
mud pump petrowiki in stock

There are three common types of gas engines used for beam pumping units: two-cycle, slow-speed engine; four-cycle, slow-speed engine; and four-cycle, high-speed engine. The characteristics of these engines are summarized here, and the detailed comparisons and field experiences have been published elsewhere.
The electric motor most commonly used for beam-pumping installations is an alternating-current (AC), three-phase, squirrel-cage induction motor. These motors are used for the following reasons:
A general guide of motor size vs. V is 115 or 230 V for single-phase motors; 115, 230, 460, or 575 V for polyphase motors up to 50 HP; and 460, 575, or 796 V for polyphase motors 50 to 200 HP. Motors for pumping units come in a variety of common sizes: 1, 1.5, 2, 3, 5, 7.5, 10, 15, 20, 25, 30, 40, 50, 60, 75, 100, and 125 HP.
Motors can be purchased in six standard synchronous speeds, with the 1,200-rpm motor being the most commonly used in oilwell pumping. Multiple-HP-rated motors that may be either dual- or triple-rated are sometimes used for oilwell pumping; the triple-rated is more common. Changing one of these motors from one HP rating to another requires changing leads in the motor housing, which in turn changes the motor"s internal wiring system. Any capacitors, fuses, or overload relays in the circuit will also require evaluation and possible revision at the same time to make sure it agrees with the new voltage/current requirements.
NEMA presents five general design standards that provide for varying combinations of starting current, starting torque, and slip. The most commonly recommended electric motor for pumping units is a 1,200-rpm NEMA Design D. It has a normal starting current, a high starting torque (272% or more of full-load torque), and a high slip (5 to 8%). Because Design D specifications are not drawn as closely as they are for other designs, manufacturers have developed several designs with variations in slip that still fall within Design D specifications.
A power factor determines the amount of line current drawn by the motor. A high power factor is desirable because it is important in reducing line losses and minimizing power costs. A lower power factor means that the unit is not operating as efficiently as it should. Oversized motors tend to have low power factors. Typically, a NEMA D has a power factor of 0.87 when fully loaded, but decreases to 0.76 at half load. Usually, units must operate at a power factor of greater than 0.80 to avoid penalties from the power companies; thus, optimization of the pumping unit"s size and motor needs to be considered as the well-fluid volume changes.
Using capacitors can increase power factors. To determine if and how much capacitance is needed, determine the power factor of an installation upon initial startup and then decide if a correction is justified. If a pumping-unit motor has a low power factor, a capacitor can be placed between the motor and disconnect. Because of the possibility of electrical shock, only qualified personnel should make this connection. Remember that changing producing conditions might require that the power factor be checked and that the motor-overload relays be resized if the capacitor is on the load side of the overload relays.
When a motor is used for a cyclic load, such as oilwell pumping, it will be thermally loaded more than the same average load applied on a steady-state basis. HP ratings of electrical motors depend on how much the temperature increases in the motor under load. A motor functioning cyclically must be derated from its full-load nameplate rating.
There are four basic types of motor enclosures: drip-proof guarded, splashproof guarded, totally enclosed fan cooled (TEFC), and explosion proof. "Guarded" refers to screens used over air intakes to prevent the entrance of rodents or other foreign items. The TEFC enclosure provides the maximum protection for the interior of the motor. The drip-proof motor should prove adequate for most pumping-unit installations in which the motor is elevated. This type of construction is built with a closed front-end bell to eliminate the entry of horizontal rain, sleet, or snow into the motor. The splashproof motor affords somewhat more protection against splashing liquids than does the drip-proof one. The preferred enclosure sets the motor on or close to the base; the explosion-proof enclosure will seldom be required. Motor-high mounts on pumping units have also been useful in protecting the motor from sand or snow.
Slip is the difference between motor synchronous speed and speed under load, usually expressed in percent of synchronous speed. Synchronous speed is the theoretical, no-load speed of the motor. Slip characteristics are very important because they will determine how much HP can be converted to torque to start the gearbox gears turning. A high-slip motor permits the kinetic energy of the system to assist in carrying the peak-torque demands. A low-slip motor will respond to the instantaneous demand; in other words, the high-slip motor slows down more under peak torque demands than the low-slip motor. The result is that the high-slip motor will require lower peak currents than the low-slip motor. How high the motor slip should be for pumping installations is debatable; however, Howell and Hogwood stated, "A slip greater than 7 to 8% offers no additional advantages from the overall pumping efficiency standpoint."
The electrical equipment must be properly grounded. Good grounding procedures are essential to personnel safety and good equipment operation. It is recommended that reference be made to the Natl. Electrical Code and the Natl. Electrical Safety Code to ensure safe grounding is met. Particular attention should be given to the connection of the ground wire to the well casing. The connection should be located where it will not be disturbed during well-servicing operations and should be mechanically secure. Periodic (yearly is recommended as a minimum) continuity measurements should be made with a volt-/ohmmeter between "a new clean spot" (not where the ground wire is terminated) on the well casing and new spot on each piece of grounded equipment. The resistance measured between any piece of equipment and the casing should not exceed 1 ohm. The resistance measured between the pumping-unit ground system and another nearby moisture ground should not exceed 5 Ω. However, these measurements should to be checked with current circulating through the system to determine if the ground is good.
There are seven HP values that should be considered in the proper design and operation of sucker-rod-pumped wells; these are hydraulic, friction, polished-rod, gear-reducer, V-belt drive, brake, and indicated.
Hydraulic HP (HHP) is the theoretical amount of work or power required to lift a quantity of fluid from a specified depth. This is a theoretical power requirement because it is assumed that there is no pump slippage and no gas breakout. The HHP, thus, is the minimum work expected to lift the fluid to the surface and can be found with the following equations:
Friction HP (FHP) is the amount of work required to overcome the rubbing-contact forces developed when trying to lift the fluid to the surface. This friction can be caused by a number of sources including plunger-on-barrel friction; rod- and/or coupling-on-tubing wear; sand, scale, and/or corrosion products hindering pump action, rods, and couplings moving through the fluid; fluid moving up the tubing; normal and excessive stuffing-box friction; and liquid and gas flowing through the flowline and battery facilities. FHP, thus, is dependent on factors such as how straight and deep the well is, the fluid viscosity, the pumping speed, and the tubing/rod buckling. In most situations, unless we know all of these factors, we do not know what FHP is. However, for design purposes, API RP11L calculations assume the friction effects, which show up in the peak and minimum polished-rod loads and in the calculation of polished-rod HP (PHP).
V-belt-drive HP (VHP) is the maximum power required by the V-belts to be transmitted to the gear reducer. API Spec. 1BVHP for a beam-pumping unit is as follows:
Prime movers—whether with a gas engine or an electric motor—run at a speed of 300 to 1,200 rpm. This speed must be reduced to the required pumping-unit speed of 2 to 25 spm. This is accomplished with sheaves, V-belt drives, and gear reducers. A sheave is a grooved pulley, and its primary purpose is to change the speed between the prime mover and the gearbox. The belt—usually a V-belt —is a flexible band connecting and passing around each of the two sheaves. Its purpose is to transmit power from the sheave on the prime mover to the sheave on the pumping unit. It is important to understand the basics of sheaves and V-belt to know how to select a sheave for a certain pumping speed and to determine the number of V-belt needed.
Sheaves come in different widths and have from 1 to 12 grooves. They are selected on the basis of the pitch diameter (PD) relative to how many spm the unit will pump. New beam-pumping units can be purchased with different-sized sheaves on the reducer. Sheaves can also be purchased to accept different V-belt cross sections. A pumping-unit sheave should be selected that will allow as much speed variation (up and down) from the design speed as is practical without violating API Spec. 1BVHP is shown in Eq. 11.15. Only the grooves closest to the prime mover and the gear reducer should be filled, and only enough belts to transmit the VHP should be installed because of the following considerations:
Pumping-unit manufacturers usually list all unit-sheave sizes in their catalogs. Motor sheaves are available with various PDs and numbers of belt grooves. Table A.1 in API Spec. 1B contains commonly available sheaves. Because of availability, motor sheaves should be selected from those listed in the top portion of the table.
A V-belt has a trapezoidal cross section that is made to run in sheaves with grooves that have a corresponding shape. It is the workhorse of the industry, available from virtually every V-belt distributor, and it is adaptable to practically any drive. It was designed to wedge in the pulley, thereby multiplying the frictional force produced by the tension; this, in turn, reduces the belt tension required for an equivalent torque. Remember, the purpose of the belt is to transmit power from the sheave on the prime mover to the sheave on the pumping unit. Therefore, the number and size of the belts needed depend on the amount of power to be transmitted.
The first step in designing the V-belt drive for a pumping unit consists of selecting a sheave for the unit and the prime mover. To do this, the desired pumping speed (N), along with the speed (in rpm) of the prime mover and gear ratio, must be known. If the other parameters are known, this equation can be rearranged to determine any required factor:
The largest motor sheave in this group will provide for the greatest reduction in pumping speed for future operations merely by changing motor sheaves.
A double-reduction unit run by an electric motor will require a speed reduction through the V-belt drive of approximately 2:1 at fast pumping speeds. At slow speeds, the ratio will be 6:1. When two belt sections are offered for the unit sheave, the smaller belt section will allow the use of a smaller motor sheave and a lower pumping speed. In most cases, the smaller belt section, with one of the two largest-unit sheaves, will offer the greatest flexibility.
A double-reduction unit run by a slow-speed gas engine will require a speed reduction of 1:1 at a fast pumping speed; at a slow pumping speed, the ratio will be 3:1. In these cases, speed reductions (which may be anticipated through the drive) should be checked with the proposed unit and prime mover. If little or no speed reduction will ever be required through the V-belt drive, one of the two smaller-unit sheaves will enable the use of a smaller (and less-expensive) prime-mover sheave. The larger belt section could also be used and may require fewer belts.
Given: gear-reducer sheaves available from the pumping-unit manufacturer"s catalog: 20-, 24-, 30-, 36-, and 38-in. PD-3C. Assume that the prime mover"s average rpm = 1,120. The smallest C-section motor sheave that should be considered = 9 in. PD (i.e., 9.4-in. OD in Table 3.1 of API Spec. 1B). The largest sheave that should be considered to keep the design PD velocity at less than 5,000 ft/min = 16-in. PD (calculations indicate a 17-in. PD, but page 32 of API Spec. 1B indicates that 17-in. PD C-section sheaves are not generally available; economics should discourage engineers and others from recommending sheaves not listed). The liquid to be pumped has a viscosity of approximately 1 cp. The pumping-unit gear ratio is 28.67. The maximum speed with an 86-in. stroke should result in an acceleration factor of 0.3, in which the maximum spm ≤ (0.3 × 70,500/86) 0.5 ≤ 15.7. The minimum speed with an 86-in. stroke should result in an acceleration factor ≤ 0.225, in which the minimum spm ≤ (0.225 × 70,500/86) 0.5 ≤ 13.6.
Solving for pumping speeds from Eq. 11.20 = [prime-mover speed (rpm) × prime-mover-sheave PD]/[(gear-reducer sheave PD) × (1/pumping-unit gear ratio)]. For example, 1,120 × 9/20 × 1/28.67 = 17.1. The rest of the speeds can be calculated similarly for the different available gear-reducer sheaves, and the smallest or largest prime-mover sheaves. The summary of these calculations is shown in Table 11.11.
Surface facilities for hydraulic pumping systems include a pump at the surface to send the power fluid downhole, a gas, diesel or electric engine to drive the pump, and a system for storing, treating and delivering the power fluid (produced oil or water) for use by the downhole pump. This page discusses some of the key surface components of the system.
Hydraulic pumping systems have evolved toward the use of relatively high pressures and low flow rates to reduce friction losses and to increase the lift capability and efficiency of the system. Surface operating pressures are generally between 2,000 and 4,000 psi, with the higher pressures used in deeper wells, and power-fluid rates may range from a few hundred to more than 3,000 B/D. While some surface multistage centrifugal pumps are rated to this pressure range, they are generally quite inefficient at the modest flow rates associated with single-well applications. Multistage centrifugals can be used effectively when multiple wells are pumped from a central location.
The surface pump for a single well or for just a few wells must be a high-head and low-specific-speed pump. Wide experience in the overall pumping industry has led to the use of positive-displacement pumps for this type of application, and triplex or quintuplex pumps, driven by gas engines or electric motors, power the vast majority of hydraulic pump installations. See Fig. 1.
Multiplex pumps consist of a power end and a fluid end. The power end houses a crankshaft in a crankcase. The connecting rods are similar to those in internal combustion engines, but connect to crossheads instead of pistons. The fluid end houses individual plungers, each with intake and discharge check valves usually spring loaded, and is attached to the power end by the spacer block, which houses the intermediate rods and provides a working space for access to the plunger system. Most units being installed in the oil field are of the horizontal configuration, which minimizes contamination of the crankcase oil with leakage from the fluid end. Vertical installations are still found, however, particularly with oil as the pumped fluid or when space is at a premium, as in townsite leases.
Multiplex pumps applied to hydraulic pumping usually have stroke lengths from 2 to 7 in. and plunger diameters between 1 and 2½ in. The larger plungers provide higher flow rates but are generally rated at lower maximum pressure because of crankshaft loading limitations. The normal maximum rating of multiplexes for continuous duty in hydraulic pumping applications is 5,000 psi, with lower ratings for the larger plungers, but applications above 4,000 psi are uncommon. Multiplex pumps are run at low speed to minimize vibration and wear and to avoid dynamic problems with the spring-loaded intake and discharge valves. Most applications fall between 200 and 450 rev/min, and because this is below the speeds of gas engines or electric motors, some form of speed reduction is usually required. Belt drives are found on some units, although gear reduction is more common while gear-reduction units are integral to some multiplexes and separate on others. A variety of reduction ratios are offered for each series of pumps. Because a positive-displacement pump has an essentially constant discharge flow rate for a given prime-mover speed, bypass of excess fluid normally is used to match a particular pressure and flow demand. Another option that has been used successfully is to drive the multiplex pump through a four-speed transmission, which greatly enhances the flexibility of the system. This allows much closer tailoring of the triplex output to the demand, thereby pumping at reduced speed when needed, which also tends to increase the life of such components as the packing and valving.
Each plunger pumps individually from a common intake manifold into a common discharge, and because discharge occurs only on the upstroke, there is some pulsation, for which pulsation dampers are commonly used.
Two types of plunger systems are in common use. For oil service, a simple and effective plunger-and-liner system is used that consists of a closely fitted metallic plunger inside a metallic liner. Sprayed metal coatings or other hard-facing means are often used to extend the life of the plunger and liner. When pumping water, the metal-to-metal system is not practical because the fit would have to be extremely close to keep leakage to an acceptable level. Galling and scoring are problems with close fits and the low lubricity of water, and to solve this problem, spring-loaded packing systems are used that do not require adjusting. The advent of high-strength aramid fibers for packing, in conjunction with other compounds to improve the friction characteristics, has resulted in a pronounced improvement in the ability of the pump to handle high-pressure water for extended periods of time. Water still presents a more severe challenge than oil, however, and water systems show much better life if operated at or below 3,500 psi.
Suction conditions are important to multiplex operation. Friction losses in piping, fluid end porting, and across the suction valving reduce the pressure available to fill the pumping chamber on the plunger downstroke, and if these losses are sufficiently great, cavitation may result. When pumping oil with dissolved gas, the reduction in pressure liberates free gas and causes knocking, so it is necessary to have a positive head on the suction side to overcome the friction losses. In addition, another phenomenon known as "acceleration head" must be considered. The flow in the suction piping must accelerate and decelerate a number of times for each crankshaft revolution. For the fluid (which has inertia) to follow the acceleration, energy must be supplied, which is then returned to the fluid on deceleration. The energy supplied during acceleration comes from a reduction in the pressure in the fluid, and if this drops too low, cavitation or gas liberation will result. The minimum suction head for the multiplex pump is then the sum of the friction losses and the acceleration head. Although the pump can draw a vacuum, this will flash gas and may tend to suck air across the valve or plunger packing. Manufacturers of multiplex pumps recommend appropriate suction charging pressures for their products, but it is worth noting that long, small-diameter suction lines increase the acceleration head loss and friction loss. It is therefore recommended for suction lines to be short and of large diameter, with no high spots to trap air or gas. Suction stabilizers or pulsation dampeners that tend to absorb the pulsations from the pump also reduce acceleration head, and users are encouraged to follow good piping practices in the installation of surface pumps.
In many cases, sufficient hydrostatic head is not available to provide the necessary suction pressure, and charge pumps are used to overcome this problem. Positive displacement pumps of the vane or crescent-gear type driven from the triplex have been used extensively, but they require a pressure-control valve to bypass excess fluid and match the multiplex displacement. Where electric power is available, centrifugal charge pumps have given excellent service. Centrifugal pumps generally need to run at speeds considerably above the multiplex speed, and so driving them from the multiplex presents problems, particularly with a gas engine drive where prime-mover speed variations cause significant variations in the charge-pump output pressure.
While good charging pressures are necessary to ensure proper loading and smooth operation, there are problems associated with very high charge pressures. These add to the crankshaft loading, and for charge pressures above about 250 psi, it is advisable to derate the maximum discharge pressure by one third of the charge pressure. High charge pressures also can adversely affect the lubrication of bearings, particularly in the crosshead wristpin. In addition, the mechanical efficiency of multiplex pumps is some 3 to 5% lower on the suction side compared to the discharge side.
In some cases, it is desirable to inject corrosion inhibitors or lubricants into the multiplex suction, and fresh water is sometimes injected to dissolve high salt concentrations. In severe pumping applications with low-lubricity fluids, lubricating oil is sometimes injected or dripped onto the plungers in the spacer block area to improve plunger life. Injection pumps are often driven from the multiplex drive for these applications. A troubleshooting guide for multiplex pumps is given in Table 1.
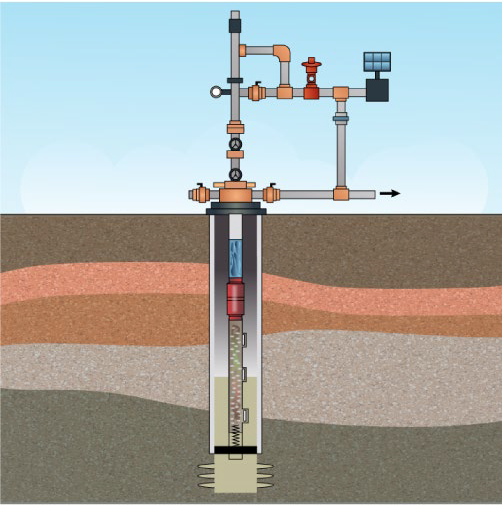
Various types of valves are used to regulate and to distribute the power fluid supply to one or more wellheads. Common to all free-pump systems is a four-way valve or wellhead control valve, which is mounted at the wellhead, as shown in Fig. 2. Its function is to provide for different modes of operation by shifting it to different positions. To circulate the pump into the hole, as shown in Fig. 3, power fluid is directed down the main tubing string. The power fluid begins to operate the pump once it is on bottom and seated on the standing valve. In the pump-out mode, power fluid is directed down the return tubing or casing annulus to unseat the pump and to circulate it to the surface. When the pump is on the surface, putting the valve in the bypass and bleed position permits the well to be bled down and the pump to be removed and replaced.
Most systems include a constant-pressure controller, as shown in Fig. 4, which maintains a discharge-pressure load on the multiplex pump by continuously bypassing the excess discharge fluid. It generally operates on the principle of an adjustable spring force on a piston-and-valve assembly that is pressure compensated. If the pressure rises on the high-pressure side, which is being controlled because of changing system loads, the pressure forces on the various areas within the valve will cause the valve to open and to bypass more fluid, restoring the high-pressure side to the preset condition. Jet pumps frequently are operated with a constant-pressure valve as the only surface control valve. The constant-pressure controller can be used to regulate the pressure on a manifold assembly serving multiple wells.
Reciprocating downhole pumps are usually regulated with a constant-flow control valve. The downhole unit can be maintained at a constant stroking rate if a constant volume of power fluid is supplied to it, and the constant-flow control valve is designed to provide a preset flow rate even if the downhole operating pressure fluctuated because of changing well conditions. Because this valve does not bypass fluid, it must be used with a constant-pressure controller on the higher-pressure or inlet side.
Where a number of wells are to be pumped from a central battery, a control manifold is used to direct the flows to and from the individual wells. Control manifolds are designed to be built up in modular fashion to match the number of wells being pumped and are generally rated for 5,000 psi working pressure. A constant pressure control valve regulates the pressure on the common power fluid side of the manifold. This pressure is generally a few hundred pounds per square inch greater than the highest pressure demanded by any well to allow proper operation of the individual well-control valves. Individual constant-flow control valves regulate the amount of power fluid going to each well. The use of a constant pressure valve allows excess fluid to bypass at the highest pressure. Meter loops or individual meters for each station can be integrated into the manifold.
Some wells flow or "kick back" when the operator is attempting to remove or insert a pump into the wellhead. Also, the presence of water may make it inadvisable to open up the entire tubing string for pump insertion and removal. The use of a lubricator allows the master valve below the wellhead to be closed, and the entire lubricator with the pump in it to be removed from the wellhead. The lubricator is essentially an extended piece of the tubing with a sideline to allow fluid flow when the pump is circulating in or out of the hole.
The function of the surface treating systems is to provide a constant supply of suitable power fluid to be used to operate the subsurface production units. The successful and economical operation of any hydraulic pumping system is to a large extent dependent on the effectiveness of the treating system in supplying high-quality power fluid. The presence of gas, solids, or abrasive materials in the power fluid adversely affects the operation and wears both the surface and downhole units. Therefore, the primary objective in treating crude oil or water for use as power fluid is to make it as free of gas and solids as possible. In addition, chemical treatment of the power fluid may be beneficial to the life of the downhole unit. In tests, it has been found that for best operation of the unit, a maximum total solids of 20 ppm, maximum salt content of 12 lbm/1,000 bbl oil, and a maximum particle size of 15 μm should be maintained. (These norms were established using oil in 30 to 40°API gravity range). It has been observed, however, that acceptable performance has been achieved in many cases where these values were exceeded, especially with the use of jet pumps and larger nozzles and throats. When using piston hydraulic pumps in heavy crude, these limitations have been exceeded and satisfactory results achieved, probably because the resulting wear does not increase leakage to the same degree. The periodic analysis of power fluid indicates steps to be taken for improved operation. For example, if the power-fluid analysis shows that iron sulfide or sulfate compounds make up the bulk of the solids, then a corrosion or scale problem exists that would require the use of chemical inhibitors to correct the problem. Water is the primary power fluid being used for jet pumping on offshore platforms and in applications where the majority of produced fluid being made is water. Water requires that a lubricant be added for use with reciprocating pumps. Other considerations in the choice of water or oil as a power fluid include:
Maintenance on surface pumps is usually less with the use of oil. The lower bulk modulus of oil also contributes to reduced pressure pulsations and vibrations that can affect all the surface equipment.
In high-friction systems, as sometime occurs with jet pumps in restricted tubulars, the lower viscosity of water can increase efficiency. With no moving parts, the jet pump is not adversely affected by the poor lubrication properties of water.
In deep casing-type installations, particularly with a jet pump, water when used as the power fluid can load up in the casing annulus return, negating any beneficial gas lifting effects for the produced gas.
A typical power-oil treating system that has proved adequate for most OPF systems, when stock-tank-quality oil is supplied, is shown in Fig. 1. This system has the general characteristic that all return fluids from the well, both production and power fluid, must pass through the surface treating facility. The power-oil settling tank in this system is usually a 24-ft-high, three-ring, bolted steel tank. A tank of this height generally provides adequate head for gravity flow of oil from the tank to the multiplex pump suction. If more than one multiplex pump is required for the system, individual power-oil tanks can be set up for each pump, or a single large tank can be used, whichever is more economical and best meets the operating requirements. If a single large tank supplies the suction for several pumps, individual suction lines are preferable.
The location of the stock-tank take-off and level control is important because it establishes the effective settling interval of the power-oil tank and controls the fluid level. All fluid coming from the spreader rises to the stock take-off level, where stock-tank oil is drawn off. Fluid rising above this level is only that amount required to replace the fluid withdrawn by the multiplex pump, and it is in this region that the power-oil settling process takes place. The light solids settled out are carried with the production through the stock-tank take-off, and the heavier particles settle to the bottom, where they must be removed periodically. The location of the stock take-off point should be within 6 ft of the spreader. The height to which the stock oil must rise in the piping, to overflow into the stock tank, determines the fluid level in the power-oil tank. The diameter of the piping used should be sufficient to provide negligible resistance to the volume of flow required (4-in. minimum diameter recommended). The extension at the top of the level control is connected to the gas line to provide a vent that keeps oil in the power-oil tank from being siphoned down to the level of the top of the stock tank.
In the closed power-fluid system, the power fluid returns to the surface in a separate conduit and need not go through the surface production treating facilities. The consequent reduction in surface treating facilities can tend to offset the additional downhole cost of the system. Virtually all closed power-fluid systems are in California because of the large number of townsite leases and offshore platforms, and water is usually the power fluid. Gravity settling separation in the power-fluid tank ensures that the power fluid remains clean despite the addition of solids from power-fluid makeup, corrosion products, and contamination during pump-in and pump-out operations. The power-fluid makeup is required to replace the small amount of fluid lost through fits and seals in the downhole pump and wellhead control valve. A certain amount of power fluid is also lost during circulating operations as well.

Hydraulic pumping systems have evolved toward the use of relatively high pressures and low flow rates to reduce friction losses and to increase the lift capability and efficiency of the system. Surface operating pressures are generally between 2,000 and 4,000 psi, with the higher pressures used in deeper wells, and power-fluid rates may range from a few hundred to more than 3,000 B/D. While some surface multistage centrifugal pumps are rated to this pressure range, they are generally quite inefficient at the modest flow rates associated with single-well applications. Multistage centrifugals can be used effectively when multiple wells are pumped from a central location. The surface pump for a single well or for just a few wells must be a high-head and low-specific-speed pump. Wide experience in the overall pumping industry has led to the use of positive-displacement pumps for this type of application, and triplex or quintuplex pumps, driven by gas engines or electric motors, power the vast majority of hydraulic pump installations. See Fig. 14.17.
Multiplex pumps consist of a power end and a fluid end. The power end houses a crankshaft in a crankcase. The connecting rods are similar to those in internal combustion engines, but connect to crossheads instead of pistons. The fluid end houses individual plungers, each with intake and discharge check valves usually spring loaded, and is attached to the power end by the spacer block, which houses the intermediate rods and provides a working space for access to the plunger system. Most units being installed in the oil field are of the horizontal configuration, which minimizes contamination of the crankcase oil with leakage from the fluid end. Vertical installations are still found, however, particularly with oil as the pumped fluid or when space is at a premium, as in townsite leases.
Multiplex pumps applied to hydraulic pumping usually have stroke lengths from 2 to 7 in. and plunger diameters between 1 and 2½ in. The larger plungers provide higher flow rates but are generally rated at lower maximum pressure because of crankshaft loading limitations. The larger plungers provide higher flow rates, but are generally rated at lower maximum pressure because of crankshaft loading limitations. The normal maximum rating of multiplexes for continuous duty in hydraulic pumping applications is 5,000 psi, with lower ratings for the larger plungers, but applications above 4,000 psi are uncommon. Multiplex pumps are run at low speed to minimize vibration and wear and to avoid dynamic problems with the spring-loaded intake and discharge valves. Most applications fall between 200 and 450 rev/min, and because this is below the speeds of gas engines or electric motors, some form of speed reduction is usually required. Belt drives are found on some units, although gear reduction is more common while gear-reduction units are integral to some multiplexes and separate on others. A variety of reduction ratios are offered for each series of pumps. Because a positive-displacement pump has an essentially constant discharge flow rate for a given prime-mover speed, bypass of excess fluid normally is used to match a particular pressure and flow demand. Another option that has been used successfully is to drive the multiplex pump through a four-speed transmission, which greatly enhances the flexibility of the system. This allows much closer tailoring of the triplex output to the demand, thereby pumping at reduced speed when needed, which also tends to increase the life of such components as the packing and valving.
Each plunger pumps individually from a common intake manifold into a common discharge, and because discharge occurs only on the upstroke, there is some pulsation, for which pulsation dampers are commonly used.
Two types of plunger systems are in common use. For oil service, a simple and effective plunger-and-liner system is used that consists of a closely fitted metallic plunger inside a metallic liner. Sprayed metal coatings or other hard-facing means are often used to extend the life of the plunger and liner. When pumping water, the metal-to-metal system is not practical because the fit would have to be extremely close to keep leakage to an acceptable level. Galling and scoring are problems with close fits and the low lubricity of water, and to solve this problem, spring-loaded packing systems are used that do not require adjusting. The advent of high-strength aramid fibers for packing, in conjunction with other compounds to improve the friction characteristics, has resulted in a pronounced improvement in the ability of the pump to handle high-pressure water for extended periods of time. Water still presents a more severe challenge than oil, however, and water systems show much better life if operated at or below 3,500 psi.
Suction conditions are important to multiplex operation. Friction losses in piping, fluid end porting, and across the suction valving reduce the pressure available to fill the pumping chamber on the plunger downstroke, and if these losses are sufficiently great, cavitation may result. When pumping oil with dissolved gas, the reduction in pressure liberates free gas and causes knocking, so it is necessary to have a positive head on the suction side to overcome the friction losses. In addition, another phenomenon known as "acceleration head" must be considered. The flow in the suction piping must accelerate and decelerate a number of times for each crankshaft revolution. For the fluid (which has inertia) to follow the acceleration, energy must be supplied, which is then returned to the fluid on deceleration. The energy supplied during acceleration comes from a reduction in the pressure in the fluid, and if this drops too low, cavitation or gas liberation will result. The minimum suction head for the multiplex pump is then the sum of the friction losses and the acceleration head. Although the pump can draw a vacuum, this will flash gas and may tend to suck air across the valve or plunger packing. Manufacturers of multiplex pumps recommend appropriate suction charging pressures for their products, but it is worth noting that long, small-diameter suction lines increase the acceleration head loss and friction loss. It is therefore recommended for suction lines to be short and of large diameter, with no high spots to trap air or gas. Suction stabilizers or pulsation dampeners that tend to absorb the pulsations from the pump also reduce acceleration head, and users are encouraged to follow good piping practices in the installation of surface pumps.
In many cases, sufficient hydrostatic head is not available to provide the necessary suction pressure, and charge pumps are used to overcome this problem. Positive displacement pumps of the vane or crescent-gear type driven from the triplex have been used extensively, but they require a pressure-control valve to bypass excess fluid and match the multiplex displacement. Where electric power is available, centrifugal charge pumps have given excellent service. Centrifugal pumps generally need to run at speeds considerably above the multiplex speed, and so driving them from the multiplex presents problems, particularly with a gas engine drive where prime-mover speed variations cause significant variations in the charge-pump output pressure.
While good charging pressures are necessary to ensure proper loading and smooth operation, there are problems associated with very high charge pressures. These add to the crankshaft loading, and for charge pressures above about 250 psi, it is advisable to derate the maximum discharge pressure by one third of the charge pressure. High charge pressures also can adversely affect the lubrication of bearings, particularly in the crosshead wristpin. In addition, the mechanical efficiency of multiplex pumps is some 3 to 5% lower on the suction side compared to the discharge side. Table 14.8.
Various types of valves are used to regulate and to distribute the power-fluid supply to one or more wellheads. Common to all free-pump systems is a four-way valve or wellhead control valve, which is mounted at the wellhead, as shown in Fig. 14.18. Its function is to provide for different modes of operation by shifting it to different positions. To circulate the pump into the hole, as shown in Fig. 14.15, power fluid is directed down the main tubing string. The power fluid begins to operate the pump once it is on bottom and seated on the standing valve. In the pump-out mode, power fluid is directed down the return tubing or casing annulus to unseat the pump and to circulate it to the surface. When the pump is on the surface, putting the valve in the bypass and bleed position permits the well to be bled down and the pump to be removed and replaced.
Most systems include a constant-pressure controller, as shown in Fig. 14.19, which maintains a discharge-pressure load on the multiplex pump by continuously bypassing the excess discharge fluid. It generally operates on the principle of an adjustable spring force on a piston-and-valve assembly that is pressure compensated. If the pressure rises on the high-pressure side, which is being controlled because of changing system loads, the pressure forces on the various areas within the valve will cause the valve to open and to bypass more fluid, restoring the high-pressure side to the preset condition. Jet pumps frequently are operated with a constant-pressure valve as the only surface control valve. The constant-pressure controller can be used to regulate the pressure on a manifold assembly serving multiple wells.
Reciprocating downhole pumps are usually regulated with a constant-flow control valve. The downhole unit can be maintained at a constant stroking rate if a constant volume of power fluid is supplied to it, and the constant-flow control valve is designed to provide a preset flow rate even if the downhole operating pressure fluctuated because of changing well conditions. Because this valve does not bypass fluid, it must be used with a constant-pressure controller on the higher-pressure or inlet side.
Where a number of wells are to be pumped from a central battery, a control manifold is used to direct the flows to and from the individual wells. Control manifolds are designed to be built up in modular fashion to match the number of wells being pumped and are generally rated for 5,000 psi working pressure. A constant pressure control valve regulates the pressure on the common power fluid side of the manifold. This pressure is generally a few hundred pounds per square inch greater than the highest pressure demanded by any well to allow proper operation of the individual well-control valves. Individual constant-flow control valves regulate the amount of power fluid going to each well. The use of a constant pressure valve allows excess fluid to bypass at the highest pressure. Meter loops or individual meters for each station can be integrated into the manifold.
Some wells flow or "kick back" when the operator is attempting to remove or insert a pump into the wellhead. Also, the presence of water may make it inadvisable to open up the entire tubing string for pump insertion and removal. The use of a lubricator allows the master valve below the wellhead to be closed, and the entire lubricator with the pump in it to be removed from the wellhead. The lubricator is essentially an extended piece of the tubing with a sideline to allow fluid flow when the pump is circulating in or out of the hole.
The function of the surface treating systems is to provide a constant supply of suitable power fluid to be used to operate the subsurface production units. The successful and economical operation of any hydraulic pumping system is to a large extent dependent on the effectiveness of the treating system in supplying high-quality power fluid. The presence of gas, solids, or abrasive materials in the power fluid adversely affects the operation and wears both the surface and downhole units. Therefore, the primary objective in treating crude oil or water for use as power fluid is to make it as free of gas and solids as possible. In addition, chemical treatment of the power fluid may be beneficial to the life of the downhole unit. In tests, it has been found that for best operation of the unit, a maximum total solids of 20 ppm, maximum salt content of 12 lbm/1,000 bbl oil, and a maximum particle size of 15 μm should be maintained. (These norms were established using oil in 30 to 40°API gravity range). It has been observed, however, that acceptable performance has been achieved in many cases where these values were exceeded, especially with the use of jet pumps and larger nozzles and throats. When using piston hydraulic pumps in heavy crude, these limitations have been exceeded and satisfactory results achieved, probably because the resulting wear does not increase leakage to the same degree. The periodic analysis of power fluid indicates steps to be taken for improved operation. For example, if the power-fluid analysis shows that iron sulfide or sulfate compounds make up the bulk of the solids, then a corrosion or scale problem exists that would require the use of chemical inhibitors to correct the problem. Water is the primary power fluid being used for jet pumping on offshore platforms and in applications where the majority of produced fluid being made is water. Water requires that a lubricant be added for use with reciprocating pumps. Other considerations in the choice of water or oil as a power fluid include:
Maintenance on surface pumps is usually less with the use of oil. The lower bulk modulus of oil also contributes to reduced pressure pulsations and vibrations that can affect all the surface equipment.
In high-friction systems, as sometime occurs with jet pumps in restricted tubulars, the lower viscosity of water can increase efficiency. With no moving parts, the jet pump is not adversely affected by the poor lubrication properties of water.
In deep casing-type installations, particularly with a jet pump, water when used as the power fluid can load up in the casing annulus return, negating any beneficial gas lifting effects for the produced gas.
A typical power-oil treating system that has proved adequate for most OPF systems, when stock-tank-quality oil is supplied, is shown in Fig. 14.20. This system has the general characteristic that all return fluids from the well, both production and power fluid, must pass through the surface treating facility. The power-oil settling tank in this system is usually a 24-ft-high, three-ring, bolted steel tank. A tank of this height generally provides adequate head for gravity flow of oil from the tank to the multiplex pump suction. If more than one multiplex pump is required for the system, individual power-oil tanks can be set up for each pump, or a single large tank can be used, whichever is more economical and best meets the operating requirements. If a single large tank supplies the suction for several pumps, individual suction lines are preferable.
The location of the stock-tank take-off and level control is important because it establishes the effective settling interval of the power-oil tank and controls the fluid level. All fluid coming from the spreader rises to the stock take-off level, where stock-tank oil is drawn off. Fluid rising above this level is only that amount required to replace the fluid withdrawn by the multiplex pump, and it is in this region that the power-oil settling process takes place. The light solids settled out are carried with the production through the stock-tank take-off, and the heavier particles settle to the bottom, where they must be removed periodically. The location of the stock take-off point should be within 6 ft of the spreader. The height to which the stock oil must rise in the piping, to overflow into the stock tank, determines the fluid level in the power-oil tank. The diameter of the piping used should be sufficient to provide negligible resistance to the volume of flow required (4-in. minimum diameter recommended). The extension at the top of the level control is connected to the gas line to provide a vent that keeps oil in the power-oil tank from being siphoned down to the level of the top of the stock tank.
In the closed power-fluid system, the power fluid returns to the surface in a separate conduit and need not go through the surface production treating facilities. The consequent reduction in surface treating facilities can tend to offset the additional downhole cost of the system. Virtually all closed power-fluid systems are in California because of the large number of townsite leases and offshore platforms, and water is usually the power fluid. Gravity settling separation in the power-fluid tank ensures that the power fluid remains clean despite the addition of solids from power-fluid makeup, corrosion products, and contamination during pump-in and pump-out operations. The power-fluid makeup is required to replace the small amount of fluid lost through fits and seals in the downhole pump and wellhead control valve. A certain amount of power fluid is also lost during circulating operations as well.
The central battery systems previously discussed have been used successfully for years and provide a number of benefits. The use of lease fluid treating facilities as part of the of the hydraulic system ensures good, low-pressure separation of the gas, oil, water, and solids phases present in any system. Good triplex charging of clean, gas-free oil and consistently clean power fluid supplied to the downhole pump are desirable features of this system. The lease treating facilities, however, must have sufficient capacity to process both the well production and the return power fluid. When the wells are closely spaced, the clustering of power generation, fluid treating, and control functions in one location (but sufficiently spread out) is very efficient and allows good use of the installed horsepower. Because the system is not limited by production variations on any one well, an adequate supply of the desired power fluid is ensured by the size of the system. A further benefit associated with the use of the lease separation facilities is the option of a closed power-fluid system. When well spacing is large, however, long, high-pressure power-fluid lines must be run. Also, individual well testing is complicated by the need to meter the power-fluid rate for each well, which can introduce measurement errors. As a final consideration, only a few wells in a field may be best suited to artificial lift by hydraulic pumping, so the installation of a central system is difficult to justify.
To address the limitations of the central battery system, single-well systems have been designed, Fig. 14.1. All units of this type share certain design concepts, with small variations depending on the manufacturer. Either one or two pressure vessels are located at the wellsite. The size of the main reservoir vessel depends on the nature of the well and the tubular completion. The reservoir vessel should ensure that, if the wellhead partially empties the return conduit to the flowline, adequate capacity remains to operate the downhole unit until production returns re-enter the vessel. Even if the well does not head, extra capacity is needed. When the unit is shut down for maintenance or pump changes, that portion of the return conduit occupied by gas needs to be filled from the vessel to unseat the pump and to circulate it to the surface. The vessel sizes normally used range from 42 × 120 in. to 60 × 240 in. In some wells, even the largest vessel may not be able to compensate fully for heading, in which case it is common to use backpressure to stabilize the heading. The vessels themselves are normally in the 175- to 240-psi working pressure range, with higher ratings available for special applications. Coal-tar-epoxy internal coatings are common, with special coatings for extreme cases.
The return power fluid and production for the well enter the vessel system where basic separation of water, oil, and gas phases takes place. Free gas at the vessel pressure is discharged to the flowline with a vent system that ensures a gas cap in the vessel at all times, while the oil and water separate in the vessel, and the desired fluid is withdrawn for use as power fluid. The power fluid passes through one or more cyclone desanders to remove solids before entering the multiplex suction, where it is pressurized for reinjection down the power-fluid tubing. Any excess multiplex output that is bypassed for downhole pump control is returned to the vessel. The underflow from the bottom of the cyclone desanders contains a high-solids concentration and is discharged either into the flowline or back into the vessel system. Once the system is stabilized on the selected power fluid, the well production of oil, water, and gas is discharged into the flowline from the vessel, which is maintained at a pressure above the flowline. Because the flowline is carrying only what the well makes, additional treating and separating facilities are not needed, as they are in the central battery system that handles mixed well production and power fluid. This feature also facilitates individual well testing.
Overall, simple gravity dump piping, which consists of a riser on the outside of the vessel, controls the fluid level in the vessel system. To prevent siphoning of the vessel, the gas-vent line is tied in the top of the riser as a siphon breaker. The choice of oil or water power fluid is made by selection of the appropriate take-off points on the vessel so that the production goes to the flowline and the power fluid goes to the multiplex pump. If the multiplex suction is low in the vessel and the flowline is high in the vessel, water will tend to accumulate in the vessel and will be the power fluid. If the multiplex suction is high in the vessel and the flowline is low, oil will tend to accumulate in the vessel and will be the power fluid. Opening and closing appropriate valves sets the system up for the chosen power fluid. The multiplex suction outlets are positioned with respect to the overall fluid level in the vessel to avoid drawing power fluid from the emulsion layer between the oil and water because this layer generally contains a significantly higher concentration of solids and is not easily cleaned in the cyclones.
The power-fluid cleaning is accomplished with cyclone desanders that require a pressure differential across them. In the two-vessel system, a differential pressure valve between the two vessels that stages the pressure drop from the wellhead accomplishes this. The energy to maintain this staged pressure is supplied by the multiplex pump through the downhole pump.
Maintaining the proper flow through the cyclone to ensure good cleaning depends on correctly adjusting the pressures at the feed nozzle, overflow, and underflow. At the design flow rates, a 30- to 50-psi drop normally occurs from the feed nozzle to the overflow. In the single-vessel system, a charged pump supplies the pressure, while in a dual-vessel system, the pressure is supplied by a higher backpressure on the returns from the well. Because of the centrifugal head, the cyclone overflow pressure is generally 5 to 15 psi higher than the underflow pressure. An underflow restrictor is commonly used to adjust the amount of underflow to between 5 and 10% of the overflow. This ensures good cleaning without circulation of excessive fluid volumes. It should be noted that the volume flow rates through a cyclone vary inversely with the specific gravity of the fluid, and that within the range of normal power fluids, increased viscosity leads to increased flow rates. The viscosity that suppresses the internal vortex action causes this latter effect. Therefore, proper cyclone sizing to match the charge and multiplex pump characteristics must be done carefully and with detailed knowledge of the fluid to be processed. The manufacturers of the packaged systems supply appropriate cyclones for the installation, but it should be noted that moving the portable unit to another well might require resizing of the cyclone system.
Although, the single-vessel system was developed for applications involving widely spaced wells, two or three well installations have been successfully operated from a single-well system. This installation is very attractive on offshore platforms. With a large number of highly deviated wells, offshore production is well suited to hydraulic pumping with free pumps, but the extra fluid treating facilities with an open power-fluid system is a drawback when severe weight and space limitations exist. The closed power-fluid system answers this problem, but the extra tubulars in deviated holes create their own set of problems and expense. Furthermore, the use of jet pumps, which is quite attractive offshore, is not possible with the closed power-fluid system. For safety and environmental reasons, water is almost always the power fluid of choice offshore. A large single-well system can receive the returns from all the wells and separate the power water necessary for reinjection to power downhole units. Full 100% separation of the oil from the power water is not necessary, and, in fact, some minor oil carryover will contribute to the power-fluid lubricity. The platform separation facilities then have to handle only the actual production from the wells. A compact bank of cyclone cleaners completes the power-fluid separation and cleaning unit.
In summary, the hydraulic system normally is used in areas where other types of artificial lift have failed or, because of well conditions, have been eliminated because of their shortcomings. Hydraulic pumping systems have been labeled expensive, where, in truth, the use of other artificial lift methods may not be feasible. These include, but are not limited to, the following:
Use of hydraulic systems in relatively deep, hot, high-volume wells. (Note: Hydraulic pumps can go through tubing with as much as a 24° buildup per 100 ft.)
The following is an example of a design for a well using a jet pumping system. The design data must be carefully collected and is shown in Table 14.9. Because there are numerous possible combinations, and a design typically requires many iterations, current design methods utilize computer software programs.
A jet pumping system was chosen because of the remote location, the advantage of the free-pump system to reduce pump pulling costs, and the advantages and flexibility of a central system to produce several wells drilled in the same field. There are no gas-sales lines, and the produced gas is used to provide the necessary energy to drive the prime movers. The wells are 5,400 ft in depth and have a static reservoir pressure of 2,050 psia. The jet hydraulic pumping system has been operating successfully for 5 years with low operating expenses.
One well was producing only 150 B/D, and a pressure buildup survey and production test indicated a skin of 50. Following a successful reperforating and stimulation treatment, the well is capable of producing significantly higher rates. By running the original jet combination and matching the power fluid, injection pressure, and total production, a new pump intake was calculated, and a new IPR curve was determined.
A design was made to find what could be produced with the existing horsepower and also what might be achieved if excess horsepower from a second well was used. A throat and nozzle (10B) with an annulus of 0.0503 was determined to be a good fit for both cases. See Table 14.6. The selected jet has an ability to produce 1,063 B/D using 1,720 B/D of power fluid at 2,500 psi injection or 81 hp. See Table 14.9. If the power-fluid injection pressure is increased to 3,000 psi, the power-fluid volume is increased to 1,896 B/D, and the pump intake pressure is reduced to 850 psig, then 1,200 B/D of production is feasible, which will take 108 hp.
The predicted performance of the jet pump system for this well is shown in Fig. 14.22. Line 1 on the graph represents 2,500 psi injection and 81 hp. Line 2 represents 3,000 psi and 108 hp. If pressure is increased to 3,500 psi, the pump will go into cavitation, and damage might occur to the jet nozzle throat.
Currently a 12,000-ft well is equipped with a sucker rod beam pumping system with the pump set at only 9,000 ft. The design data, plus the well completion and pump installation data summary and a pump performance summary, are shown in Table 14.10. The well is deviated with a severe dogleg at 9,100 ft and produces only 100 B/D with a pump intake pressure (PIP) of about 1,000 psi. Workover rig cost is high, and a free-pump installation is desirable to reduce maintenance costs. Furthermore, a production increase is essential for this remotely located well. A review of the IPR data shown in Fig. 14.23 indicates that production can easily be increased from 100 B/D to 350 B/D, if the well can be pumped with a Pwf of 500 psi without significant gas interference. Pressure maintenance operations have begun in the field, and further decrease in the reservoir pressure is not expected. An economic analysis indicates a payout from changing to the hydraulic system in less than 3 years.
The 5½-in. casing has a significant effect on the proposed design. Considering the casing size, depth, production requirements, and reservoir conditions, a casing free-pump system was selected. Power oil is pumped down the tubing and returned up the casing-tubing annulus with the oil, water, and gas production. The 2 7/8-in. [2.441-in. inside diameter (ID)] N-80 tubing now in the well has ample tension, burst, and collapse strengths and will be used. The pump is set at the lowest possible depth (12,000 ft) in order to achieve an operating pressure of 500 psi at the perforations. At design conditions, a pump displacement of about 580 B/D is required to produce the oil and water liquids, plus the free gas. In order to decrease the number of pump failures, the strokes per minute are limited to 33.4. Pump model 252017 was chosen to stay within this range. See Table 14.1.
The selected pump is designed to run at 46.3% of rated speed, requiring a power-fluid volume of 741 B/D and an injection pressure of 3,211.8 psi. Horsepower required for this well is 44.9 hp, and a 60-hp system is selected to provide more flexibility and compensate for wear and possible higher gas volumes.

The normal ESP system configuration is shown in Fig. 13.1. It shows a tubing-hung unit with the downhole components comprising of a multistage centrifugal pump with either an integral intake or separate, bolt-on intake; a seal-chamber section; and a three-phase induction motor, with or without a sensor package. The rest of the system includes a surface control package and a three-phase power cable running downhole to the motor. Because of the ESP’s unique application requirement in deep, relatively small-bore casings, the equipment designer and manufacturer are required to maximize the lift of the pump and the power output of the motor as a function of the diameter and length of the unit. Therefore, the equipment is typically long and slender. The components are manufactured in varying lengths up to approximately 30 ft, and for certain applications, either the pump, seal, or motor can be multiple components connected in series.
Throughout their history, ESP systems have been used to pump a variety of fluids. Normally, the production fluids are crude oil and brine, but they may be called on to handle liquid petroleum products; disposal or injection fluids; and fluids containing free gas, some solids or contaminates, and CO2 and H2S gases or treatment chemicals. ESP systems are also environmentally esthetic because only the surface power control equipment and power cable run from the controller to the wellhead are visible. The controller can be provided in a weatherproof, outdoor version or an indoor version for placement in a building or container. The control equipment can be located within the minimum recommended distance from the wellhead or, if necessary, up to several miles away. API RP11S3 provides the guidelines for the proper installation and handling of an ESP system. Table 13.1, some of which are discussed later in this chapter.
The ESP is a multistage centrifugal type. A cross section of a typical design is shown in Fig. 13.2. The pumps function is to add lift or transfer pressure to the fluid so that it will flow from the wellbore at the desired rate. It accomplishes this by imparting kinetic energy to



 8613371530291
8613371530291