
drilling mud pump selection price

When choosing a size and type of mud pump for your drilling project, there are several factors to consider. These would include not only cost and size of pump that best fits your drilling rig, but also the diameter, depth and hole conditions you are drilling through. I know that this sounds like a lot to consider, but if you are set up the right way before the job starts, you will thank me later.
Recommended practice is to maintain a minimum of 100 to 150 feet per minute of uphole velocity for drill cuttings. Larger diameter wells for irrigation, agriculture or municipalities may violate this rule, because it may not be economically feasible to pump this much mud for the job. Uphole velocity is determined by the flow rate of the mud system, diameter of the borehole and the diameter of the drill pipe. There are many tools, including handbooks, rule of thumb, slide rule calculators and now apps on your handheld device, to calculate velocity. It is always good to remember the time it takes to get the cuttings off the bottom of the well. If you are drilling at 200 feet, then a 100-foot-per-minute velocity means that it would take two minutes to get the cuttings out of the hole. This is always a good reminder of what you are drilling through and how long ago it was that you drilled it. Ground conditions and rock formations are ever changing as you go deeper. Wouldn’t it be nice if they all remained the same?
Centrifugal-style mud pumps are very popular in our industry due to their size and weight, as well as flow rate capacity for an affordable price. There are many models and brands out there, and most of them are very good value. How does a centrifugal mud pump work? The rotation of the impeller accelerates the fluid into the volute or diffuser chamber. The added energy from the acceleration increases the velocity and pressure of the fluid. These pumps are known to be very inefficient. This means that it takes more energy to increase the flow and pressure of the fluid when compared to a piston-style pump. However, you have a significant advantage in flow rates from a centrifugal pump versus a piston pump. If you are drilling deeper wells with heavier cuttings, you will be forced at some point to use a piston-style mud pump. They have much higher efficiencies in transferring the input energy into flow and pressure, therefore resulting in much higher pressure capabilities.
Piston-style mud pumps utilize a piston or plunger that travels back and forth in a chamber known as a cylinder. These pumps are also called “positive displacement” pumps because they literally push the fluid forward. This fluid builds up pressure and forces a spring-loaded valve to open and allow the fluid to escape into the discharge piping of the pump and then down the borehole. Since the expansion process is much smaller (almost insignificant) compared to a centrifugal pump, there is much lower energy loss. Plunger-style pumps can develop upwards of 15,000 psi for well treatments and hydraulic fracturing. Centrifugal pumps, in comparison, usually operate below 300 psi. If you are comparing most drilling pumps, centrifugal pumps operate from 60 to 125 psi and piston pumps operate around 150 to 300 psi. There are many exceptions and special applications for drilling, but these numbers should cover 80 percent of all equipment operating out there.
The restriction of putting a piston-style mud pump onto drilling rigs has always been the physical size and weight to provide adequate flow and pressure to your drilling fluid. Because of this, the industry needed a new solution to this age-old issue.
As the senior design engineer for Ingersoll-Rand’s Deephole Drilling Business Unit, I had the distinct pleasure of working with him and incorporating his Centerline Mud Pump into our drilling rig platforms.
In the late ’90s — and perhaps even earlier — Ingersoll-Rand had tried several times to develop a hydraulic-driven mud pump that would last an acceptable life- and duty-cycle for a well drilling contractor. With all of our resources and design wisdom, we were unable to solve this problem. Not only did Miller provide a solution, thus saving the size and weight of a typical gear-driven mud pump, he also provided a new offering — a mono-cylinder mud pump. This double-acting piston pump provided as much mud flow and pressure as a standard 5 X 6 duplex pump with incredible size and weight savings.
The true innovation was providing the well driller a solution for their mud pump requirements that was the right size and weight to integrate into both existing and new drilling rigs. Regardless of drill rig manufacturer and hydraulic system design, Centerline has provided a mud pump integration on hundreds of customer’s drilling rigs. Both mono-cylinder and duplex-cylinder pumps can fit nicely on the deck, across the frame or even be configured for under-deck mounting. This would not be possible with conventional mud pump designs.
The second generation design for the Centerline Mud Pump is expected later this year, and I believe it will be a true game changer for this industry. It also will open up the application to many other industries that require a heavier-duty cycle for a piston pump application.

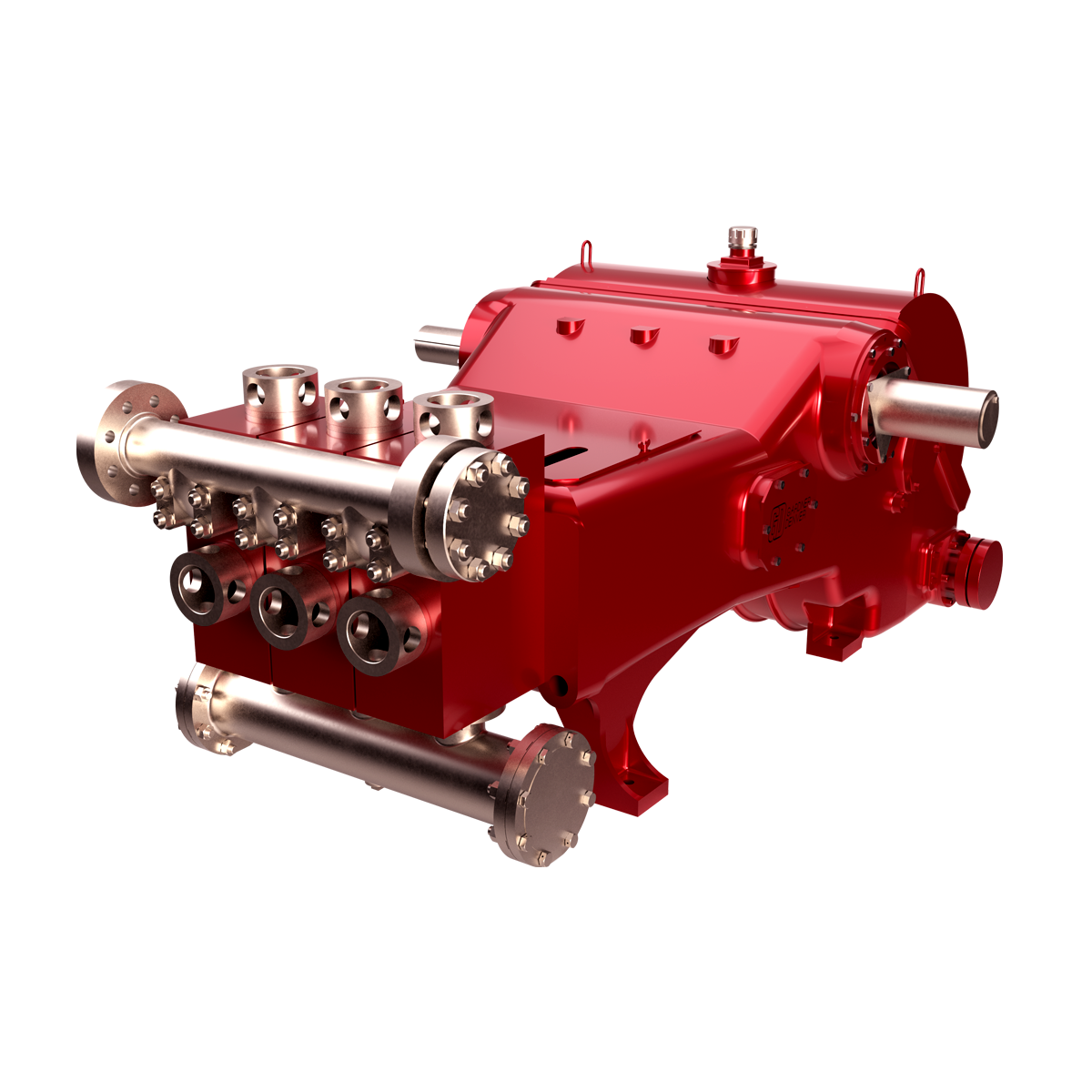
The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.

Explore a wide variety of drill mud pump on Alibaba.com and enjoy exquisite deals. The machines help maintain drilling mud circulation throughout the project. There are many models and brands available, each with outstanding value. These drill mud pump are efficient, durable, and completely waterproof. They are designed to lift water and mud with efficiency without using much energy or taking a lot of space.
The primary advantage of these drill mud pump is that they can raise water from greater depths. With the fast-changing technology, purchase machines that come with the best technology for optimum results. They should be well adapted to the overall configuration of the installation to perform various operations. Hence, quality products are needed for more efficiency and enjoyment of the machines" full life expectancy.
Alibaba.com offers a wide selection of products with innovative features. The products are designed for a wide range of flow rates that differ by brand. They provide cost-effective options catering to different consumer needs. When choosing the right drill mud pump for the drilling project, consider factors such as size, shape, and machine cost. More powerful tools are needed when dealing with large projects such as agriculture or irrigation.
Alibaba.com provides a wide range of drill mud pump to suit different tastes and budgets. The site has a large assortment of products from major suppliers on the market. The products are made of durable materials to avoid corrosion and premature wear during operations. The range of products and brands on the site assures quality and good value for money.
There are three types of mud pumps, depending on the type of client and the size they want. For general, mud pumps, there are three basic types of mud pumps, depending on the type of client and budget. The piston pump is another compressed mud pump, which is a pushed electric compressor mud pumps and by compressed air.@@@@@
Electric mud pumps are largely divided into three categories, among them the electric mud pumps and the semi-trash mud pumps. The piston inflated mud pumps are also classified in terms of the type of mud pumps, among them are electric mud pumps and semi-trash mud pumps. In addition, the piston inflates mud and mud pumps will be inflated by the piston, which is inflated mud pumps.
Welcome to Pickett Oilfield’s mud pumps web page. Our company has been in the oil & gas drilling equipment industry for over 38 years, supplying new and used mud pumps and mud pump parts to customers in practically every producing region in the world. We are here to serve all your drilling equipment needs – if you don’t see it on this site, just give us a call or email. We can get it, if you need it!
Pickett Oilfield, LLC offers prospective buyers and extensive selection of quality new and used oil & gas drilling equipment, including mud pumps and parts to choose from at competitive prices. Browse our inventory of mud pumps and mud pump parts for sale at competitive rates.For more information or to request a quote, please Contact Us at 936-336-5154 or email to Sales@PickettOilfield.com.

We, at Waters, provide high-standard, quality built mud pumps and its parts for oil and gas drilling operations on sale! We provide both sparingly used mud pumps and its parts to our customers in Houston and other areas in the United States.
The drop-down menu at the top lists the items we usually have in-stock. All of them are also normally available for sale or for rent. Rental products also include additional systems such as Triplex Mud Pumps (Diesel or Electric), Mud Tanks and Solids Control Equipment. For fast and easy equipment request, we have provided online forms customized to each specific area of interest. The photos below illustrate just a few of the items available in our inventory.
The mud pump is an integral part of drilling operations. Also called mud drilling pump, it is a kind of plunger pump or a reciprocating piston, which circulates the drilling fluid through the drill string and back up the annulus. The operation takes place under very high pressure of about 7,500 psi or 52,000 kPa.
Waters provide mud pumps of varying configurations and sizes according to our customer’s requirements. Every oil rig requires a different kind of mud pumps and parts. That is why, at Waters, we offer customized mud pumps according to your requirements. Be it the triplex or three-piston pump for the petroleum rig or the duplex mud pumps, we have with us a wide range of products to satisfy your oil rig specifications.
A mud pump is pivotal to rig drilling operations and at Watersintl, we attach great importance to the quality, make and build of every drilling rig mud pump that we offer for rental. With competition causing margins to shrink, the way to financial and operational success is mud pump rental.Operational efficiency is the key to success and a mud pump can actually be the single biggest contributor to drilling operations. With a lot riding on the capacity and rugged build of a mud pump, a rental is definitely a better choice.
We, at Waters, believe in quality over quantity. For the past five decades, we have gathered enough inputs and experiences to ensure our clients go satisfied after the purchase of our mud pumps and parts.
We, therefore, offer a comprehensive price range on our mud pumps for drilling in Houston. We have both sparingly used and new mud pumps to suit our customers’ requirements. Whatever your budget is, we will provide you the best choice in mud pumps and promise to deliver quality products at an affordable price range.
We know how difficult it is to find that one perfect part or the whole mud pump to fit in your drilling operations. That is why; we keep minimum delivery time to ensure our customers do not suffer downtime.
If you are looking for a mud pump, we would be happy to help! Just call us with your requirements or talk to our experts to know more about our mud pumps and other products!
At Watersintl, our specialization in equipment for drilling, lends us with greater exposure on the all- important mud pump, permitting us to offer the best models. Choose from a wide range of models that feature on our list of equipment available for rental. Benefit from our technical expertise that improves the operational efficiency and reliability of every single mud pump we offer on rent. The inspection routines and servicing that we follow transforms every mud pump into a rugged workhorse that will help you improve operational ability. Browse through our extensive list of drilling equipment and benefit from qualitative superiority and our reputation as one of the very best in the industry.

During drilling in Oil and Gas exploration, drilling mud or Bentonite is pumped into boreholes for multiple reasons. Pumping drill mud into boreholes cools the drill bit as well as bringing drill cuttings to the surface as the way in which mud is pumped into boreholes forms a closed loop system. The use of drilling mud also provides hydrostatic pressure to prevent liquids such as oil and gas rising to the surface, as drilling mud is thixotropic meaning when it is not agitated it stiffens forming a mud which is an effective liquid and gas barrier.

A well-placed suction stabilizer can also prevent pump chatter. Pump chatter occurs when energy is exchanged between the quick opening and closing of the reciprocating pump’s valves and the hammer effect from the centrifugal pump. Pump isolation with suction stabilizers is achieved when the charge pumps are isolated from reciprocating pumps and vice versa. The results are a smooth flow of pumped media devoid of agitating energies present in the pumped fluid.

The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.
Solids control equipment including shakers, hydro-cyclones, and centrifuges are utilized to clean the drill cuttings from the drilling fluid, which then allows it to be reused and recirculated. The circuit includes the mixing of the drilling fluid in the rig tanks.
The drilling fluid is prepared to control fluid loss to the formation by the addition of chemicals or mineral agents. Commercial barite or other weighting agents are added to control the hydrostatic pressure exuded on the bottom of the well which controls formation pressures preventing fluid or gas intrusion into the wellbore.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy Pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.

The purpose of this article is to present some guidelines and simplified techniques to size pumps and piping typically used in mud systems. If unusual circumstances exist such as unusually long or complicated pipe runs or if very heavy or viscous drilling muds are used, a qualified engineer should analyze the system in detail and calculate an exact solution.
To write about pumps, one must use words that are known and well understood. For example, the label on the lefthand side of any centrifugal pump curve is Total Head Feet. What does this mean?
Total Head remains constant for a particular pump operated at a constant speed regardless of the fluid being pumped. However, a pump’s pressure will increase as the fluid density (mud weight) increases according to the following relationship:
Note that the pump pressure almost doubled. It follows that the required pump horsepower has increased by the same percentage. If the pump required 50 HP for water service, it will require the following horsepower for 16 lb/gal mud:
To summarize, a pump’s Total Head remains constant for any fluid pumped, only the pump pressure and pump horsepower will change. Therefore, a pump motor must be sized according to the heaviest weight mud to be pumped.
In our example problem, the required desilter pressure head is 75 ft. for any mud weight. However, the pressure would be 30.3 PSIG for water or 43.6 PSIG for 12 lb mud or 58.1 PSIG for 16 lb mud. A good rule of thumb is that the required pressure (PSIG) equals 4 times the mud weight (12 LB/GAL x 4 = 48 PSIG).
Determine the required pressure head and flow rate. If the pump is to supply a device such as a mud mixing hopper or a desilter, consult the manufacturer’s information or sales representative to determine the optimum flow rate and pressure head required at the device. (On devices like desilters the pressure head losses downstream of the device are considered negligible and are usually disregarded.)
Select the basic pump to pump the desired flow rate. Its best to refer to a manufacturer’s pump curve for your particular pump. (See example – Figure 3).
The pump’s impeller may be machined to a smaller diameter to reduce its pressure for a given application. Refer to the manufacturer’s pump curves or manufacturer’s representative to determine the proper impeller diameter. Excessive pressure and flow should be avoided for the following reasons:
The pump must produce more than 75 FT-HD at the pump if 75 FT-HD is to be available at the desilter inlet and the pump’s capacity must be at least 800 GPM. Therefore, we should consider using one of the following pumps from the above list: 4″ x 5″ Pump 1750 RPM – 1000 GPM at 160 FT-HD; or 5″ x 6″ Pump 1750 RPM – 1200 GPM at 160 FT-HD.
The pump suction and discharge piping is generally the same diameter as the pump flange diameters. The resulting fluid velocities will then be within the recommended ranges of 4 to 10 FT/SEC for suction lines and 4 to 12 FT/
SEC for discharge lines. Circumstances may dictate that other pipe diameters be used, but remember to try to stay within the above velocity guidelines. Smaller pump discharge piping will create larger pressure drops in the piping
and the pump may not be able to pump the required amount of fluid. (For example, don’t use a 4″ discharge pipe on a 6″ x 8″ pump and expect the pump’s full fluid flow.)
6″ pipe may be used for the suction pipe since it is relatively short and straight and the pump suction is always flooded. 6″ pipe is fully acceptable for the discharge pipe and is a good choice since the desired header is probably 6″ pipe.
8″ pipe may be used for the suction pipe (V = 5.13 FT/SEC) since V is still greater than 4 FT/SEC. 8″ pipe would be preferred if the suction is long or the suction pit fluid level is low with respect to the pump.
Drilling-fluid costs can constitute a significant fraction of the overall costs of drilling a well. Often the cost is quoted per unit length drilled, which takes into account any problems encountered (and avoided), such as stuck pipe. In many cases, the cost ascribed to the fluid also includes costs associated with solids control/management and waste disposal.
Thus, it is just as important to minimize costs associated with these two aspects as it is to ensure that the drilling fluid fulfills its primary functions [Young & Robinson]. Muds that require special attention and equipment to control the levels and types of solids frequently incur higher costs. Likewise, muds that generate waste fluid and cuttings, which must be hauled off (and perhaps treated) rather than discharged directly into the environment, generally incur higher costs.
Until recently, waste WBMs did not require any treatment and could be discharged directly into the environment. However, a number of components in WBMs are becoming increasingly restricted or prohibited. Chrome-containing materials, such as chrome lignosulfonates, are prohibited in many areas by governmental regulations. Tight restrictions are imposed in many areas on chloride, nitrate, and potassium salts, or, more generally, on the total electrical conductivity of the mud. In the North Sea, use of polyacrylamide polymers, such as partially hydrolyzed polyacrylamide (PHPA), is also severely restricted. OBMs tend to be restricted even more than WBMs, especially offshore, and in many places they can be used only if a zero discharge strategy (sometimes called a closed loop system) is adopted [Lal & Thurber].

Mud pumps are essential equipment for any oil or gas well. They are used to move drilling mud and other fluids needed during the drilling process. To select the right mud pump for your well, you need to understand the different types available and what each one can do.
In this article, we will take a comprehensive look at mud pumps and provide you with all the information you need to make an informed purchase. We will also discuss how mud pumps are used in drilling operations and highlight some of their key features. By the end of this article, you will clearly understand what mud pumps are and what they can do for your well.
A mud pump is a type of reciprocating positive displacement pump that is specifically designed for use in drilling operations. It helps to circulate the drilling fluid (or “mud”) through the drill bit and back up to the surface. The mud pump also provides pressure to keep the drill bit from becoming plugged.
The pump creates suction that pulls the drilling fluid from the pit and then uses its piston to push the fluid back up the well. This action not only circulates the fluid but also helps to remove any cuttings or debris that may have been generated during the drilling process. Mud pumps are an essential part of the drilling process and are typically used in conjunction with other pumps, such as centrifugal pumps, to create a complete pumping system. Without a mud pump, drilling would not be possible.
There are many different types of mud pumps, each with its own advantages and disadvantages. However, pump experts generally understand the requirement and then suggest which type of pump design would be more efficient. Here are five of the most popular types:
Piston mud pumps are the most common type of mud pump. They use a piston to draw mud from the pit and then force it to the drill bit through the hose. Piston mud pumps are very durable and can handle a lot of pressure. However, they are also very loud and can be challenging to operate.
Plunger mud pumps work similarly to piston mud pumps, but they use a plunger instead of a piston. As a result, plunger mud pumps are quieter than piston mud pumps and are easier to operate. However, plunger mud pumps are not as durable and can only handle a limited amount of pressure.
Hydraulic mud pumps use hydraulic power to draw mud from the pit. They are very powerful and can handle a lot of pressure. However, these types of pumps are generally costly and can be challenging to operate.
Diaphragm mud pumps use a diaphragm to draw mud from the pit. They are less powerful than hydraulic mud pumps but are much cheaper. They are also easier to operate. These merits make such pumps more used in small scale operations.
Peristaltic mud pumps use peristaltic action to draw mud from the pit. They are the most expensive type of mud pump but are also the most powerful. Unfortunately, they are also the most difficult to operate. But given their operational power, they are used in large-scale mining and drilling operations.
Even though mud pumps are very lucrative for mining and drilling purposes, they exhibit many more merits, making them useful in other industries. Following are some of the main advantages of mud pumps:
Mud pumps help to increase the efficiency of drilling operations by allowing for fluid circulation and cooling of the drill bit. This results in faster drilling and less wear on the equipment.
Mud pumps also help to improve safety during drilling operations by providing a means to circulate and cool the drill bit, which reduces the risk of overheating and fire.
Mud pumps can also help to improve the accuracy of drilling operations by preventing the drill bit from wandering off course due to excessive heat build-up.
The use of mud pumps can also help to reduce the costs associated with drilling operations by reducing the need for frequent replacement of drill bits and other worn items.
The use of mud pumps can also help to increase the productivity of drilling operations by reducing the downtime associated with the frequent replacement of drill bits and other worn items.
Mud pumps are an essential part of the oil and gas industry, as they are used to pump drilling fluid (mud) into the drill hole. There are many different mud pumps, each with its own unique set of features and applications. A reliable pump expert will help you choose which pump to use where. Here are 10 of the most common applications for mud pumps:
Mud pumps are extensively used to circulate drilling fluid during the drilling process. This helps to cool and lubricate the drill bit and remove cuttings from the hole.
Mud pumps are also used in hydraulic fracturing operations, where high-pressure fluid is injected into the rock formation to create fractures. The pump helps to circulate the fracturing fluid and keep the pressure at the desired level.
Mud pumps are sometimes used in geothermal operations to circulate water or other fluids through the drilled well. This helps extract heat from the rock and bring it to the surface.
In coal seam gas extraction, mud pumps are used to circulate water and chemicals through the coal seam to dissolve the methane gas and make it easier to extract.
In potash mining, mud pumps are used to circulate brine solution through the ore body to dissolve the potassium chloride (potash) and pump it out of the mine.
Mud pumps are often used in water well drilling operations to circulate water through the drill hole and help flush out any cuttings or debris. Pump experts can customize mud pumps to suit this application.
In tunnelling operations, mud pumps can circulate a slurry of water and clay through the drilling area. This helps to stabilize the walls of the tunnel and prevent collapse.
Mud pumps are sometimes used in pipeline operations to help clean and inspect the inside of the pipe. The pump circulates water or other fluids through the pipe to remove any build-up or debris.
In environmental remediation projects, mud pumps can circulate water or chemicals through contaminated soil or groundwater. This helps to break down contaminants and make them easier to remove.
Mud pumps can also be used in construction projects to help remove water from the site or stabilize the ground. For this application, they are extensively used in large construction sites.
Mud pumps are an essential part of many different industries and have various applications. If you need a mud pump for your next project, be sure to consult with a pump expert to find the right pump for your needs.

Positive displacements pumps are generally used on drilling rigs to pump high pressure and high volume of drilling fluids throughout a drilling system. There are several reasons why the positive displacement mud pumps are used on the rigs.
The duplex pumps (Figure 1) have two cylinders with double acting. It means that pistons move back and take in drilling mud through open intake valve and other sides of the same pistons, the pistons push mud out through the discharge valves.
When the piston rod is moved forward, one of intake valves is lift to allow fluid to come in and one of the discharge valve is pushed up therefore the drilling mud is pumped out of the pump (Figure 2).
On the other hand, when the piston rod is moved backward drilling fluid is still pumped. The other intake and discharge valve will be opened (Figure 3).
The triplex pumps have three cylinders with single acting. The pistons are moved back and pull in drilling mud through open intake valves. When the pistons are moved forward and the drilling fluid is pushed out through open discharge valves.
On the contrary when the piston rods are moved backward, the intake valve are opened allowing drilling fluid coming into the pump (Figure 6). This video below shows how a triplex mud pump works.
Because each pump has power rating limit as 1600 hp, this will limit capability of pump. It means that you cannot pump at high rate and high pressure over what the pump can do. Use of a small liner will increase discharge pressure however the flow rate is reduces. Conversely, if a bigger liner is used to deliver more flow rate, maximum pump pressure will decrease.
As you can see, you can have 7500 psi with 4.5” liner but the maximum flow rate is only 297 GPM. If the biggest size of liner (7.25”) is used, the pump pressure is only 3200 psi.
Finally, we hope that this article would give you more understanding about the general idea of drilling mud pumps. Please feel free to add more comments.



 8613371530291
8613371530291