
agitator mechanical seal design price

In industries like chemical, pharmaceutical, pulp and paper, and food and beverage, safeguarding and compliance with industry standards, avoiding contamination and efficiency are always top priorities. You can use John Crane’s range of mixer and agitator mechanical shaft seals for reaction vessels to optimize safety and equipment performance, and conform to industry regulations, no matter where you are. Modern dry running mechanical seal technology and optional hygienic design features maintain product purity in mission-critical pharmaceutical applications.

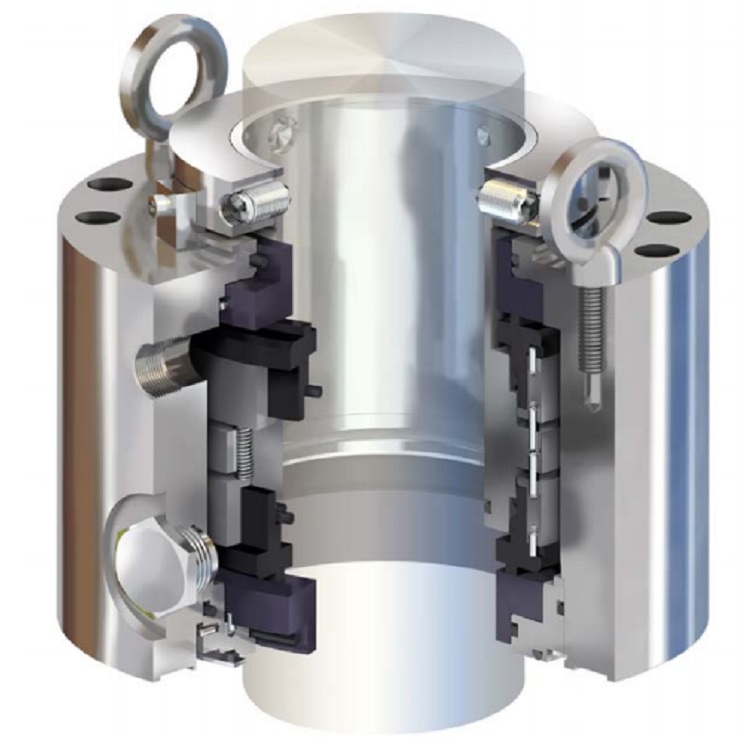
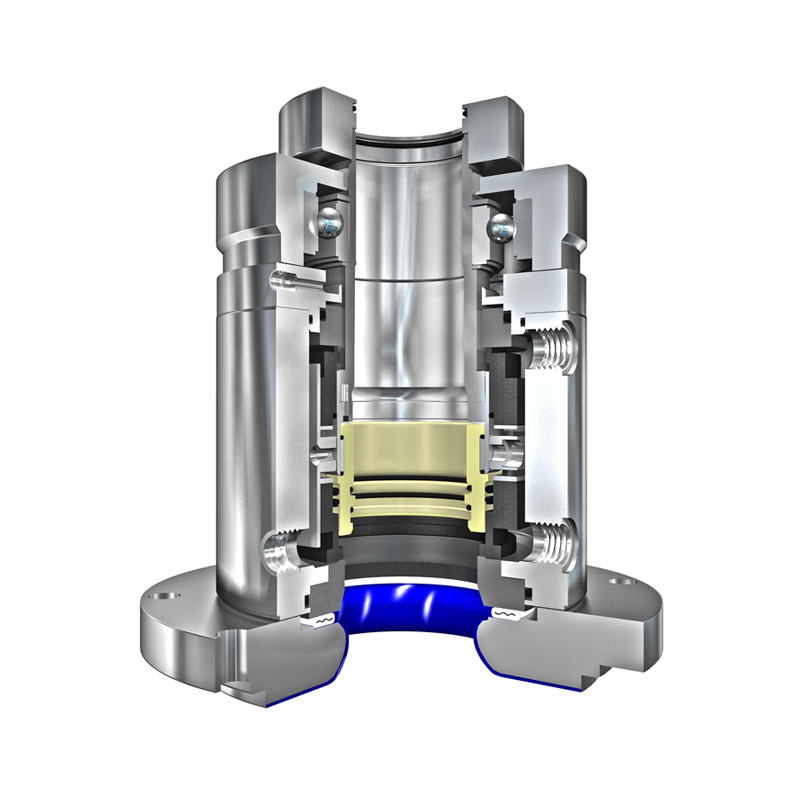
Dry mechanical seal are designed for Agitators, Reactor, Mixers, Reaction Vessels and Blowers etc. wherein shaft drive is located mostly at the top of the vessel. The seat seal face is exposed to the gases / vapors of the product and there is no liquid coming in contact with the seat and face. The dry-running Agitator Single Seal needs no quench and no supply system because there is no need to monitor the pressure and temperature in the areas of application that is why the Seal is called “Dry Running Seal”.
The externally mounted rotating multiple spring-loaded parts are positioned on the atmosphere side. Dry running Agitator mechanical seal are available with cartridge, non-cartridge & semi Cartridge with & without bearing assembly. Dry running seals design eliminates the need of auxiliary equipment for cooling & lubricating that is required for mixer application. Since there is no use of barrier fluid, thus eliminates the possibility of product contamination.
ApplicationPharmaceutical Industries, Chemical Industries, Petrochemical Industries, Food and Beverage Industries, Non-Toxic Media, Agitator, Reactor, Mixer, Blower, Dryer, Screw Conveyor, Hydrometallurgy & Biotechnology Etc.

Effectively seal your agitators with Inpro/Seal Air Mizer® shaft seals. Unlike packing, or other ineffective sealing methods, proven Air Mizer shaft seals are a non-contacting permanent sealing solution, requiring zero maintenance or rebuilds.

Double-acting liquid-lubricated mechanical seals are the most common type for mixing applications. These seals can be used under nearly all operating conditions in a mixing vessel. They can also be designed as a gas-lubricated version in which a continuous supply of gas into the seal chamber maintains a marginal gap, thus preventing wear of the seal rings.
A Cartridge Seal assembly is "pre-set" so that no installed length calculations must be performed for determining where to set the seal. Only the external seal in a double cartridge have "set tabs" that are removed once the seal is installed and the pump assembled.
Some products are not compatible with a single cartridge mechanical seal. Examples include toxic liquids whose leakage into the environment would be hazardous, liquids whose suspended abrasives would rapidly wear the faces, or corrosive liquids requiring seals made of costly materials. In recent years most states are requiring double mechanical seals to maintain fugitive emissions limitation requirements. In an effort to limit water usage, many users are converting to double seals. There are two ways to design for such products.
Among the major expenditures at an industrial facility, rotating equipment requires a significant capital outlay and becomes an important capital asset. Maximizing the value, optimizing the performance and extending the life of rotating equipment are critical to the overall functioning of a manufacturing facility. Each day that a piece of rotating equipment is off-line can result in millions in lost revenue and serious disruption to the downstream supply chain. The availability and reliability of any piece of rotating equipment—from pumps to agitators and compressors to blower systems—can have a significant effect on revenue.
Deriving additional value from critical rotating equipment can help a company improve efficiency, reduce operating expenses and extend operating life. Upgrades to components such as bearings, seals, couplings and controls keep rotating equipment operating at peak performance. A mechanical seal retrofit or upgrade is often a cost-effective answer to increasing throughput without the expense of investing in new equipment. Engineered seal retrofits can increase reliability, while reducing planned and unplanned outages that disrupt production and reduce revenue.
Mechanical seals are a component of a piece of rotating equipment. When defining the term “engineered,” look at both the component and the equipment in which it is installed. Currently, the common American National Standards Institute (ANSI) and American Petroleum Institute (API) pumps use standard stock seal designs, which are interchangeable from one manufacturer to another.
For larger, high-pressure, high-speed pumps and other unique pieces of rotating equipment, the seal and the equipment are typically designed for the application and use engineered mechanical seals with non-standard envelop dimensions, components, materials or face lubrication technologies.
Experience indicates that seal-related costs in many plants adhere to the 80/20 rule, meaning that 20 percent of the seals account for 80 percent of the total seal and/or rotating equipment maintenance cost. These so called bad actors are often the result of operational transients or issues that may be expensive to resolve or a result of using a seal that is simply too sensitive for the application.
For mechanical seal operation, it is a truism that “all seals leak.” It is when this leakage becomes excessive that equipment operations are in jeopardy. Failure data from a wide variety of industrial applications demonstrates that most mechanical seals are removed from service prematurely, not because the faces wore out but because damage to one of its components made it leak excessively.
Many failures occur randomly in frequency, which may imply that the seal is too sensitive to whatever event caused the component to fail. In such cases, upgrading the seal technology to make the mechanical seal less sensitive may be more beneficial than trying to avoid the event that caused the failure. Just replacing the damaged parts of a failed seal does little to uncover what caused the seal leakage and how to prevent subsequent problems.
The relationship between increased reliability and the converse effect on life cycle cost is certainly true for all mechanical components in a process system. Especially in the field of mechanical seals, this relationship is relevant since seal faces are inherently sensitive to leakage. The typical film thickness between the faces is a few microns and any significant deviation may exponentially increase the leak rate or damage the materials in a matter of seconds or minutes. Engineered seals may offer a good alternative to decrease the sensitivity of the seal parts to the typical and unusual operating conditions of a pump or any piece of rotating equipment with much improved reliability as a result.
A simple method to justify the cost of an engineered seal solution is by verifying the life cycle cost (LCC) of the seal and its environmental control system. Significant savings and excellent returns on investment (ROIs) can be achieved with engineered seal retrofits and upgrades in addressing the bad actors. The degree of technical risk and capital cost can vary widely depending on the nature of the equipment and the application.
A unique way of looking at seal problems is considering the entire operation, not just the failing component. While most seal companies are satisfied to just change-out a failing seal and leave it at that, a more holistic approach to solving seal problems is to go beyond the mechanical seal and look at the entire system.
Because a leaking seal is usually an indication of an even bigger problem, time should be taken to diagnose the whole application before beginning to reengineer the seal. The equipment in which the seal resides, along with the seal housing and hardware, process conditions and the auxiliary support systems, all affect the seal"s environment. When satisfied that the system as a whole is understood, a solution can be developed that will reduce the sensitivity of the seal to the specific application conditions.
The price of highly-engineered mechanical seals can start at $5,000 and run up to $100,000 per seal. Traditionally, mechanical seals have been treated as disposable items, when in fact they are repairable and improvable, regardless of the original manufacturer.
These highly engineered seals carry a lot of inherent or residual value and should not be treated as a commodity. As with any critical component or piece of equipment, these seals can be reengineered, recycled and transformed much in the same way as a pump or compressor would be remanufactured and reused.
An engineered seal adds value to the rotating equipment. Mechanical seals from any manufacturer can be reengineered to meet performance specifications within the same operating guidelines and with minimal changes to foundations, piping and other connections.
The reengineered seals have the same ‘form, fit and function" as the original seals, along with an enhancement of the redesign transformation process. Two case studies demonstrate the value of engineered seals.
Seal manufacturer engineers successfully upgraded two top-entry reactor seals for a major Gulf Coast chemical plant. In the existing, dual-pressurized seal arrangement, the “hard-on-hard” seal faces were extremely sensitive to lubrication-related damages due to a combination of high pressure (2,400 psi), high temperature (450 degrees F) and slow shaft speed (150 rpm). The seal"s short life span (three to six months) and its erratic leakage behavior caused unscheduled shutdowns and posed serious safety and environmental hazards.
This application was of particular concern because the chemicals in use were highly volatile and highly flammable, and therefore, the leakage problem required a highly engineered solution. Even though the original seals were not manufactured by the seal provider, its engineers knew that using an engineered upgrade approach to improve their reactor seals was possible.
The engineers examined the application from every angle to find the best solution that would extend the life of the seal, achieve a higher degree of reliability and eliminate the potential safety hazard. A proposal was made to retrofit the seal"s internal components with more robust face technology and materials that were not as prone to distress during all phases of the process.
A major gas producer in the Houston area was struggling with the seals on two between-bearing, 10-stage pumps that transport ethane at ambient temperature. Ethane was particularly difficult to seal in this application, as it was pumped at suction pressures above 600 psig and at the high pump shaft speed of 6,000 rpm. Low lubricity and the high vapor pressure of ethane made the lubrication aspect of this application challenging.
On top of these difficult conditions, the pump vintage year dated back to the 1970s when seal chambers were still stuffing boxes or had limited space for a beefy seal. Prediction, detection, containment and disposal of seal leakage were critical since the pumps were vital to the output of the plant and subject to an emission limit of 1,000 parts per million (ppm) as measured by EPA Method 21. The original seals were dual unpressurized equipped with API Plan 76 to dispose the leakage vapors to a flare system.
In Plan 76, a pressure switch at the outlet of a dry running back-up seal detected the onset of seal degradation when the primary, ethane lubricated seal leaked excessively and erratically. The cooling of the primary seal faces was achieved with a simple Plan 11 that connected from the second stage impeller. The lifetime of the original seals was poor, from days to a few months at best. Typical damages were heat cracks and severe wear of the seal faces.
A seal provider"s engineering team was asked to make recommendations to solve the problem and proposed an engineered seal face upgrade approach in combination with a change in the Plan 11. Instead of operating the primary seal faces on seal chamber pressures slightly above suction pressure, the engineers suggested maximizing the pressure in the seal chamber to create more vapor pressure margin. By changing the source connection for the primary seal flush, the mechanical seal would operate close to the discharge pressure of the pump.
A new close-clearance bushing in the bottom of the seal chamber was necessary to minimize the flush flow within acceptable rates. The back-up or safety seal from the original manufacturer as well as Plan 76 were left unchanged, as they appeared to work fine.
Also unique to this case was the limited space in which this solution was provided. The user looked at upgrading his pumps with compressor gas seal technology, which is the modern solution for this type of application, but found that this technology requires much more radial space then an old style API pump provides.
In addition, the initial cost, refurbishment costs and leakage rates of gas seals were much higher making the shrink fit face solution the lowest risk upgrade approach.
An engineered mechanical seal retrofit or upgrade transforms the original seal into a more robust, forgiving and reliable product, which can provide significant financial savings. This is why working with the seal manufacturer to “reengineer” seals and systems, not just replace them, is important.
Rather than treating mechanical seals as commodities and just “tossing them out” when they start to fail, upgrading offers a way to further a company"s investment in its rotating equipment and its components.

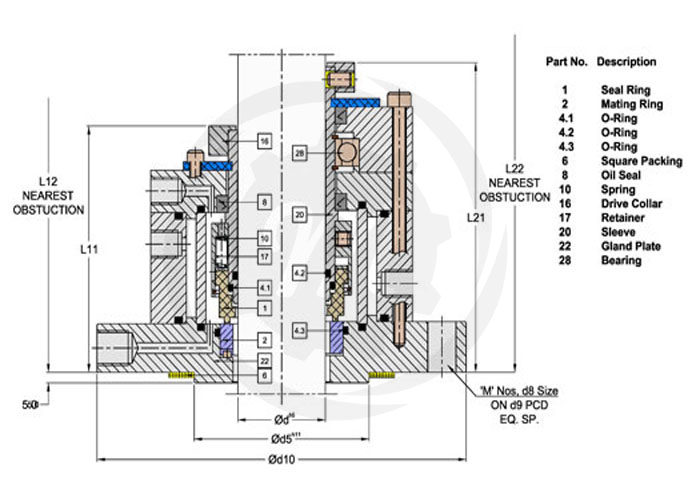
Mechanical Seals are designed for Top, Bottom and Side Entry Drives in Agitators, Mixers OR Blenders and where Non-Aggressive and Non-Hazardous Media are Sealed with the use of Cooling Liquid preventing against Dry Running. Construction of MOC designed of these Seals purpose of holding whole Rotary Parts together with the help of Snap Rings which eases while Installation and Removal of Seals.
"Dry Running Mechanical Seals" are outside mounted balanced mechanical seal, which require no shaft or sleeve step for balancing seal shows good performance in high vaccum conditions. Since no auxiliary equipments are needed for installation, it is very cost effective & economical. These seal can be easily installed & repaired on the feild to minimized replacements costs & downtime.
Used in top entry mixer vessels in pharmaceuticals & chemical industries, Petrochemical industry, Food and beverage industry, Non-toxic media, Agitators, Mixers, Reactor

SSDB-E1 seals employ dual balanced multi spring seals with dynamic ring of bigger cross-section for higher reliability. Seal ring is of heavy duty design and stationery face is hydraulically balanced to avoid accidental pop-up
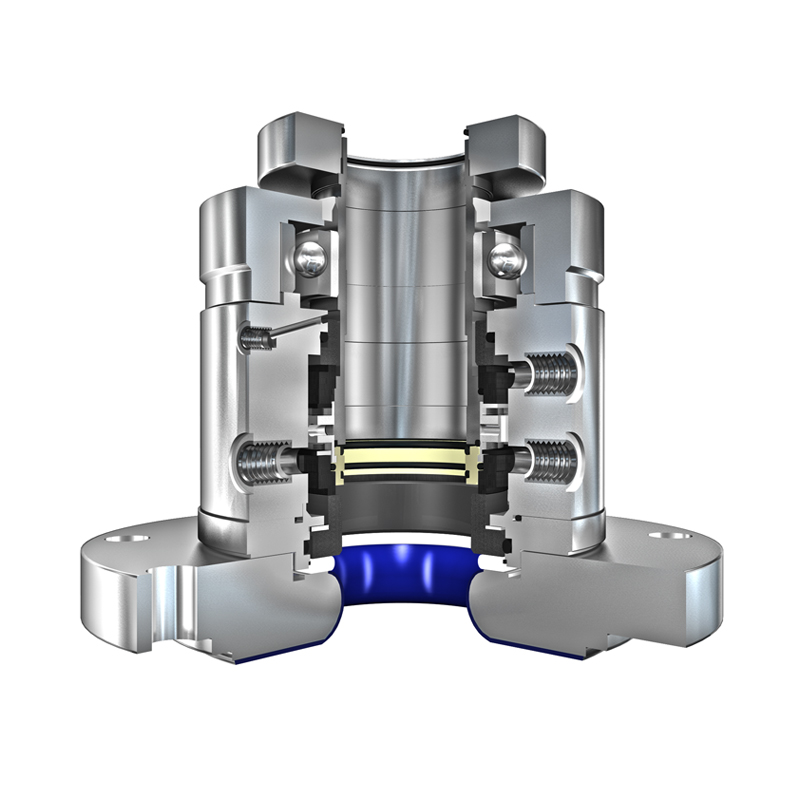
The type ED950 is a dual-pressurized, liquid-lubricated double cartridge mechanical seal are designed for top entry, bottom entry & side entry drives mixing and agitating equipment. This seal specially designed for any mixed and pressurized liquid in vessel with top entry agitators where no leakage of highly application or fluids to the environment can be tolerated. Complete pre-assembled tested unit ready for installation. This seal show good performance in high vacuum conditions. A value-engineered design, high level of standardization and broad material options make this seal a cost-efficient solution for general-duty applications in the chemical and pharmaceutical industry. The seal is suitable for operation in potentially explosive atmospheres. Depending on individual explosion protection requirements, the seal operating limits may differ from the values given in the parameters section. Furthermore, additional monitoring devices may be required.
ApplicationDouble agitator seal are used in viscous, dry & sticky fluids in huge mixers, agitators, reactors, vessels, mills, autoclaves, driers for paints industry, chemical industry, pharmaceutical industry, plastic industries, pulp and paper industry, petrochemicals and its vapors, general chemicals and its vapors, light hydrocarbons and its vapors, hazardous & toxic application, biochemistry, polymerization, electron epoxy, power generation, chemical processing, foodstuff processing, bulk drugs and all type of clear and viscous liquids & vapors and especially suitable for heavy pollution and high suspended solid content process frequent vacuum and high pressure interchange equipment’s etc.
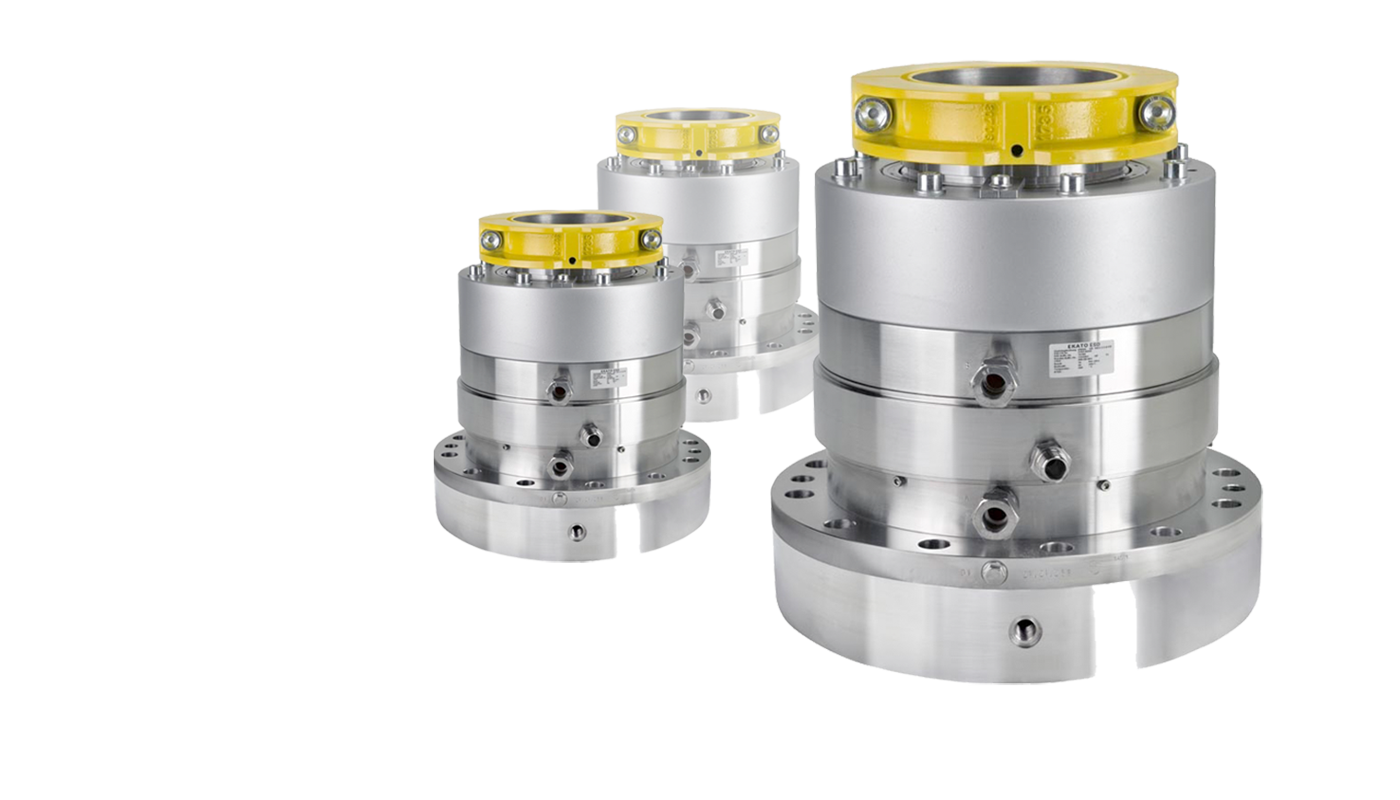
Mixer and agitator mechanical seal designs with vibration-isolated faces which withstand conditions of drag and shear that destroy common seals. Our mixer / agitator seals also offer excellent motion tolerance and instant pressure shift capabilities.
A mechanical seal is simply a method of containing fluid within a vessel (typically pumps, mixers, etc.) where a rotating shaft passes through a stationary housing or occasionally, where the housing rotates around the shaft.
When sealing a centrifugal pump, the challenge is to allow a rotating shaft to enter the ‘wet’ area of the pump, without allowing large volumes of pressurized fluid to escape.
To address this challenge there needs to be a seal between the shaft and the pump housing that can contain the pressure of the process being pumped and withstand the friction caused by the shaft rotating.
Before examining how mechanical seals function it is important to understand other methods of forming this seal. One such method still widely used is Gland Packing.
The stationary part of the seal is fitted to the pump housing with a static seal –this may be sealed with an o-ring or gasket clamped between the stationary part and the pump housing.
The rotary portion of the seal is sealed onto the shaft usually with an O ring. This sealing point can also be regarded as static as this part of the seal rotates with the shaft.
One part of the seal, either to static or rotary portion, is always resiliently mounted and spring loaded to accommodate any small shaft deflections, shaft movement due to bearing tolerances and out-of-perpendicular alignment due to manufacturing tolerances.
The primary seal is essentially a spring loaded vertical bearing - consisting of two extremely flat faces, one fixed, one rotating, running against each other. The seal faces are pushed together using a combination of hydraulic force from the sealed fluid and spring force from the seal design. In this way a seal is formed to prevent process leaking between the rotating (shaft) and stationary areas of the pump.
If the seal faces rotated against each other without some form of lubrication they would wear and quickly fail due to face friction and heat generation. For this reason some form of lubrication is required between the rotary and stationary seal face; this is known as the fluid film
In most mechanical seals the faces are kept lubricated by maintaining a thin film of fluid between the seal faces. This film can either come from the process fluid being pumped or from an external source.
The need for a fluid film between the faces presents a design challenge – allowing sufficient lubricant to flow between the seal faces without the seal leaking an unacceptable amount of process fluid, or allowing contaminants in between the faces that could damage the seal itself.
This is achieved by maintaining a precise gap between the faces that is large enough to allow in a small amounts of clean lubricating liquid but small enough to prevent contaminants from entering the gap between the seal faces.
The gap between the faces on a typical seal is as little as 1 micron – 75 times narrower than a human hair. Because the gap is so tiny, particles that would otherwise damage the seal faces are unable to enter, and the amount of liquid that leaks through this space is so small that it appears as vapor – around ½ a teaspoon a day on a typical application.
This micro-gap is maintained using springs and hydraulic force to push the seal faces together, while the pressure of the liquid between the faces (the fluid film) acts to push them apart.
Without the pressure pushing them apart the two seal faces would be in full contact, this is known as dry running and would lead to rapid seal failure.
Without the process pressure (and the force of the springs) pushing the faces together the seal faces would separate too far, and allow fluid to leak out.
Mechanical seal engineering focuses on increasing the longevity of the primary seal faces by ensuring a high quality of lubricating fluid, and by selecting appropriate seal face materials for the process being pumped.
When we talk about leakage we are referring to visible leakage of the seal. This is because as detailed above, a very thin fluid film holds the two seal faces apart from each other. By maintaining a micro-gap a leak path is created making it impossible for a mechanical seal to be totally leak free. What we can say, however, is that unlike gland packing, the amount of leakage on a mechanical seal should be so low as to be visually undetectable.



 8613371530291
8613371530291