from the hot, abrasive fluid in the pump.
Rather than a Plan 21 single pass system, a Plan 23 is a multi-pass system. Fluid comes FROM THE SEAL CHAMBER instead of the pump discharge, is cooled, and directed back to the seal chamber.
Fluid is driven out of the chamber and through the cooler by “pumping ring” or other “pumping feature” built into the seal. These features provide very little differential pressure. Connecting tubing must have long, sweeping bends, well vented high points, and low point blowouts to ensure fluid flows.
Quench piping does NOT change conditions inside the seal chamber, at the wet side of the seal faces. Rather, it affects or monitors the environment on the ATMOSHPERIC side of the seal faces.
Pumps that leak when they are filled, even before they are started, often have a flush line intended for a Plan 11 or 13 connected to the QUENCH port, leading to the atmospheric side of the seal. There should be a “Q” or the work “QUENCH” stamped in the gland at this port.
For flush plans Plan 65A, 65B, 66A, and 66B, facility owners may want to know if their seals are leaking excessively without going to the expense of dual seals. These seal plans direct excessive leakage on the outside of the seal to an alarm instrument. Remember that seals leak a little bit. They need to in order to lubricate the faces and function correctly. The plans below handle the nuisance leakage in different ways.
Used in salting services like sodium hydroxide. The leakage across the seal faces will turn to salt when it reaches atmosphere. The salt crystals can wear the faces or build up in the seal, preventing the movement necessary to keep the seal faces in contact. The salt on the outboard of the seal can be washed away with a water quench through the quench and drain ports. Usually a close clearance bushing is installed at the extreme outboard end to the seal assembly to help keep the quench fluid moving from the quench to the drain port (or vice versa) and not just run out along the shaft. Also used for slurry services.
Grease can be introduced into the quench port. This external grease can provide temporary lubrication to the seal in case the pump sees large air or vapor pockets which would normally rob the seal faces of the required lubricating fluid film.
Quench can also be gas. In hot hydrocarbon services, the fluid will turn to solid coke when it reaches the atmospheric side of the seal. The fluid would remain a liquid if the area outside the seal faces is robbed of oxygen with a flood of nitrogen or steam.
An alarm does NOT necessarily mean a failed seal. The collection vessel might be full from years of nuisance leakage. Try emptying the vessel and observing how fast the vessel fills.
Two throttle bushings are used to ensure that the vapor (or fluid) leakage is limited along the shaft and out of the drain. A pressure switch picks up a rise on pressure above nuisance levels on the outboard side of the seal.
Dual seals provide a backup seal in case the primary seal fails. They prevent hazardous fluids from leaking to the surrounding area, desirable for both environmental protection and the safety of nearby personnel. Dual seals also capture and control any leakage of pumpage across the primary seal. The backup seal is kept lubricated by introducing a buffer/barrier fluid (often a mineral or synthetic oil, a water/glycol mix, or diesel) into the space between the primary (inboard) and secondary (outboard or backup) seals. The buffer/barrier fluid is contained in a tank (5 gallons is most common) adjacent to the pump. Instrumentation on the tank indicates what is happening with the seals.
Remember that a lubricating fluid film will flow from high pressure to low pressure. If the pump seal chamber pressure is higher than the pressure on the other side of the seal, the pumpage will be the lubricating film. If the pump’s seal chamber pressure is lower than the external pressure, the external atmosphere will migrate into the pump. Pumps under vacuum cannot use an ordinary single seal, since air from the atmosphere would be drawn between the faces, causing them to run dry and fail. Using a dual seal allows a fluid to be present at the outside of the seal. In a pump under vacuum, the buffer fluid would be pulled into the pump between the seal faces, keeping the inboard seal well lubricated.
If the pump seal chamber pressure is higher than the BUFFER fluid between the primary and backup seal faces, then the pumped fluid will flow from the high seal chamber pressure into the low pressure buffer fluid. This is called a DUAL UNPRESSURIZEDseal (formerly called a tandem seal), and the fluid is called a BUFFER fluid.
If the pump seal chamber pressure is lower than the BARRIER fluid between the primary and backup seal faces, then the barrier fluid will flow across the primary seal from the space between the primary and backup seals into the pump. This is called a DUAL PRESSURIZEDseal (formerly called a double seal), and the fluid is called a BARRIER fluid.
Buffer fluid circulates from the buffer fluid reservoir, through the space between the primary and backup seal, and back to the reservoir. Fluid is circulated by a weak pumping action built into the seal.
It the fluid flashes to vapor at low pressure, the vapor is piped to a flare or vapor recovery system, through an orifice at the top of the tank. If the primary seal is allowing too much leakage, the vapor will build pressure in the reservoir against the orifice and a pressure instrument can alert the operator.
If the fluid remains as a liquid under low pressure, any leakage will cause the fluid level in the buffer tank to rise, where a high level alarm can be tripped. Just because the high level alarm is tripped does not mean that the primary seal is failing; it is the rate of leakage filling the tank which matters. The high level may have been reached after collecting years of nuisance leakage. Often, an oil change to the original level is all that is required. Be sure the fluid is disposed of properly.
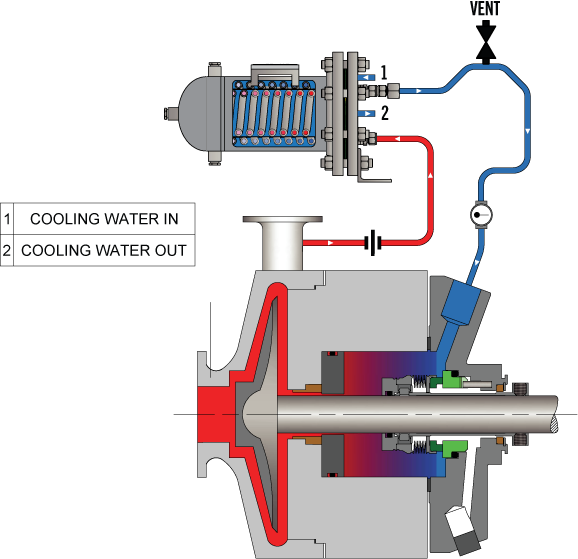
Seal face friction or hot pumpage can add heat to the buffer fluid. A cooling water coil is often installed in the reservoir to cool the buffer fluid.
Dual pressurized system (seal barrier fluid is at a higher pressure than the pump seal chamber). Pressurized systems are used to ensure that very dangerous fluids remain in the pump. The difference between 53A, 53B, and 53C is the method of pressurizing the barrier fluid. Pressure in the barrier fluid should be at least 10 psi over the pressure in the pump seal chamber.
Barrier fluid circulates from the barrier fluid reservoir, through the space between the primary and backup seal, and back to the reservoir. Fluid is circulated by a weak pumping action built into the seal.
A low level alarm in the reservoir alerts the operator that a seal may be failing, allowing the barrier fluid to enter the pump through the primary seal or the atmosphere through the backup seal.
Seal faces can be designed to maintain a gas film between them rather than a fluid film. These piping plans are intended to work with theses gas film (dry running) seals. Plan 72 and 74 bring the buffer or barrier gas into the seal; plans 75 and 76 are for the gas exiting the seal.
Secondary seal is ordinarily running with a gas film between the faces. When the primary seal fails, the pumped fluid will fill the space between the primary and backup seal. The backup seal is now working as a liquid seal rather than a gas seal and is designed to run for about 8 hours, allowing the operators time for an orderly pump shutdown.
Plan 72 buffer gas flow keeps the gas in the seal from becoming concentrated from nuisance leakage over time so that any leakage from the gas backup seal is mostly inert flush gas and not toxic pump vapors.

A sealing system, consisting of a mechanical seal and an associated supply system that is balanced by individual applications, is the utmost guarantee for a reliable sealing point and uninterrupted pump service. The performance of the seal is greatly influenced by the environment around the seal faces, making the provision of suitable, clean fluids as well as a moderate temperature an essential topic.
This guiding booklet provides a condensed overview of all piping plans established by the API 682 4th edition guidelines. Each illustrated piping plan is briefly described, and a recommendation that considers the media characteristics in terms of the relevant application and corresponding configurations is given to help you reliably select your sealing system. Furthermore, the content of this booklet has been enriched by providing clues – so-called ‘remarks and checkpoints’ – where EagleBurgmann shares the experiences gained from multiple equipped plants.
Several factors play a major role when choosing the product, the product type, the materials used and how it is operated: process conditions at the sealing location, operating conditions and the medium to be sealed.
No matter what requirements our customers have, EagleBurgmann understands how these factors affect functionality and economic viability, and they translate this expertise into outstanding long-term, reliable sealing solutions. EagleBurgmann has all the expertise needed to manage and support the entire development, life and service cycle of its sealing solutions.
EagleBurgmann offers customers the widest product portfolio of seals and seal supply systems according to API 682 4th edition. The configurations listed for each individual piping plan are to be understood as recommendations including possible utilizations which may also be applied.
EagleBurgmann is one of the internationally leading companies for industrial sealing technology. Their products are used wherever safety and reliability are important: in the oil and gas industry, refining technology, the petrochemical, chemical and pharmaceutical industries, food processing, power, water, mining, pulp & paper and many others. More than 6,000 employees contribute their ideas, solutions and commitment towards ensuring that customers all over the world can rely on their seals and services. More than 21,000 EagleBurgmann API-seals and systems are installed world-wide.

Mechanical seals are used in millions of process pumps; the many available seal configurations are described in the standards of the American Petroleum Institute (API-682). These standards also describe the many flush plans (piping plans) used by modern industry. Except for automotive, home appliance and similar applications where the pumpage fully envelops the sealing components, a flush liquid stream and associated piping plans are used to remove heat from the seal faces.
There are many manufacturers of mechanical seals and their overall strategies appear similar: each desires to deliver safe products at reasonable cost. However, the business objectives of the very best mechanical seal manufacturers go beyond the obvious. Their objectives are expressed in marketing approaches which consistently represent value.
Superior service and high customer satisfaction are among the discernibly beneficial aspects of good marketing. Additional benefits accrue if the seal’s service and asset provider conveys educational or training updates to the ultimate seal user.
Such opportunities exist based on new flush plans found in the 4th edition of API-682; they are Plans 03, 55, 65A and B, also Plans 66 and 99. Although these five flush plans and their derivatives are little known, they can be of great advantage in certain services.
The new API Plan 03 (Figure 1) is a great addition; it relates to a taper-bore seal chamber for an API pump. For decades API pumps have been using closed (cylindrical) seal chambers and have relied on piping plans to maintain a chosen seal environment. However, because taper-bore stuffing boxes are now very well proven in American National Standards Institute (ANSI) pumps in contaminated services, we also now can specify tapered bores for API-compliant pumps.
In Plan 03 the flush fluid flows into the pumpage. Circulation between the seal chamber and the pump is facilitated by the tapered geometry. Solids accumulation risk is greatly reduced by the tapering and the former stuffing box is now part of the back pull-out cover of this pump. New pumps can accommodate the tapered design, as will pre-existing pumps through a modification or upgrading process. It should be noted that the taper should be relatively steep; 30 to 45 degree inclination has worked well. Very shallow taper angles should be avoided.
This seal chamber geometry promotes circulation which, in turn, provides cooling for the seal and vents air or vapors from the seal chamber. Flush Plan 03 is most often used in applications where the seal faces generate relatively small amounts of heat. Plan 03 is also used in applications where the old-style cylindrical chamber would have allowed solids to collect. Occasionally, the tapered bore is fitted with anti-swirl vanes (sometimes called “swirl interrupting ribs”) for even greater assurance against solids accumulation.
In Plan 55 (Figure 2), there is an unpressurized external buffer fluid system supplying clean liquid to the buffer fluid seal chamber. Plan 55 is used with dual (double, tandem) liquid seal arrangements. The buffer liquid is typically maintained at a pressure less than seal chamber pressure and less than 0.28 MPa (2.8 bar or 40 psi).
Plan 55 is similar to Plan 54 except the buffer liquid is unpressurized. The Plan 55 representation in Figure 2 shows an efficient bi-directional tapered pumping ring. This particular ring greatly assists in moving the buffer fluid to and from an external reservoir and/or through an external heat exchanger (cooler). Also, the potential advantages of using a tapered pumping ring can be significant. One such model, as seen in Figure 2, is offered with bi-directional functionality and a wide clearance between its vane tips and the opposing stationary parts. In the event of pump bearing distress, this wide clearance gap protects against scraping and extreme heat generation.
The outboard seal in Figure 2 is a wet containment seal (API calls it configuration 2CW-CW—dual contact wet seal) and is normally used in services where process fluid leakage to atmosphere must be avoided, which is to say minimized and contained. Many users found Plan 55 advantageous in applications where the process was prone to solidify in contact with atmosphere or in applications where additional heat removal from the inner seal was required.
Examining major seal manufacturer Websites allows users to see how Plan 55 differs from Plan 52. In Plan 52 the buffer liquid is not necessarily self-contained; with Plan 52 buffer liquid circulation is created by an external pump or pressure system. If Plan 55 is
In Plan 65A/B there is an atmospheric leakage collection and detection system for condensing leakage. Failure of the seal will be detected by an excessive rate of flow into the leakage collection system. Figure 3A and Figure 3B is intended to convey that many different seal configurations are allowed; the emphasis is largely on leakage monitoring. The central port is equipped with one of many feasible instruments. In any event, Figure 3 depicts a standard setup when pumped fluid condenses at ambient temperatures.
Plan 65A/B is normally used with single seals in services where the anticipated seal leakage is mostly liquid, not gas. Piping is connected to the drain connection in the gland plate and directs any primary seal leakage to an exterior collecting volume or system.
The exterior collecting reservoir (the “volume”) is not usually provided by the seal manufacturer; the “volume” could be an oily water sewer or some other environmentally acceptable liquid collection system in the plant. Within the seal, excessive flowrates would be restricted by the orifice located downstream of the reservoir and are redirected to it, causing the level transmitter to activate an alarm.
Plan 65B is very similar, as seen in Figure 5. A needle valve can be trimmed to suit the user’s needs. Major leakage bypasses this valve and flows away. The rate of leakage can be safely tracked by the LIT. The leakage collecting reservoir again has to be mounted below the seal gland to allow gravity flow from seal to reservoir. A valve is usually located between seal and reservoir; it has to remain open during operation and should be closed during controlled maintenance events only.
Plan 66 (Figure 6) is a leakage detection plan often used by the pipeline industry sector for duty in remote applications. Here, high leakage flow is of prime interest. Note how a suitably orificed (or valve-equipped) pressure transmitter would be connected to the central port of this cartridge seal. Under conditions of high leakage flow, the resulting pressure rise would trigger an alarm.
This approach will probably be similarly effective with more viscous fluids. Indeed, alternative versions have appeared in production areas with a closed valve on the outlet rather than the orifice. The valve will require periodic opening to drain off the “normal” or reasonably expected seal leakage. By trending the time interval between drain-downs users obtain accurate data on the condition (or even failure trend) of a single seal.
Bearing protection takes on a special significance in remote pipeline pumping. Figure 6 prompts the author to bring this to the reader’s attention. An advanced bearing housing protector seal is illustrated, as in several of the preceding figures.
There could also be an engineered piping plan not covered by present API standards—a plan executed to the customer’s orders. A knowledgeable customer still wants to listen to manufacturer’s advice and experience.
To recap and summarize our opening paragraphs: There are many manufacturers of mechanical seals and their overall strategies seem similar. Special seals and special applications are of interest to reliability-focused users. Such users often seek out seal manufacturers whose overarching desire it is to go beyond delivering safe products at reasonable cost.
These may be companies other than your traditional alliance partners; they will, by definition, be manufacturers whose marketing approaches consistently represent value. They must be able to point to superior service and high customer satisfaction. And they must have the desire to teach. We consider them seal service and asset providers who willingly convey educational and training updates to the ultimate seal user.

The SO-1 buffer / barrier fluid reservoir is designed to contain barrier fluid for a tandem or double mechanical seal, to provide its cooling and to control mechanical seal performance. The SO-1 barrier fluid reservoir can be used with flush plans API 52 or 53 as per API682. To operate under the API 53 Plan, the barrier fluid tank can be equipped with a manual fluid make up pump.
The reservoir can be fitted with instrumentation and control for automatic checking of mechanical seal performance and pump shut down in case of mechanical seal failure. The instrumentation and control version of SO-1 can additionally include a level sensor, a pressure switch, and a temperature sensor. Sensors and switches are either intrinsically safe or explosion proof depending on customers order.
The rare feature of this buffer fluid reservoir is that it can be disassembled for cleaning if the heat exchanger gets fouled. The heat exchanger has straight tubes that can be mechanically cleaned.

The Stein Seal® Company has developed API1 STANDARD 682 seals for the oil and gas industry. Stein Seal® has designed, manufactured and tested the seals according to the rigorous API Standard 682 test protocols. In general, these are balanced seals with cartridge construction. These seals are classified in to Types, Category, Arrangements and Configurations. The seals are designed and tested to operate continuously for 25,000 hours without need for replacements.
Type A seal is a balanced, internally-mounted, cartridge design, pusher seal with multiple springs. Secondary sealing elements are elastomeric O-rings.
Category 1 are intended for use in non API 610 pump seal chambers, meeting the dimensional requirements of ASME B 73.1 and ASME B73.2 seal chamber dimensions and their application is limited to seal chamber temperatures from -40°F to 500°F (-40°C ~ 260°C) and gauge pressures up to 300 psi (2 MPa / 20 bar).
Category 2 are intended for use in API 610 pump seal chambers dimensional requirements. Their application is limited to seal chamber temperatures from -40°F to 750°F (-40°C ~ 400°C) and gauge pressures up to 600 psi (4 MPa / 40 bar).
Category 3 provides the most rigorously tested and documented seal design. They meet the seal chamber envelope requirements of API 610 (or equal). Their application is limited to seal chamber temperatures from -40°F to 750°F (-40°C ~ 400°C) and gauge pressures up to 600 psi (4 MPa / 40 bar).
Arrangement 2 seals having two seals per cartridge assembly, utilizing the externally supplied buffer fluid at a pressure less than the seal chamber pressure.
Arrangement 3 seals having two seals per cartridge assembly, utilizing the externally supplied barrier fluid at a pressure higher than the seal chamber pressure.
Face-to-back configuration – These seal are Arrangement 2 or 3 seals. In which one stationary face is mounted between two flexible rotary unit or one flexible rotary unit between two stationary face. The inner seal is OD pressurized by process fluid and barrier or buffer fluid is on the ID of the inner seal. The outer seal OD pressurized by barrier or buffer fluid.
Back-to-back configuration – These seal are Arrangement 2 or 3 seals. In which both the rotary faces are mounted between two stationary flexible units. The pumping fluid is on the ID of the inner seal, and the barrier (pressurized) or buffer (un pressurized) fluid is on the OD of the inner and outer seal.
Face-to-face configuration – These seal are Arrangement 2 or 3 seals. In which both the rotary faces are mounted between two flexible stationary units. The pumping fluid is on the ID of the inner seal, and the barrier (pressurized) or buffer (un pressurized) fluid is on the OD of the inner and outer seal.
A seal piping plan is designed, manufactured and supplied to improve the environment around the mechanical seal and therefore increase the performance and reliability of the seal. Piping plans range from very simple systems such as fluid recirculation into the seal chamber to complex systems which provide pressurization, cooling and circulation for support fluids and gases. The basic operation of the piping plan and also the requirements for instrumentation are followed as per API Standard 682 guidelines. Major piping plans supplied by Stein Seal® are Plan-21, Plan-23, Plan-32, Plan-52, Plan-53A, Plan-53B & Plan-53C.
Our API 682 seal design features, manufacturing capabilities and test facilities are witnessed and certified by a third party international certification organization. API 682 product offerings and capabilities can be found on our website www.steinseal.in

Flowway Teknik design and manufactures seals and associated products mainly for the oil and gas, chemical, pharmaceutical, pulp and paper, power, mining and many more industrial applications. Today, it provides the most complete selection of engineered mechanical seals and sealing support systems. Our products are recognized as a trusted brand in a process industry.



 8613371530291
8613371530291