
carbon vs silicon carbide mechanical seal supplier

You must consider the “environment” the seal will be exposed to when selecting the design, and importantly, the material of your mechanical seal. The saying “pay me now, or pay me later” very much applies to seals as not selecting the right material will cost more in the long run.
For all environments the material used for the seal face must be stable, be able to conduct heat, be chemically resistant and deliver good wear resistance. However, certain environments will need these properties to be stronger than in others.
Abrasive and harsh environments mean that the material selected must be able to withstand this, which can be more expensive. However the cost will be returned to you over time as poor material grade selection will only result in costly shut downs, repairs, refurbishments or replacements of the seals once again.
Various materials can be used for seals depending on the requirements and environment they will be used for. By looking at material properties such as hardness, stiffness, thermal expansion, wear and chemical resistance, you are able to find the ideal material for your seal.
When mechanical seals first arrived, seal faces were often made from metals such as hardened steels, copper and bronze. Over the years, more exotic materials have been utilised for their property advantages, including ceramics and various grades of mechanical carbons.

Selection of the proper seal face materials is essential for the successful operation of the mechanical seal. In fact, it could be argued that selection of materials is the most important decision to be made by the seal designer.
In evaluating materials for seal faces both the properties of the individual materials and the combination of the tribological pair must be considered. In general, dissimilar materials are used for seal faces. These materials are frequently thought of as the “soft face” and the “hard face” although sometimes two “hard faces” are used.
Mechanical seal design would be considerably simplified if the “perfect” seal face material could be found. With such a material, the designer would not be concerned about balance ratio, face widths, heat generation, flushing, corrosion, etc. Therefore there is a tremendous incentive to develop improved seal face materials.
Even though a perfect seal face material is not likely, the ideal face seal material can be described based on our experiences and problems with existing materials. This ideal material would have the following characteristics:
Leakage is probably more a result of the seal design rather than a property of the material but good face materials can certainly promote low leakage seal designs. In most seals, the actual face separation is strongly related to the surface finish of the materials. Therefore, materials which have and maintain smooth surfaces generally leak less than those with rough surfaces.
Leakage is also related to the compliance, or ability of the seal faces to conform to each other. Compliance is generally thought of as a function of the seal shape; however, it is strongly influenced by the modulus of elasticity. Materials with a low modulus, such as carbon, are more easily made into compliant shapes than materials such as tungsten carbide.
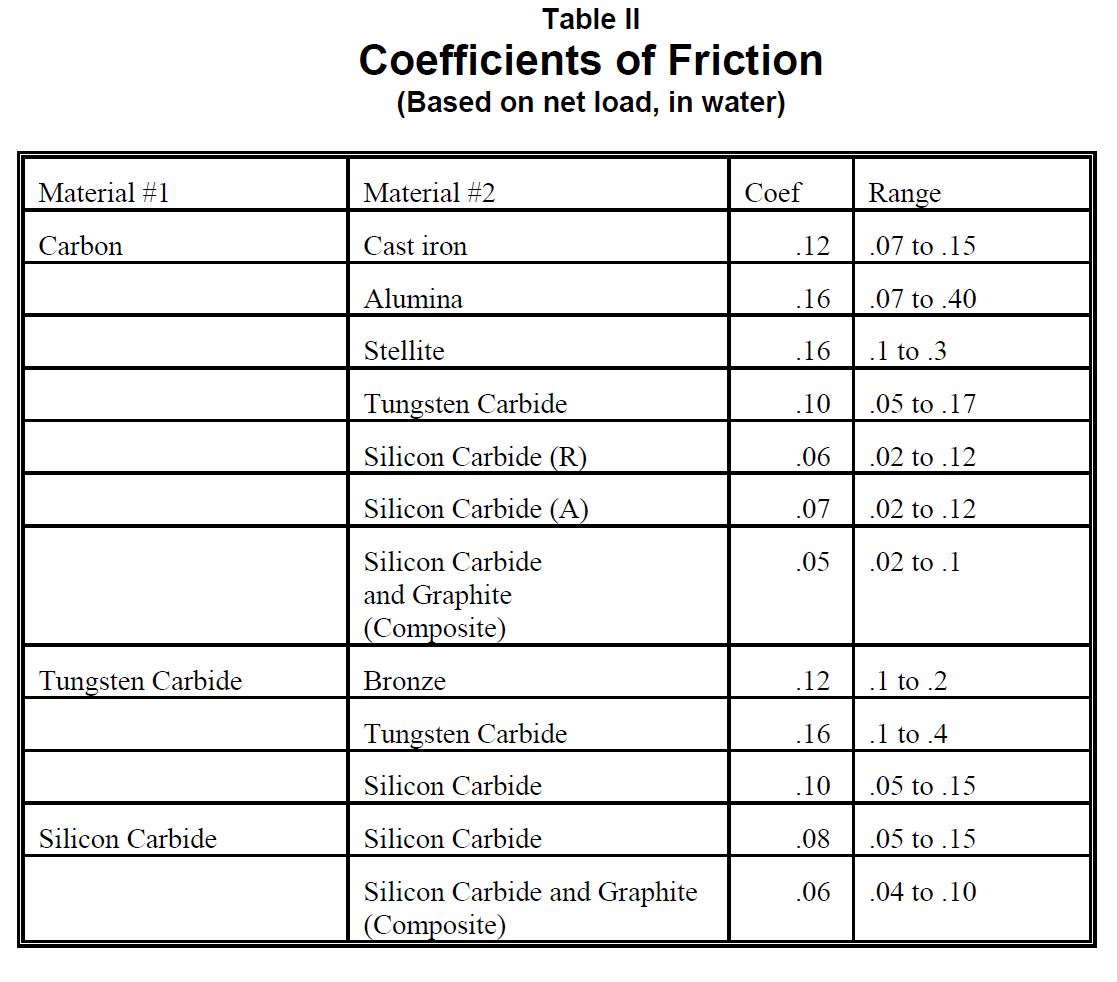
Mechanical seal calculations are considerably simplified through the use of a coefficient of friction. Unfortunately, this coefficient of friction is not a constant and ranges from around .03 to .3. Naturally, the coefficient of friction is a function of the tribological material pair but it also depends on the fluid being sealed. To make matters worse, it turns out that the coefficient of friction also depends on the seal face load and is reduced when the seal leaks.
In spite of these limitations, the coefficient of friction is a useful means of comparing seal face materials, especially when tests are done under similar conditions. Table II shows coefficients of friction for various face combinations.
As shown in Table II, there is a considerable variation in coefficient of friction for various materials. Even when specific material formulations are tested, the coefficient of friction depends on the fluid being sealed, the seal load and aspects of the seal design such as face distortion.
A good mechanical seal material must not only be strong enough to resist the stresses of normal operation, it must also be strong enough to survive the manufacturing process, storage and the rigors of installation.
The strength, hardness and rigidity of carbon graphite based materials is generally an order of magnitude less than that of metals and ceramics such as steel, tungsten carbide or silicon carbide. This means that more design effort is normally directed toward the component which is manufactured from carbon graphite. The primary reason for the use of carbon graphite in mechanical seals is it self lubricating qualities — not its strength.
Tungsten carbide is at the other extreme from carbon graphite. Tungsten carbide has a very high compressive and tensile strength, is very hard and has a high modulus of elasticity.
Silicon carbides are even harder than tungsten carbides but are much more brittle and greater care must be taken during installation and removal. These difficulties in handling have caused many users to prefer tungsten carbide in spite of the low frictional characteristics of silicon carbide.
The thermal aspects of mechanical seals are a major factor in seal performance and reliability. Two of the major material properties are thermal conductivity and thermal expansion.
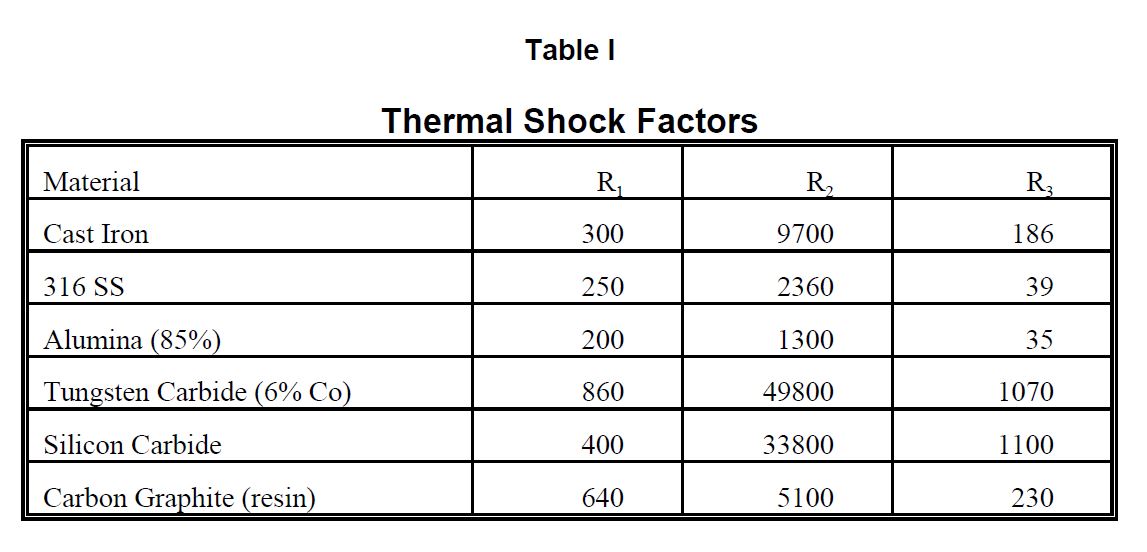
The thermal shock characteristics of materials have already been discussed. Although thermal conductivity enters into the thermal shock parameters R2 and R3 directly, its effect on seal face temperature is probably more important.
Carbon graphite materials generally have a thermal conductivity of around 5 to 8 Btu/hr ft F; metal filled carbons are somewhat higher. In contrast, tungsten carbides and silicon carbides have thermal conductivities ranging from 40 to 100 Btu/hr ft F. This means that, in a typical seal with carbon versus tungsten carbide or silicon carbide faces, the major of the heat transfer takes place through the non-carbon element.
Stainless steels, Stellite and alumina have much lower thermal conductivities than tungsten carbide and seals using these materials will run considerably hotter than one using tungsten carbide or silicon carbide.
The thermal expansion of seal face materials is related to both the seal face temperature and the coefficient of expansion of the material. In order to minimize the effects of face temperature on distortion, a low coefficient of expansion is desired.
The coefficient of expansion of carbon graphites, tungsten carbides and silicon carbides is similar. This is fortunate and allows for some degree of substitution in seal face materials within the same design family. Alumina is higher and stainless steels still higher.
Any differences in coefficient of expansion become especially important when a seal is manufactured by shrink fitting components made from different materials. In this case, if the operating temperature is sufficiently different from the manufacturing temperature, the seal faces may become distorted. In an extreme case, the components may become loose.
Corrosion of carbon graphites is usually more related to the binder than the carbon graphite. Metal filled carbon are especially subject to corrosion but a suitable resin filled carbon can usually be found for most services. Carbon graphites are not recommended for aqua regia, oleum or perchloric acid. Resins in common use are attacked by lithium hydroxide, potassium hydroxide, sodium metophosphate, anhydrous ammonia, sodium diphosphate and sodium cyanide.
Alumina has good corrosion resistance and high purity alumina is very good. Before the introduction of silicon carbide, alumina was the preferred corrosion resistant material in many mechanical seal services.
The two most common variations of tungsten carbide are cobalt bound and nickel bound. Nickel bound tungsten carbide is the more corrosion resistant although the cobalt bound tungsten carbide is more than adequate for most services. Neither is as good as alumina.
The chemical resistance of silicon carbide is excellent. The two most common variations of silicon carbide are reaction bonded and alpha sintered. Of the two, the alpha sintered is the more corrosion resistant but even reaction bonded silicon carbide is very resistant to chemical attack. Both are generally better in corrosion resistance than nickel bonded tungsten carbide. The “free silicon” in reaction bonded silicon carbide can be attacked by strong oxidizing chemicals. Alpha sintered silicon carbide has no free silicon; it is considered to be the most corrosion resistant of all the seal face materials.
Many of the desirable material qualities for a seal face are not so desirable during the manufacturing process of that component. In particular, the hardness and high strength of many materials make manufacturing very difficult. A common approach is to mold the “green” material into a near finished shape before completing the manufacturing process.
Carbon graphites are typically molded to a rough shape before being impregnated with resin or metal binder. Some simple shapes with small cross sections may be machined from cylindrical stock. The final shape is machined. Faces are always lapped.
Seal components made of very hard materials such as tungsten carbide and silicon carbide are frequently repairable. The repair process consists of chemical and mechanical cleaning and relapping. Caution must be used to assure that dimensional tolerances are maintained.
Softer materials, such as carbon graphites, frequently are not reused, especially if they have been in service for an extended period of time. These softer components generally have more extensive face damage than the hard component and are also less expensive to replace. In the case of carbon graphites, there may also be a concern about chemical attack of the binder.
The cost of seal components is generally related to the hardness and chemical resistance of the material. This cost is normally considered to be a small fraction of the total cost of removing the pump from service and the labor involved in changing out the seal parts. For this reason, most seal users prefer to use the best available materials in their mechanical seals. Currently, the most popular material combination is a premium resin filled carbon graphite versus silicon carbide.
The additional cost of tungsten carbides and silicon carbides is somewhat offset by the fact that components made from them can frequently be repaired – meaning cleaned and re-lapped.

Distributor of industrial tools & equipment. Products include abrasives, adhesives, bushings, coolants, boring bars, broaches, hand tools, cutters, tool holders, coatings, cleaners, reamers, lubricants, drills, fasteners & gauges. Positioners, knives, brushes, crimpers, cylinders, adhesive dispensers, drill presses, acutators, seals, bulbs, lamps, lifts, pins, polishers, fittings, pumps, punches, saws, sealants & wrenches are also available. Capabilities include sharpening, kitting, repairing, vending, fabricating, heat treating, outsourced storeroom management, reverse engineering, band saw welding, calibration, hardening, bar coding, inventory & process consulting & outsourced procurement. Kan Ban programs.
GRAPHITAR carbon is an ideal material for use as a sliding face within a mechanical seal configuration, operating successfully against counterfaces in materials such as Silicon Carbide , Tungsten Carbide and other ceramics. GRAPHITAR is a very hard material and extremely resistant to wear. It is lubricated by most fluids so that the medium being sealed can serve as the seal lubricant. GRAPHITAR’s permeability can be controlled to allow the lubricating medium to be metered to the sealing surface or to be impervious and fully “Leak Tight” to 6 BAR pressure of nitrogen.
Seal faces can be manufactured as fully machined components, lapped to 3 light bands, as semi finished parts or as finished parts pressed to size parts.

Selecting the proper mechanical seal face material combination is crucial in providing every mechanical seal a prolonged seal life & eliminating any chances of a premature seal failure. WSC Mechanical Seals offers an extensive variety of mechanical seal face materials and gladly offers experienced advice of which mechanical seal face materials are best suited for your exact operating conditions.
Tungsten Carbide is a versatile seal face material. It is a hard material & heavy to the touch, making it easy to distinguish from other materials. Tungsten Carbide is ideal for high pressure applications with little face distortion. It is also applied into extreme debris mechanical seal enviroments. With its dense construction characteristics, Tungsten Carbide will not break or crack under these severe conditions.
Silicon Carbide is a versatile seal face material like Tungsten Carbide. It is a hard material & light to the touch, with a bluish color. Silicon Carbide has much better lubrication qualities than most mechanical seal face materials. Alpha Sintered Silicon Carbide is most common & suited for chemical applications, as well as higher temperature sealing enviroments. Silicon Carbide is a hard material, but unlike Tungsten Carbide, it will shatter/crack if contacted with force or dropped.
Ceramic is a versatile seal face material, that is generally inexpensive. It is a hard material & light to the touch, with a white color. Ceramic offers excellent wear characteristics & chemical compatibility. Unlike other mechanical seal face materials though, it cannot handle thermal shocks. Ceramic retains heat when equipment is not operating, and general startup procedures can easily crack this seal face material. Ceramic, like Silicon Carbide, will shatter/crack if contacted with force or dropped.
Carbon Graphite is a self-lubricating mechanical seal face material, generally used as a mechanical seal rotating face. Our standard grade of carbon used is CNFJ. It has superior wear characteristics with a broad chemical resistance. For severe applications, Antimony Filled Carbon can be applied to assist with any mechanical seal face issues. Carbon is light to the touch & black in color.
Ni-Resist is a form of cast iron with a high nickel content to lower the friction generated by the mechanical seal"s rotating face. It is typically an inexpensive mechanical seal face material that can substitute for Tungsten Carbide. Ni-Resist shows signs of wear earlier than Carbide seal faces, but is ideal for Rotary Vane/Screw Gas Compressors or Oil applications. If installed into a water application, Ni-Resist will show signs of corrision.

Tungsten carbide seal faces and mating faces are used especially in the waste water sector or in applications where high pressures and demands are made on the stability of a seal face. We supply tungsten carbide faces up to high dimensional ranges. Please contact us if you have any questions or are interested.
We manufacture carbon graphite seal faces for many applications. We have approx. 3 tons of graphite materials in stock. A wide range of diameters, up to 570 mm with different infusions enables us to offer shortest delivery times for the benefit of our customers. You can also benefit from our stock of tested seal faces. We offer carbon seal faces with synthetic resin infusion for food applications (FDA-compliant) up to 250°C. For higher stability of the face material, we also offer carbon seal faces with antimony infused.

Due to their advanced performance characteristics, Morgan silicon carbide materials are used across many challenging industrial applications. Their robust properties make them ideal for use as mechanical components and wear parts that are specified in applications such as but not limited to:
For typical HVAC applications, carbon-ceramic have stainless steel metals, BUNA elastomers, a 99.5% pure aluminum oxide ceramic stationary seal face, and a carbon rotating face. These seals work well with the temperatures mentioned above and a pH neutral range of 7.0-9.0. They can handle up to 400 ppm of dissolved solids and 20 ppm of undissolved solids which satisfied most system requirements.
In most applications carbon-ceramic seals work fine but there are certain circumstances when a different type of material for the mechanical seal should be specified. These include:
Systems with high pH levels. Most HVAC applications maintain a pH from 7.0 to 9.0. Once in a while the pH is too high for the carbon-ceramic seal material. The main issue may be located in the chemical treatment portion of your specification. There are specifications that call for the pH to be maintained at levels in the 9.0-11.0 range. If your specification calls for this range, the pump seal material specification should be changed to EPR/Carbon/Tungsten Carbide (TC) or EPR/Silicon Carbide (SiC) /Silicon Carbide (SiC). We recommend the EPR/SiC/SiC material since that seal can handle pH up to 12.5 which gives some “wiggle room.”
Higher solids levels. Solids, otherwise known as dirt, are another area of concern for mechanical seals. If the system is dirty or has silica in the water, you may find, once again, that you need the EPR/SiC/SiC seal. The standard Buna/Carbon/Ceramic seal in HVAC systems cannot handle any silica and the solids handling capability was mentioned earlier in this article. The silicon carbide seal can handle 60 times the dissolved solids content and double the undissolved solids content with 20 ppm silica content thrown in for good measure.
So, why not just always specify EPR/SiC/SiC seals? There are two reasons: cost and lead-time. This seal will cost three times as much as the standard seal. In addition, since the carbon-ceramic seal is standard, there may be additional lead-time to get a pump with a special seal.
Improperly mixed glycols. The term glycol is a bit of a misnomer when it comes to heat transfer solutions in HVAC systems. Glycol is used in many applications from shaving lotions to whipping cream to automotive antifreeze. In HVAC systems you want a properly mixed glycol-based heat transfer fluid that has the correct inhibitors for the application. If you use automotive antifreeze in HVAC systems, the silica based inhibitors will create a gel in the coils that blocks heat transfer and flow. That is, if the seals don’t leak first!
We commonly see Dowtherm® SR-1 and Dowfrost™ HD heat transfer fluids used for these type of applications. These products are made for use in our industry but should be mixed according to the manufacturer’s instructions. Dow recommends they be pre-mixed with deionized water before filling the system. If you simply mix these product with city or well water the calcium and magnesium in water will mix with inhibitors and cause a particulate that exceeds the ppm of normal seals.
Occasionally contractors will put the glycol based fluid in the system, filled it with water and then turn on the pump to “mix” the solution in the piping system. This subjects the pump seals to shots of up to 100% ethylene or propylene glycol which is well beyond the maximum recommended amounts for even silicon carbide seals.
Our experience is that the standard carbon ceramic seal work fine with properly mixed glycol products designed for our industry. However, brands vary in their quality and make-up so we cannot say that carbon-ceramic seals are appropriate for all glycol mixtures. These fluids do carry a higher pH than water, so we recommend specifying a glycol seal if there is any question.

I am happy to help. But, I need more information. First, are both of these seal faces Silicon Carbide? Hard on hard is generally not recommended for hot water. What is the seal flush plan? This service would normally be Plan 23 in our plant. What is the configuration of the pump? Pending those answers, I can speculate.
The faces look like they could be carbon (on the left) against Silicon Carbide (on the right). That is a better combination that SiC /SiC. The flush plan may be dead-headed or Plan 11. Either way, there does not seem to be enough cooling. In, what appears to be very hard, hot water, the heat generated by the seal is causing minerals to plate out on the face. There is flashing between the faces. There may be metal particles in the water, as well.
Because the seal flush plan is inadequate, the seal runs hot. Flashing between the seal faces opens the faces, allowing hard particles (metal or minerals) to become embedded in the carbon face which grinds into the hard face until if fails.
I would convert to carbon versus silicon (if it is hard on hard). I would convert to a Plan 23 flush with a magnetic separator. Depending on the type of pump, I might recommend other changes.
According to the pump supplier the mechanical seal faces supplied are Carbon graphite/stainless steel. The pump used is quite a basic industrial centrifugal and having had a look at the API seal flush plans (in this table https://www.flowserve.com/sites/default/files/2016...) I can"t identify how it is flushed (if at all). Based on your insight it does sound as though there is flashing between the faces and possibly scale being deposited in the process leading to increased wear.
So I guess as long as we"re operating at this elevated temperature with such a basic pump the seals are going to continue to fail, regardless of material used.
It might be possible for us to lower the temperature that we are using in the system to mitigate this flashing. Say we reduced the temperature to 160 degrees would we see a significant increase in seal longevity do you think?
Also if you have any recommendations on reading material for specifying mechanical seals I"d be grateful. Specifying seals is something I too often rely on pump suppliers to carry out. RE: Seal failure on hot water application
Stainless steel is not a very good face material. That is the face that is getting the most damage. Normally, you would expect the softer material (carbon graphite) to wear more than the hard face. But, in reality, the particles embed in to the carbon which becomes the grinder and it cuts into the hard material. That is what the pictures look like to me. If the hard face was Silicon Carbide, it would last much longer than stainless steel.
Dropping the temperature of the entire process is usually not practical. I would concentrate on lowering the temperature at the seal. So, these are my recommendations:
We have a seal selection guideline that we developed ourselves. I don"t think I am at liberty to share that. Our document is based on API 682. That is probably where you should start.
When I asked what type of pump, I was referring to the configuration: Vertical turbine, vertical in-line, horizontal overhung, horizontal between bearings, etc. If it only has one seal chamber, I am assuming it is probably horizontal overhung. Open face impeller or enclosed? Wear rings on both sides of the impeller? Balance holes through the impeller? Does the seal chamber run at suction pressure or at discharge pressure? A cross-sectional drawing would be nice. A manufacturer and model would allow me to look it up myself.
The pump is horizontal overhung. The impeller is semi-open. It doesn"t appear to have wear rings nor balance holes. I am assuming the seal chamber is running at discharge pressure - given the rapid leak that developed when the seal failed. I"ve attached a very basic exploded view of the pump type from the supplier.
I will request a replacement seal in carbon graphite vs. silicone carbide. You mention tungsten carbide would not work as well - what"s the reason for this?
I"m not sure it"s possible to retrospectively install a seal flush arrangement on this pump type, even type 11, though I will ask the supplier. The pump they"ve specified does not meet the duty requirements so I"m a little annoyed.
After looking at data from the inboard temperature probe, the pump is often running at 185 degrees. Our process allows to run a little cooler, so I intend to change the maximum operating temperature to 167 degrees. Hopefully this combined with the alternative seal material will prolong the life of the mechanical seal.
Much smaller and simpler pump than I was picturing. Tungsten Carbide will heat check more readily than Silicon Carbide. But, for this pump, you may have few option. From best to worse would be Silicon Carbide, Tungsten Carbide, ceramic, stainless steel, bronze. Go as far up that chain as you can.
Just as an addition to what Johnny has said; check that the carbon face is antimony bound rather than resin bound. The former is more resistant to blistering and a better conductor of heat.
However, 82 degC is not so bad for hot water, but you have to remeber that the seals themselves generate face and viscous heat, which raises the temperature still further. Water is a very poor lubricant for mech seal faces. Some seal manufactures employ face modifying features such as "lube grooves", hydropads, wavy faces etc. which can help to move the point at which the water flashes nearer to the face I.D. and/or increase the film thickness and thus lubricity. You might want to talk to your seal supplier and see what they can offer.



 8613371530291
8613371530291