
onshore mud pump pricelist

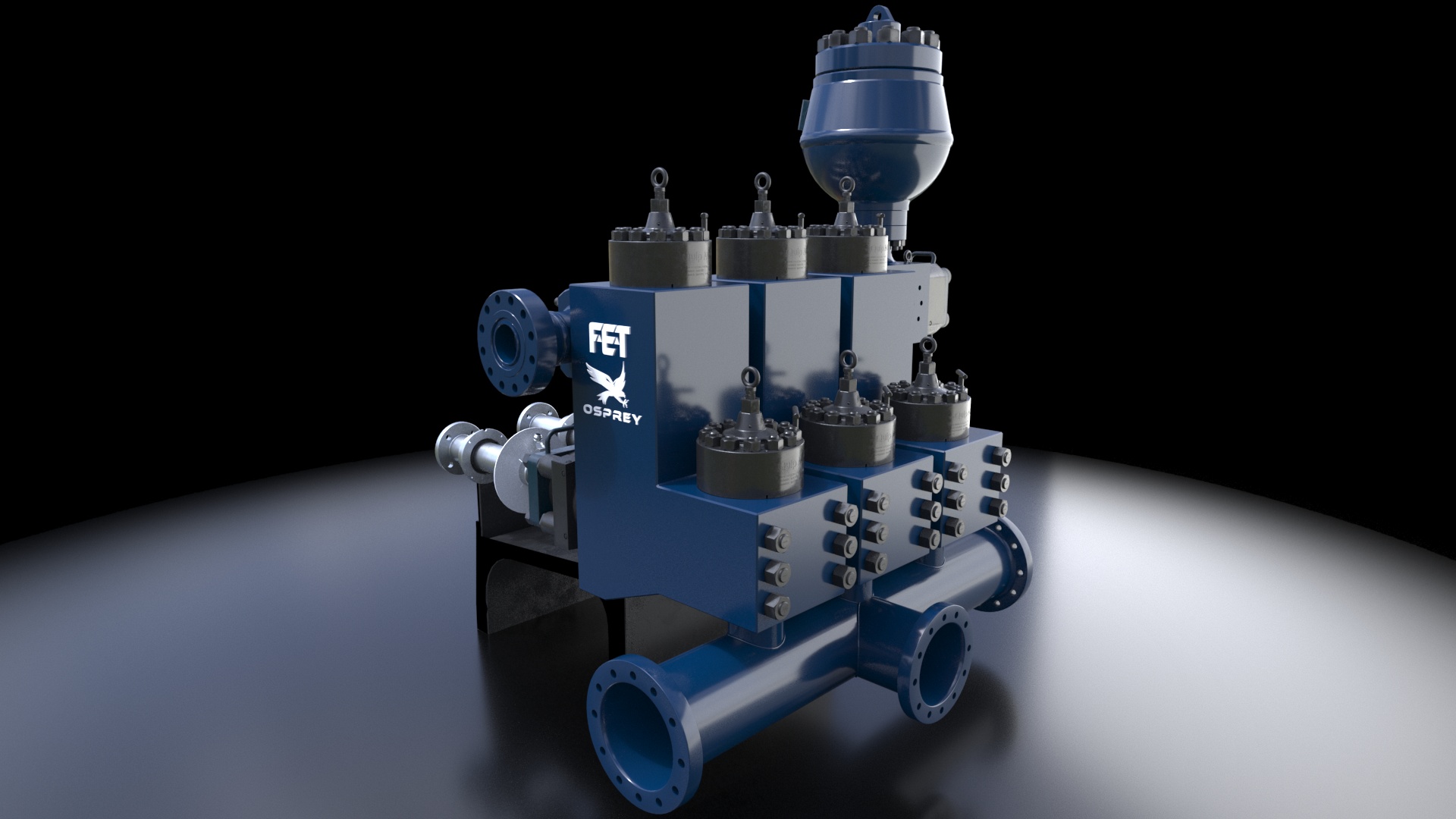
The 2,200-hp mud pump for offshore applications is a single-acting reciprocating triplex mud pump designed for high fluid flow rates, even at low operating speeds, and with a long stroke design. These features reduce the number of load reversals in critical components and increase the life of fluid end parts.
The pump’s critical components are strategically placed to make maintenance and inspection far easier and safer. The two-piece, quick-release piston rod lets you remove the piston without disturbing the liner, minimizing downtime when you’re replacing fluid parts.

AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCabo VerdeCambodiaCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos IslandsColombiaComorosCongoCongo, Democratic Republic of theCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzechiaCôte d"IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly SeeHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, Democratic People"s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People"s Democratic RepublicLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacaoMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth MacedoniaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRomaniaRussian FederationRwandaRéunionSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwedenSwitzerlandSyria Arab RepublicTaiwanTajikistanTanzania, the United Republic ofThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkmenistanTurks and Caicos IslandsTuvaluTürkiyeUS Minor Outlying IslandsUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U.S.Wallis and FutunaWestern SaharaYemenZambiaZimbabweÅland Islands

The CMP 1600 mud pump is a single-acting reciprocating triplex mud pump that delivers increased reliability, improved maintainability, and reduced weight and footprint.
Built on the success of the WH-Series 1612 onshore mud pump, the CMP 1600 mud pump accommodates discharge pressure up to 7,500 psi and fluid flow up to 826 galUS/min.
Strategic placement and improved serviceability of the mud pump’s critical components enable much safer and easier access during maintenance and inspection. The two-piece, quick-release piston rod enables piston removal without disturbing the liner; for added simplicity, all sensors, monitoring devices, and optional instruments are wired to a single junction box.

The drilling industry has roots dating back to the Han Dynasty in China. Improvements in rig power and equipment design have allowed for many advances in the way crude oil and natural gas are extracted from the ground. Diesel/electric oil drilling rigs can now drill wells more than 4 miles in depth. Drilling fluid, also called drilling mud, is used to help transfer the dirt or drill cuttings from the action of the drilling bit back to the surface for disposal. Drill cuttings can vary in shape and size depending on the formation or design of the drill bit used in the process.
Watch the video below to see how the EDDY Pump outperforms traditional pumps when it comes to high solids and high viscosity materials commonly found on oil rigs.
The fluid is charged into high-pressure mud pumps which pump the drilling mud down the drill string and out through the bit nozzles cleaning the hole and lubricating the drill bit so the bit can cut efficiently through the formation. The bit is cooled by the fluid and moves up the space between the pipe and the hole which is called the annulus. The fluid imparts a thin, tough layer on the inside of the hole to protect against fluid loss which can cause differential sticking.
The fluid rises through the blowout preventers and down the flowline to the shale shakers. Shale shakers are equipped with fine screens that separate drill cutting particles as fine as 50-74 microns. Table salt is around 100 microns, so these are fine cuttings that are deposited into the half-round or cuttings catch tank. The drilling fluid is further cleaned with the hydro-cyclones and centrifuges and is pumped back to the mixing area of the mud tanks where the process repeats.
The drill cuttings contain a layer of drilling fluid on the surface of the cuttings. As the size of the drill cuttings gets smaller the surface area expands exponentially which can cause rheological property problems with the fluid. The fluid will dehydrate and may become too thick or viscous to pump so solids control and dilution are important to the entire drilling process.
One of the most expensive and troubling issues with drilling operations is the handling, processing, and circulation of drilling mud along with disposing of the unwanted drill cuttings. The drilling cuttings deposited in the half round tank and are typically removed with an excavator that must move the contents of the waste bin or roll-off box. The excavators are usually rented for this duty and the equipment charges can range from $200-300/day. Add in the cost for the day and night manpower and the real cost for a single excavator can be as much as $1800/day.
Offshore drilling rigs follow a similar process in which the mud is loaded into empty drums and held on the oil platform. When a certain number of filled drums is met, the drums are then loaded onto barges or vessels which take the drilling mud to the shore to unload and dispose of.
Oil field drilling operations produce a tremendous volume of drill cuttings that need both removal and management. In most cases, the site managers also need to separate the cuttings from the drilling fluids so they can reuse the fluids. Storing the cuttings provides a free source of stable fill material for finished wells, while other companies choose to send them off to specialty landfills. Regardless of the final destination or use for the cuttings, drilling and dredging operations must have the right high solids slurry pumps to move them for transport, storage, or on-site processing. Exploring the differences in the various drilling fluids, cutting complications, and processing options will reveal why the EDDY Pump is the best fit for the job.
The Eddy Pump is designed to move slurry with solid content as high as 70-80 % depending on the material. This is an ideal application for pumping drill cuttings. Drill cuttings from the primary shakers are typically 50% solids and 50% liquids. The Eddy Pump moves these fluids efficiently and because of the large volute chamber and the design of the geometric rotor, there is very little wear on the pump, ensuring long life and greatly reduced maintenance cost for the lifetime of the pump.
plumbed to sweep the bottom of the collection tank and the pump is recessed into a sump allowing for a relatively clean tank when the solids are removed. The Eddy Pump is sized to load a roll-off box in 10-12 minutes. The benefit is cuttings handling is quicker, easier, safer, and allows for pre-planning loading where the labor of the solids control technician is not monopolized by loading cuttings. Here, in the below image, we’re loading 4 waste roll-off bins which will allow the safe removal of cuttings without fear of the half-round catch tank running over.
Mud cleaning systems such as mud shaker pumps and bentonite slurry pumps move the material over screens and through dryers and centrifuges to retrieve even the finest bits of stone and silt. However, the pump operators must still get the raw slurry to the drill cuttings treatment area with a power main pump. Slurry pumps designed around the power of an Eddy current offer the best performance for transferring cuttings throughout a treatment system.
Options vary depending on whether the company plans to handle drill cuttings treatment on-site or transport the materials to a remote landfill or processing facility. If the plan is to deposit the cuttings in a landfill or a long-term storage container, it’s best to invest in a pump capable of depositing the material directly into transport vehicles. Most dredging operations rely on multiple expensive vacuum trucks, secondary pumps, and extra pieces of equipment.
Using an EDDY Pump will allow a project to eliminate the need for excavators/operators to load drill cuttings, substantially lowering both labor and heavy equipment costs. The EDDY Pump also allows a company to eliminate vacuum trucks once used for cleaning the mud system for displacing fluids. Since the pump transfers muds of all types at constant pressure and velocity throughout a system of practically any size, there’s little need for extra equipment for manual transfer or clean up on the dredge site.
The EDDY Pump can fill up a truck in only 10 minutes (compared to an hour) by using a mechanical means such as an excavator. For this reason, most companies can afford one piece of equipment that can replace half a dozen other units.
This application for the Eddy Pump has the potential to revolutionize the drilling industry. Moving the excavator out of the “back yard” (the area behind the rig from the living quarters) will make cuttings handling a breeze. Trucking can be easier scheduled during daylight hours saving on overtime and incidences of fatigued driving. Rig-site forklifts can move the roll-off boxes out of the staging area and into the pump loading area. The operator can save money on excavators rental, damages, and keep the technician operating the solids control equipment.
The EDDY Pump is ideal for drilling mud pump applications and can be connected directly onto the drilling rigs to pump the drilling mud at distances over a mile for disposal. This eliminates the need for costly vacuum trucks and also the manpower needed to mechanically move the drilling mud. The reasons why the EDDY Pump is capable of moving the drilling mud is due to the hydrodynamic principle that the pump creates, which is similar to the EDDY current of a tornado. This tornado motion allows for the higher viscosity and specific gravity pumping ability. This along with the large tolerance between the volute and the rotor allows for large objects like rock cuttings to pass through the pump without obstruction. The large tolerance of the EDDY Pump also enables the pump to last many times longer than centrifugal pumps without the need for extended downtime or replacement parts. The EDDY Pump is the lowest total life cycle pump on the market.

Our high-performance mud pumps for drilling rigs have been field-tested for nearly a century, and we’re proud to hold the title industry leader, while simultaneously offering our customers the lowest total cost of ownership.
GD Energy Products drilling pumps provide unmatched durability for the most challenging offshore and onshore applications and come with a five-year warranty on the power end, making them the ideal choice for both super-spec rigs and rigs requiring upgrades.
All GD Energy Products triplex drilling pumps are machined for extreme applications and built for resilience. Each pump is backed by One Customer Service, Parts on Demand and our Pump University training programs, ensuring downtime is reduced and drilling pumps remain in the field for the life of the job.

Weir provides the oil and gas industry with the best in full open valve and seat technology and manufactures a wide variety of valves and seats for workover pumps, high pressure well service fracturing pumps, cementing pumps and mud pumps through its Novatech™ pressure pumping equipment line.
Novatech leads the industry in full open valve and seat technology and manufactures valves and seats for workover pumps, high pressure well service fracturing pumps, cementing pumps and mud pumps. Novatech also manufactures caged assemblies for almost all well service pumps and applications, including workover, cementing, acidizing and fracking. Novatech developed the first valve and seat in the industry rated for continuous service at 7,500 psi. Products are 100% made in U.S.A.
Reasontek carry Weir/Novatech products for oilfield applications including valves, seats, inserts replacement of pump maintenance. Please check the catalogue below and let us know your request.

We design and manufacture robust, functional, reliable high pressure pumping equipment for mud injection applications around the world. Every Calder Waste Injection unit incorporates the proven inherent attributes of quality and reliability whilst matching individual installation requirements. The well service mud pumps are designed to operate over a wide range of flows and pressures for the injection of seawater and slurries consisting of drill cuttings, drilling muds and sand into subsea strata as demanded by the offshore drilling industry worldwide.
We have the experience and skills to engineer a cost-effective solution to your mud pump requirements in a range of operating environments utilising the best engineering practices, and designing the system to be either diesel, electric or hydraulically powered.

Weir provides the oil and gas industry with the best in full open valve and seat technology and manufactures a wide variety of valves and seats for workover pumps, high pressure well service fracturing pumps, cementing pumps and mud pumps through its Novatech™ pressure pumping equipment line.
Novatech leads the industry in full open valve and seat technology and manufactures valves and seats for workover pumps, high pressure well service fracturing pumps, cementing pumps and mud pumps. Novatech also manufactures caged assemblies for almost all well service pumps and applications, including workover, cementing, acidizing and fracking. Novatech developed the first valve and seat in the industry rated for continuous service at 7,500 psi. Products are 100% made in U.S.A.
Reasontek carry Weir/Novatech products for oilfield applications including valves, seats, inserts replacement of pump maintenance. Please check the catalogue below and let us know your request.

We design and manufacture robust, functional, reliable high pressure pumping equipment for mud injection applications around the world. Every Calder Waste Injection unit incorporates the proven inherent attributes of quality and reliability whilst matching individual installation requirements. The well service mud pumps are designed to operate over a wide range of flows and pressures for the injection of seawater and slurries consisting of drill cuttings, drilling muds and sand into subsea strata as demanded by the offshore drilling industry worldwide.
We have the experience and skills to engineer a cost-effective solution to your mud pump requirements in a range of operating environments utilising the best engineering practices, and designing the system to be either diesel, electric or hydraulically powered.

TSC provides a comprehensive line of drilling expendables, spare parts and supplies through its strategically located warehouses and extensive world-wide distribution network. TSC manufactures and distributes mud pump fluid end expendables for almost all popular pump models used around the world.
Mud Pumps are available for the different purposes of drilling and extracting of oil. In fact, the Unitized Pumps are a work of the hydraulic mechanical transmission. Unitized pump parts include 4 types of packages such as the air clutch transmission takes in the diesel engine, transmission (including card and shaft, decelerator, clutch, belt and pulley) and the Mud pump. The Mud Pumps are also inclusive of the hydraulic coupling transmission that consists of the diesel engine, hydraulic coupling and the Mud pump. It also includes the electric drive Mud pump and the chain transmission for apt design and assembling.
The Unitized design Pumps are built as well as licensed according to the specifications of the American Petroleum Institute where the master skid is the standard oilfield 3 runner skid. Mud Pumps like the F 1000 are driven by the diesel engine with the help of the narrow V belts. Pumps are complete with a bulk wheel, a set of V belts, a screw assembly, a belt guard and the screw devices for tightening the belts. Mud pump like the triplex liner single action pumps has an input power of 1000 horse power. The maximum stroke is all of 10 inches or 254 mm.
Mud parts also contain a maximum working pressure of 5000 PSI or 35 MPA. The Mud Pumps have a gear type made of integral herring bone with API 6 valve pots. The intake of the F 1000 Pumps is 12 inches or 305 mm and they have a discharge space of 4 inches or 102 mm. Mud pump also contain a pulsation dampener model that has a capacity of 75.7 liters or 20 gallons. The relief valve and pressure gauge are also an important part of the Mud pump as they help in various ways.
Mud pump like the diesel engine has a rated speed of about 1200 revolutions per minute and the movement takes place in an anticlockwise direction with the face output shaft end. For the purpose of testing and commissioning, the Mud pump needs to be installed and secured with machinery and different kinds of equipment. Furnish the lube products for testing and the diesel is required to be run for testing the transmission devices. To give you an idea, the Mud pump that is being discussed in this category is available at competitive prices and can be obtained for pneumatic clutch transmission that can be adjusted according to customer’s requirements.
An integral part of onshore and offshore drilling, mud pumps circulate the drilling fluids used to facilitate drilling oil and natural gas wells. Used to stabilize pressure and support the well during the drilling process, drilling fluids also provide friction reduction and a means to remove cuttings.
While drilling with some type of fluid has been in practice for centuries, the term "drilling mud" was coined when a herd of cattle was driven through a wet field near Spindletop, and the resulting mud was used to lubricate the drillstring and drill bit. Drilling fluids have come a long way since those early days of drilling, and offshore mud pumps are constantly taxed to help operators find and develop hydrocarbons in harsher, deeper and more difficult locations.
"A mud pump delivers drilling fluid from the mud tanks, through the top drive, down the drill string and through the bit," explained Juan Lerma, Mud Pumps Product Line Manager at National Oilwell Varco. "When the mud exits the bit, it travels back to the surface carrying the cuttings made by the bit where it flows over a shale-shaker removing the cuttings, cleaning the mud and returning it to the tanks, where it"s used over and over again."
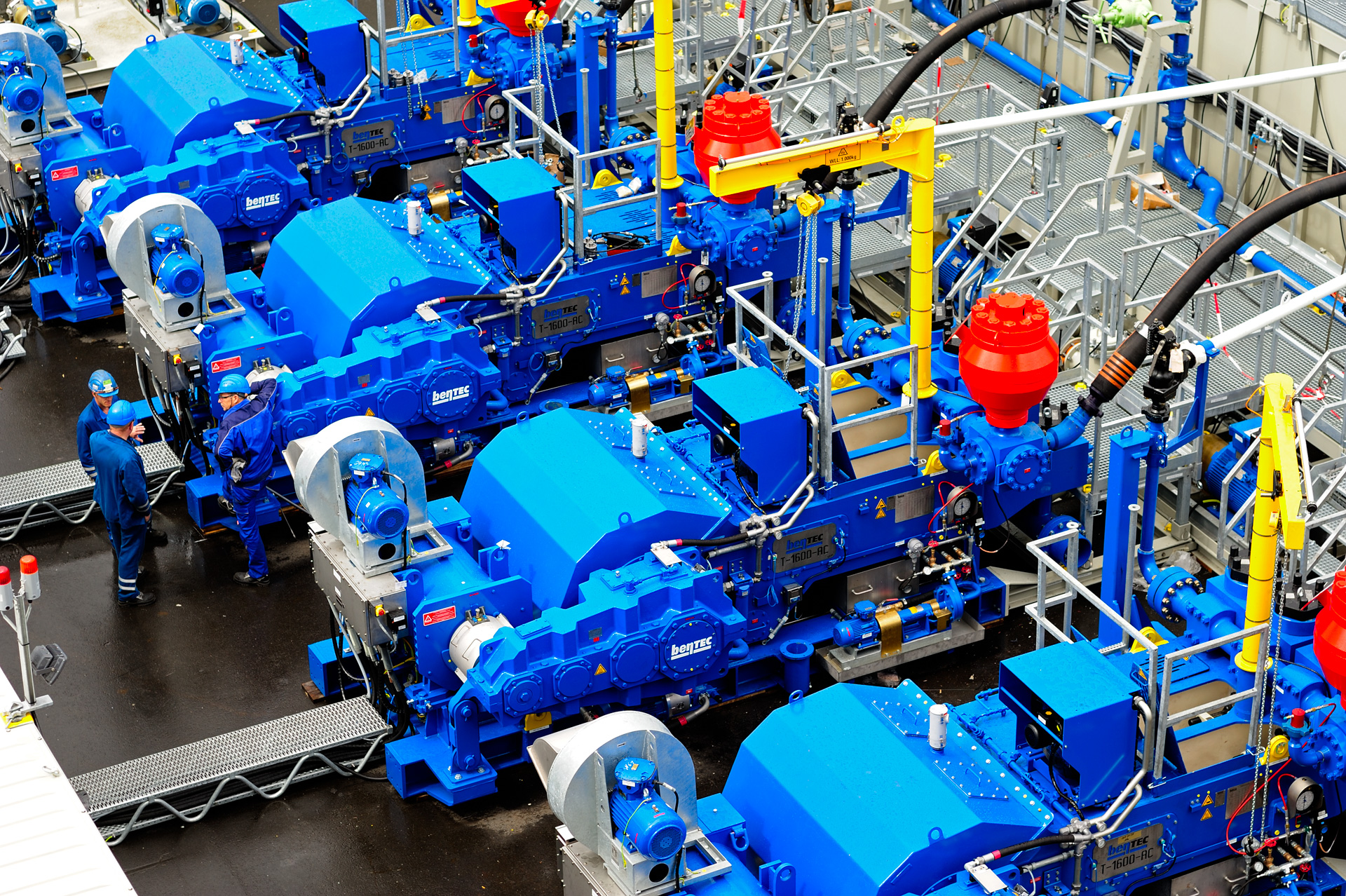
"A mud pump is one of the critical and required pieces of equipment for a drilling rig whether on land or offshore," Lerma stated. "Offshore, where real estate is at a premium, mud pumps are configured with a compact top-mounted drive system, reducing the overall length with a smaller package and strategically placing it in the pump room for permanent installation."
"Jackups semis and drillships all use the same mud pumps; however, the number of pumps installed in the pump rooms changes from rig to rig depending on the drilling specifications," explained Lerma.
Additionally, the rock formations and pressure encountered when drilling may vary; HT/HP and environmental conditions also may affect the drilling process, as well as the drilling fluids chosen and mud pumps required.
"As the drilling programs require higher flows and higher pressures, it is necessary to increase pressure ratings and either increase the number of mud pumps required or utilize larger capacity mud pumps," Lerma continued. "Most early jackups utilized two mud pumps and piping systems rated for 5000 psi work pressures and 1600 horsepower, while most of today"s jackups have 7500 psi working pressure and up to four 2200 HP pumps piping systems."
According to information gathered by premium rig data service RigLogix, National Oilwell Varco leads the pack in providing mud pumps to offshore oil rigs. Of the top six brands of mud pumps, NOV supplies four of them, garnering more than 70% of the offshore mud pump market.
Those leading NOV brands include National Oilwell, Continental Emsco (which was acquired by NOV in 1999), National and NOV. The other leading mud pump system is provided by Gardner Denver and is the third most popular type of system offshore. Additionally, Lewco, a division of Rowan, has about 4% of the offshore mud pump market, putting it fifth on the list of leading suppliers.
With more than four decades of experience providing the offshore industry with mud pumps, Lerma revealed that the company has been able to sustain such a high market share by constantly transforming the product to meet the needs of the industry. As offshore drilling programs have required higher flows and pressures, the company has strived to provide the best quality equipment, while maintaining the lowest cost of ownership.
To better serve its offshore clients, the company developed the Hex Pump in the last several years, and this new line of mud pumps has proven a success in offshore waters worldwide. Boasting 2400 HP, the Hex pump is capable of delivering up to 1,034 gallons of drilling fluids per minute, making it one of the most powerful mud pumps on the market today.
In 2004, the first two Hex Pumps were deployed on a Global Santa Fe rig working offshore West Africa, and in 2005, both the Noble Max Smith and the Noble All While started using the Hex Pump as well. In fact, the Noble Al White, working in the harsh conditions of the North Sea, was the first rig to be solely dependent on the Hex Pumps with two of them located in its pump room, and the rig now has more than 8,000 hours of successful drilling operations using the system.
"The first drillship to use the system, Transocean"s Discoverer Clear Leader just started drilling in the Gulf of Mexico with five Hex Pump systems," said Lerma. "Additionally, the soon-to-start-drilling Discoverer Americas houses four Hex Pumps, and the soon-to-be-delivered Discoverer Inspiration will have five."

At BOPM, we constantly maintain 5 million worth of mud pump parts on the shelf at our Houston warehouse location. It includes modules, liners, extension rods, piston rods, pistons , threaded rings, caps, valve covers, valve guides, valves, seats etc. for all major brands of pumps: Gardner Denver®, Ideco®, Emsco®, National®, Oilwell®, Skytop Brewster®, Lanshi(3NB1300C) ®, Bomco ®, HH ®.
BOPM offers a complete line of interchangeable fluid end modules and accessories for triplex mud pumps, such as National, Emsco, Gardner Denver, Bomco, Ideco and Oilwell. We offer both standard OEM style replacement parts and Two piece “L” Shaped fluid ends.
BOPM piston rods are made with premium grade, heat treated alloy steel. The rods offer excellent resistance to fatigue, corrosion and heavy loads. A full line of piston rods are available for various pumps.
BOPM extension rods are made from high strength alloy steel, and are either heat treated or chrome plated. The rod offers excellent resistance to fatigue, corrosion and heavy loads. BOPM extension rods are machined and polished to ensure a perfect seal to protect the mud pump gear end.
All of our gear set adopt high-end carburization heat treatment and precise grinding machining to offer unparalleled durability; first we use high strength alloy steel, then adopt the Carburization heat treatment to enhance the hardness and wearability, finally adopt the grinding fine machining to ensure the smooth gear teeth surface; Resulting in consistent and rugged performance throughout pump operation.
BOPM bonded urethane pistonsare constructed of urethane, bonded to a steel hub. The double durometer urethane is designed to provide optimal performance in oil or water based mud and high drilling pressures.
BOPM Replaceable Rubber Pistonis made with tough and durable Buna N rubber for all pressures, and is ideally suited for water-base mud. A special processing of the fabric provides an unusually waterproof bond of fabric to piston which assures longer life.
BOPM Bonded Rubber Pistonis made with tough and durable Buna N rubber for all pressures, and is ideally suited for water-base mud. A special processing of the fabric provides an unusually waterproof bond of fabric to piston which assures longer life.

Produced water is a byproduct of oil and gas production. Oil and gas reservoirs often contain plenty of groundwater, creating a slurry when pumped to the surface. Before the oil and gas can be used, the water and any solids mixed in need to be separated and disposed of.
While separating the produced water from the oil and gas is straightforward, the real challenge is what to do with the produced water afterwards. Produced water is by far the most common byproduct of oil and gas production. In the United States alone, approximately 21 billion barrels are pumped out every year.
In an onshore oil field, things get far more complicated. The regulations onshore are more stringent since the hazard of the produced water mixing with drinking water is very real.
In offshore sites, the water can be dumped into the ocean once it has gone through treatment and is safe for sea life. The regulations on the water quality are not as stringent as onshore sites since any remains of oil or radioactive material will be diluted into the sea.
Getting rid of produced water onshore is more challenging than offshore. With the evaporation pond method no longer available, oil and gas companies usually turn to one of three options.
As the natural gas and oil are pumped to the surface, the underground reservoir pressure begins to drop as it empties. Eventually, pumping these materials up from the geological formation becomes difficult.
Dealing with produced and flowback water is challenging. If you are to meet the high demands of this operation, high-quality and trustworthy pumps are necessary.
While everyone is familiar with the pumpjack, several other pumps are working in and around gas production wells that are just as important. Some of the key tasks of these pumps are:
Selecting the right pumps is critical in successfully dealing with produced water. You need a pump that is not only right for the job but one that is also reliable.
The right pump will depend on what you are going to use the pump for. For moving the water from the separator into the treatment, a high volumetric flow, single-stage, and medium pressure pump will work perfectly.
For disposing of the water, multi-stage and high-pressure pumps may perform a better job (especially if you are to reinject the water into the ground).
Centrifugal pumps have a hard time pumping water up vertically. That is why calculating the total head of your system is vital. This will allow you to select a pump that can handle your demands.
Elevationrefers to the vertical rise of your pipes from the pump to the highest point. Length or distance is not considered, simply the height from lowest to the highest point.
When you add all of these together, you will get the total head of your line. Make sure to select a pump with a total head that exceeds the head of your line.
When selecting a pump for produced water, you can’t take chances. Selecting the wrong pump will cause inefficiencies and increase the cost of what is already an expensive venture.
Aside from the flow, head, material, and mechanical seal specifications, it is also a wise idea to choose a pump from a trusted manufacturer. Ideally, you should select a pump manufacturer that complies with quality regulations such as ISO 9001:2015.
Carver Pump is an American pump manufacturer based in Muscatine, Iowa. Carver Pump’s quality management system is certified by Intertek to conform to ISO 9001:2015, so you can be certain that everything they produce is only world-class.
The Carver Pump OH2 is an API 610 compliant end-suction pump. It is excellent for gathering and transferring produced water between stations, with high flow rates, up to 11,500 GPM, and heads reaching up to 720 ft.
The OH2 is a single-stage pump, so it isn’t ideal for high-pressure applications. However, for medium and low-pressure requirements, this pump will get the job done for you.
Carver Pump’s RS is designed for high-pressure pumping. In some instances, it may even handle the reinjection of produced water into the ground for fracking.
As the water flows through the multiple stages within the pump, it continuously builds more and more pressure. By the time it gets to the discharge, the pressure will already be strong enough to be reinjected into the ground.
Since 1938, Carver Pump has been building world-class centrifugal pumps for the most demanding engineering specifications and military standards. Headquartered in Muscatine, Iowa, all Carver Pump pumps are proudly American engineered and manufactured.
As one of the first pump companies to be certified by Intertek to conform to ISO 9001:2015 – the ultimate standard in the world – Carver Pump boasts outstanding quality, superior customer service, state-of-the-art research and development, and continuous improvement in everything they do.
Whether your job is fueling cargo ships, supplying paint to an auto assembly line, or bringing water to the fountain in a city park, you can trust Carver Pump to get the job done.



 8613371530291
8613371530291