
barrier fluid in mechanical seal price

Wenzhou Landmark Seal Manufactuing Co,.Ltd is established in 2011, Producing small standard mechanical seals with quantity more than 250000 pcs per month. Our advantage is small seals with all range of stamping and rubber moulds. The production is ISO 9001 , TUV , SGS, ROHS certificated.
DuraClear Crystal 7 Seal Lubricant is a premium barrier fluid for use on equipment handling high purity, high value or highly reactive product fluids such as strong acids and bases. It has been specifically formulated for the lubrication needs of dual mechanical seals. When chemical compatibility is critical, this environmentally friendly and nonreactive barrier fluid extends the life of dual mechanical seals for increased process yield and throughput.
CTFE fluids may react violently with K, Na, amine, hydrazine, liquid fluorine, liquid chlorine trifluoride, Aluminum, Aluminum Chloride (AlCl3) and Aluminum Oxide (Al2O3)

Barrier Fluid GT provides very stable seal performance over and extremely wide temperature range, satisfying most seal service requirements. Barrier Fluid GT is extremely clean and has excellent low temperature fluidity and heat transfer properties.
Barrier Fluid FDA is a pure, non-reactive, synthetic fluid that provides superior lubrication and cooling for double and tandem mechanical seals. Barrier Fluid FDA provides very stable seal performance over an extremely wide temperature range, satisfying most seal service requirements. Barrier Fluid FDA is extremely clean and has excellent low temperature fluidity and heat transfer properties. Barrier Fluid FDA is sanctioned under the FDA CFR Title 21 Sections 178.3620(a)(b); 172.878; 175.105; 176.200 and 210; 177.2260, 2600 and 2800; 178.3570 and 3910. It is NSF Certified for H1 service. Barrier Fluid FDA is essentially inert, allowing it to be used with most hydrocarbon gases and aqueous acids and bases. Barrier Fluid FDA is an undyed product.

Lubriplate Barrier Fluids are ultra-clean, polyalphaolefin (PAO) synthetic based fluids recommended for all types of mecahnical seals. While they are NSF H1 registered food grade, they may be used for all applications requiring barrier fluid for mechanical seals.

This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.

Because double seals allow for a fluid between the inboard and outboard faces, you can modify the operating environment of the seal and extend its useful life.
Barrier Fluid (Pressurized): Fluid set at a pressure 1-2 Bar (15 – 30 Psi) higher than the process fluid. When the fluid is provided as a barrier fluid, it will displace the sealed fluid across the inboard seal, and lubricate the seal faces.
Prevent process media from causing damage to the inboard mechanical seal faces by being pressurized 1 to 2 Bar g (14 – 28 psig) above the sealing chamber pressure
Thermal conductivity: Water’s thermal conductivity is around three times greater than that of oils, and it has double the specific heat. This makes water an excellent fluid for transporting heat away from mechanical seals.
Material compatibility: There are little or no material compatibility issues with fresh water: it is easy to store and handle, and is relatively inexpensive.
Fluidity: With a kinematic viscosity of 1 centistoke at 70°F (21°C), water flows well in systems which have mechanical seals that are not equipped with pumping rings.
Water is the ideal buffer/barrier fluid as long as it is compatible with the fluid being sealed. For example, we would not use water as a barrier fluid if we were sealing a strong acid. In this situation, if the water leaked into the acid due to an inboard seal failure, it may cause a dangerous reaction.
Elevated Temperatures: Water’s viscosity decreases at high temperatures, limiting its usefulness as a lubricant. Often we mix water with Propylene Glycol 50/50 to prevent the water from boiling and allow the fluid to absorb heat generated by the seal and the process.
Cold Conditions: Care must also be taken to prevent freezing. In lower temperature service, Propyl Alcohol has been mixed with water to lower the freezing temperature of the buffer/barrier fluid. This allows the buffer/barrier fluid to be pumped though the seal by its pumping ring.
NOTE: The use of oils with carbon seal faces is not generally recommended. Some users of traditional automotive and transmission oils have experienced mixed results when using them as a barrier fluid. This is primarily because the complex mix of additives and modifiers included in these oils to increase performance in their intended applications. Good performance can only be achieved from paraffinic based oils with a viscosity below 32 centistokes measured at 40˚C (100˚F). Oils of a

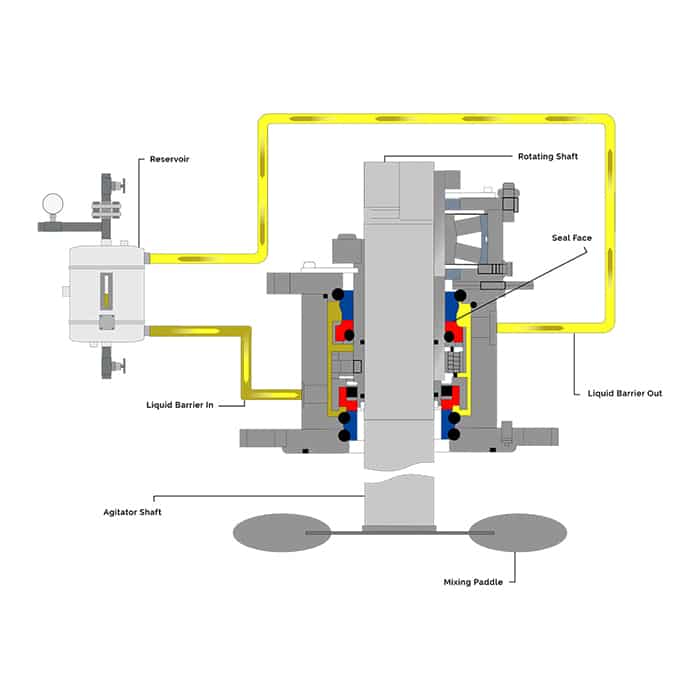
As operators of pumping equipment become more focused on the safety, reliability and environmental impact resulting from shaft seal leakage, dual mechanical seals have become more prevalent in the industry. A dual mechanical seal offers a second (outer) seal to contain the pumped fluid by creating a cavity or chamber between the inner and outer seal that can be filled with a fluid. When this fluid is unpressurized, it forms a buffer between the pumped fluid and atmosphere and is commonly referred to as a buffer fluid. When pressurized, it forms a barrier between the pumped fluid and atmosphere and is known as a barrier fluid.
Although mechanical seal designs are available in configurations that use either a liquid or a gas as a barrier fluid, the following discussion focuses on liquid buffer and barrier fluids only. In addition to separating the pumped fluid from the atmosphere, liquid buffer and barrier fluids lubricate the mechanical seal and transport frictional heat and absorbed heat from the mechanical seal to a heat exchanger. This controls the fluid’s temperature and lubricating properties.
Buffer/barrier fluid can be stored, monitored and delivered using many methods. Each is identified by a piping plan number that describes the minimum requirements of each system. The most commonly referenced piping plan originates from the American Petroleum Institute’s standard API 682.
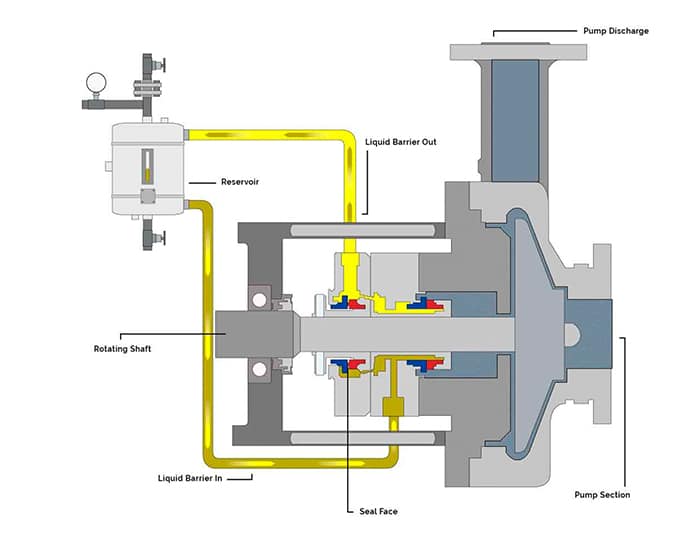
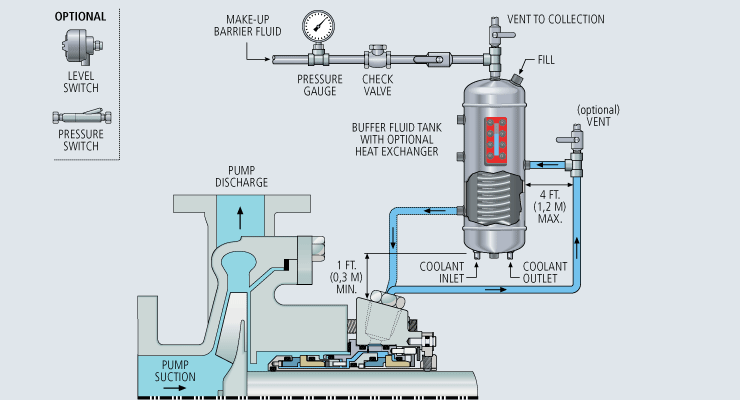
A Plan 52 system (see Figure 1) provides a reservoir that stores the buffer fluid. Supply and return lines are connected to the mechanical seal and circulation of the buffer fluid is achieved by an internal circulating device (pumping ring) within the mechanical seal. The vapor space above the buffer fluid in the reservoir is vented to atmospheric pressure typically via a flare or vapor recovery system. The reservoir can be instrumented to measure the liquid level and pressure in the reservoir. Ports are fitted to the reservoir to facilitate maintenance activities—such as inspection and cleaning or refilling and draining the buffer fluid. Cooling is accomplished using an internal heat exchanger.
Pressurized dual seal systems contain the same essential components as an unpressurized system. However, they also contain a way to pressurize the barrier fluid. The following plans may be used for pressurized dual seal systems:
Plan 53A—A pressurized gas blanket in the reservoir pressurizes the fluid. Nitrogen is normally used and the pressure is controlled via a pressure regulator (see Figure 2). The barrier fluid is in direct contact with the pressurized gas.
Plan 53B—Pressure is generated as a nitrogen-filled bladder is compressed by the addition of barrier fluid into the bladder accumulator. The bladder prevents direct contact of the pressurized gas with the barrier fluid.
Plan 53C—A pressure amplifying piston uses pressure from within the pump (typically the seal chamber) to amplify the barrier pressure by the ratio of the area on each side of the piston. The barrier fluid is not exposed to any pressurized gas.
Plan 54—An external system is used to pressurize and circulate the barrier fluid. A Plan 54 system can be broadly classified into two groups: closed- and open-loop systems. In closed-loop systems, the barrier fluid is stored in a large reservoir and pumps pressurize and circulate the fluid. In open-loop systems, a compatible process stream is used as the barrier fluid and is circulated through the mechanical seal and returned to another point downstream in the process.
Several critical properties of a buffer or barrier fluid must be considered when making a selection. An ideal buffer or barrier fluid will have the following properties:
Water offers several benefits as a buffer/barrier fluid. Its thermal conductivity is about three times greater than oils and its specific heat is about twice that of oils, so it is good at transporting heat away from a mechanical seal. Water is inexpensive, easy to handle and store, has few seal material compatibility issues and is nonflammable. It is also compatible with many aqueous pumped solutions. Its viscosity is generally around 1 centistoke at moderate temperatures which offers low resistance to flow in the barrier system.
However, the viscosity becomes low at elevated temperatures limiting its effectiveness as a lubricant for the mechanical seal faces. Water is also susceptible to freezing during the winter months. This results in a narrow window of service and environment temperatures in which water can be used.
Generally, oils can be used in a much wider range of service temperatures. Compared to water, oils offer greater fluid stability at elevated temperatures and are not susceptible to freezing. They also provide excellent lubrication of the mechanical seal faces and, therefore, have the potential to offer longer seal life. Few compatibility issues with mechanical seal materials exist.
Oils are available in a wide range of types, compositions and viscosities. Traditional oils used in the industry include turbine oils and automatic transmission fluids. However, performance as buffer and barrier fluids has not been as successful as other oils, primarily because of the complex mixture of additives in these fluids.
Good performance can be achieved from oils with viscosity below that of ISO Grade 32 oils. High viscosities can result in damage to the mechanical seal faces, particularly when carbon is used as a face material. Paraffinic-based oils also generally perform better than naphthenic oils while synthetic oils offer even better performance. Synthetic lubricants specifically developed for use as a buffer/barrier fluid are now available in the marketplace and offer excellent performance. However, this performance is achieved at the sacrifice of cost.
We invite your suggestions for article topics as well as questions on sealing issues so we can better respond to the needs of the industry. Please direct your suggestions and questions to sealingsensequestions@fluidsealing.com.
![]()
Barrier Fluid FDA is a pure, non-reactive, synthetic fluid that provides superior lubrication and cooling for double and tandem mechanical seals. Barrier Fluid FDA provides very stable seal performance over an extremely wide temperature range, satisfying most seal service requirements.
Barrier Fluid FDA is extremely clean and has excellent low temperature fluidity and heat transfer properties. Barrier Fluid GT is recommended for use at elevated temperatures where a nitrogen purge is not an option and when FDA purity is not required.

Chesterton 662 FG is an ISO VG Grade 22 high-performance lubricant designed specifically as a barrier fluid for double mechanical seal applications. 662 FG is suitable for all industrial and food/beverage/pharmaceutical applications. 662 FG is NSF H1 registered.
The ultra-clean 662 FG delivers premium thermal stability while minimizing the abrasive-particle wear of the seal faces and extending equipment life.
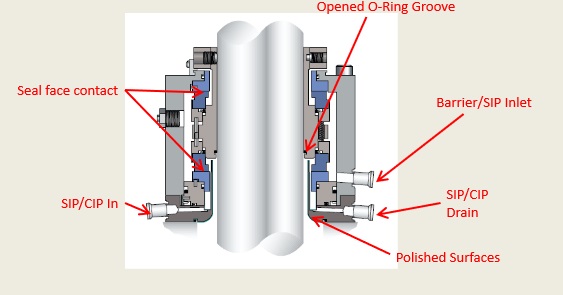
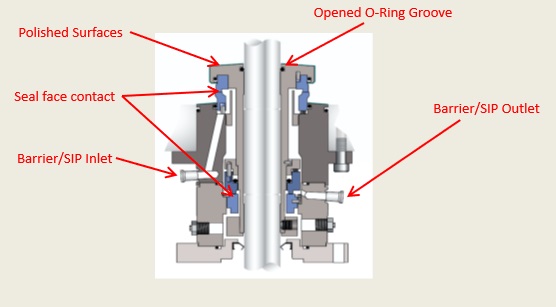
Pressurised barrier fluid circulation in outboard seal of dual seal configuration through a seal support system. Circulation is maintained by using pumping ring in running condition and with thermosyphon effect in stand still condition.
A mechanical seal is simply a method of containing fluid within a vessel (typically pumps, mixers, etc.) where a rotating shaft passes through a stationary housing or occasionally, where the housing rotates around the shaft.
When sealing a centrifugal pump, the challenge is to allow a rotating shaft to enter the ‘wet’ area of the pump, without allowing large volumes of pressurized fluid to escape.
To address this challenge there needs to be a seal between the shaft and the pump housing that can contain the pressure of the process being pumped and withstand the friction caused by the shaft rotating.
Before examining how mechanical seals function it is important to understand other methods of forming this seal. One such method still widely used is Gland Packing.
Packing needs to press against the shaft in order to reduce leakage – this means that the pump needs more drive power to turn the shaft, wasting energy.
The stationary part of the seal is fitted to the pump housing with a static seal –this may be sealed with an o-ring or gasket clamped between the stationary part and the pump housing.
The rotary portion of the seal is sealed onto the shaft usually with an O ring. This sealing point can also be regarded as static as this part of the seal rotates with the shaft.
One part of the seal, either to static or rotary portion, is always resiliently mounted and spring loaded to accommodate any small shaft deflections, shaft movement due to bearing tolerances and out-of-perpendicular alignment due to manufacturing tolerances.
The primary seal is essentially a spring loaded vertical bearing - consisting of two extremely flat faces, one fixed, one rotating, running against each other. The seal faces are pushed together using a combination of hydraulic force from the sealed fluid and spring force from the seal design. In this way a seal is formed to prevent process leaking between the rotating (shaft) and stationary areas of the pump.
If the seal faces rotated against each other without some form of lubrication they would wear and quickly fail due to face friction and heat generation. For this reason some form of lubrication is required between the rotary and stationary seal face; this is known as the fluid film
In most mechanical seals the faces are kept lubricated by maintaining a thin film of fluid between the seal faces. This film can either come from the process fluid being pumped or from an external source.
The need for a fluid film between the faces presents a design challenge – allowing sufficient lubricant to flow between the seal faces without the seal leaking an unacceptable amount of process fluid, or allowing contaminants in between the faces that could damage the seal itself.
This is achieved by maintaining a precise gap between the faces that is large enough to allow in a small amounts of clean lubricating liquid but small enough to prevent contaminants from entering the gap between the seal faces.
The gap between the faces on a typical seal is as little as 1 micron – 75 times narrower than a human hair. Because the gap is so tiny, particles that would otherwise damage the seal faces are unable to enter, and the amount of liquid that leaks through this space is so small that it appears as vapor – around ½ a teaspoon a day on a typical application.
This micro-gap is maintained using springs and hydraulic force to push the seal faces together, while the pressure of the liquid between the faces (the fluid film) acts to push them apart.
Without the pressure pushing them apart the two seal faces would be in full contact, this is known as dry running and would lead to rapid seal failure.
Without the process pressure (and the force of the springs) pushing the faces together the seal faces would separate too far, and allow fluid to leak out.
Mechanical seal engineering focuses on increasing the longevity of the primary seal faces by ensuring a high quality of lubricating fluid, and by selecting appropriate seal face materials for the process being pumped.
When we talk about leakage we are referring to visible leakage of the seal. This is because as detailed above, a very thin fluid film holds the two seal faces apart from each other. By maintaining a micro-gap a leak path is created making it impossible for a mechanical seal to be totally leak free. What we can say, however, is that unlike gland packing, the amount of leakage on a mechanical seal should be so low as to be visually undetectable.
Water is readily available. It is environmentally acceptable and has no health and safety restrictions. It also has a high specific gravity and specific heat which aids in heat transfer. For all of its favorable properties however, water has severe limitations as a barrier fluid. Pure water is a poor lubricant. At ambient conditions, water has viscosity that is suitable for lubricating seals with carbon vs hard face combinations. The viscosity decreases rapidly as the temperature increases. By 71°C (160°F), the viscosity is low enough that the fluid film in a standard seal fails to support the face often resulting in higher wear rates. The low viscosity of water can also create problems for Plan 54 systems.
This article is an excerpt from a paper, "Barrier and buffer fluid selection and considerations for mechanical seals" by Michael Huebner of Flowserve Corporation at the 2016 Turbomachinery & Pump Symposium.
Many Plan 54 systems are designed as an open system and use a positive displacement pump to create pressure and circulate the barrier fluid through the system. Many of these positive displacement pumps are designed with rubbing or sliding pump components that are designed to operate on a lubricating fluid. Operating these pumps on water can greatly reduce the reliability of the Plan 54.
Water at low temperatures can introduce different concerns. At 0°C (32°F), water freezes. This can have a severe impact on the condition of the seals and the auxiliary components. When a pump is in operation, the water barrier fluid may be heated by the process or the seal generated heat. In standby service though, the barrier fluid may reach ambient temperature conditions. Water is relatively non-corrosive but it will rust wrought and cast carbon steels. Normal seal piping plans will use stainless for most components but may use carbon steel for the reservoir to reduce cost.
Water barrier or buffer fluid systems must be designed with non-rusting materials. Not all water supply systems have clean, pure water. Contamination in the systems (e.g. rust or dirt) as well as water treatment chemicals (e.g. descalers, rust inhibitors, biocides, etc.) may affect chemical compatibility of the seal components or the lubricating properties between the seal faces. Users must ensure that the water supply is clean and suitable as barrier fluid.
One of the primary reasons why water is selected as a barrier fluid is for compatibility with the process fluids. In normal operation, small amounts of barrier fluid will leak into the process. In some processes, pure water introduced into the system would not be considered as a contaminant in the process. Water, specifically condensate, is the most common barrier fluid in the food processing, pharmaceutical, and biotech industries.
Many of the shortcomings of water can be addressed by mixing the water barrier fluid with other chemicals. The most common mixtures are water with either Ethylene Glycol (EG) or Propylene Glycol (PG). The addition of a glycol to the water depresses the freezing point and elevates the boiling point. It also increases the viscosity of the mixture which can provide better lubrication to the seal faces. It does this while still maintaining the high specific gravity and specific heat required for effective heat transfer. The improved properties made this buffer fluid an industry standard in refineries in light hydrocarbons services for many years.
Ethylene glycol is commonly used as a heat transfer fluid in industrial applications and automobile cooling systems. Automotive anti-freeze is most commonly a mixture of EG and other chemical additives. These other additives provide useful properties to automotive applications including preventing rust and corrosion, descaling metal surfaces, and stopping leaks in the cooling system. While these additives enhance the performance in automotive applications, they can cause high wear on the seal faces and reduce the reliability of the seal. For this reason, automotive anti-freeze should not be used in barrier or buffer fluid systems. Only pure EG or PG should be used. While ethylene glycol improves the properties of the barrier fluid, it has the drawback of being mildly toxic. Casual exposure to the skin is not considered a significant hazard but it must not be ingested and leakage into the environment may be regulated. For these reasons, many users have switched to propylene glycol/water mixtures. The properties of PG/water and EG/water are comparable and they will provide similar performance in most applications.
Propylene glycol is considered non-toxic and is safe for human exposure. Food grade PG is available and can be used in many food handling processes. Propylene glycol should be the first choice for glycol/water barrier and buffer fluids in most applications.

A petrochem refinery is a complex place. There can be an ever-changing variety of operating modes that send different intermediate feedstocks through the units. As some crude stocks have changed and gotten heavier, especially in California Bay Area refineries, not all seal systems have kept up. All of this can add up to a variety of problems with your pumps and their mechanical seal support systems.
When you go to upgrade or replace these systems, you’ll find a dizzying array of different API seal plans and barrier fluids that can be intimidating. Pair that with a variety of systems having very different problems, it is tough to know where to start.
Even more, selecting the right mechanical seal support barrier fluid isn’t the only consideration that should be on your mind. If your current barrier solution no longer functions optimally to maintain pump reliability, perhaps it’s also time to check in on the seal support system. Let me walk you through this.
Fortunately, all seal systems have some similar characteristics. So while gas, liquid, and hot or cold sealing systems have different qualities, there are some common themes when selecting a barrier fluid. The bottom-line: It depends on the current process fluid and operating conditions.
A barrier fluid must be compatible with the process fluid and conditions it will contact. Incompatibility can result in flashing, coking, or changes in the physical properties of the process fluid.
The barrier fluid must not flash, degrade, solidify, or coke during operation. If any of these changes occur, your seal fluid isn’t providing enough lubrication and heat removal.
The right barrier fluid keeps the hydrocarbon in the pipes and prevents environmental issues. Leakage is simply not an option for a refinery, especially those located in the Bay Area Air Quality Management District.
Availability and cost-effectiveness are always top-of-mind. But too many facilities have continued using a process fluid or water in their seals when there are now many very effective low-cost barrier fluids available. The cheapest solution now may not be the most cost-effective over time for maintaining rotating equipment reliability.
Clearly, a lot of information needs to be gathered before choosing a mechanical seal support barrier type. And that’s just the beginning. It’s often not enough to simply make an improvement in the mechanical barrier seal system. For best results, and to avoid equipment downtime, the change should be supported by an upgraded seal support system as well.
It’s mission-critical to regulate the environment that the mechanical seal operates in to maintain smooth processing. While barrier fluid helps control the contact pressure between seal faces, an appropriate seal support system protects the mechanical seal from receiving process fluid at the wrong pressure and temperature as well. If you’ve noted problems with any pumps, you need to take a look at whether you have the right barrier fluid—and seal support system—for the application.
That’s why you need a seal system vendor with knowledgeable engineers who can help you walk through all of these considerations. Start getting in touch with an expert seal support system vendor who understands local Bay Area process requirements. You’ll want to ensure that they can deliver tested systems quickly when you need them. The vendor also should stand behind their work—even if the assembly sits in the warehouse until there is a turnaround opportunity to install it.
Swagelok can help select, design, and assemble a seal support system that goes with the barrier fluid necessary for any Northern California refinery’s specific application. Nearby in the Bay Area, we have a top-tier team of certified engineers ready to help you with all of your seal system selection, design, and assembly needs.
We can fabricate your seal support system to the highest ISO 900 quality standards. When you are ready to install it, Swagelok Northern California will be standing behind our work with a Lifetime Warranty—the best in the industry. From barrier fluid to seal support system selection, let us be your solution.
Let Swagelok Northern California be your first-choice partner for seal troubleshooting,seal selection, design, and fabrication needs. Contact our team today by calling 510-933-6200.
Paul holds a B.S. in Mechanical Engineering from North Dakota State University. Before joining Swagelok Northern California, he was the West Coast Regional Sales Manager for an organization based in Illinois involved in pneumatic and hydraulic applications where he supervised product distribution throughout the western United States, Canada, and Mexico. While in this role, he was able to help provide technical and application-specific expertise to customers and distribution to drive specifications.



 8613371530291
8613371530291