
how mud pump works manufacturer

Mud pumps are essential equipment for any oil or gas well. They are used to move drilling mud and other fluids needed during the drilling process. To select the right mud pump for your well, you need to understand the different types available and what each one can do.
In this article, we will take a comprehensive look at mud pumps and provide you with all the information you need to make an informed purchase. We will also discuss how mud pumps are used in drilling operations and highlight some of their key features. By the end of this article, you will clearly understand what mud pumps are and what they can do for your well.
A mud pump is a type of reciprocating positive displacement pump that is specifically designed for use in drilling operations. It helps to circulate the drilling fluid (or “mud”) through the drill bit and back up to the surface. The mud pump also provides pressure to keep the drill bit from becoming plugged.
The pump creates suction that pulls the drilling fluid from the pit and then uses its piston to push the fluid back up the well. This action not only circulates the fluid but also helps to remove any cuttings or debris that may have been generated during the drilling process. Mud pumps are an essential part of the drilling process and are typically used in conjunction with other pumps, such as centrifugal pumps, to create a complete pumping system. Without a mud pump, drilling would not be possible.
There are many different types of mud pumps, each with its own advantages and disadvantages. However, pump experts generally understand the requirement and then suggest which type of pump design would be more efficient. Here are five of the most popular types:
Piston mud pumps are the most common type of mud pump. They use a piston to draw mud from the pit and then force it to the drill bit through the hose. Piston mud pumps are very durable and can handle a lot of pressure. However, they are also very loud and can be challenging to operate.
Plunger mud pumps work similarly to piston mud pumps, but they use a plunger instead of a piston. As a result, plunger mud pumps are quieter than piston mud pumps and are easier to operate. However, plunger mud pumps are not as durable and can only handle a limited amount of pressure.
Hydraulic mud pumps use hydraulic power to draw mud from the pit. They are very powerful and can handle a lot of pressure. However, these types of pumps are generally costly and can be challenging to operate.
Diaphragm mud pumps use a diaphragm to draw mud from the pit. They are less powerful than hydraulic mud pumps but are much cheaper. They are also easier to operate. These merits make such pumps more used in small scale operations.
Peristaltic mud pumps use peristaltic action to draw mud from the pit. They are the most expensive type of mud pump but are also the most powerful. Unfortunately, they are also the most difficult to operate. But given their operational power, they are used in large-scale mining and drilling operations.
Even though mud pumps are very lucrative for mining and drilling purposes, they exhibit many more merits, making them useful in other industries. Following are some of the main advantages of mud pumps:
Mud pumps help to increase the efficiency of drilling operations by allowing for fluid circulation and cooling of the drill bit. This results in faster drilling and less wear on the equipment.
Mud pumps also help to improve safety during drilling operations by providing a means to circulate and cool the drill bit, which reduces the risk of overheating and fire.
Mud pumps can also help to improve the accuracy of drilling operations by preventing the drill bit from wandering off course due to excessive heat build-up.
The use of mud pumps can also help to reduce the costs associated with drilling operations by reducing the need for frequent replacement of drill bits and other worn items.
The use of mud pumps can also help to increase the productivity of drilling operations by reducing the downtime associated with the frequent replacement of drill bits and other worn items.
Mud pumps are an essential part of the oil and gas industry, as they are used to pump drilling fluid (mud) into the drill hole. There are many different mud pumps, each with its own unique set of features and applications. A reliable pump expert will help you choose which pump to use where. Here are 10 of the most common applications for mud pumps:
Mud pumps are extensively used to circulate drilling fluid during the drilling process. This helps to cool and lubricate the drill bit and remove cuttings from the hole.
Mud pumps are also used in hydraulic fracturing operations, where high-pressure fluid is injected into the rock formation to create fractures. The pump helps to circulate the fracturing fluid and keep the pressure at the desired level.
Mud pumps are sometimes used in geothermal operations to circulate water or other fluids through the drilled well. This helps extract heat from the rock and bring it to the surface.
In coal seam gas extraction, mud pumps are used to circulate water and chemicals through the coal seam to dissolve the methane gas and make it easier to extract.
In potash mining, mud pumps are used to circulate brine solution through the ore body to dissolve the potassium chloride (potash) and pump it out of the mine.
Mud pumps are often used in water well drilling operations to circulate water through the drill hole and help flush out any cuttings or debris. Pump experts can customize mud pumps to suit this application.
In tunnelling operations, mud pumps can circulate a slurry of water and clay through the drilling area. This helps to stabilize the walls of the tunnel and prevent collapse.
Mud pumps are sometimes used in pipeline operations to help clean and inspect the inside of the pipe. The pump circulates water or other fluids through the pipe to remove any build-up or debris.
In environmental remediation projects, mud pumps can circulate water or chemicals through contaminated soil or groundwater. This helps to break down contaminants and make them easier to remove.
Mud pumps can also be used in construction projects to help remove water from the site or stabilize the ground. For this application, they are extensively used in large construction sites.
Mud pumps are an essential part of many different industries and have various applications. If you need a mud pump for your next project, be sure to consult with a pump expert to find the right pump for your needs.

As an integral part of onshore and offshore drilling, mud pumps circulate the drilling fluid used to facilitate the drilling of oil and gas wells. Drilling fluids are used to stabilize pressure and support the well during drilling, as well as to reduce friction and remove rock chips.
Drilling fluids have come a long way since the early days of drilling and offshore mud pumps are constantly being taxed to help operators find and develop hydrocarbons in tougher, deeper, and more difficult locations.
The mud pump is one of the keys and essential pieces of equipment on land or offshore drilling rig. Offshore, where real estate is at a premium, mud pumps are equipped with compact top-mounted drive systems, reducing the overall length in a smaller package and strategically placed in the pump room for permanent installation.
Both jack-up semi-subs and drillships use the same mud pumps; however, the number of pumps installed in the pump room will vary depending on the drilling specifications.
In addition, the formations and pressures encountered while drilling may vary; HT/HP and environmental conditions may also affect the drilling process, as well as the drilling fluid selected and the mud pump required.
As drilling projects require higher flow rates and higher pressures, it is necessary to increase the pressure rating, either by increasing the number of mud pumps required or by using larger capacity mud pumps. Most early jack-up rigs used two mud pumps and piping systems rated at 5000 psi and 1600 HP working pressure, while most jack-up rigs today have 7500 psi working pressure and up to four 2200 HP pump piping systems.
Mud pumps are integrated into the rig, so they are not usually stand-alone units. The mud pump has a drive motor and is connected to a mixing tank to supply mud as required. The input and output fluid ends of the pump are piped directly to the drill column and borehole annulus. The pump usually has pulsation dampers at both the fluid inlet and outlet ends to eliminate pressure variations in the mud flow.
Mud pumps are usually driven by electric or diesel engines. Diesel engines are best suited to remote areas. The motor is slowed down as most pumps run at around 100 to 200 rpm as the motor usually spins much faster. Most electric pumps use AC motors, but DC motor units are also available. The largest mud pumps are rated at over 2,500 hp.
The drilling fluid or mud is circulated through the fluid end of the pump. It is pumped through the center hole of the drill pipe and through the drill column of its bit. The mud is returned to the surface through the borehole annulus or the space between the shaft and the borehole ID. Deep wells, such as offshore oil rigs, require 7,500 psi to force the mud downwards and backward. These wells can be at the surface and up to 10 miles below the seabed. Drilling mud is usually a water-based viscous slurry of suspended clay-like colloids, but it may vary depending on where it is used or the purpose of the well being drilled. It can also be a fluid mixture based on oil or synthetic fluids. The mud mixture is usually stored in a large mixing tank.

The policy set forth below outlines the personal data that Power Zone Equipment may collect, how Power Zone Equipment uses and safeguards that data, and with whom we may share it. This policy is intended to provide notice to individuals regarding personal data in an effort to be compliant with the data privacy laws and regulations of the jurisdictions in which Power Zone Equipment operates.
If you have a comment, question, or complaint about how Power Zone Equipment is handling your personal data, we invite you to contact us in order to allow us to resolve the matter. In addition, individuals located in the EU may submit a complaint regarding the processing of their personal data to the EU data protection authorities (DPAs). The following link may assist you in finding the appropriate DPA:http://ec.europa.eu/justice/data-protection/bodies/authorities/index_en.htm.

Drilling for oil and gas exploration is an involved and complicated operation requiring specialized machinery to accomplish. Drilling rig mud pumps are one of the fundamental pieces of machinery needed for a successful drilling operation. Waters International supplies drilling rig mud pumps and other specialized boring equipment for the oil and gas exploration industry.
A drilling rig mud pump is used to circulate drilling fluid or drilling mud into the bore hole to help cool, lubricate and clean the drill head as it bores into the ground. The drilling mud is also used to suspend and carry out drill cuttings from the drill head as it is brought in and out of the hole. This ensures that the drill does not clog and overheat, and makes the entire drilling operation smooth and safe.
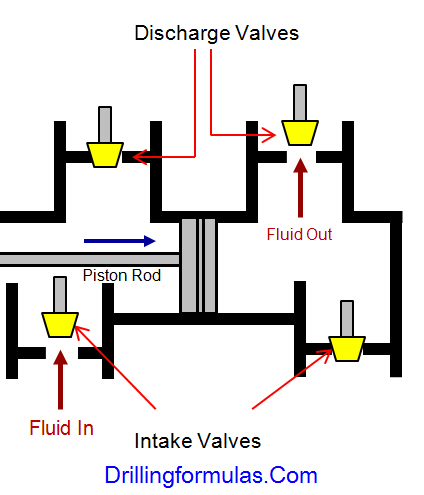
Drilling rig mud pumps are usually reciprocating type pumps that basically work by drawing a fluid into a chamber or cylinder by the action of a piston, plunger or diaphragm, and then pushing it out to the needed direction through the use of one-way or check valves, resulting in the pulsed flow of the liquid in one direction. Ganging multiple pumps together increases the pump efficiency and provides a smoother liquid flow for better performance.
The action of the pump is used to draw out the drilling fluid from the bore hole, which is then filtered and cleared of impurities before being sent back in to cool and lubricate the drill head, and remove more drill cuttings. A failed pump will cause a disrupted flow of the drilling mud, which can cause the drill head to overheat or jam from cuttings and possibly even break. This can result in damage to the drilling equipment, and potentially cause injury to the drilling crew near the drilling rig.
When choosing a size and type of mud pump for your drilling project, there are several factors to consider. These would include not only cost and size of pump that best fits your drilling rig, but also the diameter, depth and hole conditions you are drilling through. I know that this sounds like a lot to consider, but if you are set up the right way before the job starts, you will thank me later.
Recommended practice is to maintain a minimum of 100 to 150 feet per minute of uphole velocity for drill cuttings. Larger diameter wells for irrigation, agriculture or municipalities may violate this rule, because it may not be economically feasible to pump this much mud for the job. Uphole velocity is determined by the flow rate of the mud system, diameter of the borehole and the diameter of the drill pipe. There are many tools, including handbooks, rule of thumb, slide rule calculators and now apps on your handheld device, to calculate velocity. It is always good to remember the time it takes to get the cuttings off the bottom of the well. If you are drilling at 200 feet, then a 100-foot-per-minute velocity means that it would take two minutes to get the cuttings out of the hole. This is always a good reminder of what you are drilling through and how long ago it was that you drilled it. Ground conditions and rock formations are ever changing as you go deeper. Wouldn’t it be nice if they all remained the same?
Centrifugal-style mud pumps are very popular in our industry due to their size and weight, as well as flow rate capacity for an affordable price. There are many models and brands out there, and most of them are very good value. How does a centrifugal mud pump work? The rotation of the impeller accelerates the fluid into the volute or diffuser chamber. The added energy from the acceleration increases the velocity and pressure of the fluid. These pumps are known to be very inefficient. This means that it takes more energy to increase the flow and pressure of the fluid when compared to a piston-style pump. However, you have a significant advantage in flow rates from a centrifugal pump versus a piston pump. If you are drilling deeper wells with heavier cuttings, you will be forced at some point to use a piston-style mud pump. They have much higher efficiencies in transferring the input energy into flow and pressure, therefore resulting in much higher pressure capabilities.
Piston-style mud pumps utilize a piston or plunger that travels back and forth in a chamber known as a cylinder. These pumps are also called “positive displacement” pumps because they literally push the fluid forward. This fluid builds up pressure and forces a spring-loaded valve to open and allow the fluid to escape into the discharge piping of the pump and then down the borehole. Since the expansion process is much smaller (almost insignificant) compared to a centrifugal pump, there is much lower energy loss. Plunger-style pumps can develop upwards of 15,000 psi for well treatments and hydraulic fracturing. Centrifugal pumps, in comparison, usually operate below 300 psi. If you are comparing most drilling pumps, centrifugal pumps operate from 60 to 125 psi and piston pumps operate around 150 to 300 psi. There are many exceptions and special applications for drilling, but these numbers should cover 80 percent of all equipment operating out there.
The restriction of putting a piston-style mud pump onto drilling rigs has always been the physical size and weight to provide adequate flow and pressure to your drilling fluid. Because of this, the industry needed a new solution to this age-old issue.
As the senior design engineer for Ingersoll-Rand’s Deephole Drilling Business Unit, I had the distinct pleasure of working with him and incorporating his Centerline Mud Pump into our drilling rig platforms.
In the late ’90s — and perhaps even earlier — Ingersoll-Rand had tried several times to develop a hydraulic-driven mud pump that would last an acceptable life- and duty-cycle for a well drilling contractor. With all of our resources and design wisdom, we were unable to solve this problem. Not only did Miller provide a solution, thus saving the size and weight of a typical gear-driven mud pump, he also provided a new offering — a mono-cylinder mud pump. This double-acting piston pump provided as much mud flow and pressure as a standard 5 X 6 duplex pump with incredible size and weight savings.
The true innovation was providing the well driller a solution for their mud pump requirements that was the right size and weight to integrate into both existing and new drilling rigs. Regardless of drill rig manufacturer and hydraulic system design, Centerline has provided a mud pump integration on hundreds of customer’s drilling rigs. Both mono-cylinder and duplex-cylinder pumps can fit nicely on the deck, across the frame or even be configured for under-deck mounting. This would not be possible with conventional mud pump designs.
The second generation design for the Centerline Mud Pump is expected later this year, and I believe it will be a true game changer for this industry. It also will open up the application to many other industries that require a heavier-duty cycle for a piston pump application.

The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy Pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.

The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.
The drilling mud pumps are of immense utility to the oil companies, for the purposes related to oil well drilling. The pumps have the reciprocating piston for circulating the drilling fluid. These units work at high pressure and provide for low noise, smooth operations, provisions for easy maintenance and disassembly, and stable fluid flows among other features. The drilling mud pumps should be procured from experienced and reputed Houston pump manufacturers only, because of their critical nature, and the circumstances and hazards oil well drilling are exposed to.
The best of drilling well pumps manufacturers in Houston and USA offers a comprehensive range of products and are a one-stop destination for many of your oil well service/drilling pumps and other needs. A good company will offer you all the popular and important pumps including the quintuplex pumps, triplex pumps, well service pumps, horizontal direction drilling pumps, false rotary tables, powered packages, and more. These manufacturers will offer you free of cost consultation upon your contact and will advise you on the best products that will suit your application precisely.
The best of well mud drilling pumps product companies in Houston have the necessary services related to oil well drilling and operations. These include welding, testing, and fabrication services. A reputed pump company offers the products at a very affordable cost and under the guidance of expert technicians. The services also include the maintenance and repair services that may be provided to the client on-site. With a proper and comprehensive inventory of spare parts, the best of drilling mud pumps manufacturers in Houston ensure that your business operations never face undesired downtimes.
A noteworthy and popular drilling well pump manufacturer will have decades of existence and experience. These companies are well known to the local and global oil companies and have a sound market base. Their high quality pumps not only offer reliable performance but also adhere to the standards like the standard pertaining to the operational regions as well as hazardous areas.
When you want to buy a drilling well pump for your well mud drilling, acidulation, cementing, and other operations, you should research on the manufacturers and choose one that has proven experience and years of existence and prominence. The company should offer you a comprehensive range of products and services and should take care of all your maintaining services needed as well.

A mud pump (sometimes referred to as a mud drilling pump or drilling mud pump), is a reciprocating piston/plunger pump designed to circulate drilling fluid under high pressure (up to 7,500 psi or 52,000 kPa) down the drill string and back up the annulus. A mud pump is an important part of the equipment used for oil well drilling.
Mud pumps can be divided into single-acting pump and double-acting pump according to the completion times of the suction and drainage acting in one cycle of the piston"s reciprocating motion.
Mud pumps come in a variety of sizes and configurations but for the typical petroleum drilling rig, the triplex (three piston/plunger) mud pump is used. Duplex mud pumps (two piston/plungers) have generally been replaced by the triplex pump, but are still common in developing countries. Two later developments are the hex pump with six vertical pistons/plungers, and various quintuplexes with five horizontal piston/plungers. The advantages that these new pumps have over convention triplex pumps is a lower mud noise which assists with better measurement while drilling (MWD) and logging while drilling (LWD) decoding.
The fluid end produces the pumping process with valves, pistons, and liners. Because these components are high-wear items, modern pumps are designed to allow quick replacement of these parts.
To reduce severe vibration caused by the pumping process, these pumps incorporate both a suction and discharge pulsation dampener. These are connected to the inlet and outlet of the fluid end.
The pressure of the pump depends on the depth of the drilling hole, the resistance of flushing fluid (drilling fluid) through the channel, as well as the nature of the conveying drilling fluid. The deeper the drilling hole and the greater the pipeline resistance, the higher the pressure needed.
With the changes of drilling hole diameter and depth, the displacement of the pump can be adjusted accordingly. In the mud pump mechanism, the gearbox or hydraulic motor is equipped to adjust its speed and displacement. In order to accurately measure the changes in pressure and displacement, a flow meter and pressure gauge are installed in the mud pump.
The construction department should have a special maintenance worker that is responsible for the maintenance and repair of the machine. Mud pumps and other mechanical equipment should be inspected and maintained on a scheduled and timely basis to find and address problems ahead of time, in order to avoid unscheduled shutdown. The worker should attend to the size of the sediment particles; if large particles are found, the mud pump parts should be checked frequently for wear, to see if they need to be repaired or replaced. The wearing parts for mud pumps include pump casing, bearings, impeller, piston, liner, etc. Advanced anti-wear measures should be adopted to increase the service life of the wearing parts, which can reduce the investment cost of the project, and improve production efficiency. At the same time, wearing parts and other mud pump parts should be repaired rather than replaced when possible.
Stocking distributor of progressive cavity (PC) pumps made from cast iron and stainless steel materials. Specifications include up to 63,000 bpd flow rate, 212° F temperature, and 1,000 psi pressure. Custom pumps are also provided. Suitable for shear sensitive or high viscosity liquids, fluid metering, crude oil, drilling mud, multi-phase fluid, and automatic custody transfer (LACT/ACT) transfer applications. Serves chemical processing, pharmaceutical, water or wastewater, power generation, pipeline, petroleum, mining, utility, nuclear, marine, oil, and gas industries.

For the successful execution of your projects, it is important to find an appropriate company with a good track record. We help you in connecting with the top mud pump manufacturers and companies and get the best quotation.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
Yes. We help you find the best mud pumps irrespective of your location. We simplify your search by connecting you with top mud pump manufacturers and mud pump companies in your location, according to your budget and business requirement.
The most widely used mud pumps across the industry are Triplex Reciprocating Pumps. Their application has gained immense popularity with time because they are 30% lighter than duplex reciprocating pumps with relatively less operational cost. Moreover, through these pumps the discharge of mud is smooth and they are capable of moving large volume of mud at higher pressure.
The different parts of a mud pump are Housing itself, Liner with packing, Cover plus packing, Piston and piston rod, Suction valve and discharge valve with their seats, Stuffing box (only in double-acting pumps), Gland (only in double-acting pumps), and Pulsation dampener. A mud pump also includes mud pump liner, mud pump piston, modules, hydraulic seat pullers along with other parts.
The wearing parts of a mud pump should be checked frequently for repairing needs or replacement. The wearing parts include pump casing, bearings, impeller, piston, liner, etc. Advanced anti-wear measures should be taken up to enhance the service life of the wearing parts. This can effectively bring down the project costs and improve production efficiency.

As oil and gas fields mature, operators must drill wells with large offsets, long laterals, and extended reach applications using rotary steerable systems, mud motors, and bottomhole assemblies that require higher mud pump pressures and flow rates.
To meet this demand, drilling contractors are building and renovating rigs with increased mud pumping capacity, giving drilling engineers greater flexibility with bottomhole assemblies, without having to carefully budget around hydraulic system limitations.The LeTourneau Ellis Williams Co. Inc. (LEWCO) W-3000 mud pump, which the company says is the world"s largest, undergoes testing at the Houston test facility. The facility can test mud pumps up to 7,500-psi discharge pressure and power input of 3,000 hp, driven by either AC or DC motors (Fig. 1).Click here to enlarge image
LeTourneau Ellis Williams Co. Inc. (LEWCO) has developed its new W-3000 mud pump model for oil field drilling service. Described by LEWCO as the world"s largest mud pump, the W-3000 can handle power input of up to 3,000 hp (Fig. 1).
Rowan Cos. Inc. plans to install three pumps each on the Gorilla VIII and the Tarzan class Scooter Yeargain jack up drilling rigs, giving each rig 9,000-hp total mud system capability. The two rigs are scheduled for completion and deployment in the third quarter 2003 and 2004, respectively.
Don Vogelsang, executive vice president of sales for LEWCO, said the company will begin actively marketing the new mud pump after it has been installed and operated in a commercial drilling application.
Atwood Oceanics Inc., Houston, has placed an order for three smaller, but similar design, 2,200-hp triplex piston mud pumps and drives, for their recently announced rig, a Keppel FELS Ltd. MOD V enhanced B-class jack up drilling unit being built in Singapore.
Power endThe inherently-balanced eccentric crankshaft, which is the only one of its kind offered in the industry, minimizes vibration for reduced wear, quieter operation, and longer mud pump life, says the company (Fig. 2).Click here to enlarge image
The manufacturing plant builds the pumps with inherently balanced eccentric crankshafts made of heat-treated, forged-alloy steel for maximum toughness (Fig. 2). The inherent balancing provides for smooth operation, reduced noise and vibration, and extended bearing and crankshaft life, says the company.A nickel coin remains on its edge atop the fluid end of a LEWCO W-3000 mud pump, operating at 2,200 hp while pumping water, at the Houston test facility (Fig. 3).Click here to enlarge image
A nickel coin remains on its edge atop the fluid end of the 3,000-hp mud pump, operating at 2,200 hp while pumping water, at the Houston test facility (Fig. 3).
Additional benefits of the balanced crankshaft design include reduced maintenance and decreased or eliminated vibrational inputs to structures or equipment making contact with the pump, says LEWCO.
To ensure fail-safe lubrication protection, even at very low operating speeds, the pumps have an internal splash-gravity feed, internal gear-driven pump, and external electric motor driven equipment for triple redundant lubrication.
The new pumps have heat-treated steel connecting rods with double-row cylindrical roller bearings in the crosshead end and single-row cylindrical bearings in the crankshaft end to minimize wear and friction under severe operating conditions.
The factory will adapt most third party fluid-end modules to the mud pumps, eliminating the need for drilling contractors to stock fluid end parts from several manufacturers.
The company has built and commissioned a full load pump-testing facility at its manufacturing site in Houston, which it says is the only one owned and operated by a pump manufacturer.
The company requires that each pump undergo full-load testing prior to shipment, which LEWCO says is the final quality-control step to ensure the customer is taking delivery of the pump they selected based on the manufacturer"s published pump ratings.



 8613371530291
8613371530291