
overshot glass free sample

Overshot glass had its origin in 16th century Venice, and the ability to make this ware eventually spread to Bohemia, Spain and elsewhere in Europe. Sometime prior to 1800, the production of this glass seems to have stopped. The Englishman Apsley Pellatt, owner of the Falcon Glass Works, is credited with reviving this decorative technique around 1845-1850. He acknowledged the origin of the technique by calling his product "Venetian Frosted Glass" or "Anglo-Venetian Glass". Later it would be called by other names, such as Frosted Glassware, ice Glass or Craquelle Glass.
It is important to understand the difference between crackle glass and overshot glass. Two different processes were involved. Crackle glass was produced by dipping a partially blown gob of hot glass in cold water. The sudden temperature change caused fissures or cracks in the glass surface. The gob was then lightly reheated and blown to its full shape. The blowing process enlarged the spaces between fissures to create a labyrinth of channels in varying widths. When cooled in the annealing lehr, the surface of the finished object had a crackled or cracked-ice effect.
Overshot glass was made by rolling a partially or fully inflated gob of hot glass on finely ground shards of glass that had been placed on a steel plate called a marver. The gob was then lightly reheated to remove the sharp edges of the ground glass.
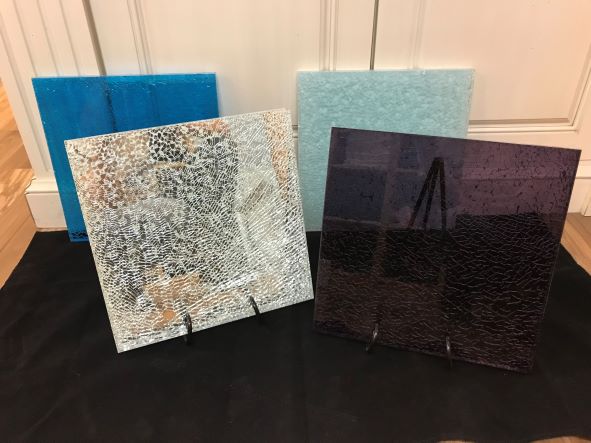
Uneven surface, icy look, and smooth texture; crackle glass is not just any shattered glass. Its unique and exclusive design makes any piece of décor, such as tabletops and kitchen backsplashes, an extraordinary addition to your home.
At ArtVue Glass, we manufacture crackled glass of the highest quality, design, and durability to offer your home an innovative, trendy, and reliable interior option.
Laminating multiple layers of glass together and shattering the middle layer is somewhat of a modern design concept with its roots in European artisan glass makers.
As early as the 16th century, glass artists in Venice came up with a unique method to develop crackled glass. First, they would blow molten glass into a small bulb, then submerging molten hot glass in cold water, with the sudden shift from extreme heat to extreme cold, shattering the glass while still staying intact.
Afterward, it was reheated, shaped, and sealed to preserve its new look. Sometimes another layer of glass is added, and the crackle effect is totally enclosed. The technique requires skill and practice to void completely shattering the glass, and to avoid melting the cracks on reheating.
Overshot glass is different, although it is often confused with crackle glass. With overshot glass the molten glass item is rolled over tiny splinters of glass on a heated marver (metal plate or bench-top) and then reheated to soften the very sharp edges on the splinters.
Ever since crackle glass has become well-known around Europe and America, but techniques and tools have upgraded. At ArtVue Glass, we use modern, state-of-the-arts tools to achieve the crackled look safely and efficiently for flat glass applications.

An old pattern in overshot weaving that has had many names over time: Muscadine Hills, Hickory Leaf, Blooming Leaf. The Double Bow Knot name comes from the leaf like square that forms the larger portion of the design. The dark square is called a table. #weaving #overshot #coverlet #history

This is a beautiful example of English overshot glass and it makes the basket extraordinary. The flower basket dates to the 19th century, circa 1880.
These types of overshot flower baskets were also produced by the Boston & Sandwich Company and Hobbs Brockunier in the United States, and sometimes it is difficult to determine the actual origin as the different glass makers produced glass of many similarities.
The glass is pale pink and the glass is delicate and light. The body of the basket is from a mold with alternating ribs of different sizes swirling up the sides. The rim has deep and tight vertical crimps. The handle is a rustic briar or thorn and is of clear glass. The clear glass extends above the edge rim.
There is one chip on the edge, to the left of one corner and to the right of the handle; I point to the flaw with red arrows as it can be difficult to see due to the deep crimping on the edge. The edge rim also has a few spots of nibbling or tiny nicks, which is the nature of this glass. It is also the reason why so much of the overshot glass flower basket production does not survive to this day.

Regardless of composition, the main ingredient in almost all glass is silicon dioxide (aka sand). Because it has such a high melting point (1,720 degrees C), other chemicals, like sodium oxide, are used to lower the melting temperature of the mixture, making it easier to work with and cheaper to produce. Many of these chemicals also happen to imbue glass with specific properties, such as resistance to x-rays, tolerance for high temperatures, or the ability to refract light and disperse colors. Problems arise, though, when the composition is changed; the slightest tweak can result in a drastically different material. Throwing in a dense element like barium or lanthanum, for example, will decrease the melting temperature, but you risk not getting a homogeneous mixture. And maxing out the overall strength of a glass means you"re also making that glass more likely to fracture violently when it does fail. Glass is a material ruled by trade-offs. This is why compositions, particularly those that are fine-tuned for a specific manufacturing process, are fiercely guarded secrets.
One of the pivotal steps in glassmaking is the cooling. In large-scale manufacturing of standard glass, it"s essential for the material to cool gradually and uniformly in order to minimize the internal stresses that would otherwise make it easier to break. This is called annealing. The goal with tempered glass, however, is to add stress between the inner and outer layer of the material. This, paradoxically, can make the glass stronger: Heat a sheet of glass until it softens, then rapidly cool, or quench, its outer surfaces. This outside shell quickly contracts while the inside remains molten. As the center of the glass cools, it tries to contract, pulling on the outer shell. A zone of tension forms in the center, while the outer surfaces are even more tightly compressed. Tempered glass will eventually break if you chip through this toughened outer compressive layer into the zone of tension. But even thermal tempering has its limits. The amount of strengthening you can achieve is dependent on how much the glass contracts upon cooling, and most compositions will shrink only modestly.
The interplay between compression and tension is best demonstrated by something called a Prince Rupert"s drop. Formed by dripping globs of molten glass into ice water, the quickly cooled and compressed heads of these tadpole-shaped droplets can withstand massive amounts of punishment, including repeated hammer blows. The thin glass at the end of the tail is more vulnerable, however, and if you break it the fracture will propagate through the drop at 2,000 miles per hour, releasing the inner tension. Violently. In some cases, a Prince Rupert"s drop can explode with such force that it will actually emit a flash of light.
Chemical strengthening, the method of fortifying glass developed in the "60s, creates a compressive layer too, through something called ion exchange. Aluminosilicate compositions like Gorilla Glass contain silicon dioxide, aluminum, magnesium, and sodium. When the glass is dipped in a hot bath of molten potassium salt, it heats up and expands. Both sodium and potassium are in the same column on the periodic table of elements, which means they behave similarly. The heat from the bath increases the migration of the sodium ions out of the glass, and the similar potassium ions easily float in and take their place. But because potassium ions are larger than sodium, they get packed into the space more tightly. (Imagine taking a garage full of Fiat 500s and replacing most of them with Chevy Suburbans.) As the glass cools, they get squeezed together in this now-cramped space, and a layer of compressive stress on the surface of the glass is formed. (Corning ensures an even ion exchange by regulating factors like heat and time.)Compared with thermally strengthened glass, the "stuffing" or "crowding" effect in chemically strengthened glass results in higher surface compression (making it up to four times as strong), and it can be done to glass of any thickness or shape.
By the end of March, Corning was closing in on its formula. But the company also needed to manufacture it. Inventing a new manufacturing process was out of the question, as that could take years. To meet Apple"s deadline, two of Corning"s compositional scientists, Adam Ellison and Matt Dejneka, were tasked with figuring out how to adapt and troubleshoot a process the company was already using. They needed something capable of spitting out massive quantities of thin, pristine glass in a matter of weeks.
There was really only one choice: fusion draw. In this technique, molten glass is poured from a tank into a trough called an isopipe. The glass overflows on each side, then the two streams rejoin under the isopipe. It"s drawn down at a prescribed rate by rollers to form a continuous sheet. The faster it"s drawn, the thinner the glass.

Cast GlassCast glass uses a mould to form the molten material in a kiln and may pre-date blown glass. There are examples of Ancient Egyptian experiments with this technique using "cold core casting" in which the glass was applied to the outside of a mould.
See also Sand Cast Glass and Kiln-Formed Glass.Crackle GlassThis ornamental technique gives glass a deliberately rough and fractured appearance. The hot glass is plunged into cold water during blowing, creating a network of cracks and fissures that continue to grow during successive blowings and reheats. A sensitive touch is required to maintain the crackled effect otherwise known as "ice glass".
Another technique called "overshot" is used for similar effect. The still workable glass is roled in a bed of crushed glass laid out on a slab of marble or metal; the crackled effect remains on the outside while the inner surface remains smooth. The Venetians of the 17th C used this process to create very elegant pieces which have inspired glassmakers throughout Europe.Engraved GlassIn glass engraving a tool is used to abrade the surface in order to leave a mark. Many tools are available, ranging from a simple diamond-point hand tool to complex machinery.
Point engraving involves working with a hand-held diamond or tungsten carbide point. The tool can be used to draw lines, or by tapping the surface of the glass lightly, tiny white dots.
Drill engraving uses a tool with a rotating bur in an electric drill. This tool can create surface effects similar to those of point engraving but can also cut into the glass more deeply.
Copper wheel engraving creates a very precise mark and is the tool used for traditional cut crystal. A belt-driven lathe operates a range of inter-changeable copper wheels. The wheels vary in width, diameter and profile for making different types of cut. A slurry mixed from carborundum grit, oil and paraffin forming is applied to the turning wheel and the glass is held against it to make the cut. Coarse grit enables rapid and large scale cutting, fine grit more polished, delicate work. Stone and diamond impregnated wheels are now commonly used.Etched GlassEtching is the technique of creating designs on the surface of glass using acidic, caustic, or abrasive substances to remove the surface after the glass has been formed.
Acid etching consists of immersing cold glass into a bath of hydrofluoric acid to remove material, leaving a frosted surface. Surfaces protected by a coat of bitumen resist the acid and remain transparent.
Sandblasting uses compressed air to project sand through a nozzle to cut more or less deeply into the surface of the glass. The surfaces to remain smooth are protected by a stencil.
Etching is most commonly used on the back of the glass for viewing from the front.Fused GlassPieces of glass are fired in a kiln at a range of high temperatures from 593ºC to 816ºC, hot enough to melt the glass and fuse the pieces together. Although developed by the Romans, there is evidence that the Egyptians were familiar with rudimentary techniques ca. 2000 BC. Fusing was the main method of making small glass objects for approximately 2,000 years, until the development of the glass blowpipe.
Most contemporary fusing methods involve stacking, or layering thin sheets of glass, often using different colors to create patterns or simple images. The stack is then placed inside the kiln and heated until the separate pieces begin to bond together. The longer the kiln is held at the maximum temperature the more thoroughly the stack will fuse, eventually softening and rounding the edges of the original shape. While fused glass techniques are generally used to create glass art, glass tiles and jewelry, the slumping process used with moulds allows the creation of larger, functional pieces like dishes, bowls and plates. Producing functional pieces generally requires 2 or more separate firings; one to fuse the glass and a second to shape it.Hand-made Lead Crystal GlassIn 1676 George Ravenscroft discovered that by adding lead oxide to the composition of glass a far more brilliant, highly refractive, sparkling glass could be produced. Besides its appearance lead crystal is much softer than regular glass making it easier to cut.
The maximum lead content is 33%. However, 33% lead crystal requires a lot of skill in forming a shape at the blowing stage. So, lower percentage lead content is sometimes used, although the sparkle is reduced.Handblown GlassGlassblowing technique which was invented by the Phoenicians around 50 B.C. It requires lengthy training and intense concentration. Although glass blowing has reached a high level of sophistication, very little about the technique itself has changed.
The tip of the blowpipe is first preheated then dipped into molten glass in a furnace. The glass is "gathered" on to the blowpipe in the same way that honey is picked up on a dipper. The glass is then rolled on a marver, traditionally a slab of marble, but is more commonly a fairly thick flat sheet of steel today. This forms a cool skin on the exterior of the molten glass and shapes it. Then air is blown through the pipe to create a bubble. Then, one can gather over that bubble again to create a larger piece.
A variety of tools are then used to shape the glass. As the glass cools it begins to stiffen and must be continuously reheated to allow shaping and reshaping. The maker uses a smaller furnace, a "glory hole" for the re-heats.
When the piece is finished, it is placed in an kiln for annealing. This is the process of slowly cooling the glass to room temperature to stabilize its delicate crystalline structure. Rapid temperature changes will cause the glass to crack.
Patterns and color can be applied by rolling the molten glass in powdered color or larger pieces of colored glass called frit. Complex patterns can be created through the use of rods of colored glass known as canes, or with murrine (rods cut in cross-sections to reveal patterns). This refined method of glassmaking was a Venetian Renaissance development. One of the most skilled cane-working techniques is "reticello", which involves creating two bubbles from cane, each twisted in a different direction and then combining them whilst blowing out the final form.See artists:Kiln-formed GlassKiln casting involves the preparation of a heat resistant mould, often made of plaster.
One method of forming a mould is the lost wax method. Using this, a model can be made from wax and after investment the wax can be steamed or burned away in a kiln. The mould is then placed in a kiln with a funnelled opening and filled with solid glass granules or lumps. The kiln is heated to a high temperature, normally 800-1000 C, and as the glass melts it runs, settling into and filling the mould.Pate de VerrePate de Verre is a form of kiln casting and translated means glass paste. Finely crushed glass is mixed with a binding agent, such as a mixture of gum arabic and water, sometimes with colourants and or enamels. The resulting paste is coated onto the inner surface of a negative mould. The coated mould is fired and the glass is fused creating a hollow object.Sand Cast GlassSand casting involves pouring molten glass into a pre-formed mould. The sand mould is typically prepared by using a mixture of sand and a small proportion of bentonite ( a water absorbing clay) as a binding agent. This mixture is added to an open topped container. A template, often made from wood, is pressed into the sand to make a clean impression.This impression then forms the mould. The surface of the mould can be covered in coloured sand to give colour to the sand cast glass object. When the mould is complete hot glass is taken from the furnace at about 1200 C and is poured into the mould. During the pouring process, glass or compatible objects may be placed to give the appearance of floating in the solid glass object.Stained GlassStained glass is a mosaic of coloured and clear glass. Using a drawing as a template, the glass is selected and cut, and each piece of glass is individually coloured using glass paints. The glass is then fired into the surface by heating to approximately 650°C in a furnace. The glass is assembled into panels by bending "H" section strips of lead around the pieces and soldering at the joins.



 8613371530291
8613371530291