
mud pump cavitation manufacturer
I’ve run into several instances of insufficient suction stabilization on rigs where a “standpipe” is installed off the suction manifold. The thought behind this design was to create a gas-over-fluid column for the reciprocating pump and eliminate cavitation.
When the standpipe is installed on the suction manifold’s deadhead side, there’s little opportunity to get fluid into all the cylinders to prevent cavitation. Also, the reciprocating pump and charge pump are not isolated.
Installing a suction stabilizer from the suction manifold port supports the manifold’s capacity to pull adequate fluid and eliminates the chance of manifold fluid deficiency, which ultimately prevents cavitation.
The suction stabilizer’s compressible feature is designed to absorb the negative energies and promote smooth fluid flow. As a result, pump isolation is achieved between the charge pump and the reciprocating pump.
The isolation eliminates pump chatter, and because the reciprocating pump’s negative energies never reach the charge pump, the pump’s expendable life is extended.
Investing in suction stabilizers will ensure your pumps operate consistently and efficiently. They can also prevent most challenges related to pressure surges or pulsations in the most difficult piping environments.

Water hammer is a surge of pressure that can arise in pumping systems. The pressure is created when the pumping system undergoes an abrupt change in flow. The main causes of water hammering include opening and closing of valves, pump starts and stops, and separation and closure of the water columns. Due to these factors, the water column undergoes a change in momentum and this abrupt change can produce shock waves that travel back and forth within the system. Depending on the magnitude of the shock wave, physical damage in the system can be severe.
The phenomenon can be understood by an example in which water is pumped in a pipe that has valves on its both ends. The inlet valve is opened and the water column starts traveling towards the discharge valve. At this point, the discharge valve is closed instantly and the leading edge of the water column strikes the closed valve and begins to compress. A pressure wave (shock wave) begins to travel along the backstream (towards the inlet valve). The shock wave travels back and forth between the two valves until it finally diminishes due to friction losses. This water hammer shock wave is so fast that it can make a round trip between the two valves in less than half a second in the case of a 1000 feet pipe. The pressure created by this shock wave depends on the wave velocity (a), the velocity of water in the pipe (V), and the universal gravitational constant (g). Mathematically,

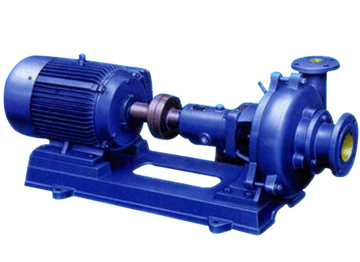
Centrifugal pumps are one of the most common types used in industry. It’s a device that pumps mud for solids control equipment. Figure 1 shows a generic, single stage centrifugal pump and Figure 2 illustrates a multistage centrifugal pump.
These pumps can utilize either open or closed impellers and may have single or multiple stage designs. Centrifugal pumps utilize Bernoulli’s principle to develop pressure (see Bernoulli’s Principle Explained below) by first increasing the fluid velocity inside an impeller and then decreasing the fluid velocity in the discharge nozzle. These pumps consist of a shaft with bearings for support and an impeller as well as a pump casing. To prevent leakage from the pump casing to the atmosphere, most pumps employ packing, single or dual mechanical shaft seals.
Centrifugal pump performance is typically presented graphically with a series of curves similar to the group shown in Figure 3. The manufacturer usually provides curves that describe how flow, differential head, net positive head required, and efficiency change with pump flow.
B. If a centrifugal pump has more than one impeller inside of it is called a multistage pump. If it has, for example five impellers in it, then it is a five stage pump
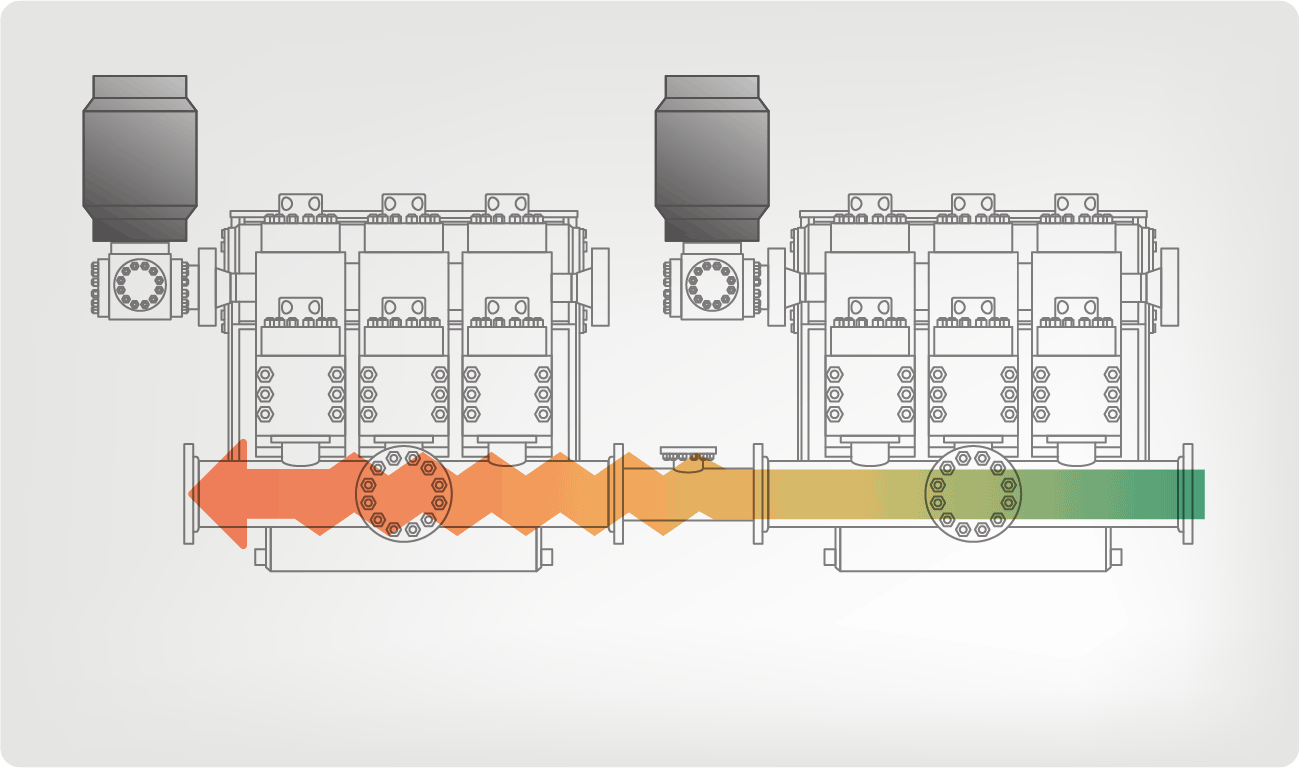
Centrifugal pumps may be operated in a series or parallel (see Figure 1.4) configuration. When operating pumps in series, the pressure is increased across each pump, but the flow through each pump is identical (minus any minor flow losses due to leakage). When operating in parallel, the pressure rise on each pump is identical, but the total flow is increased. However, the overall flow is not doubled with two pumps operating in parallel because of “system head” or pressure.
The easiest way to understand system head is to remember that the discharge pipe size stays the same diameter and therefore tends to restrict the higher flow generated by two pumps operating in parallel. This bottleneck effect means that two pumps operating in parallel will always deliver less than twice the flow that one pump can deliver.
The last rule is the reason centrifugal pumps and centrifugal compressors are able to convert a high velocity flow from a rotating impeller into high pressure.
Cavitation is a serious operating condition that sounds like gravel is passing through a pump. This unique “gravelly” sound associated with cavitation is due to the fact that vapor cavities or bubbles are continually forming and then collapsing in the pump’s inlet. If cavitation is not addressed and corrected quickly, the internal components of a centrifugal or positive displacement pump may be seriously damaged.
Cavitation is caused by either 1) operating a pump too close to the boiling point of the liquid at its suction or 2) by trying to pump more than a pump is designed to handle. Pump designers use a term called net positive suction head (NPSH) to determine whether there is enough suction pressure to prevent cavitation. Typical net positive suction head requirements can be seen in Figure 1.3 (Centrifugal Pump Curves), where they are depicted as dotted vertical lines, labeled: 2′, 2.5′, 3′, 3.5′, 4′, 4.5′. 2′ means that at this particular flow, two feet of liquid suction head is required to prevent cavitation, 2.5′ means that at this particular flow, two and a half feet of liquid suction head is required to prevent cavitation, and so forth.
As an operator, you simply need to remember that the higher the flow rate out of a pump the greater the suction pressure must be to insure that cavitation does not take place. An operator is in the position to control some parameters that will affect NPSHA. For example, if the pump is taking suction from a tower or tank, either the liquid level or the pressure can be increased as a means of stopping or reducing pump cavitation. Reducing the pump flow can have a positive effect on the NPSHA as well and may stop cavitation.
When you detect a pump problem and decide to act, always list the symptom or symptoms that were noted on the work request, such as not enough pressure or flow, a seal is leaking, the drive motor is tripping off line, there is high vibration on the pump, etc. Do not list what should be done about the suspected problem on the work request. Comments such as: fix the pump, change the pump, replace the pump, etc. are not helpful to the maintenance planner. Comments such as: Seized, vibrating, low pressure, tripping offline, etc. are helpful. Always, allow the maintenance crew to investigate the situation and perform what they think are the necessary corrections, adjustments or repairs.

Explore the great water pump cavitation selection on Alibaba.com. These water pump cavitation function by removing noise signals from audio or media files. There are two types of these devices, the active and the digital ones. Use them to prevent unwanted noise interference when listening to audio or in images. They are used in making headphones, anti-snoring devices, active mufflers, and noise control in air conditioning ducts. Use the wonderful offers and ensure the reduction of unwanted ambient noise.
Discover the state-of-the-art active water pump cavitation available in attractive designs and colors. These work in two methods adaptive cancellation or synthesis. Take advantage of the promotions on Alibaba.com and get those devices that are particularly useful for applications involving dynamic systems, industrial equipment, and domestic appliances. Others work as zone silencing systems that can be used in a vehicle to cancel noise around the driver.
Enjoy modern water pump cavitation designs that use up-to-date technology. They use Bluetooth technology for convenient wireless connectivity. Use these for a comfortable listening experience as long as it takes without fear of sweating since they are designed to be sweat-proof with convenient neckband designs that hang comfortably around the neck, making them easy to carry. Some work very well to reduce noise in the pictures for clear and attractive pictures.
Alibaba.com offers a wonderful selection of water pump cavitation options in modern designs. Use these to ensure safety at work and prevent hearing damage, provide a cool listening experience with no interference or keep the driver alert with no sound distractions.

Many things go into getting the most life out of your mud pump and its components — all important to extend the usage of this vital piece of equipment on an HDD jobsite. Some of the most important key points are covered below.
The most important thing you can do is service your pump, per the manufacturer’s requirements. We get plenty of pumps in the shop for service work that look like they have been abused for years without having basic maintenance, such as regular oil changes. You wouldn’t dream of treating your personal vehicle like that, so why would you treat your pump like that.
Check the oil daily and change the oil regularly. If you find water or drilling mud contamination in the oil, change the oil as soon as possible. Failure to do so will most likely leave you a substantial bill to rebuild the gear end, which could have been avoided if proper maintenance procedures would have been followed. Water in the oil does not allow the oil to perform correctly, which will burn up your gear end. Drilling mud in your gear end will act as a lapping compound and will wear out all of the bearing surfaces in your pump. Either way it will be costly. The main reasons for having water or drilling mud in the gear end of your pump is because your pony rod packing is failing and/or you have let your liners and pistons get severely worn. Indication of this is fluid that should be contained inside the fluid end of your pump is now moving past your piston and spraying into the cradle of the pump, which forces its way past the pony rod packing. Pony rod packing is meant to keep the oil in the gear end and the liner wash fluid out of the gear end. Even with brand new packing, you can have water or drilling fluid enter the gear end if it is sprayed with sufficient force, because a piston or liner is worn out.
There is also usually a valve on the inlet of the spray bar. This valve should be closed enough so that liner wash fluid does not spray all over the top of the pump and other components.
Liner wash fluid can be comprised of different fluids, but we recommend just using clean water. In extremely cold conditions, you can use RV antifreeze. The liner wash or rod wash system is usually a closed loop type of system, consisting of a tank, a small pump and a spray bar. The pump will move fluid from the tank through the spray bar, and onto the inside of the liner to cool the liner, preventing scorching. The fluid will then collect in the bottom of the cradle of the pump and drain back down into the collection tank below the cradle and repeat the cycle. It is important to have clean fluid no matter what fluid you use. If your liners are leaking and the tank is full of drilling fluid, you will not cool the liners properly — which will just make the situation worse. There is also usually a valve on the inlet of the spray bar. This valve should be closed enough so that liner wash fluid does not spray all over the top of the pump and other components. Ensure that the water is spraying inside the liner and that any overspray is not traveling out of the pump onto the ground or onto the pony rod packing where it could be pulled into the gear end. If the fluid is spraying out of the cradle area and falling onto the ground, it won’t be long before your liner wash tank is empty. It only takes a minute without the cooling fluid being sprayed before the liners become scorched. You will then need to replace the pistons and liners, which is an avoidable costly repair. Make a point to check the liner wash fluid level several times a day.
Drilling fluid — whether pumping drilling mud, straight water or some combination of fluid — needs to be clean. Clean meaning free of solids. If you are recycling your fluid, make sure you are using a quality mud recycling system and check the solids content often throughout the day to make sure the system is doing its job. A quality mud system being run correctly should be able to keep your solids content down to one quarter of 1 percent or lower. When filling your mud recycling system, be sure to screen the fluid coming into the tanks. If it is a mud recycling system, simply make sure the fluid is going over the scalping shaker with screens in the shaker. If using some other type of tank, use an inline filter or some other method of filtering. Pumping out of creeks, rivers, lakes and ponds can introduce plenty of solids into your tanks if you are not filtering this fluid. When obtaining water out of a fire hydrant, there can be a lot of sand in the line, so don’t assume it’s clean and ensure it’s filtered before use.
Cavitation is a whole other detailed discussion, but all triplex pumps have a minimum amount of suction pressure that is required to run properly. Make sure this suction pressure is maintained at all times or your pump may cavitate. If you run a pump that is cavitating, it will shorten the life of all fluid end expendables and, in severe cases, can lead to gear end and fluid end destruction. If the pump is experiencing cavitation issues, the problem must be identified and corrected immediately.
The long and the short of it is to use clean drilling fluid and you will extend the life of your pumps expendables and downhole tooling, and keep up with your maintenance on the gear end of your pump. Avoid pump cavitation at all times. Taking a few minutes a day to inspect and maintain your pump can save you downtime and costly repair bills.

Since horizontal directional drilling (HDD) work tends to be slower in the winter months, particularly when the ground is frozen, winter is a prime time to inspect the power end of the pump and prevent downtime on the job later.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
The power end should last for years if it is given proper maintenance. Clean lubricant is essential for longevity along with wiper box seals that are in good condition. External influences such as allowing the pistons to leak profusely and or cavitation tend to shorten the life span of the power end components quickly. It is easy to visually inspect the power end components for wear and detect a problem before it becomes very expensive to repair.
The largest load bearing area of the pump is the crosshead pin and bushing area. Wear can be detected by locking the intermittent or piston rod with a pipe wrench and rotating the crank shaft slightly. If one can feel any slack it can only be coming from the pin and bushing or the connecting rod bearing. It then becomes necessary to remove the connecting rod assembly consisting of the connecting rod and cross head. If slack is determined in the pin bushing, it will be necessary to press out the pin and inspect the bushing and the crosshead pin in the eye of the connecting rod. Some manufacturers ship bushings that are designed to fit. Others ship them and they have to be reamed to fit the pin after the bushing is installed. The installation instructions and dimensional fits are provided by the manufacturer in the pump manual.
The next area of concern is the connecting rod bearings themselves. If visual wear can be seen, use a micrometer and measure the crankshaft journals to make sure they are not out of round. If the journals check out, then all is needed is new connecting rod bearings. Some manufactures utilize shims to get the correct fit to the journal. Others provide automotive style bearings that only require correct torque to the rod cap for correct installation. There are pros and cons concerning automotive style vs shim bearings. Shim type bearings does allow for oversized connecting rod bearing should the journals be worn. This allows for turning down the crank journals a few thousands and utilizing a larger connecting rod bearing. If a pump uses automotive style precision bearings and the journals are out of round, it is necessary to replace the crankshaft.
Wiper box packing keeps the oil within the power frame and external contamination from entering the power end. The packing is easy to inspect and essential for longevity of the power end. The wiper box packing must remain in excellent condition at all times. Allowing the pump to set for extended periods of time or letting external contamination build on the packing shortens the lifespan.
If one waits until an audible problem can be detected, it is often very expensive to repair. All smaller HDD pumps – 100 hp and smaller — tend to use the same type of internal components regardless of the manufacturer.
Inspection of the power end allows the owner to dictate when repairs are necessary rather than allowing the pump to dictate during the middle of a job when repair is required. If problems are detected early, repair is relatively inexpensive. If a problem is not detected early, that problem often leads to more unnecessary wear and affects other components of the pump. An early fix to any problem is relatively inexpensive. Allowing the problem to continue can often cost several thousands of dollars and downtime on a job.

With the NPSHr rating supplied with the pump, engineers only need to calculate the NPSHa on their own. Anyone can do this with the formula shown below:
HA is the atmospheric pressure affecting the surface of the liquid while it’s in the supply tank. Unless the system involves a closed tank, this is likely the local absolute pressure based on altitude. HZ measures the amount of vertical distance the slurry travels between the supply tank and the pump’s center line. Work from the lowest point the liquid can reach in the tank since draining the volume changes the NPSHa. HF accounts for friction caused by the piping between the tank and pump. Friction coefficients are recorded for most standard piping materials. HV reflects the velocity of the head found at the suction port. Many engineers leave this measurement out since it’s often very small. Finally, insert the HVP into the formula by measuring the vapor pressure of the liquid, which is based on its pumping temperature. Temperature fluctuates in many slurry pumping operations, so use the highest temperature since that will reflect the highest vapor pressure as well.
By using a simple formula to properly size slurry pumps with NPSH, users can keep them running for years with minimal maintenance and repairs. Preventing cavitation may take a little extra work in the beginning, but it will pay off for the entire lifespan of the slurry pump.
Through different hydrodynamic principles, EDDY Pump technology overcomes obstacles including cavitation/NPSH loss, seal failure and clogging. Cavitation, which affects a pump’s ability to deliver high percent solids while maintaining high production rates, is a constant problem in mining and other slurry pumping applications. Through different hydrodynamic principles, EDDY Pump technology can overcome cavitation, so the pump does not suffer from loss of suction or performance.
This phenomenon is accomplished through the synchronized eddy effect generated by the geometrically shaped rotor acting in sync with the hydrodynamic pattern of the volute. Tests show that there is no evidence of cavitation at speeds up to 2,000-rpm. The cumulative effect of this energy gives this pump a greater head than many pumps and the ability to pump more concentrated material over longer distances.
Instead of operating with an impeller, the EDDY Pump uses a patented rotor design, which can avoid wear and tear much longer than many traditional impellers commonly found in centrifugal and other pumps. Due to the shape of the rotor and larger tolerance between the volute, the pump ensures less abusive contact with the pumping material. Wearing plates and wear rings are also not needed to regulate efficiency, which eliminates the problem of wear rings coming into contact. When wear rings contact, it generates a high amount of friction, which produces heat that causes the rings to gall (friction weld). When galling occurs, the pump can seize.

Backed by the industry"s best delivery, customer service, and technical support, Cat Pumps products and service parts are readily available when you need them. A worldwide network of highly qualified distributors provides sales and service support for pumps, parts and accessories when servicing is required.

Cavitation is an undesirable condition that reduces pump efficiency and leads to excessive wear and damage to pump components. Factors that can contribute to cavitation, such as fluid velocity and pressure, can sometimes be attributed to an inadequate mud system design and/or the diminishing performance of the mud pump’s feed system.
Although cavitation is avoidable, without proper inspection of the feed system, it can accelerate the wear of fluid end parts. Over time, cavitation can also lead to expensive maintenance issues and a potentially catastrophic failure.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump “knocking,” which typically sounds like marbles and stones being thrown around inside the equipment. However, the process of cavitation starts long before audible signs reveal themselves – hence the name “the silent killer.”
Mild cavitation begins to occur when the mud pump is starved for fluid. While the pump itself may not be making noise, damage is still being done to the internal components of the fluid end. In the early stages, cavitation can damage a pump’s module, piston and valve assembly.
The imperceptible but intense shock waves generated by cavitation travel directly from the fluid end to the pump’s power end, causing premature vibrational damage to the crosshead slides. The vibrations are then passed onto the shaft, bull gear and into the main bearings.
If not corrected, the vibrations caused by cavitation will work their way directly to critical power end components, which will result in the premature failure of the mud pump. A busted mud pump means expensive downtime and repair costs.
As illustrated in Figures 1 and 2, cavitation causes numerous pits to form on the module’s internal surface. Typically, cavitation pits create a stress concentration, which can reduce the module’s fatigue life.
To stop cavitation before it starts, install and tune high-speed pressure sensors on the mud suction line set to sound an alarm if the pressure falls below 30 psi.
Accelerometers can also be used to detect slight changes in module performance and can be an effective early warning system for cavitation prevention.
Although the pump may not be knocking loudly when cavitation first presents, regular inspections by a properly trained field technician may be able to detect moderate vibrations and slight knocking sounds.
Gardner Denver offers Pump University, a mobile classroom that travels to facilities and/or drilling rigs and trains rig crews on best practices for pumping equipment maintenance.
Severe cavitation will drastically decrease module life and will eventually lead to catastrophic pump failure. Along with downtime and repair costs, the failure of the drilling pump can also cause damage to the suction and discharge piping.
When a mud pump has entered full cavitation, rig crews and field service technicians will see the equipment shaking and hear the pump ‘knocking’… However, the process of cavitation starts long before audible signs reveal themselves – hence the name ‘the silent killer.’In 2017, a leading North American drilling contractor was encountering chronic mud system issues on multiple rigs. The contractor engaged in more than 25 premature module washes in one year and suffered a major power-end failure.
Gardner Denver’s engineering team spent time on the contractor’s rigs, observing the pumps during operation and surveying the mud system’s design and configuration.
The engineering team discovered that the suction systems were undersized, feed lines were too small and there was no dampening on the suction side of the pump.
Following the implementation of these recommendations, the contractor saw significant performance improvements from the drilling pumps. Consumables life was extended significantly, and module washes were reduced by nearly 85%.
Although pump age does not affect its susceptibility to cavitation, the age of the rig can. An older rig’s mud systems may not be equipped for the way pumps are run today – at maximum horsepower.
Cavitation is a common problem for centrifugal pumps. If you hear strange noises coming from your pump there’s a good chance cavitation is the issue. But what exactly is cavitation? And how can you go about preventing it? Read on to find out.
To understand how to prevent pump cavitation, it’s important to have a good understanding of what the problem is and how it arises. There are several types of cavitation which we’ll discuss below, but the process is similar.
Cavitation Defined: Cavitation is the formation and accumulation of bubbles around a pump impeller. This tends to form in liquids of any viscosity as they are being transported through and around a pump system. When each of these tiny bubbles collapses or bursts, it creates a high energy shock wave inside the liquid. Imagine throwing a stone into a pond. The circular ripples which are created in this process are similar to cavitation bubbles exploding. The difference here is that due to the sheer number of bubbles creating these shock waves, the impeller and other pump components can be eroded over time.
1. Vaporisation: Also known as inadequate NPSHa cavitation or ‘classic cavitation’, this is the most common form. It occurs when a centrifugal pump imparts velocity on a liquid as it passes through the eye of the impeller. If the impeller isn’t functioning correctly, some of the liquid may be boiled quickly (vaporised), creating those tiny shock waves we discussed above.
2. Turbulence: If parts of the system - pipes, valves, filters, elbows etc. - are inadequate for the amount or type of liquid you are pumping, this can create vortexes in said liquid. In essence, this leads to the liquid becoming turbulent and experiencing pressure differences throughout. These differences can erode solid materials over time, in the same way that a river erodes the ground.
3. Vane Syndrome: Also known as ‘vane passing syndrome’, this type of cavitation occurs when either the impeller used has too large a diameter, or the housing has too thick a coating. Either or both of these creates less space within the housing itself. When this happens, the small amount of free space creates increased velocity in the liquid, which in turn leads to lower pressure. This lower pressure heats the liquid, creating cavitation bubbles.
4. Internal Re-circulation: In this instance, the pump cannot discharge at the proper rate and so the liquid is re-circulated around the impeller. The liquid travels through low and high pressure zones resulting in heat and high velocity. The end result? Vaporised bubbles. Common cause for this, is when a discharge valve has been close while the pump is running.
5. Air Aspiration Cavitation: Another common form. Air can sometimes be sucked into a pump through failing valves or other weak points such as joint rings. Once inside, the air has nowhere to go but along for the ride. As the liquid is swished around, the air forms bubbles which then gets popped under pressure by the impeller.
As with any structural or mechanical issue, it’s important to have a reliable maintenance process. Checking on components and the performance of your pump is a great way to identify early warning signs of cavitation.
Decreased Flow or Pressure: If your pump is not producing the amount of flow as stated by the manufacturer, this could mean that cavitation is occurring.
Erratic Power Consumption: If bubbles are forming around the impeller, or the impeller itself has already started to fail, you may notice that your pump requires more power than usual to transport its media. You may also notice fluctuations of power use as suction rises and falls depending on how the impeller is performing.
Noise: If there’s one sign of cavitation, it’s noise. When the bubbles implode they can make a series of bubbling, cracking, sounds. Alternatively, it might sound like tiny marbles or ball bearings rattling around inside the impeller housing.
In addition to the above, operating a centrifugal pump to the far right of the BEP (or off the end of curve) can cause cavitation. When the flow increases, Net Positive Suction Head required (NPSHr) also increases and when the NPSHr exceeds the Net Positive Suction Head available (NPSHa), cavitation occurs.
Now that you know what to look for, and understand the different types of cavitation you might encounter, you can formulate a plan to prevent cavitation, saving large amounts in maintenance and replacement parts.
Ensure you are not exceeding your pump’s manufacturer performance guidelines. A pump system which is pushed too hard will inevitably fail. Such as running the pump off the end of the performance curve. It is best to increase
Preventing vane passing or vane syndrome cavitation is relatively easy. Ensure that the free space between your impeller and its housing is 4% of your impeller’s diameter or more. Any less and cavitation will begin.
This can be a tricky one to prevent. Even the smallest amount of air being sucked into the system could over time cause cavitation. Going over your installation with a fine tooth comb to make sure all joints and connections are sealed properly, is the best approach.
By preventing cavitation, you will significantly increase the efficiency and lifespan of your pump. Remember, prevention is worth a thousand cures, so take the time to carry out a thorough maintenance program and it will save you in the long run.
If you need any help identifying which components you need for your system, don’t hesitate to contact one of our pump experts, be assured with the best advice from Global Pumps, Australia"s Most Trusted Industrial Pump Provider.
Detect a failing pump before it becomes a major problem: Learn about Condition Monitoring for Pumps and other Rotating Equipment. Global Pumps provide the latest remote condition monitoring technology available in Australia.

Our manufacturer Mud Pump skid is suitable for operations in rough, windy, damp and dusty oilfield conditions. Dependent upon customer horsepower requirements the engine sizes will vary.



 8613371530291
8613371530291