
haas rotary table made in china

Rotary table in market mainly includes 4 kinds of mechanism that is worm gear, roller cam, DD driver and harmonic structure. The following is the introduction:
1. worm gear: it’s one of the most popular structrue in NC rotary table because of its irreversibility and costs.The worm is generally made of bronze, but the wear resistance is poor. In order to improve the service life, some manufacturers use the alloy steel.
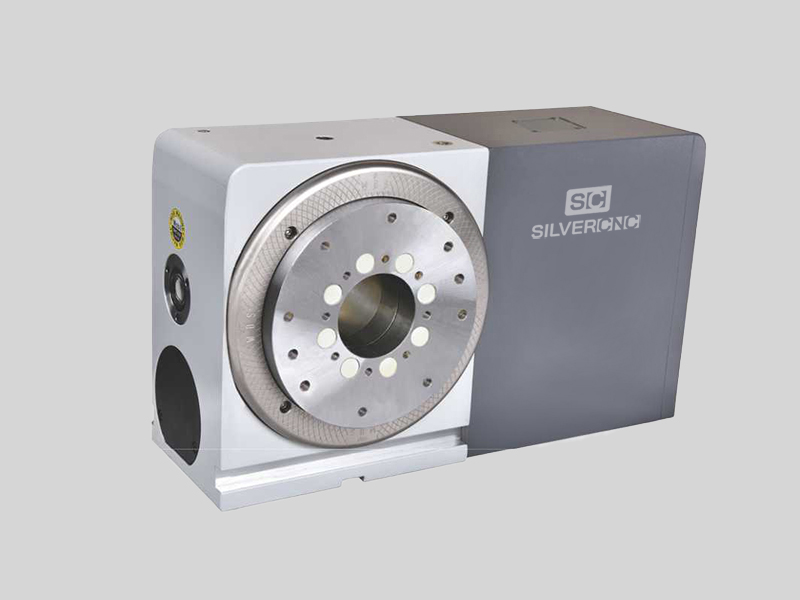
3.DD motor: it’s the most efficient rotary table with the highest precision. It has the highest precision because it has no mechanical structure, which is directly driven by motor , no reducer. It has high technical difficulty and high price. It is generally used for five axis machine tools.

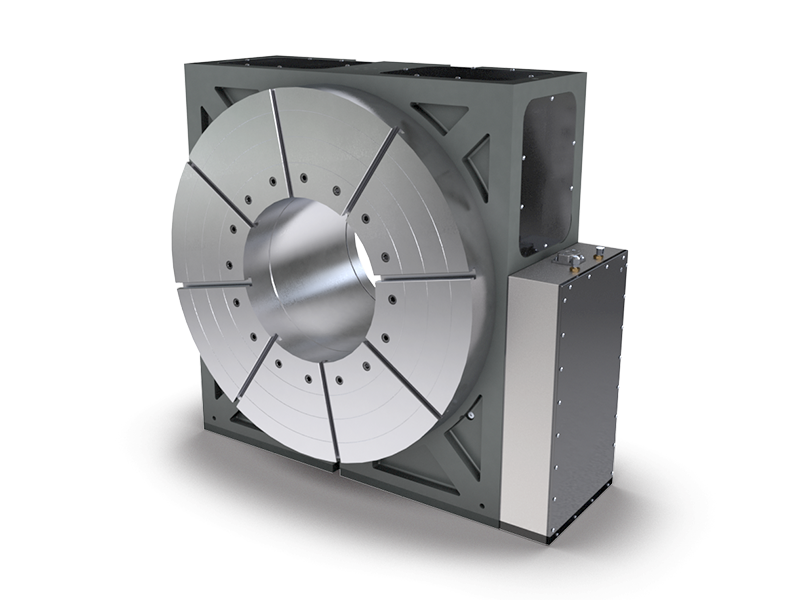
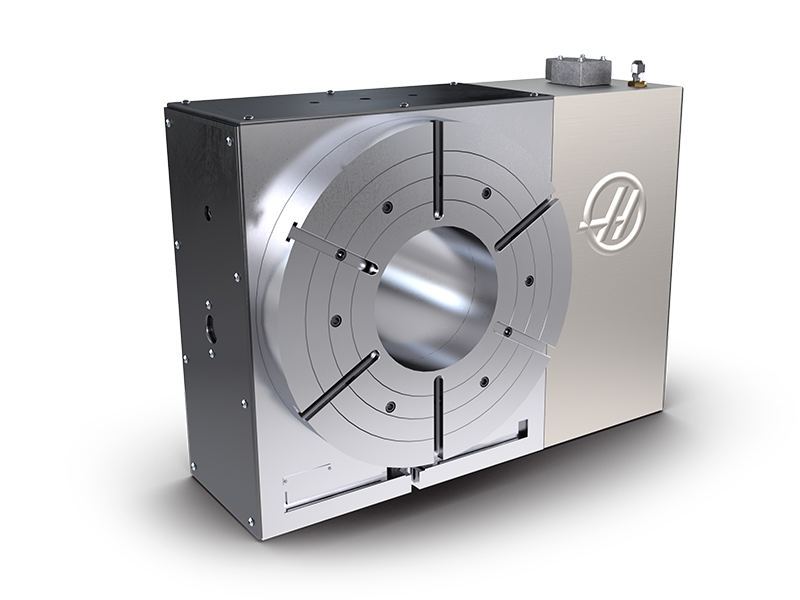
IP rated rotary tables provide more possibilities for humidity and dusty environment in actual working conditions, like CNC drilling work, CNC grinding work, laser marking and laser cutting work, etc.
High precision and excellent IP rated performance makes the high precision and accuracy work possible, such as diamond cutting rotary task, phone production and inspection rotary task, etc.
100 mm (3.9") High-Speed Tilting 2-Axis Rotary Table, with indexing up to 1000 deg/sec. Requires a Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Requires software version M18.24B or later. Not available for stand-alone operation.
5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Dual-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Triple-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
Quad-Spindle 5C Collet Tilting 2-Axis Rotary. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. This unit has no collet closing capability as standard. Requires a Haas mill with software version 18.00 or later.
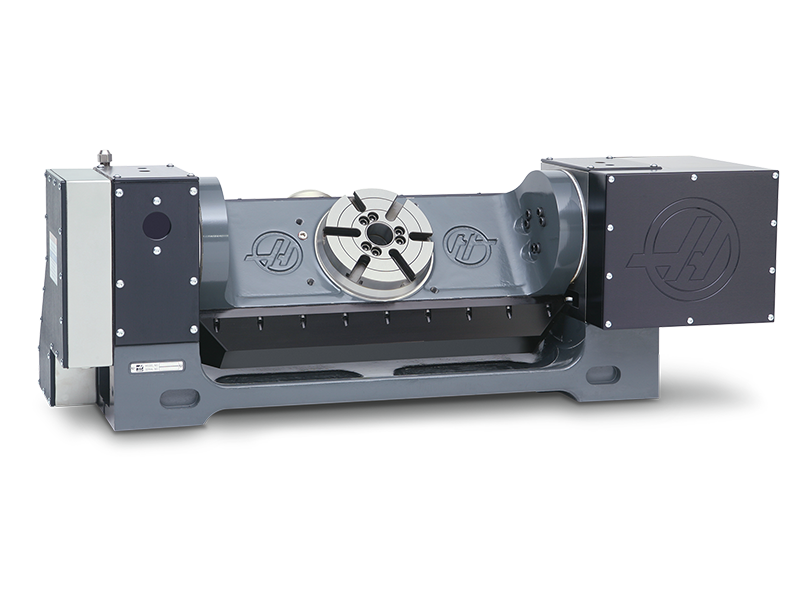
160 mm (6.3") Tilting 2-Axis Rotary Table. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Requires a Haas mill with software version 18.00 or later.
160 mm (6.3") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
160 mm (6.3") Dual-Spindle Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
200 mm (7.9") Compact Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Mounts along Y axis of VF- 3 and larger machines. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box.
210 mm (8.3") Tilting 2-Axis Rotary Table. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Requires a Haas mill with software version 18.00 or later.
210 mm (8.27") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th- and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.
310 mm (12.2") Tilting 2-Axis Trunnion Rotary Table, with scale feedback on the A (tilting) axis. Requires Haas mill with 4th-and 5th-axis drives for true 4th- and 5th-axis operation. Scale feedback functional only on Haas mills with software version 18.xx or later. Scale feedback does not function with rotary control box. Requires a Haas mill with software version 18.00 or later.

Haas Automation began producing rotary tables in 1983 and a few years later moved into machine tool manufacturing. The company quickly became one of the most successful producers of vertical machining centers, lathes and other types of CNC machines. True to its roots, however, Haas never stopped producing rotary tables and related equipment, a product line that has continued to develop and broaden over the years.
In fact, the line features a brand new look at IMTS 2010. "The changes are primarily cosmetic, but they will improve the durability of our rotary tables and indexers, keeping them looking better longer," says Scott Rathburn, Haas marketing product manager. The changes include nickel-plated enclosures, anodized aluminum end plates with radiused edges, and die-cast junction boxes with a tumbled finish.
Of course, add-on rotary devices often complement the capabilities of the company"s machine tools. One example on display at the show is a TR160Y trunnion-style rotary table mounted in a VF-5 vertical machining center. Because this rotary table can be oriented front to back rather than side to side lengthwise, it takes up significantly less space, thus freeing the rest of the worktable for another setup, as shown in the photo above on the right. In this case, the machine vise (left) clamps a workpiece for first operations. Second operations are completed on the rotary table. This setup enables a part to be completed in each machining cycle.
Haas Automation is the largest machine tool builder in the United States, and one of the largest builders of CNC (computer numerically controlled) machines in the world. Haas products are manufactured in the company’s 1.1-million-plus-square-foot facility in Southern California, and distributed through a network of more than 170 Haas Factory Outlets, in more the 60 countries. Every HFO has complete showroom facilities, factory-trained service personnel, extensive spare-parts inventories and fully stocked service vehicles to provide the industry’s best service and support.
Gene Haas founded Haas Automation in 1983, to manufacture the industry’s first fully programmable collet indexer. The Haas 5C indexer was a huge success, and during the next four years, the company expanded its product line to include a wide selection of programmable rotary tables, indexers, and machine tool accessories. In 1987, Haas developed its first vertical machining center – the VF-1. Priced less than $50,000 – a then unheard of price for an American-made machining center – the VF-1 debuted at IMTS ’88 in Chicago.
Today, Haas Automation manufactures an extensive line of CNC vertical machining centers, CNC horizontal machining centers, CNC lathes, rotary products, and fully integrated automation systems. The company also builds a variety of specialty machines, including 5-axis machining centers, mold making machining centers, toolroom machines, and gantry routers. Haas has regional headquarters in Belgium and China, and currently exports more than half of its products overseas.
A rotary table is a precision work positioning device used in metalworking. It enables the operator to drill or cut work at exact intervals around a fixed (usually horizontal or vertical) axis. Some rotary tables allow the use of index plates for indexing operations, and some can also be fitted with dividing plates that enable regular work positioning at divisions for which indexing plates are not available. A rotary fixture used in this fashion is more appropriately called a dividing head (indexing head).
The table shown is a manually operated type. Powered tables under the control of CNC machines are now available, and provide a fourth axis to CNC milling machines. Rotary tables are made with a solid base, which has provision for clamping onto another table or fixture. The actual table is a precision-machined disc to which the work piece is clamped (T slots are generally provided for this purpose). This disc can rotate freely, for indexing, or under the control of a worm (handwheel), with the worm wheel portion being made part of the actual table. High precision tables are driven by backlash compensating duplex worms.
The ratio between worm and table is generally 40:1, 72:1 or 90:1 but may be any ratio that can be easily divided exactly into 360°. This is for ease of use when indexing plates are available. A graduated dial and, often, a vernier scale enable the operator to position the table, and thus the work affixed to it with great accuracy.
Rotary tables are most commonly mounted "flat", with the table rotating around a vertical axis, in the same plane as the cutter of a vertical milling machine. An alternate setup is to mount the rotary table on its end (or mount it "flat" on a 90° angle plate), so that it rotates about a horizontal axis. In this configuration a tailstock can also be used, thus holding the workpiece "between centers."
With the table mounted on a secondary table, the workpiece is accurately centered on the rotary table"s axis, which in turn is centered on the cutting tool"s axis. All three axes are thus coaxial. From this point, the secondary table can be offset in either the X or Y direction to set the cutter the desired distance from the workpiece"s center. This allows concentric machining operations on the workpiece. Placing the workpiece eccentrically a set distance from the center permits more complex curves to be cut. As with other setups on a vertical mill, the milling operation can be either drilling a series of concentric, and possibly equidistant holes, or face or end milling either circular or semicircular shapes and contours.
* With the addition of a compound table on top of the rotary table, the user can move the center of rotation to anywhere on the part being cut. This enables an arc to be cut at any place on the part.
Additionally, if converted to stepper motor operation, with a CNC milling machine and a tailstock, a rotary table allows many parts to be made on a mill that otherwise would require a lathe.
Gene Haas founded Haas Automation, Inc., in 1983 to manufacture economical and reliable machine tools. The company entered the machine tool industry with the first-ever, fully automatic, programmable collet indexer – a device used to position parts for machining with very high accuracy. The patented Haas 5C collet indexer was a huge success, and over the next four years, the company expanded its product line to include a wide selection of fully programmable rotary tables, rotary indexers, and machine tool accessories.
In 1987, Haas Automation began developing its first vertical machining center (VMC), a machine designed to perform such machining operations as milling, drilling, tapping, and boring. This machine, the VF-1, was introduced at a cost that was competitive with machine tools from offshore manufacturers. Employing the latest equipment and procedures for close-tolerance manufacturing, the first VF-1 prototypes were completed in 1988 and introduced at the International Machine Tool Show (IMTS 88) in Chicago, Illinois.
At that time, industry scholars and members of the trade press were skeptical that an American-made machining center could be sold for less than $50,000. Haas not only delivered on the price, but delivered the product, as well, something other manufacturers often were unable to do. Today, the Haas VF-1 still sells for less than $50,000, and in most instances, a customer’s machine can be delivered within just a few weeks of the initial order.
To ensure accuracy, Haas manufactures all critical components in-house using dedicated state-of-the-art CNC machine tools. The company’s 1.1-million-square-foot facility makes extensive use the latest lean manufacturing methods and just-in-time production practices to streamline production capabilities and reduce costs. This, combined with highly trained teams for electronics and mechanical assembly, allows Haas to control quality, cost, reliability, and availability. The resulting savings and increased quality are passed on to the customer in the form of lower prices and better products.
Of the nearly 300 chip-making machine tools in the Haas machine shop, more than two-thirds are Haas machines – proof positive that the company believes in its own products. To increase production capacity and capability, new manufacturing equipment is added constantly, allowing Haas to produce more parts more efficiently, and further reduce the cost of Haas products to the end user.
Today, Haas manufactures four major product lines: vertical machining centers (VMCs), horizontal machining centers (HMCs), CNC lathes, and rotary tables, as well as a number of large five-axis and specialty machines. All Haas products are manufactured at the company’s expansive facility in Oxnard, California – the largest, most modern machine tool manufacturing operation in the United States.

when I was young, strong, healthy, and thought nothing of lifting it, a 10" H & V was my first choice. I still think it was a good choice for the work I mostly do, and this is where you may decide to compromise. If you do small work, an 8" table is much lighter and more convenient to set up. Stood vertical, it interferes less with the spindle to reach center. I don"t think a 6" is a good choice unless you know you will only be working miniature stuff. You use a considerable percentage of a small table just for set ups and hold down clamps on a lot of work, and a small table does not leave much room.
I like 90:1 gear ratio for circular milling, which is presumably your primary interest with a rotary table. My 10" table is 90:1, and that is a pretty good ratio for milling diameters (hand cranking) out to 12" or so. My 20" table is also only 90:1, and out near or past the rim (I do one part at 32" diameter) that always seems _very_ coarse.
If most of your work is small, round to begin with, and will actually be dividing work, where you index the table, lock it, and then drill a hole or mill a slot with the machine axis drive, you might find a dividing head more useful. For instance, I"ve made gears on a vertical rotary table, and in a spin index. On the table, you need an insert collet chuck or other arrangement in the center hole to get the work out far enough to clear the cutter. It"s a lot more convenient on a dividing head. OTOH, I don"t find it fun or convenient to do much circular milling on a dividing head if the work diameter is much over a few inches.
Haas Automation is the largest machine tool manufacturer in North America, building a full line of CNC vertical and horizontal machining centers, CNC lathes, rotary tables and 5c indexers. Haas machine tools and rotary products are built to deliver higher accuracy, repeatability and durability than any other machine tools on the market.
From its beginnings in 1983, Haas Automation has always produced top-quality products at affordable prices. Haas produces all critical components in-house, using dedicated state-of-the-art cnc machine tools. the company"s 1 million-square-foot facility makes extensive use of automated lights-out flexible manufacturing systems (FMS) and robotic loaders to streamline production capabilities and reduce costs. This, combined with highly trained electronics and mechanical assembly teams, allows Haas to control quality, cost, reliability and availability. Haas delivers more standard features, high-tech innovations and rock-solid engineering than perhaps any other CNC manufacturer in the world and at better prices.



 8613371530291
8613371530291