
centrifugal mud pump manufacturers brands
Continental Emsco Drilling Products, Inc., which consisted of Emsco drilling machinery and Wilson mobile rigs, was purchased by National-Oilwell, Inc on July 7, 1999. To our knowledge, no pumps have been manufactured and sold under the Emsco brand name since National-Oilwell acquired them.
Fairbanks Morse pumps are currently manufactured in Kansas City, Kansas. Fairbanks Morse is a division of Pentair ever since August, 1997 when Pentair purchased the General Signal Pump Group.
Gaso pumps are manufactured by National Oilwell Varco. Gaso was acquired as "Wheatley Gaso" by National-Oilwell in the year 2000. At the time, Wheatley Gaso was owned by Halliburton.
Skytop Brewster pumps are no longer available as new pumps. Skytop Brewster(Cnsld Gold), a unit of Hansen PLC"s Consolidated Gold Fields subsidiary, was acquired while in bankruptcy by National-Oilwell, Inc. in November, 1999.

Distributor of heavy duty submersible mud, sand, sludge & slurry pumps. Specifications of pumps include 5 hp to 30 hp motor, three phase, 208 V to 575 V, 6.8 A to 39 A, 3 in. to 6 in. NPT sizes, 38 ft. to 134 ft. head size & 475 gpm to 1,690 gpm flow rate. Features include impellers, wear plates & agitators made from abrasive resistant 28 percent chrome iron, process hardened ductile iron volutes casted with thick walls, class H motor insulation, double silicon carbide mechanical seals, heavy duty lip seal & stainless steel shaft & shaft sleeve. Sand, sludge & slurry pumps are used in mines, quarries, dredging, coal & ore slurries, sewage treatment plants & steel mills. UL listed. CSA approved. Meets OSHA standards.

For the successful execution of your projects, it is important to find an appropriate company with a good track record. We help you in connecting with the top mud pump manufacturers and companies and get the best quotation.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
Yes. We help you find the best mud pumps irrespective of your location. We simplify your search by connecting you with top mud pump manufacturers and mud pump companies in your location, according to your budget and business requirement.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
The different parts of a mud pump are Housing itself, Liner with packing, Cover plus packing, Piston and piston rod, Suction valve and discharge valve with their seats, Stuffing box (only in double-acting pumps), Gland (only in double-acting pumps), and Pulsation dampener. A mud pump also includes mud pump liner, mud pump piston, modules, hydraulic seat pullers along with other parts.
The wearing parts of a mud pump should be checked frequently for repairing needs or replacement. The wearing parts include pump casing, bearings, impeller, piston, liner, etc. Advanced anti-wear measures should be taken up to enhance the service life of the wearing parts. This can effectively bring down the project costs and improve production efficiency.

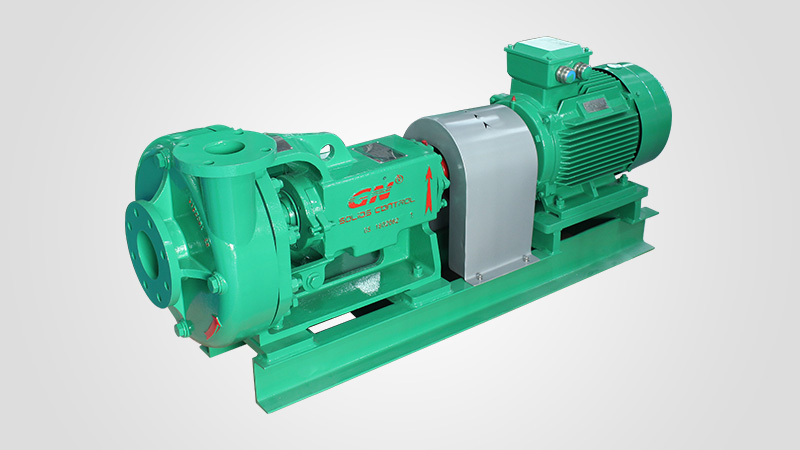
GNSB Series Centrifugal pump is used for transferring slurry or mud or water. It can be used as feeding pump for desander, desilter, or used as mixing pump for Jet Mud Mixer. Also it can be used as trip pump, and supercharging pump for rig mud pump. All GN model centrifugal pump use tungsten carbide mechanical seal, with famous brand Bearing. And spare parts interchangeable with most of the international Brand pump which helps customer to source spare parts easily. Open impeller design that lowers axial thrust loads, and make it easier for installation, repair and maintenance.
The skid for supporting pump and motor is made from casting instead of welding to provide reliable operation and less vibration in a result to extend the pump and motor life.
GN Centrifugal pump has been exported to many overseas countries. The reliable quality and cost effective solutions has helped GN Solids Control to win many orders of centrifugal pump from the world. With our branches and partners around the world, clients can get GN centrifugal pump and parts from local warehouses to save delivery time.

Having a quality mud pump is a critical part of keeping your oil well drilling system running as smoothly as possible. Dragon carries a wide range of mud pumps for systems of all kinds and jobs of all sizes. We also carry a 50 BPM mud mixing table to make drilling fluid mixing more efficient and accurate so you can always get the job done safely and correctly. View our full well service pump and mud pump selection to find the right system for your job site, or check out the rest of our drilling rigs for even more options.

A centrifugal pump has a relatively straightforward design: a casing with a discharge valve houses an impeller with multiple blades which turns on a mechanically powered rotating shaft. As the shaft rotates, this pumping motion increases the pressure of the liquid passing through the casing via kinetic energy generated by the blades on the impeller. Once the fluid"s pressure is increased, it passes through the pump through the discharge valve. Centrifugal force is combined with positive displacement to sustain the operation.
This basic design allows pumps to be installed in larger mechanical systems or engines, from automotive engines to water treatment plants. Because centrifugal pumps often work with a variety of different fluids, from water to acids to oil, the casings are usually made from fairly hardy materials such as stainless steel, cast iron, or aluminum. The pumps usually have a weep hole, which is an opening on the underside of the pump that is used to help spot the first signs of mechanical seal failure. The mechanical seal is used to create a barrier between the motor and the water so that unwanted fluid does not go into the engine or motor. When the weep hole leaks, the pump will probably need repair or replacement.
High pressure or an overabundance of oxygen, specifically pockets of air within the casing that can develop when the pump is not being used and the casing is empty, can disrupt the operation of centrifugal pumps. Many pumps need to be regularly primed or checked for air pockets to ensure a seamless operation. The formation of air pockets is frequently referred to as cavitation.
The earliest conceptual incarnation of the centrifugal pump originated during the Italian Renaissance thanks to an engineer known as Francesco di Giorgio Martini, who described a mud lifting machine in a treatise in 1475. The more modern and recognizable form of the pump, with its straight vanes, did not appear until Denis Papin designed it during the 17th century. However, it wasn’t until the 19th century that the next major advance in the field was made. In 1851, John Appold unveiled his design for a centrifugal pump with a curved vane, which won him a council medal at that year’s Great Exhibition at the Crystal Palace. The curved vane was three times as efficient as any of the preexisting straight vane pumps, and had a profound influence on the industry.
While all centrifugal pumps use positive displacement as part of their operating procedure, they are differentiated from positive displacement pumps by the fact that they also increase the speed of the liquid moving through the pump, while positive displacement pumps simply move the liquid at the same speed. Positive displacement pumps include a lobe, screw, peristaltic, and a gear pump configuration.
A gear pump creates positive displacement by way of multiple meshing gears. There are two main types of gear pumps, internal and external. An internal gear pump uses a combination of an internal and external gear spur, while an external pump uses two external gear spurs. The fluid processed by these pumps moves at a steady rate per each revolution. Gear pumps are most frequently used in hydraulic fluid power operations.
Most vehicles built in the United States during the 20th century use a centrifugal water pump to provide water to the engine. The impeller of the water pump can sometimes be modified to increase the flow rate of the pump and the subsequent performance of the engine.
In fact, most centrifugal pumps differentiate themselves by modifying either the impeller or the discharge apparatus. The curvature and depth of the impeller vanes or blades has a significant impact on the operation of the pump. The impeller itself can also either be left open or closed. In a closed situation, a plate or other enclosure is affixed to the impeller blades. This has been shown to increase the flow rate in some applications, depending upon the specific fluid that the pump is processing.
The size of the discharge apparatus, combined with the speed of the shaft, can also significantly impact flow rate. However, it is vital that any modification of a pump does not unduly increase the “head” or pressure within the system. This pressure is measured in pounds per inch, or PSI, and refers to the force exerted by the fluid within the pump.
Have a vertical shaft attached to a perpendicular impeller. The lifting action of the impeller vanes pushes the liquid within the pump upwards in an axial flow pump. A jet pump aids the operation of a centrifugal pump by increasing suction, while a submersible pump is installed underground. True to its name, a submersible pump is almost constantly inundated with liquid, and therefore is a self-priming pump: air pockets rarely form within the suction line because water or another liquid is always being circulated through the pump.
While most pumps are powered mechanically, some pumps are powered by a hydraulic motor. Submersible pumps can be powered electrically. The power cords to these pumps are encased in a durable, waterproof cover, usually layered with thick rubber. Because they are more difficult to maintain, electric pumps tend to be smaller, such as a 12 volt pump, and deployed for specific operations, such as pumping out a flooded structure. The pump can be placed on a floating rig with an outbound discharge hose and allowed to gradually pump out the unneeded water. These pumps are sometimes also referred to as sump pumps.
Designed to work with abrasive fluids, including bleach, resin, acid, and an array of other toxic, often corrosive, materials. These can be useful in industrial operations. Well pumps, meanwhile, pump water from an underground region to a higher location within a given structure. Well pumps are often used to provide water for apartment buildings or other large structures, and often work in concert with a pressure tank.
Although they are primarily designed to deal with liquid, the centrifugal pumps can occasionally handle liquids that are contaminated with other materials, such as twigs, small rocks or sand, or other debris. These types of pumps are known as trash pumps, and are generally used in wastewater treatment plants or sewage operations. A trash pump is typically able to pump thousands of gallons of water per minute, a measurement that is referred to as the flow rate, and manages the thicker, more viscous liquid by way of a very large discharge opening and much deeper impeller vanes than are found on a typical centrifugal pump. There are several different subsets of trash pumps, including semi-trash pumps, and other pumps that handle liquids with specific particulate size limits. A dewatering pump, for example, can process non-hazardous water with particulate matter up to 0.25” in diameter. Some dewatering pumps are completely submersible and can operate from any position, including upside down.
A type of radial flow pump in which the fluid enters the impeller from both sides. Due to the extending of the shaft into the suction passage, double suction pumps are limited to pumping clear liquids.
Designed with wide unblocked passageways and are an intermediate pump between radial and axial flow pumps. Mixed flow pumps develop the pressure partially with centrifugal force and partially with the lift of the impeller vanes on the liquid.
Can be either horizontal or vertical, consist of two or more pumps of similar capacity that discharge into each other in a series. Progressively the pumps develop a total head, the sum of the heads that each pump has developed. A common shaft with several impellers, each with its own volute, is rotated by a power supply, building up pressure in stages.
Take in liquid through the center of the impeller and move it out along the impeller blades at a 90-degree angle to the pump shaft. Radial flow pumps develop the pressure only with centrifugal force.
A type of radial flow pump in which the fluid enters the impeller from one side, and the shaft does not reach into the suction passage. Single-end suction pumps are used in applications where there are large solids, such as rags and trash, that would normally clog the pump.
Designed to have only the casing and the impeller submerged in the pumpage for priming and the support bearings for the rotating element in a dry environment.
Have no throttle or bumper bushings or any rings at the impeller or submerged below the maximum normal water level, and they are used in applications, such as a sump or tank, in which it is necessary not to have a bearing in the pumpage.
Inefficiently designed pumps in which the impeller is recessed into the volute. However, vortex pumps are practical in applications that require pumping of excessive solids.
While a certain threshold of increased pressure is needed to make the pump operate successfully, too much head can unbalance the pump, causing damage. Depending on the amount of pressure, a pump can occasionally tear free from its moorings, known as shock mounts, and wreak havoc on an engine or surrounding assemblies. In order to avoid this unfortunate circumstance, pump owners should regularly prime their pumps to avoid cavitation, and make sure that they are not attempting to force too much liquid through their system too quickly. Operating a pump with a motor that is moving too quickly can also result in a build-up of unwanted head, thereby damaging the pump.
Frequent cavitation also damages the components within the pump. This happens because the impeller blades become pitted when the air pockets explode under pressure. Priming the pump at regular intervals will prevent undue cavitation, although over the working lifetime of a pump some amount of cavitation is likely to occur.
Because of their wide range of applications, centrifugal pumps are manufactured by a number of different companies for different purposes. Generally speaking, the pumps will increase in size and power for heavier industrial applications, while smaller pumps are used for less intensive operations. The industrial centrifugal pump manufacturing market has created pumps with 40,000 gallon per minute flow rates. This flow rate would not be necessary in a smaller application, such as in a car or in a well pump in a single family home.
Manufacturers are also experimenting with the use of thermoplastics and fluorocarbons as opposed to metal for use in the seals of pumps. These types of materials tend to resist corrosion better than metal, and therefore can increase the longevity of the pump without compromising the production of kinetic energy or centrifugal force. However, the use of stainless steel, cast iron, and aluminum is still typical for the exterior casings, although plastic is occasionally suitable as a material.
The need for jet pumps has also decreased in recent years as manufacturers have become more adept at designing pumps that provide ample suction without the need for additional assistance. However, depending on the viscosity of the fluid and any corresponding debris, a jet pump may still be needed.
In any case, a client who is attempting to find the best manufacturer for their needs should first be able to specifically articulate the application for which they will be using the pump. A client who is attempting to install a series of drainage pumps across a wide variety of low-lying properties will have different needs than a client who wishes to operate an aftermarket parts company that will sell modified water pumps for higher automotive engine performance. Similarly, it is vital that the client understands the kind of fluid they will be dealing with and its relative purity. In the case of the client who is seeking a manufacturer for drainage pumps, the water that the pumps will encounter will likely have some form of debris or small particulate matter contained within it. The aftermarket parts company, on the other hand, will likely be dealing with relatively clean water that has little to no debris. In each case, the condition of the liquid will influence what kind of pump is appropriate for the task.
Many manufacturers prefer to produce “mill runs” or large batches of a given product. This is partially because a large production batch will decrease overhead costs while also guaranteeing a substantial sum for the company. Clients who are attempting to design a new version of a pump or improve upon the basic centrifugal pump design should first make prototypes of the design. These prototypes will enable the client to instigate a thorough round of testing, which will reveal any flaws or unexpected performance quirks of the pump before it is approved for mass production. Manufacturers are often able to recommend a machinist or other fabricator for this task if they do not have a department already dedicated specifically to prototype production.
The force applied by the atmosphere to the surface of the earth. Atmospheric pressure, the standard of which is 14.7 lbs per square inch, affects the operation of a pump.
An undesirable condition in which vacuum pockets form within the pump. The air pockets eventually implode under pressure, resulting in the pitting of the impeller and volute surfaces.
An apparatus in a discharge or suction line that permits flow in only one direction so as to prevent reverse flow and isolate the material being pumped.
A stationary casing, like a volute, that houses the moving impeller. Diffusers are compact in design, enabling the pump to create higher pressure heads.
The required amount of gallons per minute (gpm) of pump flow. Flow can also be expressed in gallons per hour (gph) and in million gallons per day (mdg).
A rotating disk with vanes of varying amounts attached to the “r” drive shaft that creates centrifugal force within the pump casing of a centrifugal pump. Impellers can be open or closed.
Pump components located on the impeller between the eye and the discharge side of the impeller. Impeller vanes direct the flow of the liquid to the outside diameter of the impeller.
Allowing the pump to disperse all air from the influent line of a circulating system by causing fluid to start flowing once again. Priming the pump is usually accomplished by either manually filing the volute or turning the pump on.
Stationary casing of a centrifugal pump that separates air and water and in which the impeller rotates. Volutes are spiral-shaped in order to facilitate the partial conversion of the velocity (kinetic) energy into pressure head as the water leaves the impeller.
A small opening located on the underside of the pump at which point the engine joins the pump. Weep holes provide the means to quick detection of a leak before water seeps into the oil sump of the engine.

A part of National Oilwell Varco, the Mission line of centrifugal pumps are equipped with innovative features to match the demanding nature of routine, corrosive and abrasive applications. Because of the need for a low pressure mud system, Mission 1780 Type W centrifugal pumps were introduced in 1950s to replace duplex pumps. The aim was to apply a high quality centrifugal pump with concentric systems that allowed for abrasive fluids to be mixed and transferred thereby lowering the initial and maintenance costs of drilling. As a result, centrifugal pumps with low pressure mud systems such as Mission 1780 Type W became the industry standard.
As well depths increased, so was the need for heavier mud weights and centrifugal pumps that could withstand greater horsepower load. This led to the launch of Mission Magnum- a centrifugal pump.
The Magnum has an open impeller design that contains wide-tipped vanes and a more tangential circumference of the suction allowing the pump to create a smoother flow pattern when handling abrasive fluids. The Magnum is available in Magnachrome™, hard iron, stainless steel, and aluminum bronze fluid ends. The pumps can be unitized with electric motors, diesel engines, and hydraulic motors (horizontal, vertical, or close-coupled configuration).
Our pump engineering experts have the industry knowledge to gladly assist you with any questions, concerns, or inquiries you may have regarding the pumps & pump parts we distribute @ 800.560.7867.

The importance of pump manufacturers is rising across the globe. The pump manufacturing industry is one of the largest and fastest-growing industries globally. JEE Pumps was established in 1993. It has a tremendous demand for pumps of all kinds, including centrifugal pumps, reciprocating pumps, rotary vane pumps, screw pumps, magnetic drive pumps, and many others. In addition, manufacturing energy-efficient pumps tailored to engineering requirements are becoming the industry norm.
Several factors have contributed to this rapid growth in the industry. One of these is the increasing global population and its rising living standards. As people’s living standards improve, they tend to consume more resources like water or energy. This has led to a significant increase in demand for the products manufactured by companies in the pump manufacturing industry.
Another important factor driving this growth is rapid technological advancements and innovations that have made various types of pumps much more efficient and cost-effective. Overall, the pump manufacturing industry is expected to continue thriving in the years as some of the best pump manufacturers in the world compete making the market highly lucrative.
Grundfos, a European firm, is one of the largest pump manufacturers with a global reach spanning more than 130 countries. The company offers a wide range of pump solutions for water and wastewater applications and industrial, agricultural, and building services. Grundfos is headquartered in Denmark and has more than 50,000 employees across more than 100 countries. Grundfos has a strong commitment to sustainable development and provides energy-efficient solutions that reduce water consumption and greenhouse gas emissions.
Xylem is another leading player in the global pump market, operating in more than 150 countries. Xylem’s product portfolio includes pumps for water and wastewater applications and HVAC, industrial, and other commercial uses. In addition, the company has built a strong reputation for working on providing return water to major industrial complexes, residential buildings, and commercial estates. With over 16,500 employees serving customers and based out of New York, Xylem does business in three key segments: Water Infrastructure, Environment & Industrial, and Semiconductor.
KSB is a German pump manufacturer with a solid global presence. The company operates in more than 100 countries. It offers a wide range of pumps for water and wastewater applications and oil & gas, power generation, and other industries. KSB has been manufacturing pumps since 1898. Today, KSB Group comprises over 15 000 employees worldwide working to develop innovative solutions for its customers. KSB has a long history of innovation and is constantly developing new products and services to meet the needs of its customers.
JEE Pumps, an India-based company is one of the best pump manufacturers in the world. It manufactures and exports a wide range of pumps in agriculture, domestic, and industrial applications and caters to over 25 countries. Through its state-of-the-art manufacturing units, JEE Pumps manufactures a wide range of pumps such as submersible pumps, centrifugal pumps, jet pumps, etc. The company also offers customized solutions to meet the specific requirements of its clients. JEE Pumps has a team of experienced engineers who design the products as per the latest technology trends. The products offered by JEE Pumps are known for their high efficiency, low noise operation, and long service life.
Flowserve is one of the world’s largest suppliers of pumps and related flow control products and services. The company operates in more than 50 countries. It offers a comprehensive range of pumps for water and wastewater applications and the oil & gas, chemical, and other industries. Apart from pumps, it is also one of the world’s largest suppliers of valves, seals, automation, and services to power, oil, gas, chemical, and other industries.
Weir Group is a UK-based engineering company with a solid global presence. The company’s product portfolio includes a wide range of pumps for water and wastewater applications and mining, oil & gas, and other industries. The company operates in over 70 countries employing approximately 14,000 people focused on mining, oil and gas, and power markets.
Ebara Corporation is a Japanese company that manufactures and markets pumps, compressors, water treatment equipment, and other fluid handling products. The company is headquartered in Tokyo, Japan, and has manufacturing facilities in Japan, China, Italy, Brazil, and the United States. The company was founded in 1912 as Ebara Shokai by Saburosuke Ebara, and its first product was a hand-operated diaphragm pump. Over the years, it has captured a good market share in Southeast Asia with its innovative and reliable products.
Pedrollo SpA is an Italian-based company that manufactures pumps and other water-related products. The company was founded in the early 1900s, and it has since grown to become one of the leading pump manufacturers in the world. Pedrollo produces a wide range of pumps for various applications, including domestic, industrial, agricultural, and municipal. Some of the most popular Pedrollo pumps include submersible pumps, jet pumps, centrifugal pumps, and diaphragm pumps.
ITT Goulds Pumps is one of the oldest and most experienced pump manufacturers globally. The company started in Seneca Falls, New York, in 1848 and today has over 3,000 employees worldwide. Goulds Pumps offers a wide range of pumps for various applications, including industrial, municipal, residential, and agricultural. The company’s products are used in many industries, including mining, oil and gas, power generation, water and wastewater treatment, food and beverage processing, and more.
All the best pump manufacturers in the world rely heavily on providing quality and energy-efficient pump solutions. When choosing the pump manufacturer, you need to consider the location. Importing heavy-duty pumps can attract a lot of logistics costs that you can avoid by choosing a regional pump provider. Cost is another factor you need to consider. US and European suppliers charge a premium amount for products that you can get at a discounted rate from India or other Asian nations. Choosing the proper pump manufacturer can ensure your system’s reliable and cost-effective operations.

Our 20,000 sq.m production facility in China has designed and manufactured solely quality and specialty pumps for oil exploration and refinery sin1992

Ambica Machine Tools manufacturing industrial pumps and pumping equipment in ahmedabad india since 2006. Its a iso 9001 :2008 certified company we offer very good rang of industrial pumps and pumping equipment to fit the most demanding applications.
Wenzhou Johames Technology Co.,Ltd mainly manufacture and export industrial pumps with good reputation around home and abroad. Product is exported to Europe, North America, South America, Asia, Africa, more than 45 countries and regions.
CDR Pumps are a leading independent pump manufacturer, manufacturing pumps for the chemical and pharmaceutical Industries for more than 50 years. Our range includes mag-drive centrifugal pumps, chemical process pumps, regenerative turbine...
GREENTECH was founded in 2000, The company is professional blower and vacuum pump manufacturer specializing in producing and supplying full range of 2BV and 2BE series liquid ring vacuum pump, vacuum compressor etc.
EDUR is an international pump manufacturer for centrifugal pumps and industrial pumps. Our portfolio includes pump solutions in the areas of oil and gas, water technology, marine and individual custom solutions.
Being the best takes determination, dedication and a desire for excellence. Allflo pumps has demonstrated these qualities and more in its work with some of the biggest companies in Australia. Allflo pumps are firmly established as leading suppliers to all areas of industry.
Wuhan EvenWall Machinery Co., Ltd. specialized in even wall thickness stator and hollow rotor for progressive cavity pump, even wall thickness stator for mineral oil transportation(artificial lift), multi lobe power section for downhole drilling motor(mud motor).
mission magnum, mission 2500 supreme, mcm250 centrifugal pump, mechanical seal, demco butterfly valve, kemper hammerseal union, varco tong dies, demco mud gate valve and oteco pressure gauge
air operated diaphragm pump,including metal and non-metal series, widely applied in chemical, paints & coatings, food processing, pharmaceutical, construction, mining, utilities, pulp & paper, metal finishing
ERDURO has been in business since 1972, It is a Turkish owned company dedicated to the manufacture and commercialization of industrial pumps. Our wide range of products includes single stage and multistage pump
Sumy Pumping Equipment” Ltd. (Sumska nasosna tekhnika) is a modern, rapidly growing company that has proved itself in the market of pumping equipment in Ukraine and CIS countries as a reliable manufacturer of high-quality pumps and spare parts.
Shijiazhuang Jiurun Pump Co., Ltd is a pump engineering, manufacturing and distribution company for industrial, municipal and dewatering applications. With over 60 years’ expertise, we have developed great reputation by serving the mining, power, metallurgy, dredging, petroleum

The trash pump does not grind the materials that it receives. Cast iron, aluminum, steel, and stainless steel are all possible materials used to construct trash pumps. Trash pumps use a big inlet and strong power to pick up debris while delivering maximum pressure and discharge flow. A trash pump can be powered by alternating electricity, direct current, compressed air, gas, diesel, or solar energy.
When a trash pump is operating, contaminated water is sucked in. By creating a low-pressure space inside the pump cavity, the pump sucks in the fluid. A trash pump’s impeller generates the water"s kinetic energy. Water is moved axially and radially by the impeller blades" centrifugal force. To further compress the water, the filtered water is directed into the volute casing while the debris and other solid particles are transported toward the pump’s central hub.
The speed is converted into pressure energy via the volute case. This power aids in processing the fluid through the pump. A trash pump should be switched when water stops moving through a pipe. A trash pump should not be used to pump gasoline, caustic chemicals, or other fuels due to the damage these materials can have on the pump. Safety and mechanical issues could result from this process.
It is important to check the water’s temperature when using a trash pump. High-temperature water can cause cavitation issues (where static pressure forms pockets of vapor-filled cavities in a liquid), boil when pulled in, harm the pump"s impeller, and have a high vapor pressure.
Trash pumps have special capabilities that enable them to move enormous volumes of liquids that are heavily contaminated with particles and rubbish. These abilities are a result of their components; some of these components are discussed below.
Trash pumps utilize an impeller, a revolving part of a centrifugal pump, which helps limit clogging. The impeller raises the liquid"s pressure and flow by accelerating fluids away from the rotor. The fluid"s increased pressure and flow decrease the likelihood of clogging. An impeller does not grind down the garbage and other debris; they are propelled out whole. The fibrous materials, solids, and grit are directed through the pump without grinding because of the liquid vortex the impeller generates in the casing.
A pump may become clogged if materials enter that are greater than the pump’s capacity. Strainers are installed at the inlet of trash pumps to stop debris and other materials from entering which are larger than the pump"s volume. It is also essential to make sure the strainer is always submerged for it to perform its job.
Trash pumps self-prime. The priming process is performed in order to remove air and vapor from the pump and the suction line. The priming procedure entails pushing air out of the pump and replacing it with fluid, such as water. No pumping will occur if priming is not performed. A self-primer guarantees that there is always liquid in the priming chamber. If fluid levels need to be raised before starting an engine, a switch will be activated to indicate that manual priming must be performed.
Although trash pumps all serve the same general purpose, variations exist to better serve specific applications. We examine a few trash pump varieties below.
Positive displacement pumps move fluids through pistons, gears, diaphragms, and other components. A vacuum is produced when a fluid enters their fixed chamber and is pumped out. This vacuum is also useful for moving objects. Displacement pumps work well when pumping viscous liquids under high pressure.
Syringe pumps handle materials that need precise flow rates at precise times. The two types of syringe pumps are infusion pumps, which process fluid under tightly-controlled pressures, and withdrawal pumps, which are used to remove fluids.



 8613371530291
8613371530291