
diy well drilling mud pump made in china

Find W series mud pump from pressure grouting pump manufacturer - Saigao gruop in China. The W series mud pump can be widely used in all kinds of works in oil field, which is su...

Jining luheng machinery equipment co.,as one branch of Shandogn Hengwang Group Co.Ltd. is the professional manufacturer of Pile driver,Drilling rig,Road construction machine . With more than 300 workers and 25 Senior engineers,high quality produts and best after sales service can both be guaranteed. main clients are around Southeast Asia,Mid East and South America. Welcome visit our factory and sent inquiry to us.

For the successful execution of your projects, it is important to find an appropriate company with a good track record. We help you in connecting with the top mud pump manufacturers and companies and get the best quotation.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
Yes. We help you find the best mud pumps irrespective of your location. We simplify your search by connecting you with top mud pump manufacturers and mud pump companies in your location, according to your budget and business requirement.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
The different parts of a mud pump are Housing itself, Liner with packing, Cover plus packing, Piston and piston rod, Suction valve and discharge valve with their seats, Stuffing box (only in double-acting pumps), Gland (only in double-acting pumps), and Pulsation dampener. A mud pump also includes mud pump liner, mud pump piston, modules, hydraulic seat pullers along with other parts.
The wearing parts of a mud pump should be checked frequently for repairing needs or replacement. The wearing parts include pump casing, bearings, impeller, piston, liner, etc. Advanced anti-wear measures should be taken up to enhance the service life of the wearing parts. This can effectively bring down the project costs and improve production efficiency.

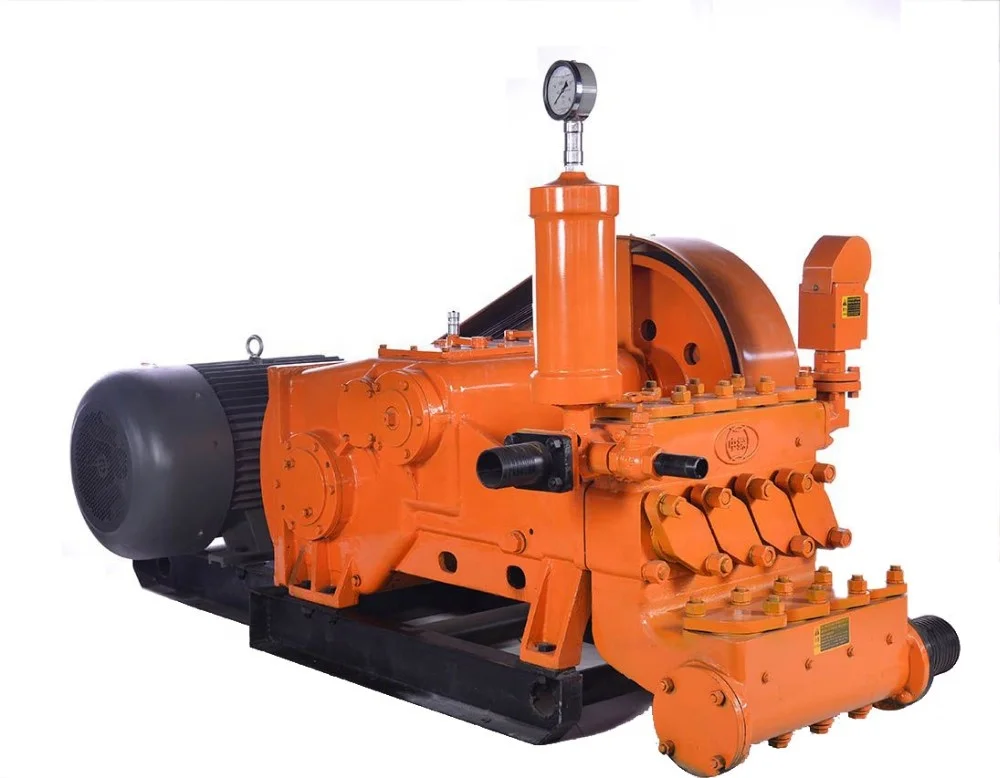
BW850/2 heavy duty slurry pump is a horizontal, triplex reciprocating plunger pump. It has the advantages of compact construction, light weight, readily movable and easy to be operated etc. The pump can be driven by electric motor or diesel engine according to the requirement of the customer in order.

Mudslayer Portable Mud System built by a well driller for well drillers, saving their backs and their bottom line. This shaker system was designed by Jim LaPorte, professional water well driller in California for 30 years. Jim realized he needed a reliable mud system that did not require an enormous amount of training and extensive technical education to operate.
The idea of the MudSlayer was born. This mud shaker does not require an experienced user that has a P.H.D. in engineering to operate. This baby is simple, affordable and dependable. It has the power to move the mud, remove the solids and make your well drilling more productive. Saves you time money and stress, and maximizes safety and productivity
We have a two axle towable trailer to move this unit easily and where it needs to go and electric brakes for extra stopping power. Four hydraulic outriggers come standard and make your setup quick and easy. The 500 G.P.M. lift pump is also mounted on a hydraulic boom to insure safety and reduce the risk of back injury.
The unit comes standard with a 2" X 3" X 8 5/8" desanding and mudmixing pump. The drilling or charge pump is a choice of 3x4 mission magnum centrifugal pump or 4.5"x5" American manufacturing duplex pump for drilling most domestic wells or charging most duplex pumps.

We are a large drilling tools, Drilling rig spares, Water well drilling and mining pump part, Drilling mud pumps and Fluid End Expendables and mud pump spare parts manufacturer in China.
We make all fluid end modules, Ceramic liners, Hy-chrome liners, rubber replaceable and bonded urethane pistons and all spares for popular brand mud pumps.

Mud hog pump is used to circulate oil drilling mud on a drilling rig at high pressure. Drilling fluid or oil drilling mud is circulated down through the drill string, to help cool, lubricate and clean the drill head, and back through the annulus at high pressures. The drilling mud is also used to suspend and carry out drill cuttings from the drill head as it is brought in and out of the hole.
We can provide more types of mud pumps than other oil well drilling equipment suppliers, and the classification methods are different. There are roughly the following types:
According to the number of times a piston reciprocates in a cylinder to inhale or discharge liquid once, it is divided into sing-acting pump and double-acting pump.
According to different driven method, it is divided into diesel mud pump and electric mud pump.It depends on fuel or energy which is available on around area of drilling rigs.
5.Parallel gearbox design, separate oil pump, sufficient power supply, reasonable distribution, unique design of hydraulic system, simple maintenance and low cost

In geotechnical engineering, drilling fluid, also called drilling mud, is used to aid the drilling of boreholes into the earth. Often used while drilling oil and natural gas wells and on exploration drilling rigs, drilling fluids are also used for much simpler boreholes, such as water wells. One of the functions of drilling mud is to carry cuttings out of the hole.
The three main categories of drilling fluids are water-based muds (WBs), which can be dispersed and non-dispersed; non-aqueous muds, usually called oil-based muds (OBs); and gaseous drilling fluid, in which a wide range of gases can be used. Along with their formatives, these are used along with appropriate polymer and clay additives for drilling various oil and gas formations.
The main functions of drilling fluids include providing hydrostatic pressure to prevent formation fluids from entering into the well bore, keeping the drill bit cool and clean during drilling, carrying out drill cuttings, and suspending the drill cuttings while drilling is paused and when the drilling assembly is brought in and out of the hole. The drilling fluid used for a particular job is selected to avoid formation damage and to limit corrosion.
Many types of drilling fluids are used on a day-to-day basis. Some wells require different types to be used in different parts of the hole, or that some types be used in combination with others. The various types of fluid generally fall into broad categories:
Water-based mud (WBM): Most water-based mud systems begin with water, then clays and other chemicals are added to create a homogeneous blend with viscosity between chocolate milk and a malt. The clay is usually a combination of native clays that are suspended in the fluid while drilling, or specific types of clay processed and sold as additives for the WBM system. The most common type is bentonite, called "gel" in the oilfield. The name likely refers to the fluid viscosity as very thin and free-flowing (like chocolate milk) while being pumped, but when pumping is stopped, the static fluid congeals to a "gel" that resists flow. When adequate pumping force is applied to "break the gel," flow resumes and the fluid returns to its free-flowing state. Many other chemicals (e.g. potassium formate) are added to a WBM system to achieve desired effects, including: viscosity control, shale stability, enhance drilling rate of penetration, and cooling and lubricating of equipment.
Oil-based mud (OBM): Oil-based mud has a petroleum based fluid such as diesel fuel. Oil-based muds are used for increased lubricity, enhanced shale inhibition, and greater cleaning abilities with less viscosity. Oil-based muds also withstand greater heat without breaking down. The use of oil-based muds has special considerations of cost, environmental concerns such as disposal of cuttings in an appropriate place, and the exploratory disadvantages of using oil-based mud, especially in wildcat wells. Using an oil-based mud interferes with the geochemical analysis of cuttings and cores and with the determination of API gravity because the base fluid cannot be distinguished from oil that is returned from the formation.
Synthetic-based fluid (SBM) (Otherwise known as Low Toxicity Oil Based Mud or LTOBM): Synthetic-based fluid is a mud in which the base fluid is a synthetic oil. This is most often used on offshore rigs because it has the properties of an oil-based mud, but the toxicity of the fluid fumes are much less. This is important when the drilling crew works with the fluid in an enclosed space such as an offshore drilling rig. Synthetic-based fluid poses the same environmental and analysis problems as oil-based fluid.
On a drilling rig, mud is pumped from the casing, where it emerges from the top. Cuttings are then filtered out with either a shale shaker or the newer shale conveyor technology, and the mud returns to the mud pits. The mud pits allow the drilled "fines" to settle and the mud to be treated by adding chemicals and other substances.
The returning mud may contain natural gases or other flammable materials which will collect in and around the shale shaker / conveyor area or in other work areas. Because of the risk of a fire or an explosion if they ignite, special monitoring sensors and explosion-proof certified equipment is commonly installed, and workers are trained in safety precautions. The mud is then pumped back down the hole and further re-circulated. After testing, the mud is treated periodically in the mud pits to ensure it has desired properties that optimize and improve drilling efficiency and borehole stability.
Drilling fluid carries the rock excavated by the drill bit up to the surface. Its ability to do so depends on cutting size, shape, and density, and speed of fluid traveling up the well (annular velocity). These considerations are analogous to the ability of a stream to carry sediment. Large sand grains in a slow-moving stream settle to the stream bed, while small sand grains in a fast-moving stream are carried along with the water. The mud viscosity is an important property, as cuttings will settle to the bottom of the well if the viscosity is too low.
Most drilling muds are thixotropic (viscosity increases when static). This characteristic keeps the cuttings suspended when the mud is not flowing during, for example, maintenance.
High density fluids may clean holes adequately even with lower annular velocities (by increasing the buoyancy force acting on cuttings) but may have a negative impact if mud weight exceeds that needed to balance the pressure of surrounding rock (formation pressure), so mud weight is not usually increased for hole cleaning.
Higher rotary drill-string speeds introduce a circular component to annular flow path. This helical flow around the drill-string causes drill cuttings near the wall, where poor hole cleaning conditions occur, to move into higher transport regions of the annulus. Increased rotation speed is the one of the best methods for increasing hole cleaning in high angle and horizontal wells.
Heavy material that settles is referred to as sag, which causes a wide variation in the density of well fluid. This more frequently occurs in high angle and hot wells.
For effective solids controls, drill solids must be removed from mud on the 1st circulation from the well. If re-circulated, cuttings break into smaller pieces and are more difficult to remove.
If formation pressure increases, mud density should be increased to balance pressure and keep the wellbore stable. The most common weighting material is baryte. Unbalanced formation pressure will cause an unexpected influx (also known as a kick) of formation fluids into the wellbore possibly leading to a blowout from pressurized formation fluid.
Hydrostatic pressure = density of drilling fluid * true vertical depth * acceleration of gravity. If hydrostatic pressure is greater than or equal to formation pressure, formation fluid will not flow into the wellbore.
Hydrostatic pressure also controls the stress from tectonic forces, which can render wellbores unstable even when formation fluid pressure is balanced.
In practice, mud density should be limited to the minimum necessary for well control and wellbore stability. If too great it may fracture the formation.
Mud column pressure must exceed formation pressure, in this condition mud filtrate invades the formation, and a filter cake of mud is deposited on the wellbore wall.
Depending on the mud system in use, a number of additives can improve the filter cake (e.g. bentonite, natural & synthetic polymer, asphalt and gilsonite).
Chemical composition and mud properties must combine to provide a stable wellbore. Weight of the mud must be within the necessary range to balance the mechanical forces.
Wellbore instability = sloughing formations, which can cause tight hole conditions, bridges and fill on trips (same symptoms indicate hole cleaning problems).
In shales, mud weight is usually sufficient to balance formation stress, as these wells are usually stable. With water base mud, chemical differences can cause interactions between mud & shale that lead to softening of the native rock. Highly fractured, dry, brittle shales can be extremely unstable (leading to mechanical problems).
Various chemical inhibitors can control mud / shale interactions (calcium, potassium, salt, polymers, asphalt, glycols and oil – best for water sensitive formations)
To add inhibition, emulsified brine phase (calcium chloride) drilling fluids are used to reduce water activity and creates osmotic forces to prevent adsorption of water by Shales.
Lubrication based on the coefficient of friction.("Coefficient of friction" is how much friction on side of wellbore and collar size or drill pipe size to pull stuck pipe) Oil- and synthetic-based mud generally lubricate better than water-based mud (but the latter can be improved by the addition of lubricants).
Drilling fluids also support portion of drill-string or casing through buoyancy. Suspend in drilling fluid, buoyed by force equal to weight (or density) of mud, so reducing hook load at derrick.
Hydraulic energy provides power to mud motor for bit rotation and for MWD (measurement while drilling) and LWD (logging while drilling) tools. Hydraulic programs base on bit nozzles sizing for available mud pump horsepower to optimize jet impact at bottom well.
Mud loggers examine cuttings for mineral composition, visual sign of hydrocarbons and recorded mud logs of lithology, ROP, gas detection or geological parameters.
Mud should have thin, slick filter cake, with minimal solids in filter cake, wellbore with minimal cuttings, caving or bridges will prevent a good casing run to bottom. Circulate well bore until clean.
Mud low viscosity, mud parameters should be tolerant of formations being drilled, and drilling fluid composition, turbulent flow - low viscosity high pump rate, laminar flow - high viscosity, high pump rate.
Water based drilling fluid has very little toxicity, made from water, bentonite and baryte, all clay from mining operations, usually found in Wyoming and in Lunde, Telemark.
There are specific chemicals that can be used in water based drilling fluids that alone can be corrosive and toxic, such as hydrochloric acid. However,
Caustic (sodium hydroxide), anhydrous lime, soda ash, bentonite, baryte and polymers are the most common chemicals used in water based drilling fluids.
Water-based drilling mud most commonly consists of bentonite clay (gel) with additives such as barium sulfate (baryte), calcium carbonate (chalk) or hematite. Various thickeners are used to influence the viscosity of the fluid, e.g. xanthan gum, guar gum, glycol, carboxymethylcellulose, polyanionic cellulose (PAC), or starch. In turn, deflocculants are used to reduce viscosity of clay-based muds; anionic polyelectrolytes (e.g. acrylates, polyphosphates, lignosulfonates (Lig) or tannic acid derivates such as Quebracho) are frequently used. Red mud was the name for a Quebracho-based mixture, named after the color of the red tannic acid salts; it was commonly used in the 1940s to 1950s, then was made obsolete when lignosulfonates became available. Other components are added to provide various specific functional characteristics as listed above. Some other common additives include lubricants, shale inhibitors, fluid loss additives (to control loss of drilling fluids into permeable formations). A weighting agent such as baryte is added to increase the overall density of the drilling fluid so that sufficient bottom hole pressure can be maintained thereby preventing an unwanted (and often dangerous) influx of formation fluids
Freshwater mud: Low pH mud (7.0–9.5) that includes spud, bentonite, natural, phosphate treated muds, organic mud and organic colloid treated mud. high pH mud example alkaline tannate treated muds are above 9.5 in pH.
Water based drilling mud that represses hydration and dispersion of clay – There are 4 types: high pH lime muds, low pH gypsum, seawater and saturated salt water muds.
Low solids mud: These muds contain less than 3–6% solids by volume and weight less than 9.5 lbs/gal. Most muds of this type are water-based with varying quantities of bentonite and a polymer.
Oil based mud: Oil based muds contain oil as the continuous phase and water as a contaminant, and not an element in the design of the mud. They typically contain less than 5% (by volume) water. Oil-based muds are usually a mixture of diesel fuel and asphalt, however can be based on produced crude oil and mud
"Mud engineer" is the name given to an oil field service company individual who is charged with maintaining a drilling fluid or completion fluid system on an oil and/or gas drilling rig.mud engineer, or more properly drilling fluids engineer, is critical to the entire drilling operation because even small problems with mud can stop the whole operations on rig. The internationally accepted shift pattern at off-shore drilling operations is personnel (including mud engineers) work on a 28-day shift pattern, where they work for 28 continuous days and rest the following 28 days. In Europe this is more commonly a 21-day shift pattern.
In offshore drilling, with new technology and high total day costs, wells are being drilled extremely fast. Having two mud engineers makes economic sense to prevent down time due to drilling fluid difficulties. Two mud engineers also reduce insurance costs to oil companies for environmental damage that oil companies are responsible for during drilling and production. A senior mud engineer typically works in the day, and a junior mud engineer at night.
The cost of the drilling fluid is typically about 10% (may vary greatly) of the total cost of drilling a well, and demands competent mud engineers. Large cost savings result when the mud engineer and fluid performs adequately.
The compliance engineer is the most common name for a relatively new position in the oil field, emerging around 2002 due to new environmental regulations on synthetic mud in the United States. Previously, synthetic mud was regulated the same as water-based mud and could be disposed of in offshore waters due to low toxicity to marine organisms. New regulations restrict the amount of synthetic oil that can be discharged. These new regulations created a significant burden in the form of tests needed to determine the "ROC" or retention on cuttings, sampling to determine the percentage of crude oil in the drilling mud, and extensive documentation. No type of oil/synthetic based mud (or drilled cuttings contaminated with OBM/SBM) may be dumped in the North Sea. Contaminated mud must either be shipped back to shore in skips or processed on the rigs.
Clark, Peter E. (1995-01-01). "Drilling Mud Rheology and the API Recommended Measurements". SPE Production Operations Symposium. Society of Petroleum Engineers. doi:10.2118/29543-MS. ISBN 9781555634483.
v: 1. to assemble and join parts to form a complete unit (for example, to make up a string of drill pipe). 2. to screw together two threaded pieces. Compare break out. 3. to mix or prepare (for example, to make up a tank of mud). 4. to compensate for (for example, to make up for lost time).
n: a drilling rig in which the source of power is one or more internal-combustion engines and in which the power is distributed to rig components through mechanical devices (such as chains, sprockets, clutches, and shafts). Also called a power rig. Compare electric rig.
n: an employee of a drilling fluid supply company whose duty it is to test and maintain the drilling mud properties that are specified by the operator.
n: the recording of information derived from examination and analysis of formation cuttings made by the bit and of mud circulated out of the hole. A portion of the mud is diverted through a gas-detecting device. Cuttings brought up by the mud are examined under ultraviolet light to detect the presence of oil or gas. Mud logging is often carried out in a portable laboratory set up at the well site.
n: a measure of the density of a drilling fluid expressed as pounds per gallon, pounds per cubic foot, or kilograms per cubic metre. Mud weight is directly related to the amount of pressure the column of drilling mud exerts at the bottom of the hole.
n: an arrangement for producing a well in which one wellbore penetrates two or more petroleum-bearing formations. In one type, multiple tubing strings are suspended side by side in the production casing string, each a different length and each packed to prevent the commingling of different reservoir fluids. Each reservoir is then produced through its own tubing string. Alternatively, a small diameter production casing string may be provided for each reservoir, as in multiple miniaturized or multiple tubingless completions. See dual completion.

The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.
Solids control equipment including shakers, hydro-cyclones, and centrifuges are utilized to clean the drill cuttings from the drilling fluid, which then allows it to be reused and recirculated. The circuit includes the mixing of the drilling fluid in the rig tanks.
The drilling fluid is prepared to control fluid loss to the formation by the addition of chemicals or mineral agents. Commercial barite or other weighting agents are added to control the hydrostatic pressure exuded on the bottom of the well which controls formation pressures preventing fluid or gas intrusion into the wellbore.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy Pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.



 8613371530291
8613371530291