
cmm rotary table made in china
RPI UK, a specialist developer and manufacturer of precision positioning devices for high accuracy rotary and angular inspection systems, has welcomed Mitutoyo as a new customer following the Japanese manufacturers decision to invest in 10 rotary tables.
Mitutoyo, one of the world’s leading manufacturers of precision measuring equipment, has integrated three QuadMatic and seven QuadSlimLine rotary tables into its high precision co-ordinate measurement machines (CMM) at its Japanese and UK operations. RPI engineers travelled to Japan to support Mitutoyo with training and maintenance and were also on hand to help integrate a two-axis rotary table at Mitutoyo in Halifax, UK.
Jim Palmer, RPI’s sales manager, said: “It’s great news that Mitutoyo has chosen to invest in 10 of our Quadrant range rotary tables. As well as significantly improving overall measurement accuracy and reducing uncertainty, our rotary tables also greatly increase measuring volume, thereby improving the flexibility, productivity and efficiency of our customers’ CMM.”
The addition of Mitutoyo to RPI’s customer base means the Bath-based manufacturer now supplies all the major CMM manufacturers which use rotary tables, from Hexagon to Renishaw and LK to Wenzel. RPI has been supplying the CMM market since 1977 and can boast more than 750 successful installations worldwide.
The QuadSlimLine and QuadMatic are part of RPI’s Quadrant range of CMM tables which also includes the QuadDualPurpose, QuadProfile and the QuadUniversal. They come in a wide size range; from Ø200mm to Ø1500mm and can be fully integrated to the host CMM machine controller.
RPI grew out of acquisitions from Optical Measuring Tools, Airmatic, Horstmannn and Eimeldingen. It is now one of the world’s largest designers and manufacturers of solution driven, highly accurate inspection systems and services that measure circular geometry and angular positioning. Using its 75 years of rotary expertise, RPI supplies progressive engineering industries, including the aerospace, gas turbine and dimensional metrology sectors, with exceedingly dependable, low maintenance products with a service life measured in decades, not just years.
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable
Creaform has announced the addition of the high-accuracy handheld scanner HandySCAN BLACK|Elite Limited to its HandySCAN 3D | BLACK series lineup, an ongoing reference in portable metrology. Developed over the
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable

Rotary measurement and angular positioning device supplier, RPI, , has expanded its metrology product range with the launch of OctoScan, improving productivity by up to 40%. OctoScan is a highly accurate rotary axis enhancing the measurement capability of portable measurement arms. It enables objects that are larger than the standard reach of the portable arm to be easily and accurately recorded.
This new rotary positioning system provides additional flexibility to the measurement process, minimising errors and increasing accuracy for otherwise difficult to reach areas with an overall increase in measurement volume.
The universally compatible design enables very easy set-up. Additionally, OctoScan has been designed so that parts can be fixed into place in many different ways. Its built-in magnets and multiple threaded fixing holes allow for an element of bespoke fixing. Octoscan’s high accuracy and portability mean that it is one of the most efficient rotary positioning systems commercially available.
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable
Creaform has announced the addition of the high-accuracy handheld scanner HandySCAN BLACK|Elite Limited to its HandySCAN 3D | BLACK series lineup, an ongoing reference in portable metrology. Developed over the
ZEISS #HandsOnMetrology has introduced its new ZEISS T-SCAN hawk 2, developed and produced in Germany and certified for the highest industry standards. ZEISS T-SCAN hawk 2 is a portable, reliable

The CMM Checking Gauge (CCG) gives confidence in the accuracy of your CMM, by enabling independent verification of accuracy using regular intermediate checks…
During measurement, and particularly when scanning, contaminants such as remnants of coolant, dust, oil and oxides build-up on the stylus of your CMM.
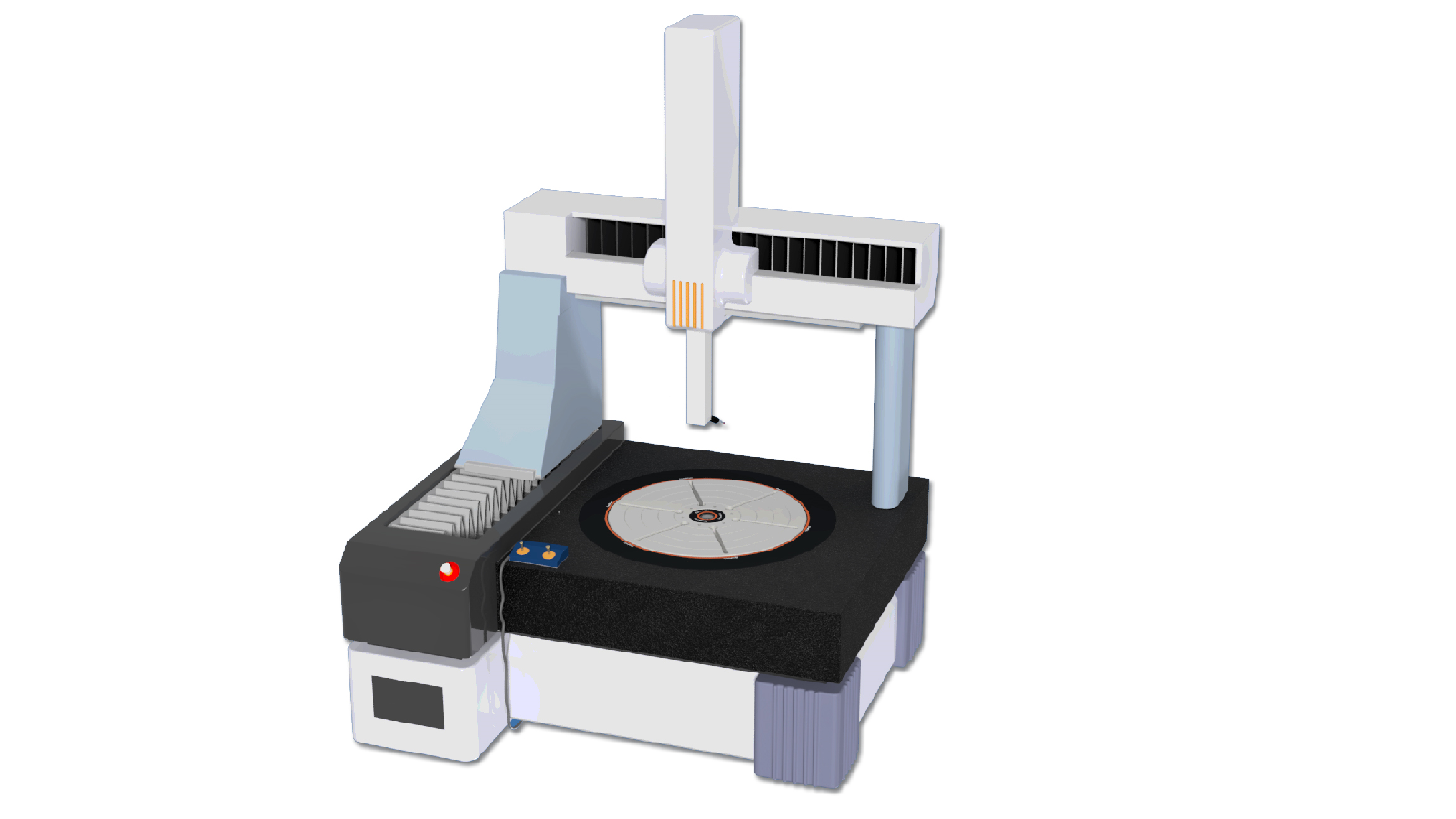
Typical applications that benefit from an additional rotary axis include the measurement of component parts characterised by symmetrical, recurring or internal geometry - including rotating shafts and discs, casings and housings, turbines and compressor parts, and bearing components.
Low profile surface mounted rotary table with integrated air flotation base – allows the table to glide effortlessly over the surface when positioning the table on the CMM:
Fixturing components correctly during inspection is essential for measurement accuracy and reproducibility. LK Metrology fixture kits are designed to support components securely and with minimum force, while providing a clear access path for the probe. A range of clamps, holders and adjustable supports provide great flexibility for fixturing a host of different shape parts and types of material.
The SOLO handbox has been ergonomically designed with time saving features that put the operator in full control. The intuitive keypad provides control over the software, probe and CMM without returning to the PC. For accuracy in manual mode the 3D joystick features touch‐sense technology for smooth motion and precise positioning.
Soft‐touch buttons offer dual functions and frequently used settings, while LEDs give a visual indication of status and warnings all at your fingertips and in the palm of a hand. Available as standard with new NMC controllers and LK CMMs, or as a retrofit for non LK CMMs with cable lengths ranging from 5 to 25 meters.

Typical applications that benefit from an additional rotary axis include the measurement of component parts characterised by symmetrical, recurring or internal geometry - including rotating shafts and discs, casings and housings, turbines and compressor parts, and bearing components.
Low profile surface mounted rotary table with integrated air flotation base – allows the table to glide effortlessly over the surface when positioning the table on the CMM:
Fixturing components correctly during inspection is essential for measurement accuracy and reproducibility. LK Metrology fixture kits are designed to support components securely and with minimum force, while providing a clear access path for the probe. A range of clamps, holders and adjustable supports provide great flexibility for fixturing a host of different shape parts and types of material.
The SOLO handbox has been ergonomically designed with time saving features that put the operator in full control. The intuitive keypad provides control over the software, probe and CMM without returning to the PC. For accuracy in manual mode the 3D joystick features touch‐sense technology for smooth motion and precise positioning.
Soft‐touch buttons offer dual functions and frequently used settings, while LEDs give a visual indication of status and warnings all at your fingertips and in the palm of a hand. Available as standard with new NMC controllers and LK CMMs, or as a retrofit for non LK CMMs with cable lengths ranging from 5 to 25 meters.

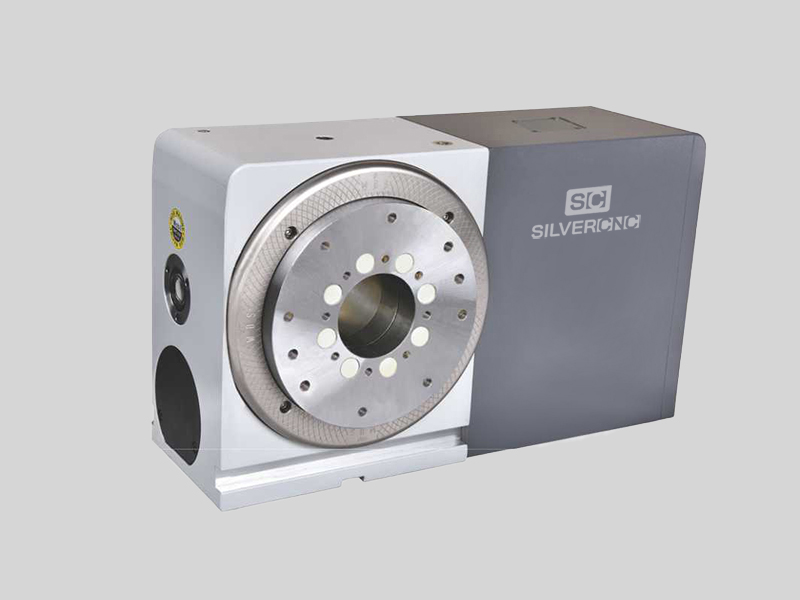
is a specialist in the design and manufacture of a wide range of CNC rotary tables and index tables. At TANSHING we are dedicated to research and development and technological innovation continually.
From design, and precision machining, to rigorous quality control, great care is taken to ensure an international quality level. TANSHING"s products are widely recognized in both domestic and overseas markets. The innovative dual lead worm drive system has been patented in Taiwan which is indisputable proof of the superior R&D capability of TANSHING. TANSHING has been certified by AQSR ISO-9001 (U.S.A.). In order to ensure very high precision parts, TANSHING has invested heavily in various advanced machining equipment. 90% of our in-house parts machining allows us to fully control the accuracy of the parts, which provides a solid foundation for the superior quality of TANSHING CNC rotary tables and index tables.

Rotary table in market mainly includes 4 kinds of mechanism that is worm gear, roller cam, DD driver and harmonic structure. The following is the introduction:
1. worm gear: it’s one of the most popular structrue in NC rotary table because of its irreversibility and costs.The worm is generally made of bronze, but the wear resistance is poor. In order to improve the service life, some manufacturers use the alloy steel.
3.DD motor: it’s the most efficient rotary table with the highest precision. It has the highest precision because it has no mechanical structure, which is directly driven by motor , no reducer. It has high technical difficulty and high price. It is generally used for five axis machine tools.
CNC rotary tables play a vital role in the performance of multi-axis machining centres. As table accuracy and reliability are of paramount concern throughout the product"s lifetime, Matsumoto Machine Corporation (MMK) has taken a pragmatic two-pronged approach to reducing indexing errors and improving performance. By enhancing both product calibration and encoder technologies the company has set new standards for rotary table accuracy.
Founded in Japan in 1948, Matsumoto Machine Corporation is a technology-leading provider of innovative, high quality jaw chucks and numerically controlled rotary tables used by industrial machine tool makers throughout the world.

The XR20 rotary axis calibrator works in conjunction with XL-80 and XM-60 laser systems providing highly accurate, repeatable rotary axis calibration for stages, jigs and machine tools.
A mounting ring adaptor plate enables the XR20 rotary axis calibrator to be fitted to rotary tables with unsuitable centre recesses. It can also be used to secure the XR20 rotary axis calibrator to the chuck (lathe) adaptor and custom mounts.
CARTO software suite is used for capturing data, analysis and rotary measurement using the XL-80 laser or XM-60 multi-axis calibrator. CARTO is made up of three applications:Capture to collect laser measurement data.
Off-axis rotary measurement mode in the CARTO software suite provides a single source for testing off-axis measurement using the XR20 rotary axis calibrator and XL-80 laser system. This streamlines the measurement of rotary positioning accuracy for 5-axis machine tools, where the XR20 rotary axis calibrator cannot always be mounted on the centre of rotation.
Off-axis rotary measurement application in the CARTO software suite allows the XR20 rotary axis calibrator to be used to measure the rotary positioning accuracy of an axis, even when the XR20 isn"t mounted on the centre of rotation (pivot point) of that axis. This extends the capability of XR20 to many five axis machine tools.
The mounting of the XR20 rotary axis calibrator relative to the axis under test is vital for accurate measurement. Renishaw has developed the XR20 90° bracket to remove complexity of manufacture for the user. This accessory is manufactured to extremely fine tolerances required to achieve accuracy of testing.
Flexible fixturing options are provided by removable magnetic feet and a variety of through holes for direct bolt attachment. The bracket is useful for meeting the mounting requirements of "off-axis" rotary measurements and resolving "on-axis" mounting difficulties on trunion type machines.
The Renishaw XR20 rotary axis calibrator uses Bluetooth® wireless technology. In some territories the level of regulation varies. This table indicates the relevant standards or licensing authority that XR20 complies with, for indicated territories and the corresponding registration number, where applicable.[183kB]

The stage includes an optical rotary encoder with a digital TTL output signal. After 400x interpolation, the resolution of one encoder count = 0.07 arc-sec (0.33 µrad). Very fine encoder resolution is necessary to enable smooth velocity control by the servo system.
Of utmost importance to this application was the very low error motion of the air bearing. Measurements were taken using a master ball and a capacitance probe. The master ball was mounted 50mm above the air bearing tabletop. Total radial runout error motion measured was less than +/-25 nanometers.
All measuring machines of the LH series can also be configured with an integrated rotary table. This enables both the precise 4-axis measurement of rotationally symmetrical components and the reliable measurement of the entire spectrum of prismatic components.

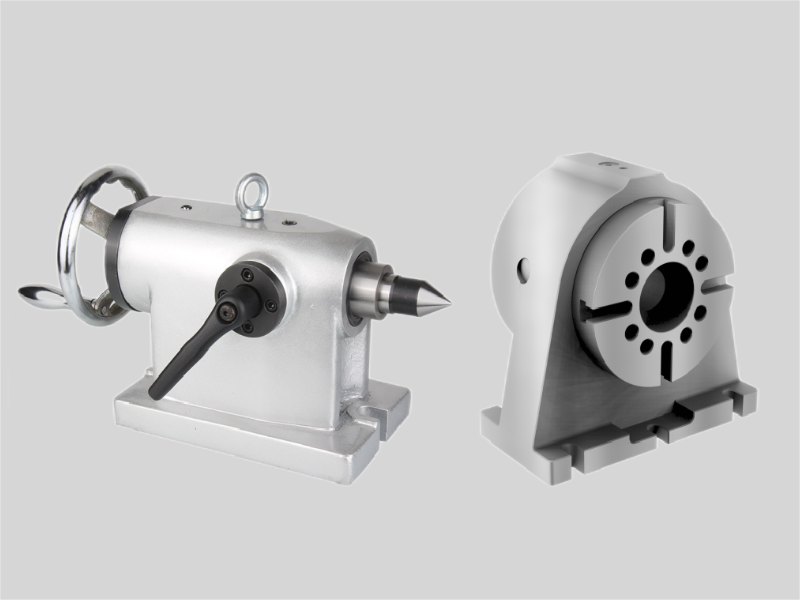
The tailstock from ZEISS makes it possible to clamp shaft-like measurement objects between centers. For example, gear shafts, worm shafts, crankshafts, camshafts or rotors can be clamped without deformation and measured in the best possible way. Due to the ideal accessibility, complete measurements can thus be realized in one clamping position. ZEISS TS shows its strength through an interchangeable interface, through which the tailstock can be quickly set up in the measuring volume if required. In combination with the high-precision air-bearing rotary table ZEISS RT-AB-600, a universal coordinate measuring machine can thus be quickly and flexibly expanded into a specialized shaft measuring machine. ZEISS TS is available in two z-sizes as the TS-7 and TS-10 variants, perfectly aligned with all members of ZEISS PRISMO family.

The hydraulic clamping synchronized clamping for the entire table. The clamping area on the entire circumference of the table features maximum rigidity and is ideal for heavy cutting application.

Over the course of a month, Pequot can run between 600 and 800 active jobs with lot sizes ranging from a couple of parts to thousands of parts. Recently, though, the shop was experiencing poor part surface finishes and inconsistent tolerances on VMCs with rotary tables to enable four-axis machining, two problems that would randomly and inexplicably occur from one batch of parts to the next and sometimes even during the same part run. Pequot would set up a job and run some parts that would be machined to specification. Then, out of the blue, a part would come off the machine out of tolerance or with chatter marks on its surface finish, and tool life would suddenly take a nosedive.
In other instances, the machining process and part would appear fine until the shop measured the part on a coordinate measuring machine (CMM) and discovered that one of the its features was significantly out of tolerance. Then, the chase would be on again to track down the cause. Unfortunately, that meant the machining center in question sat idle while the problem was being diagnosed.
Pequot evaluated all aspects of its process to determine the cause of these problems, including the machine tools, toolholders, cutting tools, workholding devices and part programs. Eventually, the shop realized inconsistent rotary table positioning was the culprit, even though initial inspections of those tables seemed to reveal they were operating properly.
“The inconsistency hindered us from immediately tracing the cause back to the rotary tables,” explains Kevin Spielman, Pequot’s production manager. “When experiencing such a hiccup, we would adjust machining speeds and feeds to compensate, and get a few good parts. Then, unbeknownst to us, the tables would operate correctly, but we’d be running at the wrong machining parameters. This, in turn, also produced bad parts. After a while, we were constantly chasing our tails and second-guessing ourselves when it came to adjusting operational parameters.”
This spurred the shop to replace the tables with pL Lehmann EA510 and EA511 single-spindle units from Exsys/Eppinger. These rotary tables, acquired from local Exsys distributor Hill Industrial Tools, give the shop’s three-axis VMCs more reliable fourth-axis capabilities for part positioning and rotational machining.
“Once we installed the pL Lehmann tables, our inconsistency and rigidity problems vanished,” Mr. Spielman says. “We experienced immediate and further improvements in accuracy, tool life, machining speeds and material removal rates to the point that we reduced part machining cycle times by 25 percent. Plus, we basically eliminated any machine downtime associated with our previous rotary tables. Most importantly, the new tables have increased our machine utilization. We now have the confidence and ability to run our automated milling machines nonstop for lights-out production over night and on weekends.”
Despite their compact design, the pL Lehmann tables are said to offer strong resistance to pullout torque and axial force while providing high levels of clamping torque. In addition, their backlash-free, preloaded gear drive (PGD) technology is said to deliver the high torque common to gear-driven tables and the high rotational speeds common to direct-drive tables, with spindles capable of speeds ranging from 47 to 111 rpm and 90-degree moves in 0.34 second.
The spindles on the standard-model tables are guaranteed to within 5 microns of runout (less than 3 microns for the high-accuracy models). The tables’ ±1 arc-second positioning capability, along with near-zero runout, makes them well-suited for Pequot’s demanding tight-tolerance applications. Steel parts machined on the pL Lehmann tables typically measure approximately 1.125 inches in diameter and 8 inches long; aluminum parts are commonly 5 inches in diameter and 6 inches long.
Mr. Goerges says that with the increasing business Pequot is winning, its goal is to get the most production out of its manufacturing equipment. Automation plays a key role. In fact, the shop refers to this goal as “168,” referring to the number of available hours in one work week. “With the new rotary tables, we’ve increased our machine output and won back massive amounts of production time on our automated VMCs,” he says.

Coordinate measuring machines (CMMs) play a vital part in precision engineering and quality control in the aerospace industry. Indeed, the global dimensional metrology market in the aerospace industry generated $482.9 million in 2012, with the CMM segment expected to grow at a compound annual growth rate of 4.0% by 2017 according to some commentators.
It’s no secret that all major aerospace manufacturers use CMM machines, sometimes as intensely as 16 hours a day, to measure the physical geometrical characteristics of aerospace components. But what is less well known is that using a rotary table on a CMM machine will help it work smarter.
So what’s the benefit of using a rotary table on a CMM machine? According to Jim Palmer from RPI, a leader in rotational innovation, the answer is simple:
“When it comes to measuring symmetrical or prismatic components, it’s all about simplifying your measuring procedures, increasing your CMM’s application range and effective measuring volume which in turn will increase the flexibility, productivity and efficiency of your CMM.”
Matt Brady at Nikon Metrology UK agrees that rotary tables bring significant benefits to CMM machines. Nikon, whose range of coordinate measuring machines represent the ultimate in CMM technology, is a longstanding customer of RPI and has been fitting RPI’s rotary tables to its CMM machines for decades.
Commenting on RPI’s rotary tables, Brady said: “We supply CMMs to aerospace customers all over the world and many of our customers say that using RPI rotary tables significantly reduce inspection time. Indeed, one such customer reduced inspection times by four hours, a saving of 40% by using a CMM machine fitted with an RPI rotary table.
Rotary tables are therefore an ideal addition to CMM machines - particularly for measuring complex parts such as rotor discs. For example, using a rotary table on a CMM machine will improve process efficiency and productivity by reducing set up and process times. A rotary table will also greatly increase a CMM machine’s available measuring volume thereby providing greater flexibility in what can be measured. And last, but by no means least; a rotary table will also significantly improve overall measurement accuracy of a CMM machine thereby reducing uncertainty.
Bath-based RPI has a very large share of the market in those CMMs which use rotary tables and can boast more than 500 successful installations worldwide. RPI grew out of acquisitions from Airmatic, Optical Measuring Tools, and Eimeldingen. Since the 1950s it has been one of the world’s largest designers and manufacturers of precision rotary tables and a leading supplier of rotary tables to the aerospace, automotive, power generation, machine tool, scientific and general engineering industries.
RPI’s rotary tables are widely used by all leading CMM manufacturers, including Nikon, Mitutoyo, Hexagon and Renishaw, and have been specifically designed as a fourth axis for all types of precision CMM machines. They are accurate to ±0.5 arcs seconds, which is the equivalent to hitting a golf ball at a hole more than 22km away and scoring a hole in one every time.
“Let’s say you wanted to measure a rotor disc,” continues Palmer. “Simply using a standard CMM over one fitted with a rotary table would require a machine with a much larger overall measuring volume. This is because the volume of the CMM machine is directly related to the diameter of the disc as voluminous styli systems are usually required to measure a workpiece from all sides which means a large proportion of its measuring range is required just to ensure collision-free movement of the stylus around the part.”
However, the introduction of the rotary table removes this requirement as the rotor can be presented directly to the stylus removing the requirement to access all sides. This in turn simplifies the stylus system allowing the measurement of larger workpieces in relation to the available measuring range, saving aerospace manufacturers both time and money.
RPI’s rotary tables come in a wide size range; from 400mm to 1,200mm and can be fully integrated to the host machine controller. One of the unique selling points of RPI’s CMM rotary tables is their multiple bearing configurations: mechanical or air combination bearing.
The mechanical bearing rotary table combines a high precision, high load capacity, roller thrust bearing resulting in excellent rotational characteristics with a pre-loaded; double row journal bearing to eliminate radial movement in the table’s axis; ideal for heavy off centred loads.
Whereas RPI’s combination bearing rotary table combines the same pre-loaded; double row journal bearing as the mechanical bearing table with a high load capacity thin film air thrust bearing. The thrust bearing uses a thin layer of air trapped between the underside of the table top and the top of the base assembly. The thrust bearing is supplied using a series of orifice plugs machined into the table base; ideal for heavy centred loads.
Because they are so well made, RPI’s rotary tables last for decades only needing servicing to be as good as the day they rolled off the production line. As you’d expect, RPI provides a comprehensive rotary table, repair, overhaul and angular calibration service.
Clearly, you don’t have to go round in circles to see the significant benefits a rotary table can bring to CMM machines used in the aerospace industry. So, if your CMM machine isn’t benefitting from a rotary table, isn’t it time you invested in some rotational innovation?



 8613371530291
8613371530291