
5 axis rotary table factory
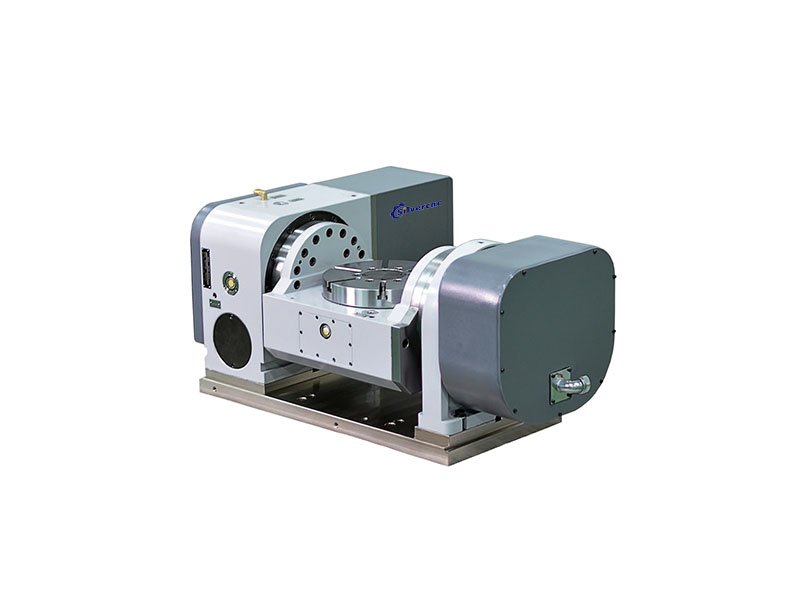
The TRT70 is a dual-axis tilting rotary table that offers high-speed, accurate performance for 3+2 and full 5-axis machining of small parts. It fits ...
Our redesigned TRT160 tilting rotary table not only puts 5-axis capabilities well within reach of the average job shop, but its new smaller size also provides greater ...
... more compact and versatile 5-axis solution for mid-size mills. The new unit easily fits on one end of a machine’s table, leaving the remainder open for additional fixtures or vises. ...
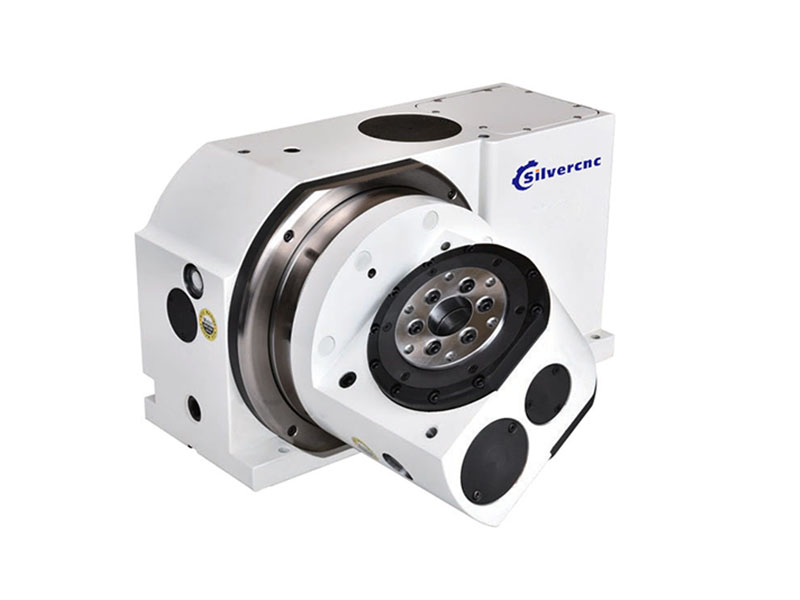
The new designed rotary swivel unit RT2A is the ideal solution for retrofitting your machine with a 4th and 5th axis. It is based on the proven and robust rotary tables ...
Sankyo Automation is the worldwide leader in cam indexer technology; continuously working to develop new, innovative technologies in motion control. Our collection of high-speed, high-precision rotary indexing solutions are frequently utilized in manufacturing systems that require accurate, high speed actions.

Rotary table in market mainly includes 4 kinds of mechanism that is worm gear, roller cam, DD driver and harmonic structure. The following is the introduction:
1. worm gear: it’s one of the most popular structrue in NC rotary table because of its irreversibility and costs.The worm is generally made of bronze, but the wear resistance is poor. In order to improve the service life, some manufacturers use the alloy steel.
3.DD motor: it’s the most efficient rotary table with the highest precision. It has the highest precision because it has no mechanical structure, which is directly driven by motor , no reducer. It has high technical difficulty and high price. It is generally used for five axis machine tools.

#cncmachining #cncmanufacturing #manufacturing #indianmanufacturing #machinist #metalcutting #5thaxis #5axis #cncmill #cncmachine #5axismill #machineshop #5axiscnc #rotarytable
About UCAM: We offer a wide range of CNC Rotary Tables and custom-built rotary tables which can be used vertically and horizontally based on the application. Our differentiation lies in cutting-edge technology, unceasing product innovation, and proactive customer relationship, making UCAM the most preferred brand in the Indian machine tool industry. UCAM"s product line lays stress on quality, reliability, and performance while machining the needs across industries - Automobile, Aerospace, Medical, Mining, Defence, Power Generation, General Engineering and Others.

KME CNC Rigid Cast Iron Trunnion Tables are one of the leaders in the industry for accuracy, surface finishes and repeatability. Allowing you to speed up your cycle times, these tables are ideal for high volume production applications. Powerful and compact trunnion design ensures smooth operation over the entire travel range.

Whether you use mills, presses or lathes, machine tools are often only as useful as the accessories that come with them. Take care of repair tasks and add extra functionality with the machine tools accessories at Alibaba.com. If you need new 5 axis rotary table or are seeking to replenish your component stocks, our wholesale store is the ideal place to look. We stock accessories for every type of machine tool, with multiple options in most cases. So add resilience to your operations and be ready for any production challenge with the machine tools accessories in our store.
Machine tools come in all shapes and sizes, and so do the accessories that make them tick. For instance, CNC and manual lathes can be customized with jaw chucks, shanks, woodworking knives, drill chucks, rotary chucks, clamps, and turning tools. Add brushes and sanding discs, and turn your machine tool into a multi-purpose machining center. Add a range of cutting tools to milling machines, pick the right drum sanders for your drills, or add a lathe dog to make turning much easier. There are accessories for hydraulic presses, add-ons like drag chains, and many other machine tools accessories. And if you need replacement 5 axis rotary table, Alibaba has everything you need.
Our machine tools catalog is packed with accessories. Search the listings for your preferred tool and zero in on accessories that can enhance its functionality. From control handles to tool holders, thread holders and saw blades, the whole panorama of machine tools accessories is here and ready to order. There"s no better way to add extra stocks and renovate machinery when the time comes. When new 5 axis rotary table are required, head to the Alibaba wholesale store and give your machinery a new lease of life.

For complex, repetitive measuring tasks, QC 2000 users can automatically record measuring programs to run at any time. This digital readout tracks presets, measurement sequence, tolerances, and data-output commands. When the recorded measuring program is repeated, the QC 2000 displays visual instructions for the features to be probed, giving direct, repeatable guidance.

Fanuc 5-axis machining offers a number of benefits; reducing setups, machining complex contours, eliminating or decreasing additional finishing work. Today, 5-axis machines are more readily available, but a new 5-axis machine tool still requires a sizable investment. Instead of purchasing a new 5-axis machine tool, resourceful manufacturers opt to upgrade an existing machining center by adding a 5th or 4th and 5th axis rotary table. Any new machine with a FANUC control is capable of supporting both a 5th axis rotary table or a 4th and 5th axis rotary table but, depending on the exact control, there are some differences to consider.
The most common form of 5-axis machining is referred to as a four-plus-one configuration. A CNC with four plus- one capability allows the programmer to simultaneously machine with any four of the five axes. In a four-plus-one system, one axis must always be idle, but the selected axis can be changed at any point in the program. For example, the first machining operation may involve the X, Y, Z and A axes and the second machining operation may use the X, Y, A and C axes. Four-plus-one does not mean that one of the axes is indexing-only. In a true four-plus-one system, each axis is a full CNC axis with contouring capabilities. Four-plus-one capable controls include most of the newer Fanuc 0, 18 and 21 series of controls, as well as the 32i-MA model. These are the most common controls found on vertical machining centers.
While the four-plus-one approach to 5-axis machining is perfectly adequate for the vast majority of work-parts, some machining operations may require full simultaneous 5-axis machining. Turbine blades are a typical example of a work-part that requires full simultaneous 5-axis machining. With simultaneous 5-axis machining, all 5 axes can run simultaneously to cut complex contours in the work-part.
The older FANUC 15 & 16 series controls, as well as the 18i-MB5, 31i-MA5 and 30i- MA controls are all capable of full simultaneous 5-axis machining. These controls are commonly found on horizontal machining centers and boring mills because they are capable of controlling 5 axes simultaneously. The FANUC 31i control, for example, can control up to 24 machine axes. Due to the cost of these controls, it is fairly uncommon to find one on a vertical machining center. Most OEMs do not offer these controls on vertical machining centers as standard, so the leadtime on a VMC with one of these simultaneous 5-axis capable controls may be very long.
Manufacturers considering a 4th or 4th and 5th axis upgrade to an existing machine should be aware of the limitations found with older FANUC controls, including the 0-M, 0i-MB, 18-MA and 21i-MA controls. It is possible to interface a two-axis rotary table to these controls, but one axis must be an indexing-only axis. Typically, the rotary table tilt axis gets this distinction. An external indexing controller would often control this axis. Indexing controllers can be set up to index through an M-code signal that simply tells the controller to index to the next pre-programmed position or it maybe possible to have the index command sent via the D-print statement function in the FANUC control. The D-print statement allows the user the advantage of programming the index move from within the part program. In this case, the FANUC control sends the index command to the indexing controller through the RS232 port.
Some four-axis controls allow the integration of a Beta I/O axis that, while indexing-only, is a fully integrated axis within the FANUC control. The position is displayed on the FANUC screen and all FANUC functions apply, such as Jog and MDI functions. The major limitation to any of these systems is that 5-axis contouring is not possible, and one axis has to be permanently designated as indexing-only.
If a manufacturer needs 5-axis machining capabilities and their CNC does not support 5-axes, they can always consider retrofitting the machine with a new FANUC control and a new rotary table. This option may not be practical in all cases, but if the machine tool is mechanically sound, the cost of a 5th axis rotary table and a control upgrade may be an attractive alternative to purchasing a new 5-axis machining center.

Tsudakoma has been providing best-in-class rotary tables for over 100 years, offering multiple models and configurations to ensure seamless integration with your machining centers. Koma Precision has been distributing Tsudakoma’s tables for over 40 of those years and our North American sales team and in-house engineers will work with you to determine which model best suits your machining needs.
5 axis rotary tables allow you to work with an additional dimension. In addition to the two rotary motions, these indexing tables have an extra swinging axis allowing it to tip as well as turn.
5th Axis CNC Rotary Tables are perfect for larger manufacturers. They offer unmatched levels of versatility, precision and efficiency. Here at 1MTA, we are able to supply a 5 axis indexing table to suit your budget or project size. We also offer a bespoke, custom solution to your project which you can learn more about here.

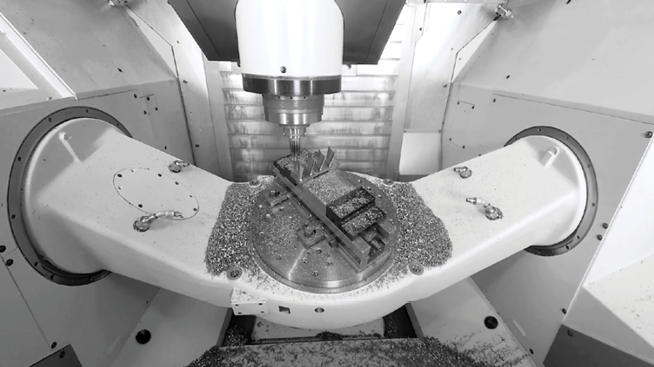
A 5th axis rotary table is a precision positioning device that is widely utilized in the 3-axis vertical machining center, which turns the original machine tool to a 5-axis CNC machine. The simple installation and seamless interface make the 5th axis rotary table fit numerous 4-axis and 5-axis applications.
A 5th axis rotary table is a precision positioning device that is widely utilized in the 3-axis vertical machining center, which turns the original machine tool to a 5-axis CNC machine. With the rigid cast frame and the ideal torque capacity, the small accessory is flexible in use and supports the various machining operations of the vertical machining center effectively. The simple installation and seamless interface make the 5th axis rotary table fit numerous 4-axis and 5-axis applications.
5th axis rotary table, like the basic level of the rotary table, is designed for accurately locating the work pieces in metal machining operations under rapid and high performance rotation. All kinds of rotary tables are popular to be employed in various metalworking equipment, larger tables and machines in order to perform accurate drilling, milling, boring, or adding other unique features on the metal parts at extremely precise intervals. The tooling operations are smoothly performed around the vertical or horizontal axes. To provide more flexible options of use and also even more precise positioning for machining, there are additional plates like index plates or dividing plates can be mounted on for more applications.
With the rise of modern CNC machines and 5-axis machining productions, there are more and more tailed 5th axis rotary tables or tilt tables manufactured to act as the additional axes, assisting the various cutting tools to remove the materials from the surface of work pieces, especially the place that is hard for the tools to reach. In a 3-axis machine, there are only X, Y and Z axes, which are the linear axes to perform the precision machining. The A, B, C axis in 4-axis or 5-axis machining centers are the additional, rotational working axis which are 180° work around the X, Y, Z axis correspondingly. By employing a 5th axis rotary table, the CNC machining center can add 2 rotational directions to not only increase the versatility of the machines but ensure more ideal accuracy in multiple face cutting.
As mentioned, many shops achieve 5-axis CNC machining by mounting the 5th axis rotary table, which is much more cost-efficient than purchasing a new machine. The easy plug-and-play rotary table is easy to set up as the 4th or 5th axis, permitting a wide variety of complex, high performance machining. The great rigidity of the rotary table permits heavy load. However, the 5th axis rotary table takes considerable space of the 3-axis vertical machining center at the same time. As a result, the work surface is, in the arrangement, more suitable for relatively small parts, which refer to pieces that are smaller than 30 cm or less. On top of that, the operator needs to make sure the control system of the machining center is available for 5-axis operations.
Upgrading the machining center by installing the 5th axis table eliminates the extra finishing jobs performed in other machines or manual adjustments. This is especially beneficial for large volume production. The 5th axis rotary table allows the vertical machining center to create sophisticated and complex contours and add multiple features at desired angles. The arrangement of adding this rotary table to upgrade the machining center is suitable for blade, helical grooves machining and other applications required to create complex features or require critical inspection, like the productions of aerospace, automotive parts and scientific equipment.
The 5th axis rotary table mounted on the vertical machining center provides great rigidity to ensure stable operations. With simple set up, the rotary table can save the cycle time and remove the need of secondary operations. The basic structure of a 5th axis rotary table consists of the disc table where the work pieces are firmly hold and secured, the rigid bearing which can support the forces and loads during the operations, the solid base or bed used for attaching the 5th axis rotary table to the 3-axis machining center or other component, and last but not least, the motor and the
The core of the 5th axis rotary table is the worm gearing meshing with the steel worm that is submerged in the lubricants. The bearings and the worm gears which typically have large diameters have ideal concentricity to ensure the smoothness, durability as well as utmost accuracy. The high performance tooling is performed on the surface provided by the table disc, where the work pieces are stably clamped. Under the guide of the CNC power system and the electric motor, the table disc can position the metal parts at exact intervals. The clamping element, which is the chuck with inner or outer jaws, grips the work pieces firmly to eliminate any movement that will affect the machining. When the work pieces are relatively wider, longer, the operator can choose a chuck with outer jaws to hold them. For more flexible or critical applications, the operator can add dividing plates which can be installed on this table disc.
The worm gear and high precise rotation is driven by the programmed signals from the computer numerical control system. CNC power system ensures the simultaneous 4-axis or 5-axis motion, and the servo control is simple to fully set up. With the software and sequential instructions sent by the CNC system, the machining operations are more reliable and efficient, removing the need and cost of human supervision. The dimension as well as the type of electric motors can determine the actual router accuracy and also the efficiency of the 5th axis table.

TJR’s standard tilt rotary tables offer several options for turning your traditional 3 axis milling machine into a 5 axis machine for a portion of the cost of a new full 5 axis machine.
The FAR-Series pneumatic brake tilt rotary table line and is offered in multiple sizes and configurations and is available in single arm or dual arm type.
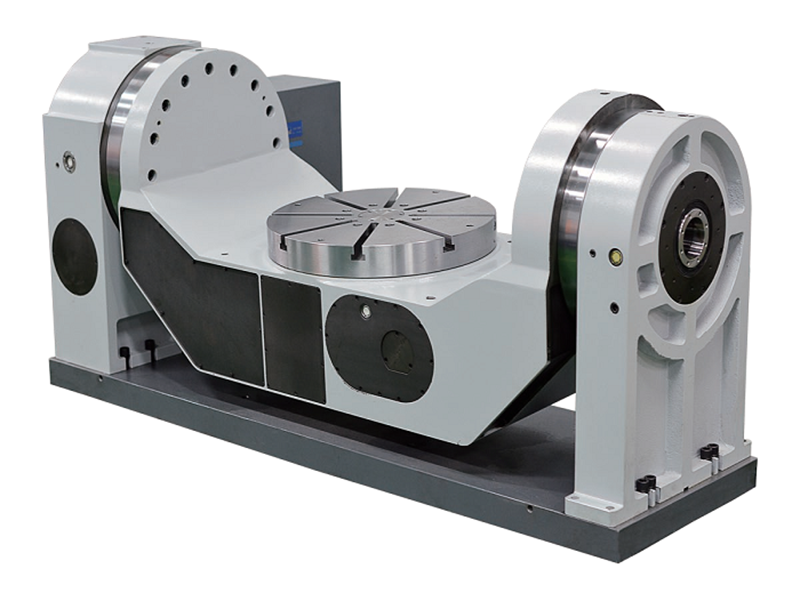
The FHR-Series is a dual arm, hydraulic brake tilt rotary table line offered in multiple sizes and configurations. This series has (3) independent braking systems, and max tilting angle +/- 110 degrees.
The FAR and FHR Series standard tilt rotary tables are capable of being fully integrated into your current machine control so you can utilize as a full rotating and tilting axis for true 5 axis work. It is also capable of being used as a full 4th and 5th axis connecting to TJR’s DAC (Dual Axis Controller) in the event that you need to utilize the unit on multiple machine tools. All are manufactured with large-diameter radial-axial preloaded bearing system for high rigidity that can perform light or heavy cutting.
When is a three-axis vertical mill, equipped with an aftermarket two-axis rotary table, preferable to a true five-axis machining center? Ask Fischer USA.
Michael Guzman, manufacturing engineer III, creates fixtures with locating pins that can be stored and reused for repeatable positioning of any given part. “The next time we want to run this part, because each fixture has a certain orientation to the Lehmann table, it will be a very quick changeover. Probably under 30 seconds,” he says. Photos: Brent Donaldson
At the Fischer USA headquarters in Racine, Wisconsin, a Mazak VCN 530C fitted with a Lehmann 5AX rotary table allows for 3+2 (or “positional”) machining, in which the rotary table positions the workpiece for three-axis operations. According to Ryan Krause, Fischer USA senior manufacturing engineer, and Michael Guzman, manufacturing engineer III, the 3+2 configuration provides the necessary machining flexibility at a considerably lower cost than a full five-axis machine (that is, one that moves all axes synchronously during the cut).
Fischer USA specializes in both spindle production and spindle repair. The repair side of the business comprises about 75% of the machining work, and that business is booming. Ryan Brath, managing director of Fischer USA, says that machine tool spindles typically require a full rebuild after 10,000 hours of use — a target that can be reached relatively quickly in applications such as aerospace aluminum milling.
On Fischer’s shop floor, all of the machining work is spread across several CNC lathes and grinding machines, as well as a Mazak Integrex mill-turn. In 2021, the company added the 3+2 machine, which was assembled and tested with a 20,000-rpm Fischer spindle and Lehmann two-axis rotary table before shipping from Mazak’s North American headquarters in Florence, Kentucky.
Krause and Guzman cite two primary reasons for choosing the 3+2 configuration. One was need. Efficiently accommodating a varied mix of repair work and new parts leaves no time for the multiple three-axis setups that complex parts, such as encoder wheels, cylinder components, bearing flanges and nuts, would otherwise require. Five axes of motion offer the flexibility to leverage shorter, more rigid tool assemblies to access more of the workpiece in one setup.
The second (and predominant) consideration was cost. As useful as a five-axis machining center might be, the cost differential with the three-axis machine amounted to a six-figure sum, even with the addition of the rotary table. Overall, Krause and Guzman have found that the Lehmann table allows for a degree of flexibility in its approach to machining these parts that is more than sufficient.
The Fischer USA team considers the Mazak VMC and Lehmann table to be a step in between the shop’s former machining routines and a full five-axis solution — a happy medium that allows running turning operations first, then handing parts over to the Mazak VMC for multiple milling operations in one setup.
On the Mazak VMC, the setup often includes a Chick or Lang vise holding parts on the left side of the worktable and the Lehmann two-axis rotary table holding a part on the right. A clever workholding solution devised by the Fischer USA team allows for parts positioned on the Lehmann table to be flipped and machined radially and axially on both sides with the table’s ability to flip the part 180 degrees.
On the Mazak VMC, the Lehmann rotary table is positioned far to the right side of the worktable, while orienting the unit with the gear box in the back further maximizes table space. The Fischer team often sets up two parts at once: one on a vise, and one on the rotary table.
The ability to machine parts radially and axially in one setup is a prime advantage of the Lehmann table. For example, machining spindle shafts once required removing the part for a second setup, using the blind holes machined in the first op to position it. But now, custom-machined soft jaws clamp the OD of the spindle shaft in a Lang vise. With the rotary table, the part can now be radially machined on one side, flipped 180 degrees by the table, then axially machined on the other in a single setup.
Similarly, the rear covers of Fischer spindles were originally produced from castings, but that resulted in high tooling costs for a low-volume part. Fischer now machines the parts from raw slugs. After turning operations, the vertical mill and rotary table can handle all milling in a single setup.
This encoder wheel features hundreds of teeth that, through an electrical sensor placed inside a Fischer spindle, encode the rotational position of the spindle shaft as well as its speed. When machining these parts, the Lehmann table’s radial and axial accuracy, as well as its rigidity, are paramount to precisely milling these gear teeth on the Mazak VMC.
Inside the Mazak VMC, the Lehmann table is positioned on the far right-hand-side of the worktable, allowing for additional vises and machining operations to take place on the left.
The Lehmann table’s ripas unit consists of the HSK interface, the ripas adapter (the gripper unit that connects the HSK to the fixture or workholding) and the keyways that position the adapter rotationally in place. Guzman says these keys are also a differentiating feature in terms of maintaining tight positional tolerances that reduce the need for runout checks.
This level of precision also enables Guzman to create fixtures with locating pins that can be stored and reused for repeatable positioning of any given part. “The next time we want to run this part, because each fixture has a certain orientation to the Lehmann table, it will be a very quick changeover. Probably under 30 seconds,” Guzman says.
For Krause, the choice of a a 3+2 configuration with the Mazak VMC and Lehmann table comes back to cost and need. “We really wanted to go into this and customize a machine that fit our business need right from the beginning,” he says. “You could look at a lot of our work and say that it would really be nice to have a five-axis machine, but we need to have the flexibility of very large parts on the table while utilizing the Lehmann for things like axial work, radial work and angled holes. Ultimately, that meant building the most flexibility that we can for the future.”

ATS Systems is a national leading machine tool accessories and automation supplier delivering reliable solutions with unwavering support that increases manufacturing productivity and throughput leading to profitable results for its customers. For over 20 years, ATS has installed over 135K machine tool accessories and automation systems allowing customers to achieve productivity gains of over 50% and increasing profitability.



 8613371530291
8613371530291