
nikken 5 axis rotary table made in china

NIKKEN WORLD WIDE SALES BRANCH LOCATIONS KOREA NIKKEN (KOREA) ★ : Sales office with Service Engineer PROCOMO-NIKKEN (FRANCE) : Sales office : Service office NIKKEN SCANDINAVIA (SWEDEN) HEAD OFFICE & FACTORY There are overseas Sales Branch office in 14 countries. Each sales branch office has stocks for toolings and CNC Rotary Tables, and service engineers look after the maintenance and service operation of our products. In the other region, e.g. East-South Asia, Oceania, South America, Africa, etc., there are some distributors. At the production line abroad, as there are many requirements for special tools and CNC Rotary Table to suit the special specifications, please ask us or distributors for spare tools and maintenance parts in advance. NIKKEN CHINA (CHINA) NIKKEN DEUTSCHLAND (F.R.GERMANY) NIKKEN KOSAKUSHO WORKS, LTD. OSAKA, JAPAN. 5-1, 1-chome, Minamishinden, Daito-shi, Osaka-fu, Japan. Telephone:072-869-5820 Telefax:072-869-6220 U.S.A GERMANY ITALY SWITZERLAND SCANDINAVIA SWEDEN SPAIN & PORTUGAL LYNDEX-NIKKEN 1468 Armour Boulevard, Mundelein, ILLINOIS 60060 Tel.+1-847-367-4800 Fax.+1-847-367-4815 HERRAMIENTAS LYNDEX-NIKKEN S.A.de C.V. Av. Hercules #401-13, Fracc. Poligono 3 Santa Rosa Jauregui, Queretaro 76220 Tel.+52-55-8421-8421 PROCOMO-NIKKEN S.A.S 6, avenue du 1er Mai-Z.A.E.Les Glaises 91127 Palaiseau Cedex Tel.+33-(0)-1-69.19.17.35 Fax.+33-(0)-1-69.30.64.68 NIKKEN KOSAKUSHO EUROPE LTD. Precision House, Barbot Hall Industrial Estate, Rotherham, South Yorkshire, S61 4RL Tel.+44-(0)-1709-366306 Fax.+44-(0)-1709-376683 NIKKEN DEUTSCHLAND GmbH Eisenstraße 9c, 65428 Rüsselsheim Tel.+49-(0)-6142-550600 Fax.+49-(0)-6142-5506060 VEGA INTERNATIONAL TOOLS S.P.A Via Asti N 9 10026-Santena(TORINO) ・ Tel.+39-011-9497911 Fax.+39-011-9456380 NIKKEN SWITZERLAND AG Sumpfstrasse 32-CH-6300-Zug Tel.+41-(0)-41-748-5000 Fax.+41-(0)-41-748-5001 NIKKEN SCANDINAVIA AB Bultgatan 13b, 44240 Kungalv Tel.+46-(0)-303-440-600 Fax.+46-(0)-303-58177 CUTTING TOOL S.L(TOOLING) PORTUETXE 16, BARRIO IGARRA E-20018 DONOSTIA-SAN SEBASTIAN Tel.+34-(0)-902-820090 Fax.+34-(0)-902-820099 UTILLAJES OLASA,S.L.(CNC ROTARY TABLE) Tel.+34-(0)-669-603433 NIKKEN KESICI TAKIMLAR SAN. VE ULUSLARARASI TIC. A. S E5 Uzeri Kucukyali Yanyol Irmak Sok. Kucukyali Sanayi Sitesi A Blok No:5 Maltepe 34852 Istanbul Tel.+90-(0)-216-518-1010 Fax.+90-(0)-216-366-1414 KOREA NIKKEN LTD. 90B-11L, Namdong Industrial Complex, 170, Namdong-Daero, Namdong-Gu, Incheon, Korea 405-819 Tel.+82-(0)-32-763-4461 Fax.+82-(0)-32-763-4464 SHANGHAI ZHONG YAN TRADING CO., LTD. BUILDING 1/F, #54, No.1089 QINZHOU RD. (N) , SHANGHAI, CHINA Tel.+86-(0)-216210-2506 Fax.+86-(0)-216210-2083 NIKKEN KOSAKUSHO ASIA PTE, LTD. 186, WOODLANDS INDUSTRIAL PARK E5 #04-01 M SINGAPORE 757515 Tel.+65-6362-7980 Fax.+65-6362-7980 SIAM NIKKEN Co., LTD. 127 Moo5 Gauwungsai-Bangturie Road Tambon Tanokkard Ampher Muangnakhonpathom Nakhonpathom 73000 Thailand Tel.+66(02)178-0503 Fax.+66(02)178-0504 http://www.nikken-kosakusho.co.jp/en e-mail : export@nikken-kosakusho.co.jp/en Please contact to the following agent. NIKKEN KOSAKUSHO WORKS, LTD. D.LK.0.5 Specifi

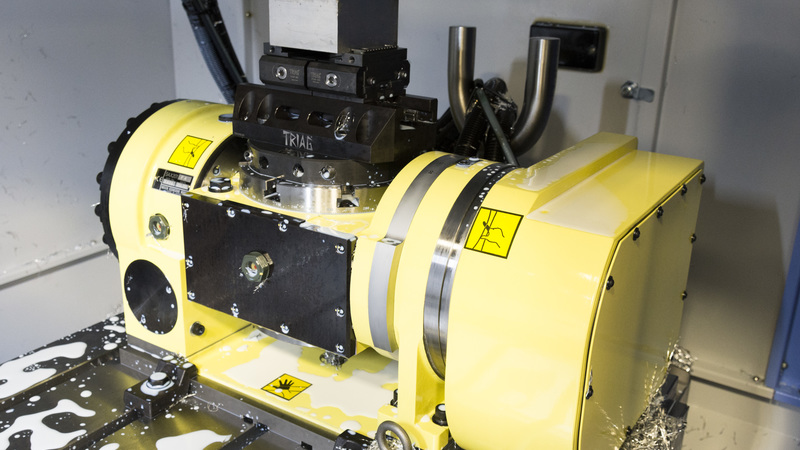
After adding four-axis or five axis rotary table on the machine tool, multi axis machining can be realized, which can improve the machining efficiency and yield. With the improvement of manufacturing automation in China, the demand for rotary table increases significantly.
Now, I will introduce the situation of several rotary table brands in China. We will divide them into four categories: Europe andAmerica, Japan, Taiwan and Chinese brands.
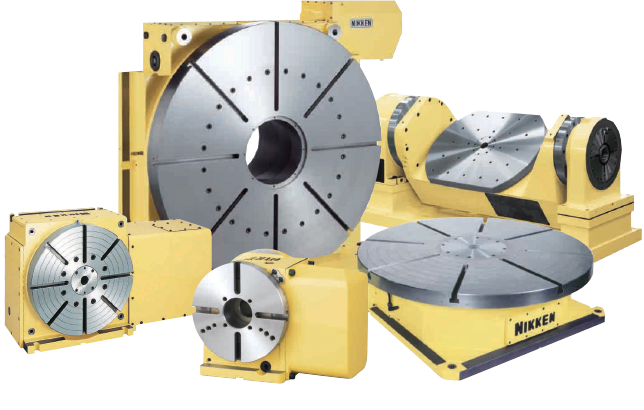
Japan: Fanuc, Nikken, Tsudakoma, Kitagawa and Sankyo are major brands. They are mainly configured on machine tools of some Japanese brands. Some factories will also be equipped with them when machining precision parts. Fanuc has the largest market share with, because robodrill is most widely used in 3C industry in china, so many factories are equipped with its DDR
Taiwan: TJR, Detron and GSA are the main brands, as well as DEX, Autocam and HW. These rotary tables are not only configured on Chinese brand machine tools, but also sold to end customers. Their precision is not high and their service life is not long, but they can meet the requirements when machining parts with low precision. Some users will consider these brands when their budget is limited. Among these brands, TJR has the best sales volume, with an annual sales volume of more than 10000 sets, because they have the most complete distribution network, complete models and cheap prices.Most importantl
China: there are many locally four-axis brands in China, such as Gutia,Silvercnc, Blue tech, CP and Deshu. The product quality of these brands is comparable to that of Taiwan. Due to more favorable prices and fast delivery, they have occupied the market of most Taiwan brands. The four axis of Chinese brands mainly adopt roller cam structure or harmonic structure. The wear resistance of roller cam is better than that of worm gear, with long service life and good accuracy retention. The price of harmonic reducer rotary table is low, which is suitable for 3C industry. These two structures meet the needs of the market and have been recognized by customers.

At Lyndex-Nikken, they have made it their mission to provide the two things their customers need most: advanced technology and the innovation to keep it moving forward. That"s why, in addition to manufacturing the best machine tool accessories available on the market, they offer unmatched customer service and engineering support to their customers worldwide.
Their product line includes the world"s number one most durable, precise, and rigid CNC 4- and 5-axis rotary tables, the latest technology of static and live tools for lathes and turning centers, and the broadest range of high-precision AngleHeads and toolholders.
Every Lyndex-Nikken product is made in Japan, and expertly engineered to meet—and even exceed—your strict manufacturing demands. Through the power of the THINC control, their products seamlessly integrate with Okuma machining centers, allowing you to reduce cycle times and achieve maximum efficiency.
You can see their rotary tables, live tools, and toolholders on demonstration on Okuma machining centers at the Partners in THINC facility in Charlotte, NC.

“We’re a family business that’s evolved tremendously,” says Van Gardner, vice president of sales and marketing at GCG Industries. Much of the Fort Wayne, Indiana, job shop’s evolution has occurred in the past four years, after it purchased an Okuma CNC vertical machining center (VMC) with a rotary table to add five-axis machining capabilities. Since then, the shop has experienced cascading successes, which it attributes to this machine, along with specific machine components and additional equipment, such as new tooling, quick-change workholding devices and on-machine part and tool probes, that have helped it maximize its five-axis capabilities.
Mr. Gardner says five-axis machining has enabled GCG to take on more complex and diverse work that other smaller, local shops do not have the ability to produce. The shop can complete jobs in fewer setups and achieve tighter-feature, true-position tolerances. Its sales have increased, and it has added more machines. In fact, the shop now has seven VMCs with five-axis capabilities. This provides a solid foundation for potentially adding automation (via a pallet system or robotics) in the future, with the hope of increasing the annual sales growth even more than what the shop has been realizing since adding that first five-axis machine in 2014.
That said, there were lessons to be learned as the shop decided to pursue five-axis machining and as it gained experience its machines. Mr. Gardner shared some of these lessons during my recent visit to this Midwest shop.
Mr. Gardner’s father Terry founded GCG Industries 30 years ago. The now has 13,000 square feet in two buildings with plans to expand another 3,500 square feet. Included among its 37 employees are Terry’s wife Tammy, who handles accounting, his son Justin, who heads up the quality requirements and his daughter Brooke, who oversees customer service. The shop focuses on short runs (50-75 pieces) of small parts (a three-inch cube would be considered a large part, depending on the material) for accounts in a range of industries, including medical, aerospace, agriculture and RV. Typical materials machined include aluminum, 17-4 stainless steel and Inconel.
GCG never went down the road of Swiss-types. However, its sole medical customer at that time prompted the shop to get five-axis capabilities. GCG had done three-axis work for the company, and it brought the shop a part that required five-axis machining. Mr. Gardner says it would have been virtually impossible to make this part on a three-axis machine because it required tight feature-to-feature tolerances that a three-axis machine more than likely could not hold due to the multiple setups it would have needed. GCG made the investment in its first machine with five-axis capabilities, and it turned out to be just the solution the shop needed. “It’s harder to find a shop to do this type of complex work than it is to find one that performs more conventional three-axis machining,” Mr. Gardner says. “We’re trying to secure our future that way.”
There are a variety of five-axis machine configurations on the market. At the recommendation of its distributor, Gosiger (Dayton, Ohio), GCG went with an Okuma Genos M560-V VMC and a Lyndex-Nikken 5AX201 rotary table to provide the fourth and fifth axes of rotation. The shop already had some machines from Okuma (Charlotte, North Carolina), and the familiarity played a role in the decision. “It made sense to keep going down that path,” Mr. Gardner says.
In the four years since the first purchase, GCG has acquired six additional machines with five-axis capabilities. It added the last four in less than a year’s span. Mr. Gardner says there are clear benefits to standardizing in such a way. All of the shop’s employees know how to run all of the machines. The risk of error is reduced because they only need to know one type of machine, and they have become familiar with it. Using the same type of machine has the added benefit of enabling operators to run the same part programs on any of the machines.
According to Mr. Gardner, the table-on-table application has several benefits for GCG over a true five-axis machine. For one, he says it gives the shop “a lot more bang for our buck,” as it is a more affordable solution than a dedicated five-axis machine. Because the shop specializes in small parts, the machine can fit the rotary table along with two vises and a tool probe on the main table. In some cases, five sides of a part can be machined using the rotary table and then the part can be flipped and loaded in a vise to complete machining of the sixth side. Also, given its specialization, the shop never needs to take the rotary tables out of the machines to make room for large parts on the table. Mr. Gardner says the Lyndex-Nikken rotary tables are also beneficial in that their clamping system is hydraulically actuated instead of being actuated with compressed air, meaning they offer higher holding force and rigidity during cuts.
This solution also gives the shop the ability to do full five-axis contour machining as well as five-axis positioning. Mr. Gardner says that one of the most important factors in choosing the Okuma machine was that its control enabled full, simultaneous five-axis contouring. Although it mostly uses the machines for “3+2” five-axis positioning, the shop wanted the flexibility to be able to do full five-axis machining as well. “It made sense to spend a little more to have the ability to do that,” he says. While virtually all the current work that GCG does only requires five-axis positioning, it has run full-five-axis tool paths on some of its jobs, and it does open the possibility to pursue more of that contouring work in the future.
Because GCG mostly does five-axis positioning, Mr. Gardner says the transition has been easy for the shop in terms of much of the programming. It does the programming for its five-axis parts offline using Mastercam, the same CAD/CAM system it uses for three-axis machining. He says that the shop approaches part programming either by essentially stringing together the three-axis programs for each side or by using more complex programming techniques, like programming off of the centerline of rotation to account for the different positions in which a part might be tilted.
GCG realized that it needed more than just the ability to move parts in five axes. Beyond the rotary tables, the machines are equipped with several other features and additional technologies that have helped the shop get the most out of its machines and grow its business. These include:
Touch-trigger probing. GCG bought its first M560-V with Renishaw touch-trigger probing, but the first job it ran on the machine (which lasted for almost two years) did not require it. Due to this experience, the shop opted not to include the probing equipment on its second machine. However, when it started running jobs with castings, the shop saw the value of the probing equipment. “If you’re trying to put a hole in the center of another hole that’s already there, you can probe the casting, set the work fixture offsets and go at it that way,” Mr. Gardner says. It proved to be so useful for oddly shaped and irregular castings that the shop purchased probing equipment on all its subsequent M560-Vs and had it field-installed on the second machine.
The shop also uses the probing equipment for alignments and to square the machine, which increases repeatability and enables tighter tolerances. For example, it might probe the rotary table after a rotating move to ensure that the table is in the proper position. An alert will be sent if it is found to be out of position. Probing also helps speed setups because it can locate the actual position of a part or fixture on the machine, then automatically adjust the coordinate system in the control to match that location.
Specialized workholding. On the rotary tables, the shop uses a range of workholding devices, including Kurt Dovelock vises. The Dovelock vises, which can also be used in the standard Kurt vises installed on the table, grip on a small dovetail feature machined into the bottom of the workpiece blank. This provides ample clamping force, but also provides the tool with a good amount of access to fives sides of the part to minimize the chance of the tool or spindle colliding with any fixturing elements. Both workholding solutions have high clamping forces to keep workpieces rigid as they are machined on each side. Mr. Gardner adds that the shop is exploring the idea of creating its own workholding devices.
High-pressure coolant. When GCG made the investment in five-axis technology, it also decided to make an investment in high-pressure coolant. This helps improve chip evacuation and enables operators to push tools harder and faster. Mr. Gardner says that the coolant could benefit three-axis machines as much as it does five-axis machines, but the shop was not ready to spend the money for it until it purchased the VMCs and rotary tables.
The five-axis machines also use a different type of coolant than the one used on the shop’s three-axis machines. According to Mr. Gardner, the new product, Trim MicroSol 585XT from Master Fluid Solutions, is cleaner. “It’s not as gummy and it doesn’t stick to the walls,” he says. “Therefore, there’s nothing for the chips to stick to it and they just fall where they need to go.” He adds that the new coolant lasts a little longer and has improved tool life. However, he also notes that it can be difficult for customers to approve new coolants once they have committed to one.
GCG’s five-axis capabilities mean that it is taking on different work, making more complex parts that require higher precision and quality than its previous parts. Some of GCG’s customers are taking advantage of the new capabilities, causing a shift in the shop’s portfolio.
Even though many of the parts GCG makes on these machines theoretically could be made with just three-axis capabilities, quality concerns and increased setup and cycle times often make this impractical. While five-axis machining has the potential reduce cycle times and increase profitability for parts that only require three-axis machining, there often is not open time on the machines with five-axis capabilities to move jobs around like this. “That’s kind of painful,” Mr. Gardner admits.
Despite these issues, Mr. Gardner says the addition of five-axis capabilities is behind the shop’s growth. He estimates that business has grown between 8 and 10 percent each year since GCG got its first M560-V four years ago. The shop also invites customers in to see its five-axis machining capabilities, using the technology as a sales tool to generate additional business.
Rotary Tables└ Workholding Supplies└ Workholding & Toolholding└ CNC, Metalworking & Manufacturing└ Business & IndustrialAll CategoriesAntiquesArtBabyBooks & MagazinesBusiness & IndustrialCameras & PhotoCell Phones & AccessoriesClothing, Shoes & AccessoriesCoins & Paper MoneyCollectiblesComputers/Tablets & NetworkingConsumer ElectronicsCraftsDolls & BearsMovies & TVEntertainment MemorabiliaGift Cards & CouponsHealth & BeautyHome & GardenJewelry & WatchesMusicMusical Instruments & GearPet SuppliesPottery & GlassReal EstateSpecialty ServicesSporting GoodsSports Mem, Cards & Fan ShopStampsTickets & ExperiencesToys & HobbiesTravelVideo Games & ConsolesEverything Else

This is relatively a new service vertical that has been initiated to bridge the gap in the Indian Machine Tool Market which is 15-20 years behind the European and American standards. We help clients in procuring used good running equipment from the world market. We help in identifying equipment as per client requirement and facilitate the logistics till the client location. We also procure and stock good equipments and machines in the metal machining industry, clients can check our inventory or get in contact with us. · Identify and Facilitate
* pL SOLUTIONS Shanghai Co. Ltd is part of a network of locally owned, independent representatives and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS India/SEAis part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS Italia is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS Japan is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS USAis part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS India/SEA is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS USA is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS India/SEAis part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS South Korea is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS India/SEA is part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS USAis part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)
* pL SOLUTIONS India/SEAis part of a network of locally owned, independent distributors and service specialists dedicated exclusively to the sales, service, and support of CNC rotary tables designed and manufactured by the Swiss firm Peter Lehmann AG (pL)



 8613371530291
8613371530291