
api plan 52 mechanical seal price

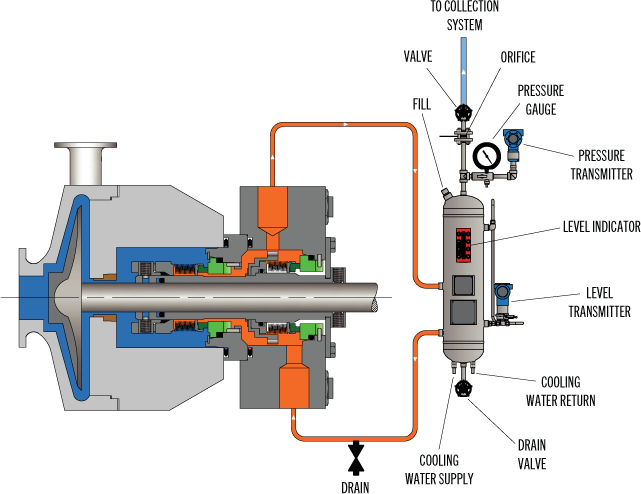
Depressurised buffer fluid circulation in outboard seal of a dual seal configuration through a seal support system. Circulation is maintained by using pumping ring in running condition and by thermosyphon effect in stand still condition.
1. Keep the sealant vessel vent continuously open, which is necessary to maintain buffer fluid pressure close to atmospheric pressure and vent the vapors to flare.
Pumping processes involving hazardous or toxic fluids often utilize dual mechanical seals to ensure operator safety and compliance with environmental regulations. The American Petroleum Institute (API) Standard 682 classifies dual mechanical seals into two categories— pressured and unpressured. For unpressurized configurations, a seal flush system, such as API Plan 52, is required for the seal to operate. A buffer fluid is circulated between the inboard and outboard seals to form a “buffer” between the process fluid and environment.
API Plan 52 seal systems are the most commonly used pressurized dual mechanical seal flush systems in Canadian operations. Plan 52 is widely used in oil and gas operations, but can also be used in chemical and petrochemical refining and power generation applications. Let’s take a look into how the API Plan 52 seal system works for centrifugal pumps and applications in oil and gas, chemical and petrochemical refinement, and power generation.
API Plan 52 seal systems employ a seal pot (reservoir) to deliver an unpressurized buffer fluid to the seal chamber and circulate the fluid between the inboard and outboard mechanical seals. A pumping ring is utilized to provide positive circulation through the seal flush system and into the seal. This plan is commonly used with light hydrocarbons or fluids with a high vapour pressure.
In the event of an inboard seal failure, process fluid will leak into the seal chamber, mixing with the buffer fluid. Thus, the selected buffer fluid must be compatible with the process fluid. One challenge with this plan is frictional losses in the buffer fluid inlet and outlet lines. Frictional losses may be minimized through properly selecting tube size, using large radius and/or 45-degree bends, and reducing the length of tubing in the design.
Tubing configuration and geometry, materials of construction, buffer fluid type, and seal pot volume can be determined and configured based on specific pumping and mechanical seal requirements. API Plan 52 seal systems can include cooling coils within the reservoir to maintain the temperature of buffer fluid being delivered to the seal chamber. This plan can also include instrumentation, such as pressure transmitters, level transmitters, and thermometers depending on the given application. Fluid systems vendors should be consulted to determine configuration specifics such as those listed above.
Depending on the application of dual mechanical seal flush systems, there may be benefits in the higher standards of an ASME stamped seal pot as opposed to a seal pot that meets a lower piping standard. ASME stamped vessels can be more easily tracked and maintained through their Canadian Registration Number (CRN).
In oil and gas operations, including steam-assisted gravity drainage (SAGD), API plan 52 can be used for dual mechanical seals for centrifugal pumps in upstream, midstream, and downstream operations with either high vapour pressure or lower vapour pressure fluids. In chemical plants and petrochemical refineries, dual mechanical seals may be used for high vapour pressure fluid applications. For chemical plants where chemicals are extremely hazardous, a more robust sealing system may be implemented. For power generation, API Plan 52 may be used for water pumping applications, such as boiler feedwater pumps and water treatment pumps.
Whether you are looking to implement a new custom-configured API Plan 52 seal system—or you are looking to upgrade your current plan—Field Advisors at Edmonton Valve & Fitting can provide expert consultations to determine how to increase pumping reliability and efficiency. We are well-versed in local pumping applications for industries including oil and gas, chemical and petrochemical refining, and power generation. We also offer ASME stamped seal pots for customers who would like to ensure proper testing and maintenance tracking with a CRN.
To find out more about how Edmonton Valve & Fittingcan provide API Plan 52 seal systems equipped with ASME stamped seal pots, contact our team of advisorsthrough our website or by calling 780-437-0640.

These reservoir-based seal support systems are designed for both API Plan 52 and 53A applications to support unpressurized and pressurized dual seals. Circulation of buffer/barrier fluid is normally achieved with a pumping ring (or optional circulating pump), and a range of heat exchangers can be packaged with the system — selection dependent on available plant utilities.

Conclusion of our series covering applications in which they are used, why they are used, how they fail and things operators can check/do to maintain the performance of the seal flush plan.
Plan 52 uses an external reservoir to provide buffer fluid for the outer seal of an unpressurized dual seal arrangement. During normal operation, circulation is maintained by an internal pumping ring. The reservoir is usually continuously vented to a vapor recovery system and is maintained at a pressure that is usually at or near atmospheric pressure. The inner process seal of the dual unpressurized arrangement usually has its own flush plan.
For example, Plan 11 might be used on the inner seal along with Plan 52 for the outer seal. In such cases, the complete flush plan might be described as Plan 11/52. The reservoir size can range from two gallons to 5+ gallons of liquid capacity and has an internal coil of tubing which is used to remove heat.
The circulation rate within a Plan 52 depends on the performance of the pumping ring within the particular closed loop system. The reservoir size is selected based on the size of the seal and the pump shaft speed. Small ANSI pumps typically have the smaller 2-gal reservoir. Larger pumps may require larger reservoirs, especially at elevated pumping temperatures. Heat soak, seal generation heat along with turbulence energy within the outer seal chamber, must be considered in determining the desired circulation rate.
The general rule of thumb is that the reservoir should be located within a plot plan radius of about 3-ft, with the bottom of the reservoir 18-in to 30-in above the centerline of the pump. Many customers require that the liquid level provide at least 3-ft of static head to the outer seal.
In the event that the process, or inner, seal fails, there will be a pressure and/or level increase in the reservoir to set off an alarm. When this occurs, the reservoir should be blocked in by closing the valve near the top of the reservoir. As the process seal continues to leak, pressure and fluid level in the reservoir continues to increase. The reservoir can potentially reach the same pressure as the process seal chamber.
For all practical purposes, the outer seal takes over as the primary seal. For this reason, the recommended operating procedure is to begin planning an orderly shutdown for seal replacement as soon as possible after failure of the process seal.
In the past, most reservoirs for Plan 52 were vented to atmosphere, but due to environmental concern most systems are piped to a vapor recovery system. Plan 52 is used for both non-volatile and volatile process services. Although the leakage rate across the inboard seal is the roughly the same as for a single seal, the leakage is directed into the reservoir of the dual unpressurized seal system.
In non-volatile services the leakage from the process seal increases the liquid level in the reservoir. In volatile services, the leakage from the process seal vaporizes and rises to the top air space inside the reservoir. When the reservoir is connected to a vapor recovery system, the actual emission rate can be very low.
Plan 52 is a necessity for dual unpressurized seals using a liquid buffer fluid. In comparison to single seals, the dual unpressurized seal can provide reduced net leakage rates as well as redundancy in the event of a main seal failure.
There will always be some leakage from the process seal into the buffer system where the buffer fluid is contaminated by the process fluid. Thus, buffer fluids must be selected with great care. It is possible over time that heavier process fluids will displace the buffer fluid resulting in the outer seal to be sealing the process fluid, thereby losing a buffer between the product and atmosphere.
If the process fluid has a low vapor pressure margin, the heat from the outer seal can further reduce the margin causing the inboard seal to run with partial to full vapor between the sealing faces so an alternate system with dry running containment seals would be the recommendation.
In the past there was only one Plan 53, but with the 2nd Edition of API 682 and the 1st Edition of ISO 21049 other variations of Plan 53"s were created.
Plan 53A is the former Plan 53. Plan 53B is what had been in the past denoted as Plan 53 Modified; this is especially popular in European and other countries in the Middle East. Plan 53C is a variation of this that has also been used in the past and is now formally recognized.
The major difference in the plans is that Plan 53A uses an external reservoir, while Plans 53B and 53C run within a closed loop system with a make-up system piped to it for replenishment of the barrier fluid.
In dual pressurized sealing arrangements the inner process seal can have its own flush plan; in such applications the complete flush plan system designation should include both plans. For example, Plan 11/53A means that the inner seal has its own flush plan, Plan 11. The API/ISO default is for no separate flush plan when using any of the Plan 53"s, but this can vary with the application conditions.
With the older traditional back-to-back seal arrangement the inboard seal usually does not require a separate flush. In applications such a hydrofluoric acid, where it is both extremely hazardous and corrosive, a Plan 32 can be used in conjunction with a Plan 53. The dual pressurized face-to-back seal arrangement eliminates some of the potential problems associated with the back-to-back design. This face-to-back seal arrangement sometimes incorporates a reverse pressure capability that is not a default with the back-to-back design.
Also, face-to-back arrangements do not have a dead zone underneath the inboard seal that can become clogged by dirty process fluid and lead to seal hang-up. However, the face-to-back arrangement is not a cure-all. With the product on the seal O.D. and with it being used on API pumps that still incorporate throat bushings, it is advantageous to provide a flush for the inboard seal on a number of applications.
Abrasives can accumulate in the more closed API type seal chambers compared to the newer generation chemical duty pumps with large cylindrical bore or tapered bore chambers. The use of a Plan 11 or similar bypass type flush for the inner seal has advantages. It can help keep the seal chamber clean. It also has an improved overall heat transfer setup versus just using a Plan 53 system alone.
In comparison to a Plan 54, Plans 53A/B/C are usually less complex and less expensive. With Plans 53A/B/C, both the inner and the outer seals are lubricated by the barrier fluid, which can be selected for optimum seal performance. Plans 53A/B/C are usually selected for dirty, abrasive, or polymerizing process services which might be difficult to seal directly with single seals or with dual unpressurized seals using a Plan 52. There will always be some leakage of the barrier fluid into the process with any pressurized system.
With some of the Plan 53 systems the volume of barrier fluid is limited, especially compared to a Plan 54 system. Venting of the seal chamber is essential for all Plan 53"s where vapor locking can if vapor bubbles collect near the pumping ring or in the piping.
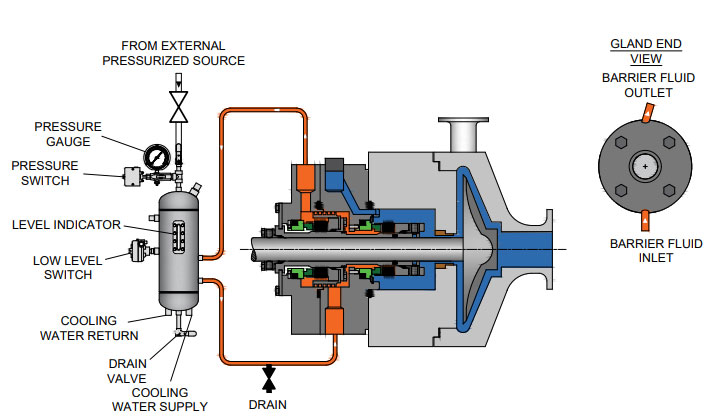
Plan 53A uses an external reservoir to provide barrier fluid for a pressurized dual seal arrangement. Reservoir pressure is produced by a gas, usually nitrogen, at a pressure greater than the maximum process pressure being sealed. The gas pressure is regulated by a system that is outside the schematic of the piping plan. Circulation of the barrier fluid is maintained by an internal pumping ring.
Like Plan 52 reservoirs, cooling is accomplished internal coil of tubing to remove the heat. Also like Plan 52 reservoirs, the volume of barrier liquid can vary from two gallons to 5+ gallons, where API and ISO standards specify 3-gal and 5-gal, depending upon the shaft diameter.
For non-API specifications, smaller reservoirs - typically 2-gal - are often used, especially at ambient pumping temperatures. Pressure alarms, pressure gages and level switches are typically standard equipment and are required by API 682/ISO 21049.
The circulation rate in a Plan 53A system is like a Plan 52 system described earlier. The piping to and from the seal chamber and location of the reservoir is also the same as a Plan 52 system. Unlike Plan 52, the elevation of the reservoir does not contribute to the pressure in the sealing cavity.
The usual guideline for Plan 53 barrier pressures is that they be a minimum of 20-psi to 50-psi above the maximum process pressure seen by the seal. Barrier pressure is normally supplied by a plant wide distribution system. Nitrogen bottles should not be used as they require a lot of attention and maintenance.
API 682/ISO 21049 recommends that the system be limited to 150-psig due to gas entrainment into the barrier fluid. Field experience has shown that with the proper barrier fluid, Plan 53A systems can be used up to 300-psig if the temperature is controlled to less than 250-deg F. A variation to this would be to use an accumulator to eliminate gas entrainment.
The barrier fluid in Plan 53A is subject to gas entrainment due to direct exposure to the pressurizing gas. Different barrier fluids have varying levels of gas entrainment.
Installation should be limited to a single seal installation even on between bearing pumps. Therefore for a large number of installations, Plan 53A can be more expensive than Plan 53B or 53C.
Unlike a Plan 53A that incorporates a pressurized reservoir within the circulation loop, Plan 53B incorporates a bladder type accumulator along with the piping and an air or water cooled heat exchanger to provide for barrier fluid capacity.
Some installations use finned tubing as the heat exchanger, but these should be used with caution as the heat removal depends upon a positive air flow across the tubing to be effective. Gas entrainment is not a problem with this plan since it incorporates bladder accumulator to maintain the barrier pressure within the closed loop circuit.
The accumulator should be pre-pressurized to between 80 percent and 90 percent of the barrier pressure. This creates a problem in that it limits the volume of fluid within the Plan 53B circuit. The majority of the accumulator volume is gas. The basic setup is comprised of two parts; the closed loop circulating system made up of the piping and heat exchanger and the make up system.
Flow in the circulating system is usually induced by an internal pumping device. The make up system can be configured a number of ways based upon the customer"s preference, ranging from a simple hand pump to an elaborate pumping system feeding multiple pumps/seals.
Like Plan 53A, the flow rate of the Plan 53B circuit is controlled by the pumping ring design, peripheral speed, barrier fluid viscosity, and resistance of the piping circuit; the piping circuit of 53B includes a heat exchanger. The sizing of the heat exchanger depends upon the heat load of the system. The heat exchanger should be designed to contribute minimum resistance.
API 682, 3rd edition does not provide guidelines for sizing the accumulator of Plan 53B, but the total fluid volume of the system should be about the same as the volume of a 53A system.
With the limited fluid volume the barrier fluid gets thermally cycled on a much more frequent basis than a Plan 53A, so the service life of the fluid is reduced.
The finite volume of the accumulator requires a designed pressure operating range between refills (in excess of that required for a Plan 53A) and this must be built into the pressure rating of the seals.
The separate heat exchanger introduces additional flow resistance to the piping system and will have a lower flow rate than an otherwise identical Plan 53A.
Plan 53C is a variation of Plan 53B that uses a piston accumulator to track the pressure of the seal chamber. In Plan 53C, the piston accumulator has a reference line from the seal chamber to the bottom of the accumulator. There are differences in diameter of the internal piston so that a higher pressure is generated on the top half, which in turn is piped to the circuit loop into and out of the seal chamber.
Similar to Plan 53B, there is no gas pressurizing the barrier fluid so there is no chance of gas entrainment. Also, like Plan 53B flow is generated by a pumping ring through a heat exchanger. The heat exchanger can be water cooled, air cooled or can be finned tubing if the heat load is small enough. This system should be used with caution, as the reference line to the accumulator is subject to the process fluid. The process fluid may be corrosive, abrasive, or a slurry that could potentially clog the pressure reference line threatening the tracking ability of the system.
The advantages and disadvantages are the same as the Plan 53B system. Additionally, the disadvantage of this system is that pressure spikes or pressure drops in the process pressure will vary the pressure on the outer seal that may create a temporary leakage condition. Also, tracking pressures can always be subject to delays that can cause a temporary loss of positive pressure differential across the inboard seal.
Plan 54 utilizes an external source to provide a clean pressurized barrier fluid to a dual pressurized seal. Strictly speaking, there is no "Plan 54 System" specified by API. That is, the details of the external lubrication system are not included by simply specifying Plan 54.
The external lubrication system for Plan 54 can be as simple as a basic reservoir, pump/motor, heat exchanger and relief valves to a complex system per API Standard 614 system. Plan 54 can even be pressurized from a process stream (the so-called "Process Plan 54").
The flush rate for a Plan 54 system must take into account not only energy from the mechanical seal (heat soak, seal generated heat, and turbulence), but also the heat added to the barrier fluid from the pump supplying the barrier fluid. On low pressure/flow systems this is minimal, but can become significant on larger systems operating at high pressures and flows.
The system reservoir should be sized for a retention time of 5 minutes, so if the flow rate is 4-gpm the reservoir size should be a minimum of 20-gal. The flow rate is usually controlled by the size of the pump on the system. In applications where one system is supplying barrier fluid to multiple seal chambers, flow can be controlled with simple manually adjustable needle or globe valves to control valves utilizing a variety of mechanical or pneumatic systems.
Like other pressurized systems, the barrier pressure should be above the maximum pressure that the inboard seal will be subject to. This differential can range from a minimum of 25-psi to large differentials to account for possible upset conditions.
The barrier fluid is typically one that has good to exceptional lubricating properties, that when applied properly can result in extended MTBPM for the seal.
The mechanical seal is exposed to a neutral fluid, with the exception of parts of the inboard seal, so that corrosion and other chemical related problems are eliminated.
If used on multiple seal installations, the failure of one can have an effect on all of the other installations unless proper precautions are taken to isolate the failed seal.
Plan 72 uses an external low pressure buffer gas, usually nitrogen, which is regulated by a control panel before it is injected into the outer seal cavity of a dual unpressurized seal arrangement. It is almost always used in conjunction with either a Plan 75 or Plan 76 to lead inboard seal leakage to a collection system.
The control panel should contain a pressure control valve to limit buffer gas pressure in order to prevent reverse pressure on the inboard seal and/or limit pressure applied to the secondary containment seal. This is followed by either an orifice or needle valve to control the gas flow rate. The control panel should also have a coalescing filter to prevent solids and/or liquids within the buffer gas from contaminating the secondary containment seal.
A very important feature of this plan is that the gas purge is introduced close to the seal faces, whereas the vent and drain are located away from the seal faces. In API 682/ISO 21049 a bushing is required to physically separate the buffer inlet and the vent/drain. Plan 72/75 is used for primary seal leakage that is condensing (returning to liquid form). Plan 72/76 is used for non-condensing (vapor) leakage. This helps to minimize process fluid from affecting the containment seal faces and aids in diluting leakage to the atmosphere.
It is recommended that a Plan 72 not be used in a dead-ended containment chamber. The gas pressure regulator should control the pressure upstream of the flow control system to slightly less than the Plan 75 or 76 alarm setting to ensure buffer flow over the complete system operational range.
The minimum gas flow rate for dry containment seals should be in the 3-scfh to 6-scfh range, which will provide adequate product leakage dilution at normal inboard leak rates. Gas flow rates at this level can only be controlled by a needle valve. If dilution is still required at Plan 75 or 76 alarm points and/or a flow control orifice is specified by the purchaser, buffer gas flow rates are likely to be in excess of 20-scfh.
Contacting containment seals run better with the moisture from the process vapor leakage. A dry nitrogen purge reduces the moisture in the containment seal chamber and can decrease the operating life of the containment seal.
Plan 74 is a pressurized plan for dual gas seals that utilizes an inert gas, typically nitrogen, as the barrier fluid. As with all pressurized dual seal arrangements, the barrier fluid is at a pressure greater than the process pressure being sealed.
Dual gas seals differ from other pressurized dual seal arrangements in that they do not require circulation of a fluid between the seals since the seal generated heat is minimal. The flow of inert gas is the result of leakage past the outboard seal faces and, to a lesser extent, the inboard seal faces due to the low differential between the barrier pressure and process pressure.
As with the Plan 53A system, the inert gas normally is supplied by a plant wide distribution system. In some very special cases the nitrogen source can be a bank of nitrogen bottles. However, this can be an expensive, unreliable system, and the maintenance is high to ensure that the bottles have sufficient pressurized gas at all times.
Plan 74 includes a control panel to regulate the pressure going to the dual gas seals and API 682 includes some details of the panel. The panel also acts to remove moisture and filter the inert gas. The panel should contain a low pressure alarm along with flow meters. Flow alarms warn against problems with the gas supply and are optional.
The nitrogen source in a typical plant has pressure on the order of 100-psig. If the dual gas seal is sealing product pressures in excess of 75-psig, then the typical plant nitrogen gas source alone may be inadequate. In these applications a pressure amplifier (piston pump) can be utilized to boost system pressure.
The high pressure gas from the booster should be fed into a receiver of suitable capacity, as piston pumps are not designed for continuous operation. For this reason it is advisable to oversize the piston pump to minimize its operation and prolong maintenance cycles. It is not recommended to just hook the inert gas line directly to the seal cartridge. This is very unreliable, prevents regulation of pressure, and can allow for contamination of the seal faces that results in seal performance problems.
The schematic for Plan 74 shows two connections, a gas barrier inlet and outlet. The outlet is normally plugged as flow beyond makeup for seal leakage is typically not a requirement for these seals.
Plan 75 is designed for use with a dual unpressurized seal utilizing a dry running containment seal, where primary seal leakage is collected into a reservoir. It is intended to be used when the process sealed by the primary seal will condense to a liquid at lower temperatures or is always in a liquid form.
In this arrangement, the drain is located at the bottom of the outer seal gland and is routed to the reservoir. Liquid leakage is collected in the reservoir and the gaseous portion is further routed through an orifice to a flare or vapor recovery system.
The reservoir does contain a pressure gauge and a high pressure switch to indicate a buildup in pressure in the reservoir from excessive primary seal gaseous leakage or a primary seal failure of some magnitude. Some users prefer to isolate the secondary containment device with valves to the reservoir in the event of a primary seal failure. A level switch to warn of excessive liquid leakage is optional on the reservoir.
The secondary containment seal can be subject to clogging in this arrangement. Some sort of baffle or close clearance bushing between the seal and gland should be used to isolate the containment seal from the leakage of the primary seal per API 682/ISO 21049. As noted earlier, Plan 75 can be used in conjunction with a gas purge from Plan 72. Typically, contacting secondary containment seals are used with this plan.
Plan 76 is designed for use with a dual unpressurized seal utilizing a dry running containment seal, where primary seal leakage is piped to a flare or vapor recovery system. It is intended to be used when the process sealed by the primary seal will not condense to a liquid at lower temperatures or pressures.
In this arrangement, the vent connection is located at the top of the outer seal gland for routing the vapors through an orifice that would create a back pressure to exist in the event of high inboard seal leakage. A pressure gauge and a high pressure alarm indicates this condition. API requires a minimum orifice diameter of .125-in, but smaller sizes may be necessary to provide a realistic leakage alarm point. It is recommended that the high pressure alarm switch be set at 7-psi above the mean operating condition in the flare or vapor recovery system.
The piping should continuously rise from the vent to the piping/instrument harness and should be properly supported so as not to impart strain to the gland. A drain connection in the piping is advisable in order to safely dispose of process fractions that may have condensed. A block valve is standard on this arrangement, to isolate the containment seal in the event of a primary seal failure.
While the secondary containment seal is less subject to clogging in this arrangement, the leakage from the primary seal may be a combination of a condensing and non-condensing fluid. When this is the case, the addition of a Plan 72/76 is highly recommended.
Heat generated by secondary containment seals is small compared to contacting wet seals so minimal heat is added to the inboard seal. This is important in applications where the vapor pressure margin for the inboard seal is critical.
The secondary containment seal can become clogged with debris if the primary seal leakage contains a heavy fluid that can coke or crystallize upon exposure to air. This can be improved upon through the use of Plan 72 and a bushing that directs the fluid away from the seal and seal faces.
Should some of the primary seal leakage condense and accumulate in the seal chamber, the containment seal will generate more heat that can potentially cause coking of the product and shorten seal life.
Circulation of buffer liquid to and from the reservoir is dependent on thermal siphoning and/or an internal circulating device (pumping ring) inside the seal.

You"re right, the friction of the seal faces will heat the buffer fluid, it can become quite hot. That being said, you still might not need to have cooling water or fins added to the reservoir or tubing.
Installation of the seal reservoir and tubing are of the utmost importance. Sight glasses, valves, narrow tubing, sharp bends in the tubing, and flowmeters should all be avoided. The tubing should be sloped at about 3 cm per meter back towards the seal, no high spots in the tubing, NONE. The fill line of the reservoir should be about a meter higher than the center line of the pump, and should be no further than about a meter from the seal. Your seal vendor should be able to provide literature with a nice diagram of an ideal installation.
The rotation of the seal will provide some windage to promote circulation of the buffer fluid, not much we"re talking a centemeter or so of head. Pumping rings provide a few cm of head and can be added to the seal, if not already installed. The temperature difference is what really drives the circulation of the buffer fluid. Your seal vendor might call this Thermosyphoning. The heat generated by the seal faces and the cooling effect of the tubing and the mass of the reservoir promote this. This is why minimal friction losses are important to the tubing installation. (generally pipefitters like to make thier work as neat as possible. do not allow them to tie the tubing to and from the seal together, keep the tubing lines apart so that they do not marginallize the temperature difference between them and reduce flow.)
Additionally, the way that the buffer fluid is added to the system can determine if the system will work. You must fill the reservoir and seal so that no air or vapor remains in the seal or tubing.
With an OEM pump package for an ANSI or DIN installation you"re likely to have a seal with connections on either side of the shaft. This works pretty well if you"re carefull about the way you add the buffer fluid. The connections are usually angled and called "tangential" ports. This is done again to reduce frictional losses in the system... it makes it easier for the buffer fluid to enter and leave the chamber in the seal. These connections do not make it easy to ensure that this chamber is liquid full. There may also be a connection at the top of the seal. Check the drawing provided with the seal to see if this port connects to the chamber between the two seals. If so, crack this port open when filling the seal letting the buffer fluid flow out of the seal along with the bubbles of air it"s displacing. When no more bubbles come out of the seal, it is full.
Some seals have connections at the top and bottom of the seal and do not angle the ports. This works well too, the seal "automatically" vents the air or vapor through the tubing. This can also be done with the standard ANSI or DIN seals by installing them 90 degrees off, as long as your bearing housing accomodates the tubing connections.
Be aware that the seal crack could have occured when a bubble of vapor finally budged allow flow to the seal... the cooler fluid suddenly hitting the hot seal faces could have caused thermal shock of a seal face.

Seal Support SystemProviding you the best range of api plan 54, api plan 23, api plan 52, api plan 53 and api plan 32 with effective & timely delivery.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.
Incorporated in 2012, Gipfel Engineering is a widely accomplished manufacturer, exporter and service providerof Chemical Process Pumps & Mechanical Seals. Our product line includes Component Mechanical Seal, Bellow Mechanical Seal, and Cartridge Mechanical Seal. Owing to the qualitative fabrication, our range is widely known among the clients for its attributes such as dimensional accuracy, robustness, high tolerance capacity, leakage proofing and longer shelf life. We serve in various process industries including refineries, petrochemicals, food processing, beverage industries, paint industries & pharmaceuticals. Our products with high technology and excellent quality are in all over India with prompt services. We have partnered with the industry"s best vendors, to obtain the machinery used in our production units. Our installation and repairing services are provided by assiduous professionals. All these products are made under the expert guidance to deliver maximum quality to our esteemed client base. We have made a recognizable growth in our domain in by supplying our Chemical Process Pumps & Mechanical Seals all over India.

FLUSH PLANS FOR MECHANICAL SEALS – INTRODUCTIONPumps and seals are being installed into increasingly difficult services. Forsuccessful operation of mechanical seals, the environment and care of the sealsrequire more sophisticated seal chambers and flushing arrangements. This sectionof the Dean Pump Price Book is designed to allow the application and pricing offlush plans suitable to meet the requirements for the mechanical seal.The American Petroleum Institute (API) has defined certain seal flusharrangements known by their plan numbers. Later, the flush plans developed forthe ANSI standard followed suit and placed the digits "73" in front of the API plannumber to achieve some standardization within the process industry. Thus, APIplan 11 becomes and ANSI Plan 7311.Dean Pump has worked with many engineering houses and customers over theyears and has developed a great deal of experience with sealing systems. WhileDean will quote any flush system requirement as requested by a particularcustomer, it has been found that the API/ANSI systems generally meet or exceedmost customer requirements. In addition, Dean Pump developed the Seal GuardEnvironment systems that provide the ultimate mechanical seal flush plan. Forsystems that do not require ANSI/API flush plans, Dean Pump has also includedthe P1200 loop, which is a basic low cost flush plan to satisfy the economyminded customer.The experience of Dean Pump is contained in these price pages. Many of theflush plans are divided into "Toxic/Flammable" and "Non-Toxic/Non-Flammable“services. The information on these plans along with the details described in the"Special Notes" section can be used as a guide in quoting and discussing optionswith customers. The "fine print" in the Special Notes section provides a multitude ofdetails about each flush system. For example, a customer requesting all socketwelded connections can not have every connection welded. Some accommodationmust be made for disconnecting the system. Being aware of the requirements ofthe customer and the manufacturing limitations of the product is extremely helpful.API flush plans are based on the 7 th Edition of API610. Newer versions of the APIspecifications has limited the cooling and flushing options available.Finally, if there are any doubts, questions, or comments, please feel free to call theFactory and the seal vendor.Effective: FEBRUARY 2011 • Replaces: NEWPage 1
SEAL GUARD SYSTEMS – PRODUCT DESCRIPTIONSeal Guard systems are designed to provide a clean liquid for seal flushing thatprovides protection for the mechanical seal in the pump seal chamber. Dean Pumpoffers two basic systems to guard against mechanical seal failure. These systemswill also help to prolong the life of the seal. Both systems are filtration systemsinstalled into the seal flush lines to remove stray abrasive particles which causeseal face wear.Seal Guard A - is designed for filtration only. Particles larger than 10 microns arefiltered from the system using clean-able or replaceable 316SS woven filterelements.Seal Guard B - is designed for high temperature applications and includes a heatexchanger installed ahead of the replaceable filter elements for both filtration andtemperature control.Seal Guard systems are most often used with MIN-FLO Bushings in the pump sealchamber. These bushings restrict the flow from the seal chamber back into thepump during operation and increases the effectiveness of the Seal Guard system.Seal Guards can be used on any pump product line. Their sale is not limited toDean Pump products. Seal Guards are hydrostatically tested but do not meet anyindustrial standard and are not for application to API610 series pumps. Seal Guardapplications must be limited to iron or steel pumps and are not suitable forapplications that require alloy materials.The Seal Guard system is fully described in Bulletin A2000.Effective: FEBRUARY 2011 • Replaces: NEWPage 2
SEAL GUARD SYSTEMS – (See Note #1)Model A Series – Filtration Only (See Note #2)Mounted on Pump BaseplateModel Description List PriceA500T A Series Seal Guard - Filtration - Threaded Connections $4,483A500F A Series Seal Guard - Filtration - Flanged Connections C/FA700T A Series Seal Guard - Filtration - Threaded Connections C/FBD500TB500TModel B Series – Filtration and Cooling (See Notes #2 & #3)Mounted on Separate BaseplateModel Description List PriceBD200T B Series Seal Guard - Cooling & Filtration - $5,248Threaded Connections & Duplex FilterB400T B Series Seal Guard - Cooling & Filtration - $5,248Threaded Connections & Simplex FilterB400F B Series Seal Guard - Cooling & Filtration - C/FFlanged Connections & Simplex FilterB500T B Series Seal Guard - Cooling & Filtration - $6,226Threaded Connections & Simplex FilterBD500T B Series Seal Guard - Cooling & Filtration - $8,240Threaded Connections & Duplex FilterNotes:1. Seal Guard systems are not rated for API application and are suitable for pumps in steel or iron construction only. Do notuse for 316SS or other alloy applications.2. The product description letters and numbers are as follows:First Letter - Seal Guard Series A - Filtration Only; B - Cooling and Filtration. (The letter D following in the second positionindicates a Duplex arrangement.); 3 Digit Number indicates the pressure rating of the Seal Guard system in psi.;Final Letter: T - Threaded Construction; F - Flanged Construction3. The heat exchangers provided for Seal Guard B are furnished with a steel shell and 316SS tube as standard.Effective: FEBRUARY 2011 • Replaces: NEWPage 3
DEAN P1200 ECONOMY FLUSH PLAN FOR PROCESS PUMPSPlan Description:Dean Plan P1200 systems include piping (or tubing) from the pumpdischarge gauge connection to the seal flush connection on the pumpbackhead or seal gland. These plans include all piping and/or tubing.List Prices (Notes 1 & 3)Carbon SteelCarbon SteelFitted 316SS Pipe 316SS PipeSystem Description (Note #2) Tubing Threaded ThreadedRecirculation of Pumpage from Pump Case toP1200 Seal Without Orifice (Similar to API Plan 11 orANSI Plan 7311) VALVE NOT INCLUDED$216 $329 $456 $692Valve Valve for Recirculation Line $205 $762 $205 $762General Notes:1. For all other flush plans, refer to API/ANSI Flush Plans shown elsewhere for your particular requirements.2. The plan with carbon steel tubing uses carbon steel fittings with 316SS tubing.3. Connections on the casing require a price adder for discharge gauge connections and may require an additional price adderif the seal chamber requires back drilling.Effective: FEBRUARY 2011 • Replaces: NEWPage 4
SOME COMMENTS AND RECOMMENDATIONSABOUT API/ANSI FLUSH PLANSThere are two organizations in the United States which have taken the lead in developingacceptable standards for the pump industry. The American Petroleum Institute (API) and AmericanNational Standards Institute (ANSI) have outlined a number of flush plans which encompass themajority of applications. API610 is mainly recognized as a standard which defines the qualityrequirements of a pump and/or system. ANSI-B73.1 is viewed as more of a dimensional and featurestandard. ANSI plans are designated the same as API plans except for the addition of a "73" prefixon the plan number. For example, an API Plan 21 is designated as an ANSI Plan 7321.API and ANSI flush plans are similar and upon initial examination look nearly identical. However,there are definite differences in their construction. Often, API flush plans, which are historicallylocated in refinery environments, are piped and welded. ANSI plans, on the other hand, can utilizetubing. Another notable difference is in the API plan 52/53 and the ANSI plan 7352/7353. APIspecifies Schedule 40 minimum thickness vessels. ANSI allows for the use Schedule 10 vessels. Allof the plans are offered in steel and stainless steel construction. They also have differingconstructions for Toxic/Flammable or Nontoxic/Nonflammable applications.Meeting the customer"s specific requirements is the most important consideration in applying theseplans. Many customers modify their individual requirements from the API and ANSI specifications.Sometimes these are more stringent rules than the API and ANSI specifications. These must takeprecedence over the standard flush plans. There are some limitations as to what the flush plans canor cannot accomplish. The Special Application Notes section on each sheet identifies the particularlimitations of each of the flush plans. For example, a flush loop which requires socket welded jointscan not have all the connections welded some provision must be made to allow for disassembly andrepair.When applying a particular flush plan to a specific job, great care should be taken to insure theneeds of the customer are met. Do not select a plan based solely upon pricing. In general, most APIplans require piping and many require welded joints. Note that these are the most expensive plans.A few API services permit the less expensive plans but, the customer"s requirements takeprecedence. ANSI, on the other hand, is much less specific but still requires close analysis of thecustomer"s specifications and requirements for guidance. However, API plans are often seen onANSI type pumps. Oil companies are very likely to request the more expensive plan and will pay forit. Do not make errors in this area. If there is any doubt, or questions regarding plan selection, sendthe specification/ requirements to the factory for review. The factory will provide any comments,limitations, and pricing that is required.Effective: FEBRUARY 2011 • Replaces: NEWPage 5
API PLAN 11 - FLUSH PLAN FOR PROCESS PUMPS (Note #1)ANSI PLAN 7311 – FLUSH PLAN FOR CHEMICAL PUMPSPlan Description:API Plan 11 (ANSI Plan 7311) systems include piping (ortubing) from the pump discharge gauge connection throughan orifice to the seal flush connection on the pumpbackhead or seal gland. These plans include all piping,tubing, and the orifice. Refer to Note #B for additionalpump drilling.SYSTEMS FOR NON-TOXIC AND NON-FLAMMABLE APPLICATIONSSystem DescriptionDescription Special Notes Max. Press. Max. Temp. List PriceAASteel Threaded Pipe and Fittings with 316SS Tubingand Tube Connectors2, 3, 7, 19 500psi 800º F. $ 413AB Steel Threaded Pipe and Fittings 2, 5, 8 500psi 800º F. $ 627AC316SS Threaded Pipe and Fittings with 316SS Tubing andTube Connectors2, 3, 7, 19 500psi 850º F. $ 483AD All 316SS Threaded Pipe and Fittings 2, 5, 8, 500psi 850º F. $1,496SYSTEMS FOR TOXIC AND/OR FLAMMABLE APPLICATIONSSystem Description Special Notes Max. Press. Max. Temp. List PriceAESocket Welded Steel Pipe and Fittings with 316SS Tubingand Tube Connectors1, 4, 7, 19 500psi 300º F. $ 890AF Socket Welded Steel Pipe and Fittings 1, 6, 8 500psi 800º F. $1,124AGSocket Welded 316SS Pipe and Fittings with 316SS Tubingand Tube Connectors2, 3, 7, 19 500psi 300º F. $ 982AH All Socket Welded 316SS Pipe and Pipe Fittings 2, 5, 8 500psi 850º F. $1,577General Notes:A. ALL PUMPS - The plans are similar to but may not comply with API610, 5 th Ed. Review customer requirements as plansmay not comply with later editions or specific customer requirements.B. ALL PUMPS - Flush plans require one or more pump taps. Add the price of the discharge and suction gauge connections ifrequired. For clamped seat applications, consult factory.Special Application Notes:1. Pipe connections at the pump are threaded and are not backwelded.2. All pipe joints are threaded.3. Pipe nipples, threaded pipe fittings, stainless steel tubing, and compression type stainless steel tube connectors.4. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, stainless steel tubing and compression typestainless steel tube connectors with threaded pipe connections that are not backwelded.5. Pipe nipples, threaded pipe fittings, and threaded pipe unions.6. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, socket weld pipe unions.Effective: FEBRUARY 2011 • Replaces: NEWPage 7
API PLAN 12 - FLUSH PLAN FOR PROCESS PUMPS (General Note #A)ANSI PLAN 7312 – FLUSH PLAN FOR CHEMICAL PUMPSPlan Description:API Plan 12 (ANSI Plan 7312) systems include piping (ortubing) from the pump discharge gauge connection througha Y-strainer, and orifice to the seal flush connection on thepump backhead or seal gland. These plans include allpiping, tubing, and the orifice. Refer to Note #B foradditional pump drilling.SYSTEMS FOR NON-TOXIC AND NON-FLAMMABLE APPLICATIONSSystem DescriptionDescription Special Notes Max. Press. Max. Temp. List PriceBASteel Threaded Pipe and Fittings with 316SS Tubing andTube Connectors and Y-Strainer2, 3, 7, 9, 19 500psi 800º F. $ 638BB Steel Threaded Pipe and Fittings 2, 5, 8, 9 500psi 800º F. $1,123BC316SS Threaded Pipe and Fittings with 316SS Tubing andTube Connectors and Y-Strainer2, 3, 7, 9, 19 500psi 850º F. $ 939BD All 316SS Threaded Pipe and Fittings and Y-Strainer 2, 5, 8, 9 500psi 850º F. $1,736SYSTEMS FOR TOXIC AND/OR FLAMMABLE APPLICATIONSSystem Description Special Notes Max. Press. Max. Temp. List PriceBESocket Welded Steel Pipe and Fittings with 316SS Tubingand Tube Connectors and Y-Strainer1, 4, 7, 10, 19 500psi 300º F. $1,298BF Socket Welded Steel Pipe and Fittings and Y-Strainer 1, 6, 8, 10 500psi 800º F. $1,602BGSocket Welded 316SS Pipe and Fittings with 316SS Tubingand Tube Connectors and Y-Strainer2, 3, 7, 9, 19 500psi 300º F. $1,270BHAll Socket Welded 316SS Pipe and Pipe Fittings andY-Strainer2, 5, 8, 9 500psi 850º F. $1,817General Notes:A. ALL PUMPS - The plans are similar to but may not comply with API610, 5 th Ed. Review customer requirements as plansmay not comply with later editions or specific customer requirements.B. ALL PUMPS - Flush plans require one or more pump taps. Add the price of the discharge and suction gauge connections ifrequired. For clamped seat applications, consult factory.Special Application Notes:1. Pipe connections at the pump are threaded and are not backwelded.2. All pipe joints are threaded.3. Pipe nipples, threaded pipe fittings, stainless steel tubing, and compression type stainless steel tube connectors.4. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, stainless steel tubing and compression type stainless steeltube connectors with threaded pipe connections that are not backwelded.5. Pipe nipples, threaded pipe fittings, and threaded pipe unions.6. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, socket weld pipe unions.7. Stainless steel orifice plate in tube connector.8. Stainless steel orifice plate in pipe union.9. Y-strainer has stainless steel screen and 1/4" NPT (plugged) blow-off connection.10. Y-strainer has stainless steel screen and bolted cap without blow-off connection.19. This loop has stainless steel tubing and should not be used where chlorides are present.Effective: FEBRUARY 2011 • Replaces: NEWPage 8
API PLAN 21 - FLUSH PLAN FOR PROCESS PUMPS (General Note #A)ANSI PLAN 7321 – FLUSH PLAN FOR CHEMICAL PUMPSWHEN SPECIFIEDPlan Description:API Plan 21 (ANSI Plan 7321) systems include piping (ortubing) from the pump discharge gauge connection throughthe heat exchanger to the seal flush connection on thepump backhead or seal gland. These plans include allpiping, tubing, heat exchanger, and the orifice. The heatexchanger includes a steel shell and 316SS tubing. Ref.Note #B.SYSTEMS FOR NON-TOXIC AND NON-FLAMMABLE APPLICATIONSMAWP 500psi @System Description Special Notes 300º F 650º F 750º FCACBCCCDSteel Threaded Pipe and Fittings with 316SS Tubing andSteel Threaded Pipe and Fittings and Heat Exchanger316SS Threaded Pipe and Fittings with 316SS Tubing andAll 316SS Threaded Pipe and Fittings and Heat Exchanger2, 3, 7, 11, 13,2, 5, 8, 11, 13,2, 3, 7, 11, 13,2, 5, 8, 11, 13,Heat Exchanger (Steel Sheel & 316SS Tubing)(Steel Sheel & 316SS Tubing)Heat Exchanger (Steel Sheel & 316SS Tubing)(Steel Sheel & 316SS Tubing)19, 212119, 2121$3,301$3,663$5,016$5,229$3,301$3,663.$5,489$5,701$4,864$5,227$6,700$6,913ADD Temperature Indicator 13 C/F C/F C/FSYSTEMS FOR TOXIC AND/OR FLAMMABLE APPLICATIONSSystem Description Special Notes 300º FMAWP 500psi @650º F 750º FCESocket Welded Steel Pipe and Fittings and Heat Exchanger 1, 6, 8, 11, 12,(Steel Sheel & 316SS Tubing) 14, 21$4,286 $4,286 $5,849CFAll 316SS 316SS Pipe and Fittings and Heat Exchanger 2, 5, 8, 11, 13, C/F C/F C/F(Steel Sheel & 316SS Tubing) 21ADD Temperature Indicator with Thermowell 14 C/F C/F C/FGeneral Notes:A. ALL PUMPS - The plans are similar to but may not comply with API610, 5 th Ed. Review customer requirements as plans may not comply withlater editions or specific customer requirements.B. ALL PUMPS - Flush plans require one or more pump taps. Add the price of the discharge and suction gauge connections if required. Forclamped seat applications, consult factory.Special Application Notes:1. Pipe connections at the pump are threaded and are not backwelded.2. All pipe joints are threaded.3. Pipe nipples, threaded pipe fittings, stainless steel tubing, and compression type stainless steel tube connectors.4. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, stainless steel tubing and compression type stainless steeltube connectors with threaded pipe connections that are not backwelded.5. Pipe nipples, threaded pipe fittings, and threaded pipe unions.6. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, socket weld pipe unions.7. Stainless steel orifice plate in tube connector.8. Stainless steel orifice plate in pipe union.11. Heat exchanger has 1/4" diameter, 18 gauge, stainless steel tubes good for the maximum operating temperature and pressure of the pump.12. Heat exchanger connections are threaded and are not backwelded to allow replacement of the tube coil.13. Dial thermometer is 3" diameter, bi-metal, and screwed into pipe TEE and is furnished only when specified.14. Dial thermometer is 3" diameter, bi-metal, and screwed into a thermometer socket which is welded into pipe TEE and is furnished onlywhen specified.19. This loop has stainless steel tubing and should not be used where chlorides are present.Effective: FEBRUARY 2011 • Replaces: NEWPage 9
API PLAN 22 - FLUSH PLAN FOR PROCESS PUMPS (General Note #A)ANSI PLAN 7322 – FLUSH PLAN FOR CHEMICAL PUMPSWHEN SPECIFIEDPlan Description:API Plan 22 (ANSI Plan 7322) systems include piping (ortubing) from the pump discharge gauge connection througha Y-strainer, through the heat exchanger to the seal flushconnection on the pump backhead or seal gland. Theseplans include all piping, tubing, heat exchanger, and theorifice. The heat exchanger includes a steel shell and316SS tubing. Ref. Note #19.SYSTEMS FOR NON-TOXIC AND NON-FLAMMABLE APPLICATIONSMAWP 500psi @System Description Special Notes 300º F 650º F 750º FDADBDCDDSteel Threaded Pipe and Fittings with 316SS Tubing andSteel Threaded Pipe and Fittings and Heat Exchanger316SS Threaded Pipe and Fittings with 316SS Tubing andAll 316SS Threaded Pipe and Fittings and Heat Exchanger2, 3, 7, 9, 11, 13,2, 5, 8, 9, 11, 13,2, 3, 7, 9, 11, 13,2, 5, 8, 9, 11, 13,Heat Exchanger (Steel Sheel & 316SS Tubing) and Y-Strainer(Steel Sheel & 316SS Tubing) and Y-StrainerHeat Exchanger (Steel Sheel & 316SS Tubing) and Y-Strainer(Steel Sheel & 316SS Tubing) and Y-Strainer19, 212119, 2121$3,549$3,912$5,454$5,460$3,549$3,912$5,928$5,955$5,112$5,475$7,138$7,145ADD Temperature Indicator with Thermowell 14 C/F C/F C/FSYSTEMS FOR TOXIC AND/OR FLAMMABLE APPLICATIONSMAWP 500psi @System Description Special Notes 300º F 650º F 750º FDEDFSocket Welded Steel Pipe and Fittings and Heat ExchangerAll 316SS 316SS Pipe and Fittings and Heat Exchanger1, 6, 8, 10, 11,2, 5, 8, 9, 11, 13,(Steel Sheel & 316SS Tubing) and Y-Strainer(Steel Sheel & 316SS Tubing) and Y-Strainer12, 14, 2121$4,534C/F$4,534C/F$6,097C/FADD Temperature Indicator with Thermowell 14 C/F C/F C/FGeneral Notes:A. ALL PUMPS - The plans are similar to but may not comply with API610, 5 th Ed. Review customer requirements as plans may not comply withlater editions or specific customer requirements.B. ALL PUMPS - Flush plans require one or more pump taps. Add the price of the discharge and suction gauge connections if required. Forclamped seat applications, consult factory.Special Application Notes:1. Pipe connections at the pump are threaded and are not backwelded.2. All pipe joints are threaded.3. Pipe nipples, threaded pipe fittings, stainless steel tubing, and compression type stainless steel tube connectors.4. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, stainless steel tubing and compression type stainless steeltube connectors with threaded pipe connections that are not backwelded.5. Pipe nipples, threaded pipe fittings, and threaded pipe unions.6. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, socket weld pipe unions.7. Stainless steel orifice plate in tube connector.8. Stainless steel orifice plate in pipe union.9. Y-strainer has stainless steel screen and 1/4" NPT (plugged) blow-off connection.10. Y-strainer has stainless steel screen and bolted cap without blow-off connection.11. Heat exchanger has 1/4" diameter, 18 gauge, stainless steel tubes good for the maximum operating temperature and pressure of the pump.12. Heat exchanger connections are threaded and are not backwelded to allow replacement of the tube coil.13. Dial thermometer is 3" diameter, bi-metal, and screwed into pipe TEE and is furnished only when specified.14. Dial thermometer is 3" diameter, bi-metal, and screwed into a thermometer socket which is welded into pipe TEE and is furnished onlywhen specified.19. This loop has stainless steel tubing and should not be used where chlorides are present.21. Heat exchanger size may vary from standard offering due to service conditions of liquid being pumped.Effective: FEBRUARY 2011 • Replaces: NEWPage 10
API PLAN 23 - FLUSH PLAN FOR PROCESS PUMPS (General Note #A)ANSI PLAN 7323 – FLUSH PLAN FOR CHEMICAL PUMPSWHEN SPECIFIEDPlan Description:API Plan 23 (ANSI Plan 7323) systems include piping (ortubing) from the seal flush connection on the backhead orseal gland, through the heat exchanger, and back to theseal gland. These plans include all piping, tubing, heatexchanger, and the orifice. The heat exchanger includes asteel shell and 316SS tuning. Ref. Note #B. – Similar toPlan 21 (7321) with addition of Pumping Ring in sealchamber and may require additional pump changes.SYSTEMS FOR NON-TOXIC AND NON-FLAMMABLE APPLICATIONSMAWP 500psi @System Description Special Notes 300º F 650º F 750º FEASteel Threaded Pipe and Fittings with 316SS Tubing and 2, 3, 11, 13, 19,Heat Exchanger (Steel Sheel & 316SS Tubing) and Y-Strainer 21C/F C/F C/FEBSteel Threaded Pipe and Fittings and Heat Exchanger(Steel Sheel & 316SS Tubing) and Y-Strainer2, 5, 11, 13, 21 C/F C/F C/FEC316SS Threaded Pipe and Fittings with 316SS Tubing and 2, 3, 11, 13, 19,Heat Exchanger (Steel Sheel & 316SS Tubing) and Y-Strainer 21C/F C/F C/FEDAll 316SS Threaded Pipe and Fittings and Heat Exchanger(Steel Sheel & 316SS Tubing) and Y-Strainer2, 5, 11, 13, 21 C/F C/F C/FADD Temperature Indicator 13 C/F C/F C/FSYSTEMS FOR TOXIC AND/OR FLAMMABLE APPLICATIONSMAWP 500psi @System Description Special Notes 300º F 650º F 750º FSocket Welded Steel Pipe and Fittings and Heat Exchanger 1, 6, 11, 12, 14,EEC/F C/F C/F(Steel Sheel & 316SS Tubing) and Y-Strainer 21All 316SS 316SS Pipe and Fittings and Heat ExchangerC/FEF2, 5, 11, 13, 21 C/FC/F(Steel Sheel & 316SS Tubing) and Y-StrainerADD Temperature Indicator with Thermowell 14 C/F C/F C/FGeneral Notes:A. ALL PUMPS - The plans are similar to but may not comply with API610, 5 th Ed. Review customer requirements as plans may not comply withlater editions or specific customer requirements.B. ALL PUMPS - Flush plans require one or more pump taps. Add the price of the discharge and suction gauge connections if required. Forclamped seat applications, consult factory.Special Application Notes:1. Pipe connections at the pump are threaded and are not backwelded.2. All pipe joints are threaded.3. Pipe nipples, threaded pipe fittings, stainless steel tubing, and compression type stainless steel tube connectors.5. Pipe nipples, threaded pipe fittings, and threaded pipe unions.6. Pipe, pipe nipples, socket weld pipe fittings, backwelded threaded pipe fittings, socket weld pipe unions.11. Heat exchanger has 1/4" diameter, 18 gauge, stainless steel tubes good for the maximum operating temperature and pressure of the pump.13. Dial thermometer is 3" diameter, bi-metal, and screwed into pipe TEE and is furnished only when specified.14. Dial thermometer is 3" diameter, bi-metal, and screwed into a thermometer socket which is welded into pipe TEE and is furnished onlywhen specified.19. This loop has stainless steel tubing and should not be used where chlorides are present.21. Heat exchanger size may vary from standard offering due to service conditions of liquid being pumped.All Requests for Plan 23/73223 Must Be Made to the Application EngineersEffective: FEBRUARY 2011 • Replaces: NEWPage 11
API PLAN 31 - FLUSH PLAN FOR PROCESS PUMPS (Note #1)ANSI PLAN 7331 – FLUSH PLAN FOR CHEMICAL PUMPSPlan Description:API Plan 31 (ANSI Plan 7331) systems include piping (ortubing) from the pump discharge gauge connection througha cyclone separator to the seal flush connection on thepump backhead or seal gland and fluid with solids back topump suction gauge connection. These plans include allpiping, tubing, and the cyclone separato



 8613371530291
8613371530291