
perforated pup joint function factory

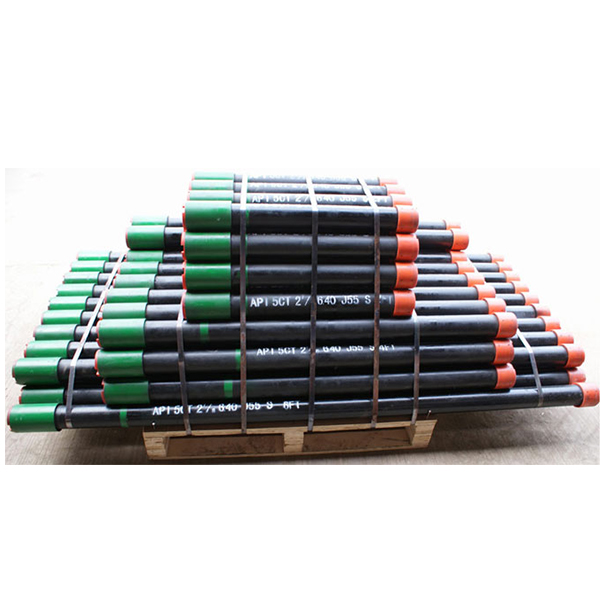
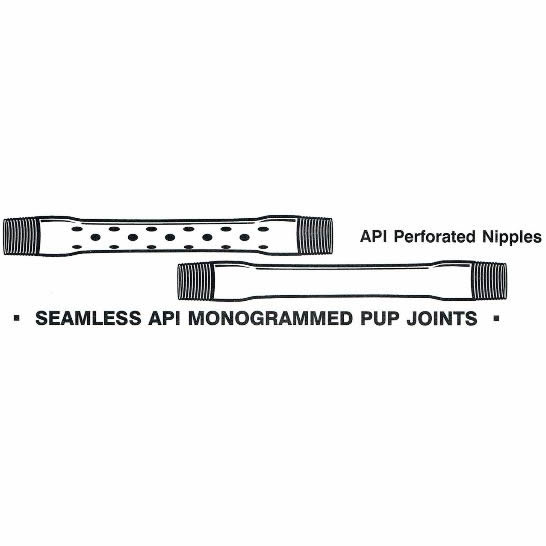
We are Supplier and Exporter of Perforated Pup Joints in UAE. It is usually installed between the bottom of two nipples of a completion. It allows unrestricted fluid or gas flow, which increases the accuracy and reliability of acquired downhole production data.
We supply all sizes, grades, and thread profiles to meet custom requirements. The perforated pup joints are sometimes also known as the perforated production tube. All our products have passed the ISO certification and API certifications. Our products are tested numerous times under technical guidance and are made from the best quality material.

This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.

In wells flowing large volumes, a restriction in the tubing such as a gauge hanger, could cause false pressure readings. Vibrations due to flow could also cause extensive damage to delicate gauges, therefore a perforated pup joint (approx. 10ft length) set above the bomb hanger nipple would allow flow to pass unrestricted over the gauges and hanger, thus giving a more accurate pressure/temperature recording within the
We are the largest manufacturer of API pup joints in North America. All of our pup joints are manufactured from the highest quality API seamless tubing, and per API 5CT requirements. We have dedicated heat treat, NDT, and automated threading lines to provide you with best quality pup joints with quicker turnaround times.

Swivel Joints and Blast Saves are our widely recognized premium solutions for ensuring the best performance, endurance and quality in intelligent completion design. With dual metal-to-metal seals, they are available in a range of sizes, metallurgies and steel grades, and their upper and lower ends can be customized for many of our premium connections.
Our Swivel Joint premium connectors are designed to solve alignment problems during dual completion or intelligent completion installations. Furthermore, our Swivel Joints Torque Transmission (TT) can withstand torque in excess of the maximum make-up torque of premium connections.
Our Blast Saves are designed to protect control lines from impact or erosion generated by high pressure/high velocity wellbore fluids and particles, or when the control lines are run alongside the production tubing, in front of the perforated wellbore area. Every Blast Save module has ability to automatically align the longitudinal slots when making up the string, while reaching the optimum make-up torque value.

In order to avoid damage to the oil casing, attention should be paid to the support of the Wholesale LTC Casing Coupling For sale during the design and manufacturing process, and the joint position of the oil casing should be paid attention to during the installation process.
Tubing pup joints are used to house the Drop Bar Hydrostatic and Direct Pressure Firing Heads. They are standard API N-80 grade pup joints manufactured to your specified length.

The oil and gas industry (like many others) has a lot of industry specific terminology. In many cases, this terminology is specific to the region and/or type of reserves being developed. AlphaTally is an auto-design tool producing the tallies describing the order of parts in the casing string. In this article, we will go into the basic principles and the nuances of the key parts of a casing string, particularly the key functionalities of casing joints, swellable packers, slotted/perforated liners and the ACP / stage tool. We hope this can provide insight into the workings of coals seam gas wells and the associated jargon for anyone who might be interested, regardless of background.
A well’s casing is a large metal pipe which fits to the edge of the drilled hole. This metal pipe is then cemented to the rock formation, in order to seal it. Typically, multiple holes and their associated casing, of differing diameters, are drilled and placed concentrically in order to stabilize the wellbore. Primarily, the functions of casing are as follows:Preventing the formation wall from caving into the wellbore
The physical makeup of the casing comprises of smaller pipe joints which are connected together as the casing is “ran” into the wellbore, prior to cementing. These joints are typically around 13m (40ft) for “full” joints, or can come in a variety of smaller sizes as “pup” joints. Joints are either manufactured with a male and female thread form or dual male thread forms, requiring the use of couplings to join them. The ends of a casing joint are defined by their associated thread form, defined as the pin end where the male thread form is and the box end where the female thread form is, as shown below.
Mechanically, these assemblies consist of the following parts, from shallowest depth set to deepest: ACP pup joint, float collar, stage tool, ACP. The functions of each of these parts within the respective role of the assembly is outside the scope of this article.
As the name suggests, slotted or pre-perforated liners are parts of the tubing string which are ran with holes already drilled into them. These holes allow for production of wellbore fluids. Traditionally, solid tubing was run down and small explosives were used to perforate the desired sections. However, this was found to be less suitable in coal seam gas developments, due to the efficiencies of installing a part that has already been perforated in the factory and the greater onus placed on surface area exposed . As a result, the majority of coal seam gas developments utilize pre-perforated completions (fracked completions are used where the coal permeability is not sufficiently high).

A pup joint is Casing, Pipe or Tubing shorter in length than a standard tubular string. This allows for the adjustment and installation of tools and various tubular components when placement downhole is critical for a specific project. A Spacer Pipe is another reference used to identify pup joints. Pup joint features consist of connections, lengths, weights and material grade.
Pup Joints are manufactured from AISI 4145H or 4140H-modified alloy, heat-treated to Hardness range of 285-341 with a Charpy "V" notch minimum impact strength of 40 ft/lb at 70° F and one inch below the surface. Pup Joints are heat-treated to 110,000 PSI minimum yield. All connections are phosphate coated to impede galling during initial make-up.

Additive manufacturing’s versatility allows companies to utilize 3D printers for various applications across the production cycle. Modern 3D printers bring together durable resins,advanced software, and leading hardware that are designed for specific functions. 3D printing solutions also enable designers to create products with more geometrically complex shapes than alternative production methods in traditional manufacturing.
Accelerated Prototyping:The speed, diverse material selection, and design freedom make 3D printing an excellent production option for prototyping. Companies can use 3D printers to produce aesthetic and functional prototypes.
Companies can use 3D printing to create functional prototypes to evaluate the function and effectiveness of different mechanical properties. Functional prototypes are produced with production-ready materials, allowing designers to use the prototype like the end product. With the ease of creating functional prototypes, companies can field test earlier, accelerating approval of the final design.
As with aerospace, the energy sector uses 3D printers to create uniquely-shaped parts quickly and cost-effectively. Energy companies use 3D printers to produce turbines, liquid pumps, and other amorphous components without the tooling costs associated with other industrial processes. If parts start to malfunction, 3D printing’s on-demand production capability enables rapid replacement of components.
The versatility of additive manufacturing can help automotive manufacturers simplify and streamline the part production process. During the initial design phases, engineers use 3D printers to create highly detailed models that explore different layout ideas. Aesthetic and functional prototyping can aid designers in accelerating final product design. Companies use the on-demand production style of 3D printing to make the application’s perfect amount of products.

The rig assist unit was installed on top of the rig’s Bops. A landing joint was lowered into the stack and screwed into the tubing hanger. The snubbing Bops were tested using the rig pump to 35mpa
Once the BHA was at surface, the last joint of 73mm tubing with the Fill/Flow sub below it was stopped in the stack. This placed the 3m pup joint below the fill/flow sub across the lower stripping rams
Note that the inside of this last joint was pressurized because of the holes in the fill/flow sub. The plug in the “F” profile on top of the joint was controlling the well pressure from flowing out the tubing
The lower stripping rams were closed and the stack bled off above the rams The pressure inside the joint also vented during this procedure. The firing head of the perforating gun was sealed and now controlled the ID side of the string
The joint was gently snubbed up until the fill/flow sub was above the snubbing unit annular element. The operator continued to raise the tubing until the lower connection of the 3m pup joint engaged the bottom side of the stripping rams. The rams were locked and the chamber between the stripping rams and annular was re-equalized



 8613371530291
8613371530291