
triplex mud pump calculation brands

Rig pump output, normally in volume per stroke, of mud pumps on the rig is one of important figures that we really need to know because we will use pump out put figures to calculate many parameters such as bottom up strokes, wash out depth, tracking drilling fluid, etc. In this post, you will learn how to calculate pump out put for triplex pump and duplex pump in bothOilfield and Metric Unit.

Continental Emsco Drilling Products, Inc., which consisted of Emsco drilling machinery and Wilson mobile rigs, was purchased by National-Oilwell, Inc on July 7, 1999. To our knowledge, no pumps have been manufactured and sold under the Emsco brand name since National-Oilwell acquired them.
Fairbanks Morse pumps are currently manufactured in Kansas City, Kansas. Fairbanks Morse is a division of Pentair ever since August, 1997 when Pentair purchased the General Signal Pump Group.
Gaso pumps are manufactured by National Oilwell Varco. Gaso was acquired as "Wheatley Gaso" by National-Oilwell in the year 2000. At the time, Wheatley Gaso was owned by Halliburton.
Skytop Brewster pumps are no longer available as new pumps. Skytop Brewster(Cnsld Gold), a unit of Hansen PLC"s Consolidated Gold Fields subsidiary, was acquired while in bankruptcy by National-Oilwell, Inc. in November, 1999.

NOTE: Max RPM in the above equation varies according to type of pump, size of stroke, and other variables. Duplex pumps often run about 100 RPM Max. while triplex pumps will run somewhere between 100 RPM Max and 400 RPM Max.
I have a reciprocating pump and I know what my max rated rod load is (in foot pounds). I also know what size plunger size my pump has. What PSI will my pump produce?
Specific Gravity is used when sizing a centrifugal pump. Liquids with a specific gravity greater than 1.0 are heavier than water and conversely, liquids with a specific gravity lower than 1.0 are lighter weight than water and will generally float on water.

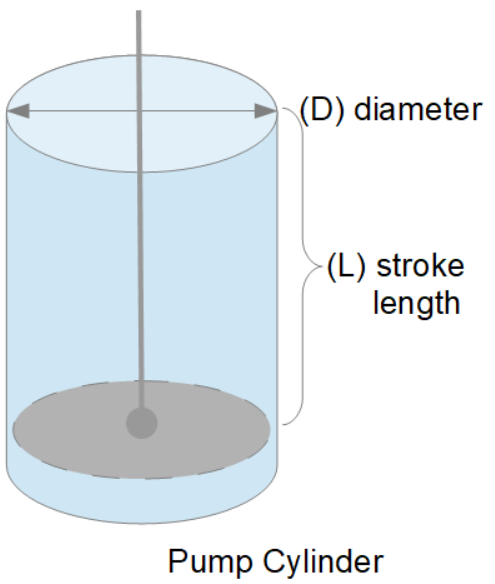
Pump OutputDuplex Pump OutputLitres/Stroke @ 90% Efficiency (2” Rod Diameter)Liner Diamerter (mm)StrokeLength(mm)101 108 114 121 127 133 140 146 152 159 165 170 178 184 190 197 203 209 216203 5.40 6.19 6.99 7.78 8.73 6.69 10.6 11.5 12.7 13.8 15 16.2 17.4 18.9254 6.67 7.62 8.58 6.69 10.8 12.0 13.3 14.6 15.9 17.3 18.7 20.0 21.9 23.6305 7.78 9.90 10.10 11.40 12.9 14.3 15.9 17.3 19.1 20.7 22.6 24.3 26.2 28.3 30.4356 14.6 16.4 18.0 19.9 21.8 23.8 25.9 28.0 30.2 32.4 35.0 37.4 39.9381 15.6 17.3 19.2 21.1 23.2 25.3 27.5 29.7 32.3 34.7 37.4 39.9 42.8406 16.7 18.6 20.5 22.6 24.8 27.0 29.4 32.3 34.5 37.0 39.7 42.8 45.6 48.6457 18.4 20.7 22.7 25.3 27.8 30.2 32.7 35.6 38.5 41.3 44.5 47.7 51.1 54.4508 20.3 22.7 25.1 28.0 30.5 33.4 36.4 39.4 46.2 45.9 49.4 53.1 56.8 60.4559 49.8 53.5 57.3 61.1 65.1 69.2 73.5610 71.1 75.6 80.2Note: For pump output in m 3 /stroke, move the decimal point 3 places to the left.Duplex Mud PumpsThe pistons on a duplex mud pump work in both directions, so that the rear cylinder has thepump rod moving through its swept volume and occupying some volume. The difference incalculations for a duplex vs. a triplex pump is that the displacement volume of this pump rodmust be subtracted from the volume in one of the cylinders, plus the difference in number ofpumping cylinders; 4 for a duplex and 3 for a triplex. Duplex pumps generally have longerstrokes (in the 10 to 18 in. range) and operate at lower rate; in the 40 to 80 stroke/minrange.The general equation to calculate output of a duplex pump is:Pump output (litres/stroke) = ,Where:ID = ID of the linerOD = OD of the rodL = Length of the pump strokeEff = Pump efficiency (decimal)1800, 505 – 3 rd Street SW Calgary, Alberta, Canada T2P 3E6 Telephone: 403.547.2906 Fax: 403.547.3129Email: info@hitechfluid.com Web: www.hitechfluid.com

Pumps tend to be one of the biggest energy consumers in industrial operations. Pump motors, specifically, require a lot of energy. For instance, a 2500 HP triplex pump used for frac jobs can consume almost 2000 kW of power, meaning a full day of fracking can cost several thousand dollars in energy costs alone!
So, naturally, operators should want to maximize energy efficiency to get the most for their money. Even a 1% improvement in efficiency can decrease annual pumping costs by tens of thousands of dollars. The payoff is worth the effort. And if you want to remotely control your pumps, you want to keep efficiency in mind.
In this post, we’ll point you in the right direction and discuss all things related to pump efficiency. We’ll conclude with several tips for how you can maintain pumping efficiency and keep your energy costs down as much as possible.
In simple terms, pump efficiency refers to the ratio of power out to power in. It’s the mechanical power input at the pump shaft, measured in horsepower (HP), compared to the hydraulic power of the liquid output, also measured in HP. For instance, if a pump requires 1000 HP to operate and produces 800 HP of hydraulic power, it would have an efficiency of 80%.
Remember: pumps have to be driven by something, i.e., an electric or diesel motor. True pump system efficiency needs to factor in the efficiency of both the motor AND the pump.
Consequently, we need to think about how electrical power (when using electric motors) or heat power (when using combustion engines) converts into liquid power to really understand pump efficiency.
Good pump efficiency depends, of course, on pump type and size. High-quality pumps that are well-maintained can achieve efficiencies of 90% or higher, while smaller pumps tend to be less efficient. In general, if you take good care of your pumps, you should be able to achieve 70-90% pump efficiency.
Now that we have a better understanding of the pump efficiency metric, let’s talk about how to calculate it. The mechanical power of the pump, or the input power, is a property of the pump itself and will be documented during the pump setup. The output power, or hydraulic power, is calculated as the liquid flow rate multiplied by the "total head" of the system.
IMPORTANT: to calculate true head, you also need to factor in the work the pump does to move fluid from the source. For example, if the source water is below the pump, you need to account for the extra work the pump puts in to draw source water upwards.
*Note - this calculation assumes the pump inlet is not pressurized and that friction losses are minimal. If the pump experiences a non-zero suction pressure, or if there is significant friction caused by the distance or material of the pipe, these should be factored in as well.
You"ll notice that the elevation head is minimal compared to the discharge pressure, and has minimal effect on the efficiency of the pump. As the elevation change increases or the discharge pressure decreases, however, elevation change will have a greater impact on total head.
Obviously, that’s a fair amount of math to get at the pump efficiency, considering all of the units conversions that need to be done. To avoid doing these calculations manually, feel free to use our simple pump efficiency calculator.
Our calculations use static variables (pump-rated horsepower and water source elevation) and dynamic variables (discharge flow and pressure). To determine pump efficiency, we need to measure the static variables only once, unless they change.
If you want to measure the true efficiency of your pump, taking energy consumption into account, you could add an electrical meter. Your meter should consist of a current transducer and voltage monitor (if using DC) for electrical motors or a fuel gauge for combustion. This would give you a true understanding of how pump efficiency affects energy consumption, and ultimately your bank account.
Up until this point, we’ve covered the ins and outs of how to determine pump efficiency. We’re now ready for the exciting stuff - how to improve pump efficiency!
One of the easiest ways to improve pump efficiency is to actually monitor pumps for signs of efficiency loss! If you monitor flow rate and discharge (output power) along with motor current or fuel consumption, you’ll notice efficiency losses as soon as they occur. Simply having pump efficiency information on hand empowers you to take action.
Another way to increase efficiency is to keep pumps well-maintained. Efficiency losses mostly come from mechanical defects in pumps, e.g., friction, leakages, and component failures. You can mitigate these issues through regular maintenance that keeps parts in working order and reveals impending failures. Of course, if you are continuously monitoring your pumps for efficiency drops, you’ll know exactly when maintenance is due.
You can also improve pump efficiency by keeping pumps lubricated at all times. Lubrication is the enemy of friction, which is the enemy of efficiency (“the enemy of my enemy is my friend…”).
A fourth way to enhance pump efficiency is to ensure your pumps and piping are sized properly for your infrastructure. Although we’re bringing this up last, it’s really the first step in any pumping operation. If your pumps and piping don’t match, no amount of lubricant or maintenance will help.
In this post, we’ve given you the full rundown when it comes to calculating and improving pump efficiency. You can now calculate, measure, and improve pump efficiency, potentially saving your business thousands of dollars annually on energy costs.
For those just getting started with pump optimization, we offer purpose-built, prepackaged solutions that will have you monitoring pump efficiency in minutes, even in hazardous environments.

This application claims the benefit of Provisional U.S. Patent Application No. 62/655,927, filed Apr. 11, 2018, and entitled “SYSTEM AND METHODS FOR NON-INVASIVE PUMP STROKE, RPM AND PUMP HEALTH DETECTION” the entire content and disclosure of which, both express and implied, is incorporated herein by reference. FIELD OF THE INVENTION
The present invention relates to apparatus and methods for monitoring pumps, and in particular, positive displacement triplex pumps. BACKGROUND OF THE INVENTION
Positive displacement pumps are used in oil fields to circulate high volumes of drilling fluid/mud under high pressure down the drill string and back up the annulus. There are two common types of positive displacement pumps: duplex pumps and triplex pumps. Duplex pumps have two pistons while triplex pumps have three pistons that move back and forth in liners.
Triplex pumps have three intake valves and three discharge valves. The three pistons in triplex pumps can be moved back, also called back stroke, to pull in drilling mud through open intake valves on the same side of the piston. When the pistons are moved forward, also called forward or discharge stroke, the drilling fluid is pushed out through open discharge valves on the same side of the piston and down a discharge line. Due to this, the triplex pumps are also called “single acting”.
Triplex mud pumps produce pulsating flows which lead to pressure spikes. In order to accelerate the drilling fluid to maximum velocity, each piston stroke must overcome the inertia of the columns of fluid in the suction/intake and discharge pipe work. At the end of each stroke, this inertia must again be overcome to bring the fluid columns to rest. This cycle of alternate acceleration and deceleration is the primary cause of fluid pulsations or pressure spikes.
In order to avoid these pressure spikes, the drilling industry uses pulsation dampeners or dampers. For example, a triplex pump includes a pulsation dampener in the discharge line. The pulsation dampener smooths out surges or pulses created by the pistons as they discharge mud. A pulsation dampener creates an area of low pressure in the system with enough volume to absorb the pulsation. The pulsation dampener has a membrane with a “cushion” of compressible gas/air behind it that flexes to absorb the pulse, allowing a laminar flow downstream of the dampener.
Positive displacement pumps can produce the same flow at a given speed (RPM) irrespective of the discharge pressure. However, a slight increase in internal leakage as the pressure increases prevents a substantially constant or linear flow rate.
When a triplex mud pump is in operation, the driller requires information on the amount of mud flowing down hole in order to keep the operation running at peak efficiency. Many service companies provide services related to obtaining this information. Typically, this involves monitoring the pump strokes and then calculating the flow out from the pump using a standard formula involving the pump strokes per minute and the pump volume. Electronic pump stroke counters can also assist the driller by measuring the mud pump"s strokes per minute and total strokes.
Triplex mud pumps are basic pumps with minimal technology. Current techniques for monitoring the pump strokes involve physically altering the pump. Two conventional solutions involve a C-clamp pump stroke sensor and a proximity switch sensor. Both techniques require the installer to make mechanical modifications to the triplex pump in order to install the sensors so that they can detect the piston stroke rate inside the pump. In order to install these sensors, the operator either needs to drill holes in the pumps in order to run cables or may be required to leave the lids or covers off the pump after installation.
These installation techniques have inherent risks and problems. For example, leaving the lids off can potentially cause drilling fluids to spill over or other similar safety hazards. If the spills exceed certain pre-determined limits, the operator may be required to report it to regulatory bodies, such as the United States Environmental Protection Agency. Modifying or drilling holes into existing pumps can also cause safety issues. Additionally, there is an associated cost with stopping drilling operations during such an installation. This may expose the environment and personnel to danger and can create liability for the drilling contractor as well as the operator of the oil and gas field.
Accordingly, there is a need for a non-invasive solution to measure desired pump characteristics, such as, piston strokes in triplex pumps. Ideally, such a solution should also monitor the speed (PRM) and health of the pump and valves. SUMMARY OF THE INVENTION
According to an embodiment, an apparatus for detecting a characteristic of a pump includes: a housing having a first planar surface and a second planar surface opposite the first planar surface, a mount structure located on the second planar surface, wherein the mount structure is configured to facilitate attachment of the apparatus on an external surface of the triplex pump, and wherein the mount structure avoids penetrating an inside surface of the triplex pump. The housing is configured to enclose one or more sensors, such as, an accelerometer for detecting the pump characteristic. In one or more embodiments, the pump is a triplex pump having three cylinders. The mount structure can be a magnet or a similar coupling device for affixing the apparatus to a metal pump. The magnet facilitates a non-intrusive detection of the pump characteristic. The non-intrusive detection of the pump characteristic substantially eliminates production downtime at an oil rig. The housing has a third planar surface, wherein the third planar surface comprises a plurality of LED lights. At least one LED light is configured to provide an indicator of a pump characteristic, such as, the speed of rotation of the pump.
In another embodiment, a method for determining health of a triplex pump involves the steps of: providing the magnetic-base apparatus discussed above, wherein the apparatus is configured to be mounted on a pump head. The apparatus is configured to detect a first signal waveform indicative of at least one of a valve signature and a pump speed. The detected signal is input into a signal shaper circuit and a comparator circuit. The first signal is filtered to generate a second signal waveform having one or more defined peak forms. Each peak is representative of a valve signature. The method further involves putting the second signal waveform through a relay circuit to generate a third signal waveform. The relay is configured to divide the frequency of the second signal waveform by three to generate a single signal pulse representative of the speed of the pump. Each of the three waveforms is digitally transmitted to a display terminal and displayed in a single graph. The method further comprises flagging the pump for inspect when a deviance from a baseline speed is observed.
In another embodiment, a method for determining health of a triplex pump involves: providing the magnetic-base apparatus discussed above, wherein the apparatus is configured to detect one or more pump stroke signal waves, and wherein the apparatus includes a microprocessor running an algorithm for sampling detected pump stroke signal waves over a period of time or space and dividing it into one or more frequencies. This is followed by generating a graphical display of the frequencies. A first peak frequency is selected and its data is obtained from the graph. The pump stroke data can be obtained by converting the first peak frequency data into revolutions per minute (RPM). The method further comprises flagging the pump for inspect when a deviance from a predetermined baseline RPM is observed. BRIEF DESCRIPTION OF THE DRAWINGS
As shown in FIGS. 1A and 1B, an apparatus 100 is provided for detecting pump strokes. The apparatus 100 can be configured to detect pump valve and cylinder sealing health by monitoring valve noise and “valve signatures”. A set of valve positions and the corresponding signals is known as a valve signature. The apparatus 100 is also configured to non-intrusively detect pump speed in revolutions per minute (RPM). The apparatus 100 is configured as a compact and portable device that can be mounted at any location on the exterior of a pump.
The apparatus 100 includes a housing 110 having a first planar surface 120A and an opposing planar surface 120B. The housing 110 can include a metallic aluminum enclosure. The housing 110 includes a mount structure 130 located on its base or second planar surface 120B. The mount structure 130 allows for fast mounting to the exterior of metal pumps. In an exemplary embodiment, the mount structure 130 is a magnet.
A third planar surface 120C of the housing includes two LED indicators 150A, 150B. A first LED indicator 150A is configured to be illuminated when the apparatus 100 is synchronized with the signature of a pump cylinder while a second LED indicator 150B is configured to be illuminated when the apparatus 100 detects the RPM of the pump.
The housing 110 is configured to enclose one or more sensors, such as, accelerometers, vibration sensors, pressure sensors, displacement sensors and/or other sensors. The housing 110 can further include electronic circuitry, microprocessors which are configured to improve digital signal processing and firmware to process the valve signature data and pump stroke data and digitally transmit it a display unit. The housing 110 can further enclose a pulse shaper circuit and a comparator circuit to shape the raw signal detected by the apparatus 100. In some embodiments, the housing 110 can further include a divide by three relay circuit. As shown, the housing 110 can be substantially square in shape. However, in other embodiments, the housing 110 can be circular, elliptical, ovoid or any other desired shape.
In certain embodiments, the magnet 130 may include a suitable cover 135. The cover 135 is removed before the magnet 130 can be mounted or attached to metallic pumps. As shown in FIG. 1C, the apparatus 100 can be mounted on any desired location on an exterior housing of a triplex pump 140.
Conveniently, since the apparatus 100 is installed on the outside of the pump 140, it does not require the opening of the pump or any modifications to the inside or surface of the pump. Therefore, this advantageously avoids the risks and issues associated with current techniques for installing pump sensors. For instance, it avoids the need for opening or modifying or removing the pump covers which could potentially lead to spills of potentially hazardous fluids. The apparatus 100 does not have to be bonded to the pump. The apparatus 100 is installed on an exterior surface of the pump using the magnet 130 located at the base of the housing. As such, it does not affect or stop the drilling process which, advantageously, does not impact rig productivity. The apparatus 100 is, therefore, easy and convenient to install. The apparatus 100 is environmentally friendly in comparison to current techniques. Thus, there is also no requirement to comply with cumbersome EPA regulations since it significantly reduces or eliminates any potential spills of hazardous material.
The apparatus 100 provides a non-intrusive magnetic mounting means for quickly installing it on pumps. The magnetic-base apparatus 100 is configured to determine the speed or RPM of a triplex, multi-cylinder pump by producing a digital output signal which facilitates precise calculations of the RPM. In certain embodiments, the signatures of each cylinder can be used to derive the speed.
In one embodiment, a method for determining pump and valve health is disclosed. The method involves providing the apparatus 100 having one or more accelerometers mounted inside its housing. The method involves attaching the apparatus 100 on an external surface of the triplex pump to detect movements of the pump surface, and therefore, the pump strokes. For instance, the apparatus 100 can attached to the pump head using the magnet at the base of its housing. As the pistons in the triplex pump are actuated, the accelerometers sense the actuation of the valves and detect the forces generated by the actuator to measure the motion of the valves. In the case of triplex pump having three cylinders, three valve signals are detected per revolution. The apparatus 100 can then subject the detected raw signal to pulse shaping. With reference to FIG. 1C, pulse shaping involves inputting the raw signal in its signal shaper circuit 105 to filter it and trace an upper profile or peak of the signal waveform. The signal shaper circuit can include a diode that charges a capacitor to track/trace an upper profile of the waveform. The method can further include adding a bleeder resistor on the capacitor. This can allow the capacitor charge to trace the upper shape of the waveform. The method further involves inputting the waveform into the built-in comparator circuit 107 which can be adjusted to track the higher peaks of the signal which represent each valve signature. The shaped signal is then put through the built-in divide by three relay circuit 108 (for triplex pumps) to divide the frequency of the shaped signal by three in order to generate a single signal pulse representative of the speed or “RPM” of the pump. These signals can be digitally transmitted to a display terminal.
FIG. 2 illustrates an exemplary signal plot of the raw, shaped and single pulses. The output signal or “raw” signal from the accelerometers is shown on the first row. The shaped signal is shown in the second row while the single pulse signal is illustrated on the third row of FIG. 2. The plot provides a convenient mechanism for a user/pump operator to track and detect any problems with the pump.
In the oilfield, the inflow to the well is critical. The inflow to the well is the product of the speed of the pump and pump volume. Historically, pump rate was monitored for standard drilling purposes, so the pumps were typically running at a pump stroke rate of 30 RPM or higher. Newer techniques, such as under balanced drilling, may necessitate monitoring at much lower pumping rates—which could be as low as 3 RPM. In the traditional 1 pulse per RPM sensor devices, most computer counter calculations would detect the pumps during periods and not pumping if they were expecting a pulse every few seconds as a minimum. In certain embodiments, the method can involve inputting either one pulse per valve (three pulses per RPM) to obtain a better rotational resolution. Additionally, to get better resolutions, advanced techniques may be employed to observe the phase of the signature to get better than three positions per revolution emulating a resolver type output. Thus, the apparatus 100 facilitates improved pump position by monitoring multiple cylinders to derive the speed of slow moving pumps for applications like under balanced drilling.
In certain embodiments, the method further involves locating a drive motor of the pump to install a resolver on its shaft. In certain other embodiments, the method can involve monitoring the drive motor drive gear sprocket teeth to detect extreme low pump RPM based on drive gear movement or position in order to capture higher resolutions.
The method further involves plotting the pulse in a graphical format for user convenience. The method involves comparing the pump strokes detected by the apparatus 100 against a baseline at the time of install to track changes. Changes can be flagged for inspection after a defined deviation from expected profiles. The method further involves alerting a user to any predetermined material deviances from the baseline. This allows the user to rectify any issues and conduct preventive maintenance of the pump and its components before the problems worsen. In lieu of the apparatus 100, other pressure detection devices can also be used such as, a pressure strap (disclosed in U.S. Pat. No. 9,746,386), strain gauges, or pressure sensors can be used for monitoring pressure changes inside the pump cylinder head.
In another embodiment, a method for monitoring pump health involves measuring pump strokes with a microprocessor 106 circuit using digital signal processing. The method involves providing the apparatus 100 having one or more accelerometers mounted inside its housing. The method involves attaching the apparatus 100 on an external surface of the triplex pump to detect movements of the pump surface, and therefore, the pump strokes. The method involves using a microprocessor running a “fast Fourier transform” (FFT) algorithm that samples detected pump stroke signals over a period of time (or space) and divides it into its frequency components. These components are single sinusoidal oscillations at distinct frequencies each with their own amplitude and phase. This process optimizes accuracy of the corrected data and eliminates erroneous data points. The corrected signal can be digitally communicated to a display terminal.
The method involves converting complex signals into a frequency spectrum. The frequency spectrum of the signals can be displayed at the bottom of a plot. As shown in FIG. 3, the results can be plotted in an Accelerometer X FFT plot and displayed on the display terminal. The method further involves selecting a correct frequency peak. This selection involves utilizing predetermined information on the pump and its mechanics. In some embodiments, a first peak frequency may be the correct frequency peak. However, in other pump set ups, it could be different. After the digital microprocessor has converted the signal, the useable data can be communicated either wirelessly or in a customer desired format.
The method further involves using the frequency data to extract the pump strokes per minute, RPM or other usable measurements that may be needed for the pumps/drilling operation. For instance, as shown in FIG. 3, the first peak is approximately 1 HZ. The user can convert the 1 HZ (1 cycle per second) to RPM by multiplying it by 60 (seconds). This is converted to approximately 60 RPM. Thus, the user can determine the pump rotation data from the detected pump strokes.
In another embodiment, a method for monitoring pump health involves monitoring waveforms and frequency spectrums to determine the performance of a cylinder. The method involves providing a plurality of the magnetic-base apparatus 100, wherein the apparatus includes a vibration sensor mounted within. A first apparatus 100 can be affixed proximal to a first cylinder of a three cylinder triplex pump. A second apparatus 100 can be affixed proximal to an intake or discharge valve. The apparatus 100 is configured to detect signatures of the first valve and first cylinder and determine their corresponding waveforms and frequencies. A leaking valve has more signals between its openings and it may have a typical smaller valve “opening” signature. A good valve/cylinder combination will, on the other hand, have a strong pressure response when the valve opens and is quieter between the openings of the valve because of proper valve and cylinder sealing. The method involves comparing the signatures of the waves detected by the apparatus 100 against a baseline at the time of install to track changes. Changes can be flagged for inspection after a defined deviation from expected profiles. For example, the changes could indicate pump valve wear or cylinder leaks. Problems in this category can then be planned for maintenance before catastrophic failures occur resulting in non-productive downtime.
In another embodiment, a method for monitoring a pulsation dampener is disclosed. The method involves providing the apparatus 100, wherein the apparatus includes one or more pressure sensors mounted inside its housing. Pulsation dampeners are commonly used wherever a triplex pump discharges flow in an unsteady manner, and where the pulse is not desired for the optimal operation of the pump system. The method involves affixing the magnetic-base apparatus 100 on a top pressure port of the pulsation dampener. The apparatus 100 detects the pressure changes and generates an output signal. The output signal can be converted into a pulse stream using a conditioning circuit. The pulse stream can be configured to be representative of the working movements of the pulsation dampener. By monitoring the pulsation dampener, the pulses and therefore, the pump strokes can be detected. In lieu of the apparatus 100, other pressure detection devices can also be used such as, a pressure strap (disclosed in U.S. Pat. No. 9,746,386), strain gauges, or pressure sensors can be used to monitor pressure changes inside the pulsation damper.
The embodiments of the invention utilize acoustic, displacement and pressure measurements to monitor pump characteristics. The apparatus and methods disclosed herein do not require any interruption to production operations and there is no undue exposure to hazardous fluids. The apparatus can be conveniently mounted using its magnetic base at any desired location on the pump housing surface.
Although the embodiments are discussed with reference to monitoring pumps for the oil and gas industry, a person skilled in the art can understand that these embodiments be used in any industry that employs pumps and require the monitoring of valve and cylinder health. For example, the embodiments may also be used in refineries, chemical plants, water and waste water treatment plants, pulp and paper plants, etc.

We provide hydraulic components & repair services for industrial applications like paper mills, saw mills, steel mills, recycling plants, oil & gas applications and mobile applications, including construction, utility, mining, agricultural and marine equipment. This includes hydraulic pumps, motors, valves, servo/prop valves, PTOs, cylinders & parts.

The ratio of the actual output volume of a positive displacement pump divided by the theoretical geometric maximum volume of liquid that the pump could output under perfect conditions. Inefficiencies are caused by gaseous components (air and methane) being trapped in the liquid mud, leaking and noninstantaneously sealing valves in the pumps, fluid bypass of pump swab seals, and mechanical clearances and "play" in various bearings and connecting rods in the pumps. This efficiency is usually expressed as a percentage, and ranges from about 92% to 99% for most modern rig pumps and cement pumps. For critical calculations, this efficiency can be determined by a rigsite version of the "bucket and stopwatch" technique, whereby the rig crew will count the number of pump strokes required to pump a known volume of fluid. In cementing operations, displacement is often measured by alternating between two 10-bbl displacement tanks.

The SC Series reciprocating pumps are built for “intermittent duty" at full ratings for shift type of work, i.e. eight hours per day. This pump line offers the same design features as the MA Series in a smaller more compact and cost-effective design for this type of work and follows Hydraulic Institute Standards.

Mud Pump Valve & Seat are made of premium alloy steel through one-piece forging and carburizing treatment processes, thereby ensuring high intensity. In addition, the precise calculation is performed and CNC machining is conducted for the dimensional matching of the valve seat and valve body working angles to enhance the service life of the valve body and valve seat. Our valve products are able to work smoothly in normal mining and digging conditions for over 400 hours.
Since the modern mud (or slush) pump was built approximately 60 years ago, the industry has widely accepted the three cylinder or triplex style pump. Triplex mud pumps are manufactured worldwide, and many companies have emulated the original design and developed an improved form of the triplex pump in the past decade.
As in all single acting pumps, the piston exerts a load on the crankshaft. The load is then transmitted to the crankshaft main bearings, which are set in their retainers in the pump frame or housing (see Figure 2).
That the crankshaft is subjected to extreme bending loads and stress concentration areas is one of the drawbacks of the triplex design. Experience shows that all triplex pumps eventually exhibit crankshaft cracking if the operator is using the pump at higher loads and pressures, which is now common as drilling contractors are facing deeper, longer sections to drill. In the past, drillers rarely pushed the performance limitations of triplex pumps; 5,000 psi rated pumps were usually only operated at a maximum of 2,800 psi 90 percent of the time. Now contractors are encouraged to run pumps at the much higher pressures around 4,300 psi, only leaving a safety margin below the pressure relief valve setting. This means the crankshaft is subjected to extended maximum load, which inevitably shortens time to failure, probably exponentially.
Some may suggest that an increase in the number of pistons to improve flow rate will also reduce piston load. Although the middle piston load may be reduced for the same overall pump horsepower, the distance from the main bearings to the middle cam increases, which is not advantageous. For example, a five cylinder pump with the middle cam 50 in from the main bearing will have the same bending moment as a triplex with a 30 in middle cam to bearing distance. However, installing bearings close to the cams can reduce the cyclic failure problems on any pump.
For the drilling industry, the problem with this design is that few have managed to design a crankshaft where bearings can be installed anywhere other than at the crankshaft ends. Consequently, most pumps currently available have crankshafts unsupported close to the middle cam. With the middle area of the crankshaft unsupported, crankshaft failure is inevitable.
A triplex pump with a large load acting on the middle of the crankshaft of approximately 120,000 lbs and a typical distance of about 30 in from middle cam to either main bearing will exert a bending moment of 300,000 lb-ft on the crankshaft adjacent to the main bearing. If the bearing is not spherical, the bending moment where the shaft meets the bearing will coincide with the point on the shaft that the crank can no longer bend because it is restricted by the fixed bearing, which creates huge stress concentration. That load comes and goes cyclically every revolution of the pump. If the pump is rotating at 100 rpm or strokes, then in one week of drilling the crank will experience one million cycles of 300,000 lb-ft effectively switching on and off.
Another symptom of crankshaft deflection or bending is abnormal main gear wear patterns. The high unsupported load in the middle of the crankshaft effectively bows the shaft and consequently the bull gear is moved off alignment, and a strange wear pattern may appear on the gears. Although this is an undesirable occurrence, it is of little importance compared with crankshaft failure. It does explain abnormal wear on a pump used continuously at high pressure.
A pump that addresses these issues may be the solution. A quadraplex has minimal bending moments due to the close proximity of the main bearings to every cam (see Figure 7).
A fully assembled crankshaft is the best and only way to install multiple bearings close to the cams. Even though there is minimal flexure in this design, spherical bearings eliminate stress concentration or point loading. With cam to bearing distances no more than 10 in, the bending moment on a quadraplex crankshaft will be one quarter that of the triplex or five cylinder pump.
In an environment where few advances have been made in mud pump technology in the last 50 years, designers in the mud pump sector of the drilling industry can develop workable solutions to the problems and limitations inherent in triplex pumps.
The future of mud pump design will involve a solution to excessive crankshaft bending moments and address other needed areas of improvement, including piston speed, module replacement in the field, quality of discharge pressure and smoothness of flow-all combined with ease of transportation.

Oil and Gas drilling process - Pupm output for Triplex and Duplex pumpsTriplex Pump Formula 1 PO, bbl/stk = 0.000243 x ( in) E.xample: Determine the pump output, bbl/stk, at 100% efficiency for a 7" by 12". triplex pump: PO @ 100%,= 0.000243 x 7 x12 PO @ 100% = 0.142884bbl/stk Adjust the pump output for 95% efficiency: Decimal equivalent = 95 + 100 = 0.95 PO @ 95% = 0.142884bbl/stk x 0.95 PO @ 95% = 0.13574bbl/stk Formula 2 PO, gpm = [3(D x 0.7854)S]0.00411 x SPM where D = liner diameter, in. S = stroke length, in. SPM = strokes per minute Determine the pump output, gpm, for a 7" by 12". triplex pump at 80 strokes per minute: PO, gpm = [3(7 x 0.7854) 1210.00411 x 80 PO, gpm = 1385.4456 x 0.00411 x 80 PO = 455.5 gpm
Example:Duplex Pump Formula 1 0.000324 x (liner diameter, in) x ( stroke lengh, in) = ________ bbl/stk -0.000162 x (rod diameter, in) x ( stroke lengh, in) = ________ bbl/stk Pump out put @ 100% eff = ________bbl/stk Example: Determine the output, bbl/stk, of a 5 1/2" by 14" duplex pump at 100% efficiency. Rod diameter = 2.0": 0.000324 x 5.5 x 14 = 0.137214bbl/stk -0.000162 x 2.0 x 14 = 0.009072bbl/stk Pump output @ 100% eff. = 0.128142bbl/stk Adjust pump output for 85% efficiency: Decimal equivalent = 85 100 = 0.85 PO@85%)= 0.128142bbl/stk x 0.85 PO@ 85% = 0.10892bbl/stk Formula 2
PO. bbl/stk = 0.000162 x S[2(D) - d] where S = stroke length, in. D = liner diameter, in. d = rod diameter, in. Example: Determine the output, bbl/stk, of a 5 1/2". by 14". duplex pump @ 100% efficiency. Rod diameter = 2.0in.: PO@100%=0.000162 x 14 x [ 2 (5.5) - 2 ] PO @ 100%)= 0.000162 x 14 x 56.5 PO@ 100%)= 0.128142bbl/stk Adjust pump output for 85% efficiency: PO@85%,= 0.128142bb/stkx 0.85 PO@8.5%= 0.10892bbl/stk Metric calculation Pump output, liter/min = pump output. liter/stk x pump speed, spm. S.I. units calculation Pump output, m/min = pump output, liter/stk x pump speed, spm. Mud Pumps Mud pumps drive the mud around the drilling system. Depending on liner size availability they can be set up to provide high pressure and low flow rate, or low pressure and high flow rate. Analysis of the application and running the Drill Bits hydraulics program will indicate which liners to recommend. Finding the specification of the mud pumps allows flow rate to be calculated from pump stroke rate, SPM. Information requiredo Pump manufacturer o Number of pumps o Liner size and gallons per revolution Weight As a drill bit cutting structure wears more weight will be required to achieve the same RoP in a homogenous formation. PDC wear flats, worn inserts and worn milled tooth teeth will make the bit drill less efficiently. Increase weight in increments of 2,000lbs approx. In general, weight should be applied before excessive rotary speed so that the cutting structure maintains a significant depth of cut to stabilise the bit and prevent whirl. If downhole weight measurements are available they can be used in combination with surface measurements to gain a more accurate representation of what is happening in the well bore.



 8613371530291
8613371530291